Настоящее изобретение относится к печатающей головке для печати трехмерных структур из бетона и к способу такой печати.
Бетон является вполне доступным во всем мире сырьевым материалом, который позволяет придавать ему почти любую форму посредством соответствующих технологий. При этом возможно изготовление готовых бетонных элементов или промежуточных заготовок промышленным способом или обработка бетона непосредственно на месте проведения строительных работ. В особенности в последнем случае, при бетонном монолитостроении, высока трудоемкость установки опалубки и вследствие этого высоки затраты. Трехмерная печать позволяет на строительной площадке придавать бетону форму без опалубки. При этом технология в области трехмерной печати еще не отработана и пока связана с большим количеством проблем. Целью является печать геометрически сложных элементов, например, целых домов, в любом месте, прямо на стройплощадке. Эта технология известна из документа US 2007/0138678 A1, который раскрывает послойное нанесение, каким его обычно производят при 3D-печати, материала с цементным связующим. Материал с цементным связующим экструдируют, и при этом он в незатвердевшем состоянии выходит из выпускного отверстия сопла вниз. Для разглаживания наружных поверхностей материала под выпускным отверстием сопла расположены пластины, которые действуют в качестве штукатурной лопатки и предотвращают выход материала по сторонам, поперек направления подачи сопла. При выходе из сопла материал расширяется и распространяется в пределах боковых пластин как в направлении подачи сопла, так и в противоположном ему направлении. Распространение в направлении, противоположном направлению подачи, возможно благодаря движению сопла, тем самым освобождающему место для выходящего из сопла материала в направлении навстречу направлению подачи. Однако распространение в направлении подачи может негативно влиять на качество поверхности укладываемого слоя из-за скапливания материала и размокания материала. Это особенно невыгодно в тех местах, где желательна высокая точность, как, например, перемычки для окон и дверей. Скапливания материала могут появляться, например, вследствие колебаний в скорости подачи сопла. Кроме того, нанесенный обычным способом бетон в определенной степени обладает текучестью и, соответственно, стекает под действием силы тяжести вниз, образуя при этом выпуклые структуры в отдельных слоях. Поверхности соприкосновения между отдельными слоями часто имеют только слабое сцепление друг с другом, из-за чего такие стены как правило имеют худшие характеристики, чем обычные литые готовые бетонные элементы. Поэтому для структур согласно уровню техники необходима трудоемкая и дорогая дополнительная обработка. Кроме того, в уровне техники следующий слой печатается только тогда, когда находящийся под ним слой имеет достаточную прочность, что делает технологию медленной и приводит к тому, что напечатанные бетонные элементы имеют низкое качество поверхности.
Кроме того, из уровня техники известно выполнение, наряду с массивными стенами, также полых изделий, например, посредством параллельной печати двух профилей экструдированного материала. После этого возможно заполнение таких полых изделий арматурным каркасом и бетоном. При этом бетонные стены не включали в себя анкеров для сцепления или аналогичных элементов. Вследствие этого стены при их заполнении могут выдерживать только небольшое внутреннее давление бетона. В результате, таким образом, при заполнении полости монолитным бетоном возможна работа только с низкими скоростями бетонирования.
Поэтому задача настоящего изобретения состоит в обеспечении изготовления стабильных структур из бетона за короткое время.
Эта задача решена печатающей головкой согласно пункту 1 формулы изобретения.
При этом согласно первому аспекту настоящего изобретения предложена печатающая головка для печати трехмерных структур из бетона, выполненная с возможностью перемещения в пространстве и укладывания друг над другом отдельных слоев бетонного материала, который образует изготавливаемую структуру. При этом печатающая головка содержит подающее устройство, выполненное с возможностью обеспечения бетонного материала; транспортирующее устройство, выполненное с возможностью приема бетонного материала от подающего устройства и транспортировки бетонного материала; формующий участок, выполненный с возможностью заполнения находящимся под давлением бетонным материалом и задания по меньшей мере боковых размеров укладываемого слоя; выпускной участок, направленный против направления подачи печатающей головки, причем печатающая головка также содержит участок, препятствующий выпуску, выполненный с возможностью предотвращения выпуска бетонного материала, направленного в направлении подачи печатающей головки.
Печатающая головка содержит подающее устройство, которое позволяет снабжать выполненную с возможностью перемещения в пространстве печатающую головку бетонным материалом. Материал может подаваться, например, посредством бетононасоса, в подающее устройство, в то время как печатающая головка передвигается в пространстве. При этом печатающая головка, включая материал, имеет малую массу, что позволяет с высокой точностью перемещать печатающую головку в пространстве и облегчает поддержку печатающей головки. Однако, с другой стороны, возможно также заполнение печатающей головки материалом перед процессом перемещения. Транспортирующее устройство может представлять собой, например, шнек или насос, который, наряду с транспортировкой бетонного материала в формующий участок, может также повышать давление материала. Вследствие того, что материал заполняет формующий участок под давлением, материал может наполнять формующий участок по всей ширине формующего участка, поперек направления подачи печатающей головки или, соответственно, поперек продольной протяженности укладываемого слоя, и при этом уже начинать схватываться, еще находясь под давлением. Таким образом, посредством формующего участка возможно задание по меньшей мере боковых размеров укладываемого слоя. Материал, поперечное сечение которого определено по меньшей мере в отношении боковых размеров, выходит наружу из выпускного участка, который направлен против направления подачи, без изменения боковых размеров, поскольку он, особенно в случае материала, имеющего низкое отношение содержания воды к содержанию цемента, обладает хорошей формоустойчивостью. Посредством дополнительного участка, препятствующего выпуску, возможно предотвращение выпуска бетонного материала из печатающей головки в направлении подачи. Это позволяет укладывать слой вдоль определенного направления и предотвращать скапливание бетонного материала перед печатающей головкой. Тем самым обеспечено укладывание стабильного слоя, имеющего хорошее качество поверхности.
Печатающая головка предпочтительно содержит участок выравнивания давления, который предпочтительно находится в пределах формующего участка.
Вследствие непостоянства скорости подачи или консистенции материала возможно появление колебаний давления в печатающей головке. Участок выравнивания давления позволяет компенсировать эти колебания давления, так что могут предотвращаться вызванные колебаниями давления потоки утечек или, соответственно, обратные потоки, и из выпускного участка выходит бетонный материал, имеющий хорошее качество поверхности. Предпочтительно участок выравнивания давления предусмотрен в формующем участке, так как там материал еще пластичен.
Согласно следующему аспекту изобретения печатающая головка также может содержать устройство подвода энергии, выполненное с возможностью подвода энергии к бетонному материалу в пределах формующего участка.
Благодаря устройству подвода энергии возможно ускорение схватывания материала, так что материал выходит из выпускающего участка по существу сохраняющим форму. Например, формующий участок может дополнительно передавать энергию в бетон посредством вибрирующих элементов, что улучшает формоустойчивость материала после выпуска. Тем самым дополнительно повышают стабильность и качество поверхности структуры.
Формующий участок предпочтительно содержит регулируемое профилирующее устройство, выполненное с возможностью обеспечения изменения толщины укладываемого слоя. Регулируемое профилирующее устройство позволяет при помощи одной и той же печатающей головки укладывать слои различной толщины. При этом возможно выполнение различной толщины слоя, то есть его высоты, от слоя к слою, а также в пределах слоя в продольном направлении слоя или также в направлении ширины слоя.
При этом согласно еще одному аспекту изобретения профилирующее устройство может быть выполнено с возможностью выполнения по меньшей мере одного участка вдоль направления ширины слоя бетонного материала вогнутым в отношении толщины слоя.
Если по меньшей мере один участок вдоль направления ширины слоя выполняют вогнутым, то материал находящегося над ним слоя может стекаться в этот вогнутый участок. Это приводит к геометрическому замыканию между соседними слоями, которое обеспечивает хорошую стабильность напечатанной структуры.
Согласно еще одному аспекту профилирующее устройство может быть выполнено с возможностью выполнения по меньшей мере двух расположенных на расстоянии друг от друга профилей, проходящих параллельно друг другу.
При этом профилирующее устройство обеспечивает возможность полного запирания части поперечного сечения в направлении его ширины. В результате этого возможно прерывание потока бетона, например, в центре поперечного сечения в направлении ширины, и создание в процессе печати элемента, подобного двойной стенке, причем выполняются два параллельно проходящих профиля, расположенных на расстоянии друг от друга.
Профилирующее устройство предпочтительно образует устройство выравнивания давления.
Если профилирующее устройство позволяет выравнивать колебания давления, то эти колебания давления можно компенсировать посредством локальных изменений толщины слоя. Эти изменения толщины слоя могут компенсироваться вышележащими слоями. Кроме того, благодаря этому аспекту возможно уменьшение сложности печатающей головки.
Согласно следующему аспекту профилирующее устройство может содержать по меньшей мере один упругий элемент и по меньшей мере одну створку, причем створка установлена на печатающей головке посредством упругого элемента.
При помощи створки возможно изменение толщины слоя посредством изменения положения створки. Упругий элемент обеспечивает приспосабливание положения створки при колебаниях давления соответствующим образом.
Согласно следующему аспекту изобретения печатающая головка также может содержать устройство обработки связующего материала, выполненное с возможностью укладывания по меньшей мере одного слоя из связующего материала между соседними слоями бетонного материала.
Связующий материал вызывает улучшенное связывание отдельных слоев бетонного материала друг с другом. Поскольку печатающая головка содержит устройство обработки связующего материала, перед укладыванием слоя бетонного материала возможно укладывание слоя связующего материала посредством той же самой печатающей головки. При этом стабильность структуры обеспечивается по существу слоями бетонного материала, причем слои связующего материала обеспечивают хорошее связывание слоев бетонного материала.
Устройство обработки связующего материала предпочтительно содержит выпускной участок, по существу раскрывающийся вниз.
Благодаря этому возможно нанесение связующего материала на находящийся под ним слой бетона под воздействием силы тяжести, что делает возможным простую обработку. Если, кроме того, устройство обработки связующего материала предусмотрено на переднем в направлении подачи конце печатающей головки, то посредством печатающей головки, проходящей после устройства обработки связующего материала, возможно разравнивание слоя связующего средства и его равномерное распределение, так что возможно нанесение связующего материала с максимальным покрытием поверхности между напечатанными слоями бетона.
Согласно еще одному следующему аспекту печатающая головка может дополнительно содержать накопитель для элементов арматуры или соединительных элементов и устройство для установки арматуры, выполненное с возможностью установки армирующих элементов или соединительных элементов в слои бетонного материала в горизонтальном или вертикальном положении.
Таким образом, возможна автоматическая установка элементов арматуры или соединительных элементов печатающей головкой. Возможно их введение в еще не схватившийся бетонный материал в пределах печатающей головки или также на уже уложенном участке, который посредством профилирующего устройства выполнен вогнутым, причем тогда материал расположенного над ним слоя заполнил бы вогнутый участок и забетонировал бы элемент арматуры. Устройство для арматуры может, например, вставлять элементы арматуры в продольное пространство слоя, непрерывно вводя элементы арматуры в еще не схватившийся бетон в пределах формующего участка. Однако допустима также возможность введения элементов арматуры в слои поперек направления подачи печатающей головки. При этом элементы арматуры не обязательно должны быть расположены в бетоне вертикально, чтобы соединять соседние слои, а могут также, например, по существу горизонтально встраиваться в обе части стенки при печати двойной стенки. Благодаря этому напечатанные бетонные элементы получают сцепление друг с другом, вследствие чего возможно заполнение этих соединенных двойных стенок с более высокой скоростью бетонирования, чем для напечатанных двустенных конструкций без анкеров сцепления.
Согласно следующему аспекту печатающая головка может дополнительно содержать дисковое устройство разглаживания, выполненное с возможностью стирания и, таким образом, сглаживания переходных участков уже уложенных слоев, причем дисковое устройство разглаживания предпочтительно выполнено с возможностью направления печатающей головки.
Согласно этому аспекту возможно дальнейшее улучшение качества поверхности печатаемой структуры. Кроме того, возможно направление печатающей головки посредством дискового устройства разглаживания. При этом предотвращается перемещение печатающей головки в направлении поперек направления подачи вследствие того, что дисковое устройство для разглаживания упирается в уже уложенные слои.
Согласно следующему аспекту изобретения предусмотрен способ, при котором печатающая головка вышеупомянутого вида укладывает слои из бетонного материала друг над другом, причем в качестве бетонного материала используют бетон с сухим составом смеси.
Бетон предпочтительно имеет водоцементное отношение в пределах от 0,23 до 0,35.
Бетоны с таким составом смеси за короткое время достигают достаточной формоустойчивости, что позволяет получать после выпускного участка экструдера слой с хорошим качеством поверхности и с соблюдением заданных размеров.
Согласно следующему аспекту изобретения во время движения подачи экструдера возможна регистрация изменений толщины слоя находящегося ниже слоя и приспосабливание толщины слоя к укладываемому слою.
Таким образом, возможно достижение по существу ровной верхней поверхности структуры без трудоемкой дополнительной обработки.
Дальнейшие подробности и предпочтительные варианты осуществления поясняются следующими фигурами.
На фиг. 1 показана печатающая головка согласно изобретению.
На фиг. 2A показан вид под углом печатающей головки c фиг. 1.
На фиг. 2B показан вид под углом печатающей головки c фиг. 2A.
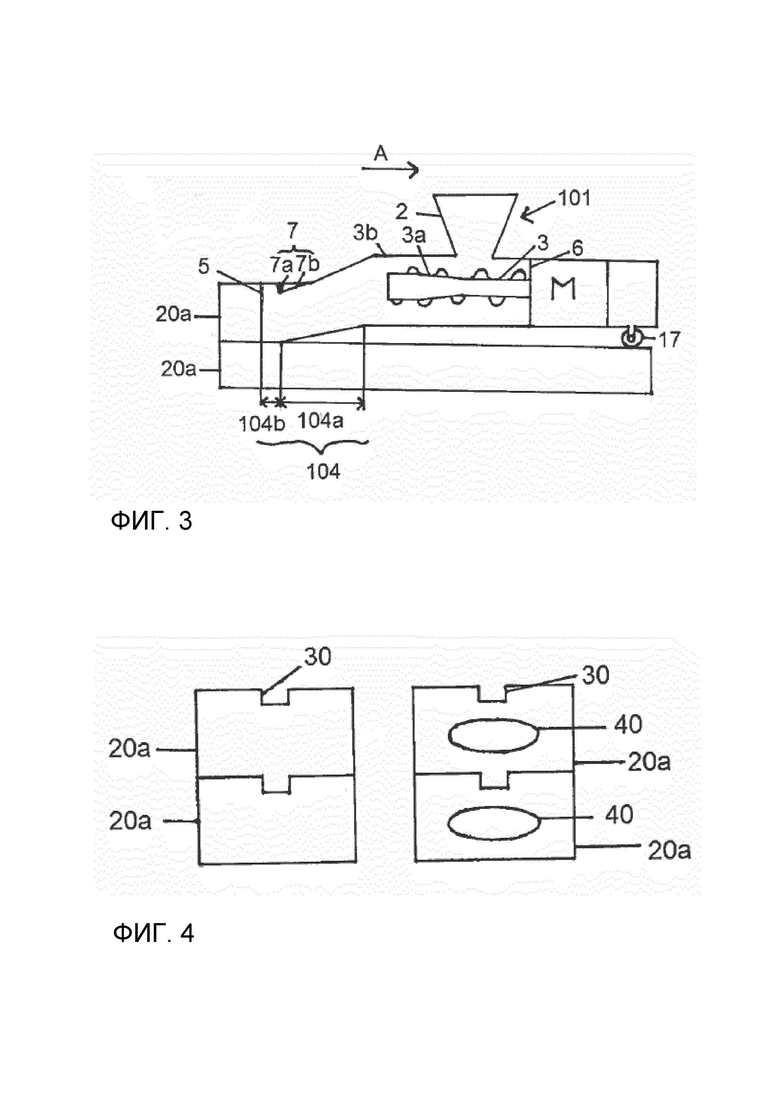
На фиг. 3 показан еще один вариант осуществления печатающей головки согласно изобретению в разрезе.
На фиг. 4 показан вид поперечного сечения обработанного бетонного материала.
На фиг. 5 показана печатающая головка согласно изобретению, вид в направлении на выпускающий участок.
На фиг. 6 показан вид поперечного сечения обработанного бетонного материала.
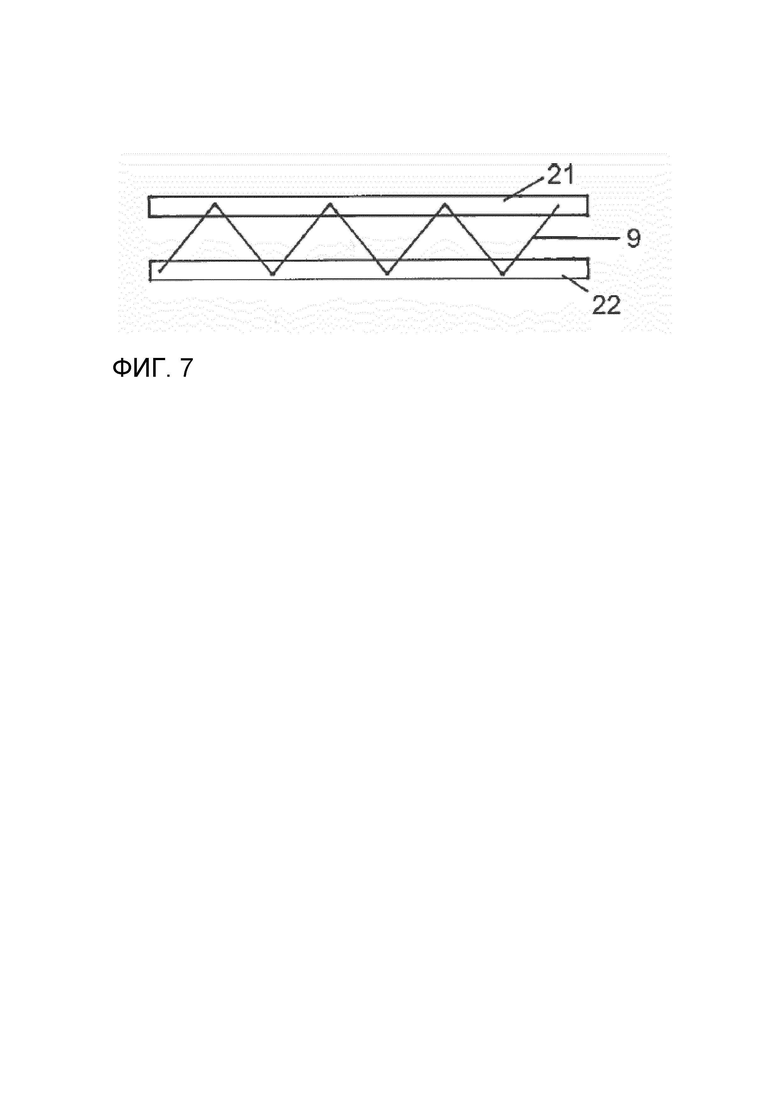
На фиг. 7 показана выполненная с помощью печатающей головки согласно изобретению двойная стенка в виде сверху.
На фиг. 1 схематично показана находящаяся в эксплуатации печатающая головка 1 согласно изобретению, посредством которой уже уложены несколько слоев бетонного материала 20a и несколько слоев связующего материала 20b, чтобы печатать трехмерную структуру из бетона. При этом печатающая головка перемещается с определенной скоростью подачи вдоль направления стрелки A, которое определяет продольную протяженность отдельных слоев. При этом направление ширины слоя проходит поперек продольного направления слоев или, соответственно, поперек направления подачи в плоскость чертежа. Направление толщины слоя определяется направлением наложения отдельных слоев. Привод для обеспечения продвижения печатающей головки 1 не показан для обеспечения ясности.. В стационарных установках, приведение в движение печатающей головки может происходить, например, посредством рамы, в пределах которой должна создаваться печатаемая структура. При этом печатающая головка 1 скользила бы или катилась бы вдоль направляющих и была бы, кроме того, выполнена с возможностью перемещения по высоте, чтобы обеспечивать возможность печати отдельных слоев 20a, 20b. Для мобильных случаев применения, таких, как строительные площадки, печатающая головка может перемещаться также при помощи консоли, выполненной с возможностью перемещения в пространстве. В показанном на фиг. 1 положении печатающая головка 1 укладывает следующий слой 20a из бетонного материала.
В трехмерном виде печатающей головки 1 на фиг. 2A, а также в разрезе на фиг. 2B снова упрощенно представлена печатающая головка 1 согласно изобретению. Печатающая головка 1 содержит подающее устройство 2. Цель подающего устройства 2 - снабжение выполненной с возможностью перемещения в пространстве печатающей головки 1 бетонным материалом. Материал может подаваться в подающее устройство 2, например, посредством бетононасоса, в то время как печатающая головка 1 перемещается в пространстве. При этом печатающая головка 1, включая материал, имеет малую массу, что позволяет перемещать печатающую головку 1 в пространстве с высокой точностью и облегчает поддержку печатающей головки 1. Однако, с другой стороны, возможно также заполнение печатающей головки 1 материалом перед процессом перемещения. В качестве бетонного материала предпочтительно используется бетон с сухим составом смеси, имеющий водоцементное отношение от 0,23 до 0,35. Водоцементное отношение (в/ц) указывает соотношение масс между содержащейся в 1 м3 бетона массой воды по сравнению с массой цемента.
Кроме того, печатающая головка 1 содержит транспортирующее устройство 3, которое в настоящем примере выполнено в виде шнекового устройства. Как показано на фиг. 2A, транспортирующее устройство 3 предпочтительно образовано в форме двух шнеков. Благодаря переменной степени захватывания материала винтовой линией шнека достигается хорошее смешивание и однородное состояние материала. Однако транспортирующее устройство 3 также может быть образовано только одним шнеком или насосом. Транспортирующее устройство 3 снабжают материалом из подающего устройства 2, и оно транспортирует материал в направлении, противоположном направлению подачи, в формующий участок 4 на основе принципа принудительной транспортировки. Шнек предпочтительно содержит увеличивающийся участок 3a, на котором диаметр шнека возрастает и ширина зазора между шнеком 3 и стенкой корпуса 3b уменьшается. При этом бетонный материал сжимается, и вследствие меньшей ширины зазора интенсивность прохождения возрастает, что вызывает повышение давления в материале. Таким образом, бетонный материал транспортируют под давлением в формующий участок 4. Благодаря тому, что материал наполняет формующий участок 4 под давлением, возможно полноценное заполнение поперечного сечения формующего участка 4 материалом, прежде всего, по всей ширине формующего участка 4. Давление в материале вызывает формоустойчивость бетона и начало его схватывания. Таким образом, посредством формующего участка 4 возможно задание по меньшей мере боковых размеров укладываемого слоя. Материал с заданным по меньшей мере в отношении боковых размеров поперечным сечением выступает наружу из выпускного участка 5, который направлен противоположно направлению A подачи, без изменения своих боковых размеров, так как вследствие низкого водоцементного соотношения материал обладает хорошей формоустойчивостью. Дополнительно предусмотрен участок 6, препятствующий выпуску, предотвращающий выход бетонного материала, который вследствие созданного давления может устремляться также и в направлении подачи, из печатающей головки 1 в направлении A подачи. Создается закрытое с пяти сторон пространство в направлении подачи, посредством стенки корпуса 3b вверху, внизу, а также по двум боковым сторонам, и посредством препятствующего выпуску участка 6, и обеспечивается возможность укладывания слоя вдоль определенного направления, противоположного направлению A подачи, и предотвращается скапливание бетонного материала перед печатающей головкой. Таким образом, обеспечена возможность укладывания стабильного слоя с хорошим качеством поверхности. Кроме того, как показано на фиг. 2A и 2B, печатающая головка 1 предпочтительно содержит устройство 8 обработки связующего материала. При помощи устройства 8 обработки связующего материала возможно нанесение по меньшей мере одного слоя 20b из связующего материала между соседними слоями 20a бетонного материала, как показано на фиг. 1. Связующий материал предпочтительно представляет собой бетон, имеющий более высокое водоцементное отношение, раствор для расшивки швов или даже промышленное клеящее вещество. Сухой бетонный материал, который благоприятствует быстрому схватыванию, при определенных обстоятельствах обуславливает плохое соединение со следующим слоем 20a. Слой 20b из связующего материала соединяет отдельные слои 20a бетонного материала друг с другом и таким образом устраняет уязвимое место в виде стыка. Как показано на фиг. 2B, устройство 8 обработки связующего материала содержит выпускной участок 8a, по существу раскрывающийся вниз. Это позволяет наносить связующий материал на находящийся внизу слой 20a бетона под воздействием силы тяжести, что обеспечивает возможность простой обработки. Выпускной участок 8a предпочтительно расположен в направлении A подачи перед выпускным участком 5 для бетонного материала. Таким образом, связующий материал наносится на находящийся внизу слой 20a бетонного материала, и может быть распределен по большой площади под действием веса укладываемого слоя 20a бетонного материала. При этом лишний связующий материал будет выдавлен в сторону.
Как показано на фиг. 1, печатающая головка может содержать, кроме того, устройство 14 подвода энергии. На фиг. 1 это устройство 14 подвода энергии выполнено в форме нагревательных лент вдоль формующего участка 4. В качестве альтернативы могут быть предусмотрены также вибрирующие пластины, которые вибрируют бетон либо на формующем участке 4, либо уже после выпускного участка 5 по краям с определенной частотой, например, 120 Гц. Возможно также облучение бетонного материала микрорадиоволнами. Посредством всех этих методов к бетонному материалу подводят энергию, которая ускоряет схватывание материала, так что материал выходит из выпускающего участка по существу сохраняющим постоянную форму или быстро схватывается вскоре после этого. Таким образом повышают стабильность структуры и качество ее поверхности.
На фиг. 1 показаны, кроме того, дискообразные лопатки 15, образующие дисковое разглаживающее устройство согласно настоящему изобретению, которые размещены на печатающей головке по обе ее стороны. Это дисковое разглаживающее устройство 15 выполнено с возможностью обработки уже уложенных слоев посредством стирания материала при их разглаживании, причем качество поверхности и соблюдение заданных боковых размеров структуры улучшаются. В частности, таким образом возможно удаление лишнего связующего материала и его сбор, например, в принимающую емкость 16. Кроме того, дисковое разглаживающее устройство 15 выполнено с возможностью направления печатающей головки, так как оно пригодно для предотвращения перемещения в горизонтальном направлении поперек направления подачи, предотвращая перемещение дискообразных лопаток в этом направлении слоями, которые уже были нанесены.
Еще один вариант осуществления показан на фиг. 3. Печатающая головка 1 аналогична печатающей головке 1 по первому варианту осуществления. Однако печатающая головка 101 содержит измененный формующий участок 104. Он состоит из сужающегося участка 104a, проходящего к находящемуся под ним слою 20a, и прямого участка 104b, проходящего в направлении, противоположном направлению A подачи. Поскольку предусмотрен сужающийся участок 104a, возможно дальнейшее повышение давления перед формующим участком 104 вследствие скапливания материала. Затем это давление снижается в сужающемся участке 104a, когда бетонный материал вследствие наклона сужающегося участка 104a стекает к находящемуся ниже слою. Таким образом, возможно постепенное преодоление разницы по высоте между осью шнека 3, и не происходит внезапного падения бетонного материала на выпускном участке 5. Схватывание материала происходит при остаточным давлении на участке 104b. Участок 104b уже определяется не только стеной корпуса 3b, но и нижним слоем 20a бетонного материала. Бетонный материал должен быть еще текучим при переходе между наклонным сужающим участком 104a и прямым участком, чтобы предотвращать застревание.
Кроме того, печатающая головка 101 содержит профилирующее устройство 7, которое находится в пределах формующего участка 104. Профилирующее устройство 7 образовано упругим элементом 7a и створкой 7b. Благодаря профилирующему устройству 7 возможно укладывание слоев различной толщины посредством одной и той же печатающей головки. Створка 7b выполнена с возможностью поворота в различные положения, например, при помощи двигателя. В соответствии с этим она выполнена с возможностью выступания в поперечное сечение формующего участка 104 с различной глубиной и формирования при этом толщины слоя, то есть высоты слоя, различной для разных слоев. Однако перемещение створки 7b возможно также во время укладывания слоя и, таким образом, изменение толщины слоя возможно также в пределах одного слоя, в продольном направлении слоя. Кроме того, створка 7b не обязательно должна быть выполнена по всей ширине формующего участка, а может быть предусмотрена также только на определенном участке в направлении ширины формующего участка 104, из-за чего толщина слоя меняется в направлении ширины слоя. Таким образом, створка 7b создает по меньшей мере один вогнутый в отношении толщины слоя участок вдоль направления ширины слоя 20a бетонного материала. Вследствие этого материал слоя, находящегося над ним, может легко устремляться в этот вогнутый участок. При этом создается геометрическое замыкание слоев, которое обеспечивает хорошую стабильность напечатанной структуры. Это представлено в качестве примера на фиг. 4, на которой изображено поперечное сечение напечатанной структуры. Возможно выполнение вогнутого участка 30, в который устремляется материал находящегося над ним слоя 20a и там схватывается. Кроме того, в печатающей головке 101 профилирующее устройство 7 выполнено в виде устройства выравнивания давления. Благодаря присоединению створки 7b к печатающей головке 101 посредством упругого элемента 7a возможно перемещение створки 7b при колебаниях давления. Таким образом, колебание давления выравнивается, и толщина слоя при необходимости изменяется локально. Эти изменения толщины слоя могут быть компенсированы с помощью слоев, наносимых сверху.
На фиг. 4 справа также предусмотрен вогнутый участок 30. Однако слои 20a снабжены полостью 40. Эта полость 40 может быть создана в слое, например, посредством стержня, который закреплен посредством перегородок на стенке 3b корпуса формующего участка. Это особенно облегчает структуру, так как экономится материал.
Наконец, на фиг. 5 схематично показана печатающая головка со стороны выпускного участка 5 печатающей головки. Как показано на фиг. 5, печатающая головка содержит по ширине формующего участка несколько створок 7b, которые отходят в формующий участок от верхней стороны. Эти створки 7b выполнены с возможностью регулирования и индивидуального управления ими, и, таким образом, при помощи сменяющих друг друга вогнутых и выпуклых участков возможно создание различных контуров на верхней стороне слоя. При этом возможно дальнейшее улучшение связей между отдельными слоями. Кроме того, при этом возможно приведение отдельных створок 7b в полностью закрытое положение. Закрытое положение створки 7b представляет собой положение, в котором створка 7b прилегает к нижнему слою. Таким образом, на формующем участке возможно частичное закрытие поперечного сечения в направлении ширины. Если из множества створок 7b наружные в направлении ширины створки приводят в закрытое положение, возможно изменение ширины укладываемого слоя. Если, напротив, в закрытое положение приводят внутреннюю створку 7b, возможно разделение укладываемого слоя по меньшей мере на некоторых участках по меньшей мере на два проходящих параллельно друг другу профиля, которые выходят из выпускного участка 5, обладая собственной устойчивостью. При этом из выпускного участка 5 выходят по меньшей мере два профиля, расположенные на расстоянии друг от друга поперек направления подачи печатающей головки. Таким образом возможно, например, выполнение двойной стенки.
На фиг. 6 показан фрагмент слоя 20a бетонного материала, в котором предусмотрен вогнутый участок 31 в продольном направлении слоя. Этот участок может быть получен, например, посредством одновременного опускания створок печатающей головки, показанных на фиг. 5, в частично закрытое положение. Возможно вкладывание в такой вогнутый участок 31 элемента 9 арматуры, который бетонируется следующим слоем. Элемент 9 арматуры может также выступать по сторонам из слоя 20a и выступать в противоположный вогнутый участок 31 того же самого слоя 20a. Таким образом возможно улучшение стабильности взаимного положения отдельных участков слоя.
Это особенно предпочтительно при изготовлении двойной стенки, причем вогнутые участки 31 в параллельно проходящих профилях могут быть предусмотрены в одинаковых положениях или также в различающихся положениях в направлении подачи печатающей головки. В качестве примера на фиг. 7 показана двойная стенка в горизонтальной проекции. Двойная стенка формируется, когда каждый укладываемый слой образуется двумя профилями 21 и 22, проходящими параллельно и расположенными на расстоянии друг от друга. Кроме того, возможно повышение горизонтальной стабильности проходящих параллельно профилей в направлении, противоположном направлению подачи, посредством элементов арматуры или, соответственно, соединительных элементов 9. Эти элементы арматуры могут изыматься из имеющегося в печатающей головке накопителя посредством устройств для установки арматуры и вставляться в слои бетонного материала. На фиг. 7 показан решетчатый соединительный элемент 9, который соединяет оба профиля 21 и 22 друг с другом в горизонтальном направлении. При этом, например, вогнутые участки могут предусматриваться в разных, по отношению к профилям 21 и 22, положениях в направлении подачи печатающей головки, которые облегчают вставление соединительного элемента. При последующем заполнении на месте бетоном промежутка между профилями 21 и 22, образованного стенными элементами, возможна работа с более высокими скоростями бетонирования.



Группа изобретений относится к печатающей головке (1) для печати трехмерных структур из бетона, а также к способу, при котором такая печатающая головка используется для укладывания друг над другом слоев бетонного материала. Печатающая головка (1) согласно изобретению выполнена с возможностью перемещения в пространстве и укладывания друг над другом отдельных слоев (20a) бетонного материала, который образует изготавливаемую структуру. Причем печатающая головка (1) содержит подающее устройство (2), транспортирующее устройство (3), формующий участок (4), выпускающий участок (5), направленный против направления (А) подачи печатающей головки (1), и участок (6), препятствующий выпуску. Подающее устройство (2) выполнено с возможностью обеспечения бетонного материала. Транспортирующее устройство (3) выполнено с возможностью приема бетонного материала от подающего устройства (2) и транспортировки бетонного материала. Формующий участок (4) выполнен с возможностью заполнения находящимся под давлением бетонным материалом и задания по меньшей мере боковых размеров укладываемого слоя (20a). Выпускающий участок (5) направлен против направления (А) подачи печатающей головки (1). Участок (6), препятствующий выпуску, выполнен с возможностью предотвращения выпуска бетонного материала в направлении (А) подачи печатающей головки (1). Техническим результатом является повышение эффективности печати трехмерных структур из бетона и предотвращение скапливания и размокания бетона. 4 н. и 11 з.п. ф-лы, 7 ил.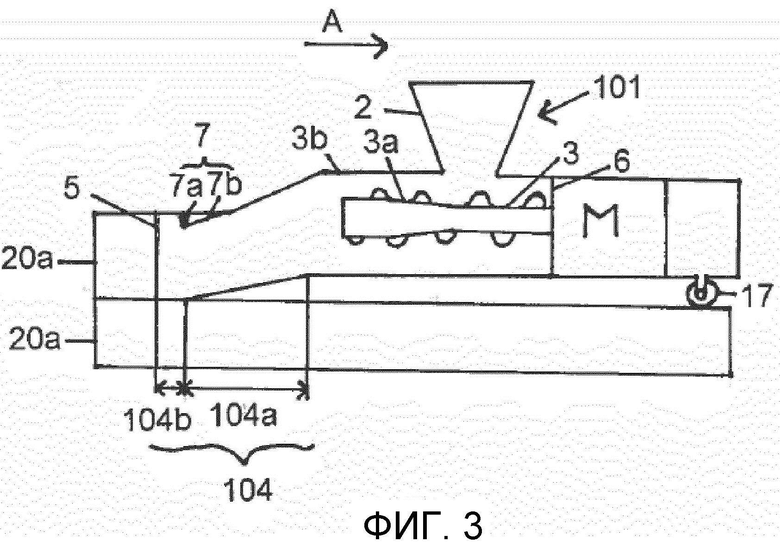
1. Печатающая головка (1) для печати трехмерных структур из бетона, выполненная с возможностью перемещения в пространстве и укладывания друг над другом отдельных слоев (20а) бетонного материала, который образует изготавливаемую структуру, содержащая следующее:
подающее устройство (2), выполненное с возможностью обеспечения указанного бетонного материала; транспортирующее устройство (3), выполненное с возможностью приема указанного бетонного материала от указанного подающего устройства (2) и транспортировки указанного бетонного материала;
формующий участок (4), выполненный с возможностью заполнения находящимся под давлением бетонным материалом и задания по меньшей мере боковых размеров указанного укладываемого слоя (20а);
выпускной участок (5), направленный против направления (А) подачи указанной печатающей головки (1), причем
указанная печатающая головка также содержит участок (6), препятствующий выпуску, выполненный с возможностью предотвращения выпуска указанного бетонного материала в указанном направлении (А) подачи указанной печатающей головки (1),
отличающаяся тем, что указанное транспортирующее устройство (3) представляет собой шнековое устройство.
2. Печатающая головка (1) по п. 1, которая содержит участок (7) выравнивания давления в пределах указанного формующего участка (4).
3. Печатающая головка (1) по п. 1, которая также содержит устройство (14) подвода энергии, выполненное с возможностью подвода энергии к указанному бетонному материалу в пределах указанного формующего участка (4).
4. Печатающая головка (1) по одному из предшествующих пунктов, в которой указанный формующий участок (4) содержит регулируемое профилирующее устройство (7), выполненное с возможностью обеспечения изменения толщины укладываемого слоя.
5. Печатающая головка (1) по п. 4, в которой указанное профилирующее устройство (7) выполнено с возможностью формирования по меньшей мере одного участка вдоль направления ширины указанного слоя (20а) бетонного материала вогнутым в отношении толщины слоя.
6. Печатающая головка (1) по п. 4, в которой указанное профилирующее устройство (7) выполнено с возможностью формирования по меньшей мере на некоторых участках по меньшей мере двух расположенных на расстоянии друг от друга профилей (21, 22), проходящих параллельно друг другу.
7. Печатающая головка (1) по п. 4 или 5, в которой указанное профилирующее устройство (7) образует устройство (7) выравнивания давления.
8. Печатающая головка (1) по п. 7, в которой указанное профилирующее устройство (7) содержит по меньшей мере один упругий элемент (7а) и по меньшей мере одну створку (7b), причем указанная створка (7b) установлена на указанной печатающей головке (1) посредством указанного упругого элемента (7а).
9. Печатающая головка (1) по одному из предшествующих пунктов, которая также содержит устройство (8) обработки связующего материала, выполненное с возможностью укладывания по меньшей мере одного слоя (20b) из связующего материала между соседними слоями (20а) бетонного материала.
10. Печатающая головка (1) по п. 9, в которой указанное устройство (8) обработки связующего материала содержит выпускной участок (8а), по существу раскрывающийся вниз.
11. Печатающая головка (1) по одному из предшествующих пунктов, которая также содержит накопитель для хранения армирующих элементов или соединительных элементов (9) и устройство для установки арматуры, выполненное с возможностью установки армирующих элементов или соединительных элементов (9) в указанные слои бетонного материала в горизонтальном или вертикальном положении.
12. Печатающая головка (1) по одному из предшествующих пунктов, которая также содержит дисковое разглаживающее устройство (15), выполненное с возможностью стирания и, таким образом, сглаживания переходных участков уже уложенных указанных слоев (20а), причем указанное дисковое разглаживающее устройство выполнено с возможностью направления указанной печатающей головки (1).
13. Способ печати трехмерных структур из бетона, согласно которому печатающую головку по одному из предшествующих пунктов применяют для укладки слоев бетонного материала друг над другом, причем в качестве бетонного материала применяют бетон с водоцементным отношением от 0,23 до 0,35.
14. Рама с печатающей головкой (1) по одному из пп. 1-12, в которой печатающая головка (1) выполнена с возможностью перемещения вдоль направляющих указанной рамы.
15. Консоль, выполненная с возможностью перемещения в пространстве с печатающей головкой (1) по одному из пп. 1-12.
| Зажимная головка правильно-изгибной машины | 1980 |
|
SU933162A2 |
| RU 2016142836 A, 03.05.2018 | |||
| Машина для непрерывного приготовления бетонной смеси | 1969 |
|
SU459554A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ФАСАДНЫХ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245784C2 |
| US 20070138678 A1, 21.06.2007. | |||

