Изобретение относится к области строительства и машиностроения и предназначено для возведения конструкций зданий и сооружений различного назначения, геометрии, размеров, отдельных частей конструкций и сооружений с помощью послойной печати на базе строительного принтера или кранового оборудования.
Известен многокамерный вибрационный клапан для цементного раствора [US7878789, опубл. 01.02.2011], содержащий выходное отверстие с размером и конфигурацией для выдавливания цементного вещества, канал потока материала, сконфигурированный для направления цементирующего материала к выходному отверстию, а также вибрационный клапан, вставленный в канал передачи материала.
Ближайшим аналогом является многосопловая сборка для экструзии стен [US7153454, опубл. 12.26.2006], содержащая три сопла, в которых два боковых сопла меньшего размера по сравнению с центральным соплом, регулятор положение по высоте одного сопла по отношению к любому другому, независимую подачу материала из каждого из сопел, клапаны удержания смеси в камерах.
Общим недостатком указанных аналогов является низкая прочность отпечатанных трехслойных стен, связанная с отсутствием элементов, скрепляющих печатаемые слои между собой.
Предлагаемое изобретение направлено на повышение прочности отпечатанных строительных конструкций.
Сущность изобретения заключается в том, что многоструйная печатающая головка с устройством, позволяющим скреплять между собой печатаемые слои внедряющимися в них арматурными модулями, для печати многослойных стен с утеплителем и арматурой, поворотный механизм которой обеспечивает возможность ее соединения со строительным принтером или крановым оборудованием и позволяет головке поворачиваться вокруг вертикальной оси на 360 градусов, при этом головка содержит три не сообщающиеся между собой камеры, каждая из которых обеспечивает возможность независимой подачи расходного материала, причем крайние камеры предназначены для подачи бетонного раствора, а внутренняя – для подачи утеплителя, где прикрепленное к печатающей головке устройство предназначено для периодической установки арматурных модулей, при этом каждый содержащийся в нем арматурный модуль имеет прямоугольный контур, лежащий в горизонтальной плоскости, с диагональными элементами в плоскости контура, в каждом из четырех углов контура установлены вертикальные винтовые цилиндрические элементы с заострениями на концах. Размер длинной стороны L арматурного модуля определяется шириной слоев многослойной стены l1, l2 и l3, где l2 – ширина внутреннего слоя утеплителя, а l1 и l3 – ширины наружных слоев бетона, минимальный размер длинной стороны арматурного модуля Lmin определяется по формуле: Lmin = l2+0,5(l1+l3), максимальный размер: Lmax = l1+l2+l3. Арматурный модуль может быть дополнительно оснащен вертикальными винтовыми цилиндрическими элементами с заострениями на концах, расположенными посередине длинных сторон прямоугольного контура. В вертикальных плоскостях, проходящих через длинные стороны контура арматурного модуля, могут быть установлены диагональные элементы с центром в середине вертикального элемента и с концами в точках начала сужения заострений на концах вертикальных элементов, расположенных в углах контура.
Техническим результатом предлагаемого изобретения является значительное увеличение прочности отпечатанных строительных конструкций за счет оснащения печатающей головки устройством, позволяющим скреплять между собой печатаемые слои внедряющимися в них арматурными модулями.
На прилагаемых к описанию чертежах дано:
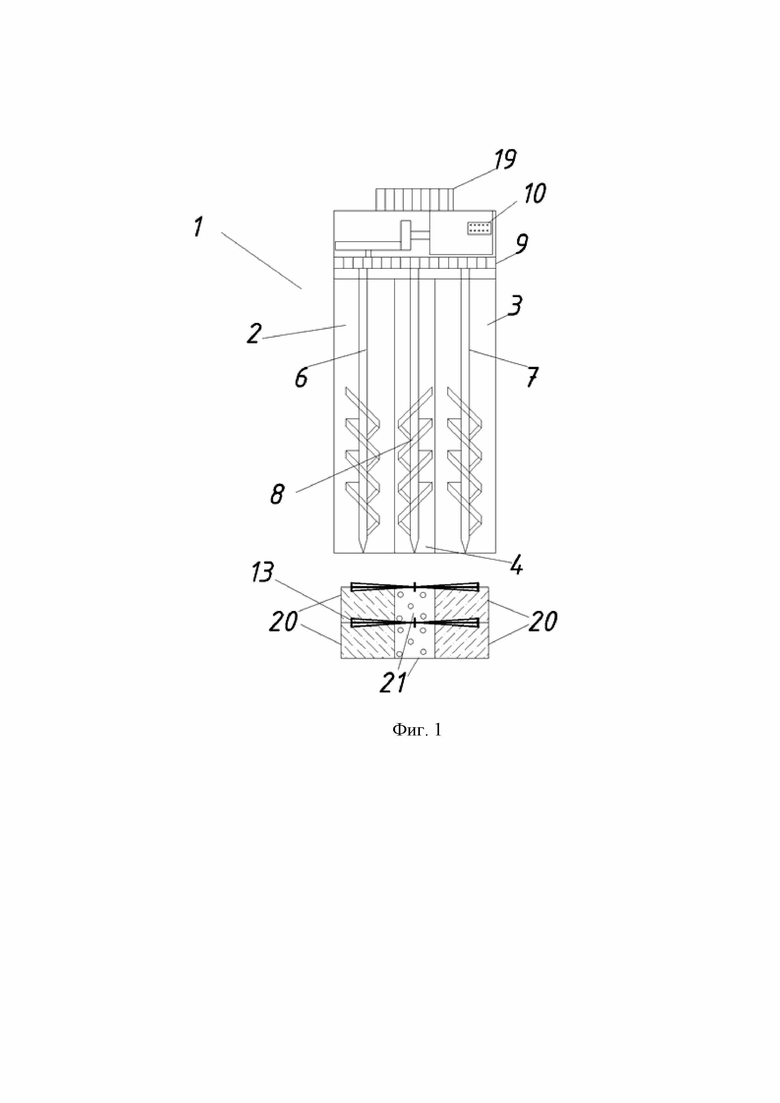
- вид на печатающую головку спереди (фиг.1);
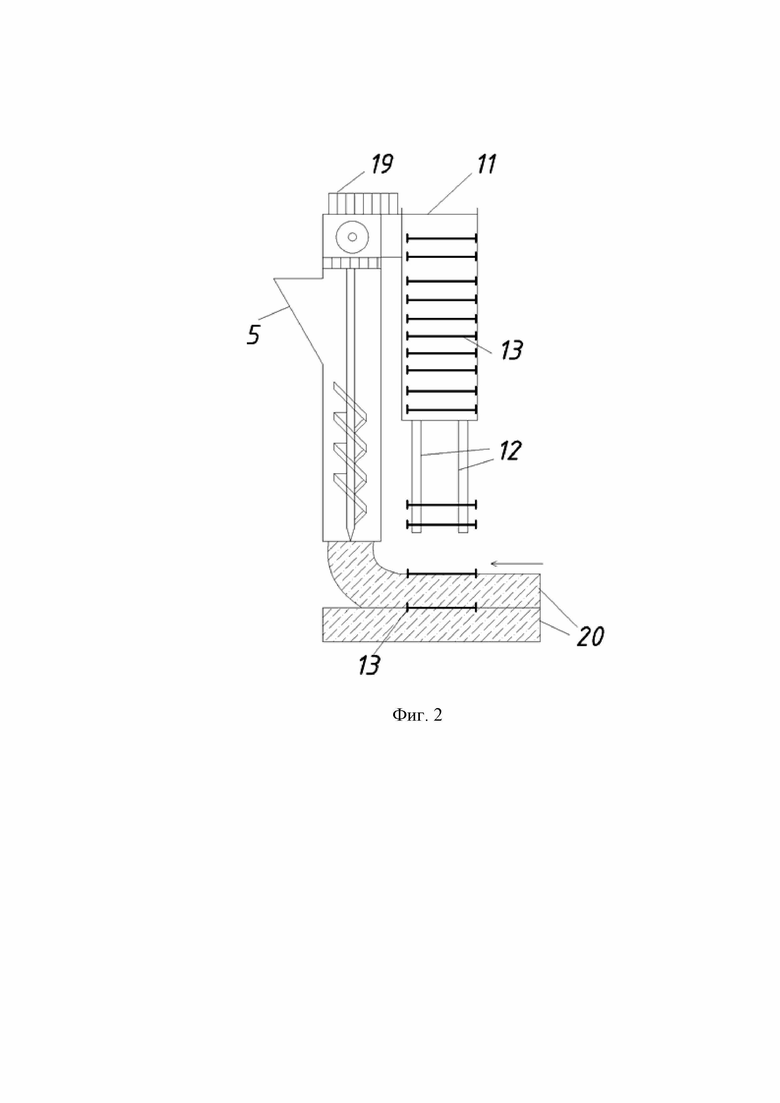
- вид на печатающую головку сбоку (фиг.2);
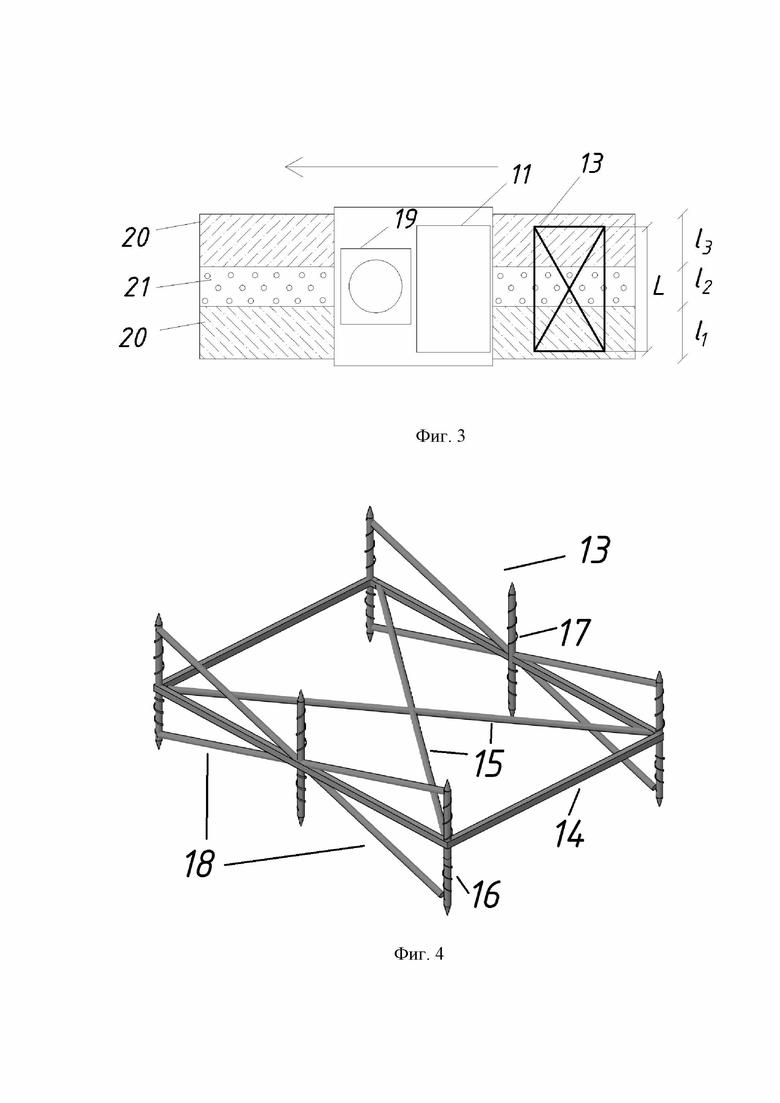
- вид на печатающую головку сверху (фиг. 3);
- объемное изображение арматурного модуля (фиг. 4).
Согласно заявляемому техническому решению многоструйная печатающая головка с устройством, позволяющим скреплять между собой печатаемые слои внедряющимися в них арматурными модулями, для печати многослойных стен с утеплителем и арматурой, должна содержать три камеры, служащие для подачи расходных материалов.
Печатающая головка 1 (фиг. 1) содержит не сообщающиеся между собой камеры 2, 3 и 4. В каждой камере имеется приемное окно 5 (фиг. 2) для подачи в нее раствора. В камерах содержатся шнеки 6, 7 и 8, которые могут вращаться независимо друг от друга. Все шнеки присоединены к системе зубчатых передач редуктора 9. Система зубчатых передач приводится в движение за счет связанного с ней электродвигателя 10. С печатающей головкой соединен корпус устройства 11, позволяющего скреплять между собой печатаемые слои внедряющимися в них арматурными модулями, в котором с помощью системы штоков установщика арматурных элементов 12 передвигаются предварительно обработанные антикоррозионными средствами арматурные модули 13. Каждый арматурный модуль 13 имеет прямоугольный контур 14, лежащий в горизонтальной плоскости, с диагональными элементами 15 в плоскости контура 14. В каждом из четырех углов контура 14 установлены вертикальные винтовые цилиндрические элементы 16 с заострениями на концах для облегчения вдавливания в слои бетона. Дополнительно, арматурный модуль 13 может быть оснащен вертикальными винтовыми цилиндрическими элементами с заострениями на концах 17, расположенными посередине длинных сторон прямоугольного контура 14. В вертикальных плоскостях, проходящих через длинные стороны контура 14, установлены диагональные элементы 18 с центром в середине вертикального элемента 17 и с концами в точках начала сужения заострений на концах вертикальных элементов 16, расположенных в углах контура 14. Такая конфигурация арматурного модуля 13 обеспечивает наибольшую прочность строительной конструкции.
Размер длинной стороны L арматурного модуля 13 определяется шириной слоев многослойной стены l1, l2 и l3 (фиг. 3), где l2 – ширина внутреннего слоя утеплителя, а l1 и l3 – ширины наружных слоев бетона. Минимальный размер длинной стороны арматурного модуля 13 Lmin определяется по формуле: Lmin = l2+0,5(l1+l3). Максимальный размер: Lmax = l1+l2+l3. Такое соотношение размеров обеспечивает наибольшую прочность строительной конструкции.
К печатающей головке 1 присоединен поворотный механизм 19, позволяющий головке поворачиваться вокруг своей вертикальной оси на 360 градусов.
Производство работ начинается с присоединения печатающей головки 1 с устройством 11 к портальной балке принтера или крановому оборудованию через поворотный механизм 19. Через поворотный механизм 19 от строительного принтера или кранового оборудования подается электропитание на электродвигатель 10, а также управляющие элементы редуктора 9 и привода штоков установщика арматурных модулей 12. В приемное окно для раствора 5 ручным или механизированным способом подается бетонный раствор в камеры 2 и 3, а также теплоизолирующий материал в камеру 4. В корпус устройства 11 загружаются арматурные модули 13.
Печатающая головка 1 с устройством 11 начинает движение согласно заданной траектории, меняя свое положение в пространстве с помощью строительного принтера или кранового оборудования, подавая с помощью шнеков 6, 7, 8, приводящихся в движение электродвигателем 10 через систему зубчатых передач 9, бетонный раствор из камер 2 и 3, а также теплоизолирующий материал из камеры 4. Материал, подаваемый из камер 2, 3, 4, создает трехсоставной слой заданной высоты, а именно, бетона 20 по бокам и утеплителя 21 посередине. Создав трехсоставной слой необходимой длины, шнеки 6, 7, 8 в камерах 2, 3, 4 прекращают вращение, печатающая головка 1 с устройством 11 останавливается. В этот момент в корпусе устройства 11 по системе штоков установщика арматурных элементов 12 начинают передвигаться арматурные модули 13, и при перемещении до конца штока захваты штоков, удерживающие арматурные модули 13, вдвигаются вовнутрь штоков и на напечатанный трехсоставной слой укладываются прямоугольные арматурные модули 13, соединяя все слои бетона 20 и утеплителя 21. После установки арматурного модуля 13 в трехсоставной слой удерживающие захваты системы штоков установщика арматурных элементов 12 выдвигаются наружу, удерживая лежащие выше арматурные модули. Начинают вращаться шнеки 6, 7, 8, подавая раствор одновременно с запуском движения печатающей головки 1 с устройством 11 по заданной траектории движения. Арматурные модули 13 устанавливаются в печатаемые слои с необходимой периодичностью по ходу печати. При печати форм отличных от прямолинейных в работу включается поворотный механизм 19, позволяющий печатающей головке 1 вращаться вокруг своей оси на 360 градусов. После завершения печати трехсоставного слоя из бетона 20 и утеплителя 21 на одном высотном уровне, согласно поставленной задаче, печатающая головка 1 с устройством 11 с помощью строительного принтера или кранового оборудования изменяет свое положение в вертикальном направлении на высоту напечатанного слоя. После чего весь процесс, указанный выше, повторяется до завершения создания всей строительной конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печатающая головка строительного 3D принтера | 2022 |
|
RU2798762C1 |
| Способ возведения утепленной бетонной стены с предчистовой обработкой поверхностей на 3D строительном принтере и устройство для его осуществления | 2020 |
|
RU2744829C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТРОИТЕЛЬНУЮ ПАНЕЛЬ МЕТОДОМ ЦИФРОВОЙ ПЕЧАТИ ИЛИ ЦИФРОВОГО ПОКРЫТИЯ | 2013 |
|
RU2636516C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| Способ возведения бетонной стены, рабочий орган строительного 3d-принтера и стена бетонная | 2018 |
|
RU2704995C1 |
| УСТРОЙСТВО ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ ЗДАНИЙ И АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ МОДУЛЕЙ | 2019 |
|
RU2711637C1 |
| Строительный 3D принтер | 2020 |
|
RU2753324C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ЗДАНИЯ, СООРУЖЕНИЯ МЕТОДОМ 3D ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2683447C1 |
| Комплекс строительной 3D-печати | 2022 |
|
RU2794010C1 |
| СПОСОБ СТРОИТЕЛЬНОЙ 3D-ПЕЧАТИ | 2022 |
|
RU2786192C1 |
Изобретение относится к области строительства и машиностроения и предназначено для возведения конструкций зданий и сооружений различного назначения с помощью послойной печати на базе строительного принтера или кранового оборудования, в частности к многоструйной печатающей головке с устройством, позволяющим скреплять между собой печатаемые слои внедряющимися в них арматурными модулями, для печати многослойных стен с утеплителем и арматурой. При этом поворотный механизм печатающей головки обеспечивает возможность ее соединения со строительным принтером или крановым оборудованием и позволяет головке поворачиваться вокруг вертикальной оси на 360 градусов. Головка содержит три не сообщающиеся между собой камеры, каждая из которых обеспечивает возможность независимой подачи расходного материала, причем крайние камеры предназначены для подачи бетонного раствора, а внутренняя – для подачи утеплителя, где прикрепленное к печатающей головке устройство предназначено для периодической установки арматурных модулей. Причем каждый содержащийся в нем арматурный модуль имеет прямоугольный контур, лежащий в горизонтальной плоскости, с диагональными элементами в плоскости контура, в каждом из четырех углов контура установлены вертикальные винтовые цилиндрические элементы с заострениями на концах. Техническим результатом является значительное увеличение прочности отпечатанных строительных конструкций. 3 з.п. ф-лы, 4 ил.
1. Многоструйная печатающая головка с устройством, позволяющим скреплять между собой печатаемые слои внедряющимися в них арматурными модулями, для печати многослойных стен с утеплителем и арматурой, поворотный механизм которой обеспечивает возможность ее соединения со строительным принтером или крановым оборудованием и позволяет головке поворачиваться вокруг вертикальной оси на 360 градусов, при этом головка содержит три не сообщающиеся между собой камеры, каждая из которых обеспечивает возможность независимой подачи расходного материала, причем крайние камеры предназначены для подачи бетонного раствора, а внутренняя – для подачи утеплителя, где прикрепленное к печатающей головке устройство предназначено для периодической установки арматурных модулей, при этом каждый содержащийся в нем арматурный модуль имеет прямоугольный контур, лежащий в горизонтальной плоскости, с диагональными элементами в плоскости контура, в каждом из четырех углов контура установлены вертикальные винтовые цилиндрические элементы с заострениями на концах.
2. Многоструйная печатающая головка по п.1, отличающаяся тем, что размер длинной стороны L арматурного модуля определяется шириной слоев многослойной стены l1, l2 и l3, где l2 – ширина внутреннего слоя утеплителя, а l1 и l3 – ширины наружных слоев бетона, минимальный размер длинной стороны арматурного модуля Lmin определяется по формуле: Lmin=l2+0,5(l1+l3), максимальный размер: Lmax=l1+l2+l3.
3. Многоструйная печатающая головка по п.1, отличающаяся тем, что арматурный модуль дополнительно оснащен вертикальными винтовыми цилиндрическими элементами с заострениями на концах, расположенными посередине длинных сторон прямоугольного контура.
4. Многоструйная печатающая головка по п.1, отличающаяся тем, что в вертикальных плоскостях, проходящих через длинные стороны контура арматурного модуля, установлены диагональные элементы с центром в середине вертикального элемента и с концами в точках начала сужения заострений на концах вертикальных элементов, расположенных в углах контура.
| ОСНОВОВЯЗАЛЬНАЯ МАШИНА | 0 |
|
SU232434A1 |
| US 7153454 B2, 26.12.2006 | |||
| FR 3050744 A1, 03.11.2017 | |||
| ЗУБЧАТАЯ ВОЛНОВАЯ ПЕРЕДАЧА | 0 |
|
SU179153A1 |
| CN 204728708 А1, 28.10.2015 | |||
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |

