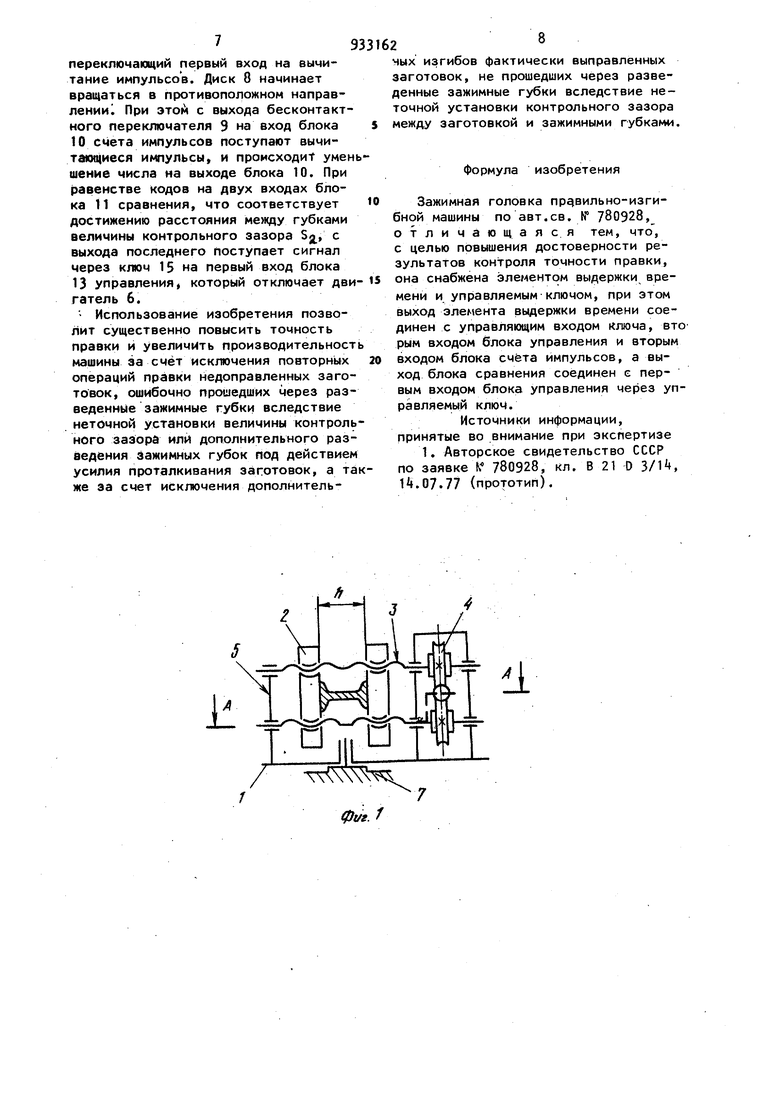
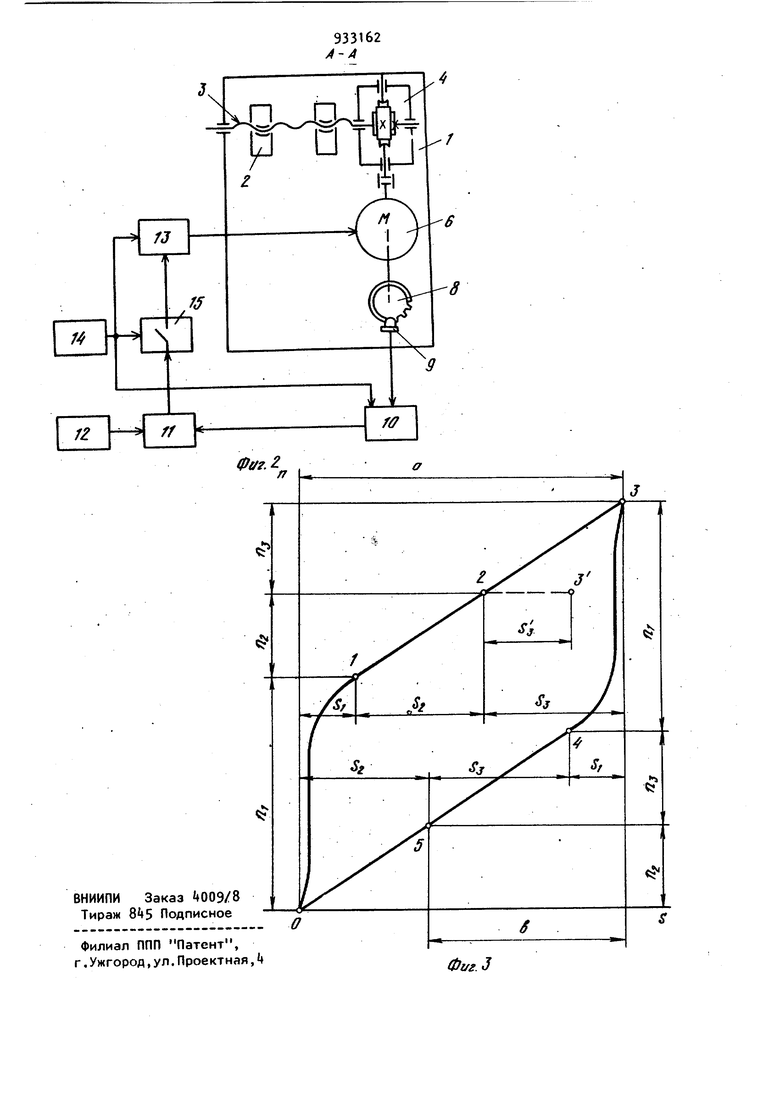
Изобретение относится к области обработки металлов давлением, а именно к устройствам для правки сортового металла, листового металла и труб,и может быть использовано в металлургии, машиностроении и других областях народного хозяйства при контроле точности правки, выполняемой на сортоправильных, листоправильных и трубоправильных машинах, имеющих зажимные губки. Оно быть положено также в о.снову создания отдельных уст ройств, предназначенных для Ьортйровки разнообразных заготовок на прямолинейные и непрямолинейные. . Известна зажимная головка праг вильно-изгибной машины по авт.св. № 780928, содержащая смонтированные на платформе зажимные губки, механизм перемещения зажимных губок и систему автоматического управления механизмом перемещения зажимных губок, выполненную в виде кинематически связанного с этим механизмом диска с лепесткями, бесконтактного переключателя со щелью для прохода лепестков, задатчика величины контрольного зазора между заготовкой и зажимными губками, блока счета импульсов, , блока сравнения и блока управления механизмом перемещения зажимных губок, причем один вход блока сравнения соединен с задатчиком величины контрольного зазора, другой вход через блок счета импульсов - с бесконтактным переключателем, а выход блока сравнения соединен с входом блока управления flj. Однако известная зажимная головке не обеспечивает достаточно высокой достоверности результатов контроля точности правки вследствие низкой точности установки контрольного зазора между заготовкой и губками и непостоянства величины этого зазора в процессе контрольного проталкивания заготовок между разведенными губками Низкая точность установки контрольного зазора обусловлена тем, что в кинематических парах винт-гайка, осуществляющих перемещение губок, имеется неизбежный люфт, нарушающий линейную зависимость между угловым перемещением винтов и.линейным перемещением зажимных губок. Наличие люфта требует осуществления операции предварительного определения величины углового перемещения винтов, необходимого для выборки люфтов. Исполь зование указанной операции существенно уменьшает точность установки контрольного зазора из-за ошибок при экспериментальном определенСии зависимости между величиной люфта и величиной соответствующего углового перемещения винтов, а также из-за изменения величины люфта во времени вследствие износа или пластического деформирования контактирующих деталей или изменения положения этих деталей после разборки-сборки пар винт-гайка. Непостоянство величины контрольного зазора обусловлено тем, что зажимные губки, установленные на величину это го зазора, дополнительно перемещаютс в пределах имеющихся люфтов под дейс вием усилия проталкивания заготовок в процессе контроля их прямолинейнос ти. Целью изобретения является повышение достоверности результатов конт роля точности правки путем обеспечения более точной установки контрольного зазора между заготовкой и зажим ными губками и исключения изменения положения зажимных губок после установки этого зазора. Для достижения этой цели зажимная головка правильно-изгибной машины, содержащая смонтированные на плат форме зажимные губки, механизм перемещения зажимных губок и систему автоматического управления механизмом перемещения за ; имных губок, выполненную в виде кинематически связанного с этим механизмом диска с лепес ками, бесконтактного переключателя со щелью для прохода лепестков, задатчика величины контрольного зазора между заготовкой и зажимными губками блока счета импульсоз, блока сравнения и блока управления механизмом пе ремещения зажимных губок,причем один вход блока сравнения соединен с задатчиком величины контрольного зазора, другой вход через блок счета импульсов - с бесконтактным переключателем а выход блока сравнения соединен с 93 4 входом блока управления, снабжена элементом выдержки времени и управляемым ключом, причем выход элемента выдержки времени соединен с управляющим входом ключа, вторым входом блока управления и вторым входом блока счета импульсов, а выход блока сравнения соединен с первым входом блока управления через управляемый ключ. Наличие элемента выдержки времени и управляемого ключа в совокупности с другими признаками дает возможность путем первоначального разведения зажимных губок на величину, заведомо , превышающую величину контрольного зазора, и последующего их сведения до достижения величины контрольного зазора исключить влияние люфтов на точность установки контрольного зазора, а также исключить изменение положения зажимных губок после установки этого зазора под действием усилия проталкивания заготовки. На фиг. 1 показана зажимная головi правильно-изгибной машины; на фиг. 2 - разрез Л-Л на фиг.1 и система автоматического управления механизмом перемещения зажимных губок; на фиг. 3 график зависимости линейного перемещения зажимных губок от углового перемещения вала электродвигателя. Зажимная головка правильно-изгибной машины содержит смонтированные на платформе 1 зажимные губки 2, механизм перемещения зажимных губок и систему автоматического управления механизмом перемещения зажимных губок, Механизм перемещения за : имных губок включает в себя два винта 3, взаимодействующих с гайками зажимных губок включает в себя два винта 3 взаимодействующих с гайками зажимных губок, сдвоенный червячный редуктор , опорную стойку 5 и электродвигатель 6. Поворотная платформа 1 шарнирно соединена с тележкой 7 машины. Система автоматического управления механизмом перемещения зажимных губок выполнена в виде кинематически связанного с этим механизмом диска 8 с лепестками, бесконтактного переключателя 3 со щелью для прохода лепестков, блока 10, счета импульсов, блока 11 сравнения, задатчика 12 величи-. ны контрольного зазора между заготовкой и зажимными губками, блока 13 управления механизмом перемещения зажимных губок, элемента Н выдержки времени и управляемого ключа 15. Один вход блока 11 сравнения соединен с задатчиком 12 величины контрольного зазора. Другой вход блока сравнения через блок 10 счета импуль сов соединен с бесконтактным переклю чателем 9. Выход блока 11 сравнения соединен с первым входом блока 13 Уп равления через управляемый ключ 15. Выход элемента 1 выдержки времени соединен с управляющим входом ключа 15| вторым входом блока 13 управления и вторым входом блока 10 счета импульсов. Выход блока 13 управления соединен с электродвигателем 6. Вращение вала электродвигателя 6 через червячную и винтовую передачи вызывает перемещение зажимных губок 2. Представленный на фиг. 3 график зависимости величины S перемещения зажимных губок от числа оборотов п электродвигателя, полученный экспери ментальным путем на,действующей правильно-изгибной машине, показывает, что процесс разведения (ветвь 0-1 2графика) и процесс сведения (ветвь 3-4-5-0 графика) зажимных губок характеризуются наличием нелинейного участка (0-1 и 3- соответственно) и линейного участка(1-2 и 4-5-0 соответственно) . На нелинейном участке малое поступательное перемещение S. зажимных губок осуществляет при помощи большого по величине углового перемещения h вала электродвигателя На этом участке происходит выборка люфтов в кинематической цепи электродвигатель-губки, основную долю ко торых составляют люфты в передаче . винт-гайка, а также устранение и соз дание в начале и конце участка необх димых для перемещения губок упругих деформаций в элементах указанной кинематической цепи. На линейном участ ке перемещение губок на величину контрольного зазора Sj и величину избыточного перемещения Sj осуществляется пропорционально угловым пере мещениям п 2 и п , соответственно. При установке контрольного зазора в процессе разведения губок без использования операций избыточного раз ведения сверх величины контрольного зазора и последующего сведения зажим ные губки могли бы быть дополнительн раздвинуты на суммарную величину люф тов в обеих губках S-j под действием усилия проталкивания заготовки (учас 9 2« ток 2-3). Для избежания этого явления губки разводят на величину а, заведомо превышающую величину конт-рольного зазора S с последующим сведением их на величину . В связи с тем, что необходимое для выборки люфтов число оборотов вала электродвигателя при разведении и сведении зажимных губок равно едкой и той же величине п,,, влияние люфтов на точность выставления контрольного зазора исключается.. Перед началом работы машины задатчиком 12 задается величина, соответствующая величине требуемого контрольного зазора, а элемент выдержки времени настраивается на время, превышающее время, необходимое для разведения зажимных губок на величину контрольного зазора S.. Сигнал с-задатчика 12 подается на вход блока 11 сравнения. По окончании процесса правки включением электродвигателя 6 зажимные губки, расстояние между которыми равно вь1соте h поперечного сечения з а готовки (фиг, 1) начинают разводиться. При этом вращение вала электродвигателя вызывает вращение диска 8. Лепестки диска, проходя через щель бесконтактного переключателя 9, вызывают появление импульсов на выходе последнего, которые поступают на первый (суммирующий) вход блока 10 счета импульсов. Затем информация в виде унитарного кода о величине зазора между заготовкой и зажимными губками с выхода блока 10 счета импульсов поступает на другой вход блока П сравнения. При равенстве кодов на двух входах блока 11 сравнения на выходе последнего появляется сигнал, который, однако, не поступает на первый вход блока 13 управления и не приводит к остановке электродвигателя 6 из-аа отсутствия срабатывания элемента 1 выдержки времени и отсутствия вследствие этого сигнала на управляющем входе ключа 15. По истечении выдерухки времени после срабатывания элемента I с его выхода поступает сигнал на управляющий вход ключа 15 который соединяет выход блока 11 с первым входом блока 13. Сигнал поступает также на второй вход блока 13 управления, который реверсирует электродвигатель. Одновременно поступает сигнал на второй (управляющий) вход блока 10, переключающий первый вход на вычитание импульсов. Диск 8 начинает вращаться в противоположном направлении 1 При этой с выхода бесконтактного переключателя Э на вход блока 10 счета импульсов поступают вычитающиеся импульсы, и происходит умен шение числа на выходе блока 10. При равенстве кодов на двух входах блока 11 сравнения, что соответствует достижению расстояния между губками величины контрольного зазора S, с выхода последнего поступает сигнал через ключ 15 на первый вход блока 13 управления, который отключает дви гатель 6. Использование изобретения позволит существенно повысить точность правки и увеличить производительност машины за счёт исключения повторных операций правки недоправленных заготовок, ошибочно прошедших через разведенные зажимные губки вследствие неточной установки величины контроль ного зазорд или дополнительного разведёния зажимных губок под действием усилия проталкивания заготовок, а та же за счет исключения дополнитель9мых изгибов фактически выправленных заготовок, не прошедших через разведенные зажимные губки вследствие неточной установки контрольного зазора между заготовкой и зажимными губками. формула изобретения Зажимная головка пр вильно-изгибной машины по авт.св. № 780928, отличающаяся тем, что, с целью повышения достоверности результатов контроля точности правки, она снабжена элементом выдержки времени и управляемым ключом, при этом выход элемента выдержки времени соединен с управляющим входом ключа, вто рым входом блока управления и вторым входом блока счёта импульсов, а выход блока сравнения соединен с первым входом блока управления через управляемый ключ. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке Л 780928, кл. В 21 D , I.07.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимная головка правильно-изгибной машины | 1977 |
|
SU780928A1 |
| Зажимная головка правильно-изгибной машины | 1986 |
|
SU1333434A1 |
| Способ настройки правильно-изгибной машины | 1988 |
|
SU1542658A1 |
| Зажимная головка универсальной сортоправильной машины дискретного действия | 1986 |
|
SU1318322A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Способ настройки правильно-раскруточной машины и устройство для его осуществления | 1986 |
|
SU1349827A1 |
| Способ настройки инструмента правильных машин с поворотными зажимными головками и устройство для его осуществления | 1981 |
|
SU995968A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
| Автомат для изготовления выводов из проволоки | 1977 |
|
SU698704A1 |
| Система управления агрегатом правки цилиндрических изделий | 1981 |
|
SU1074621A1 |
01/г.
