(54) УСТРОЙСТВО ДЛЯ СБОРКИ И ДУГОВОЙ СВАРКИ МЕТАЛЛОКОСТРУКЦИЙ
1
Изобретение относится к машинам для сварочного производства, используемым преимущественно для автоматической сборки и дуговой сварки двух кольцевых швов деталей типа тормозных колодок.
По основному авт. св. № 789262 известно устройство для сборки дуговой сварки металлоконструкций, преимущественно автомобильных тормозных колодок. Тормозная колодка состоит из двух ребер и обода, предварительно изогнутого по профилю ребер.
Устройство содержит смонтированный на основании вращатель, сварочные головки, транспортные, средства для подвода заготовки к вращателю, перегружатели заготовок с транспортеров к вращателю и съемник готовой металлоконструкции с вращателя.
Вращатель выполнен в виде поворотного вокруг оси корпуса, снабженного поджимными опорными роликами для поджима обода к ребрам. Транспортные средства для подачи ребер и ободов выполнены в виде грейфе1)ных шаговых транспортеров, в состав каждого из которых входит приводная штанга, при этом штанга транспортера для
подачи ребер расположена вдоль оси вращения вращателя, а штанга транспортера для подачи ободов расположена перпендикулярно оси вращения вращателя.
Каждый перегружатель выполнен в виде поворотного от индивидуального приводе рычага, на свободном которого размещен захват заготовки. Поворотный рычаг .т,ля перегрузки ободов смонтирован с возможностью перемещения от дополнительного привода вдоль своей оси поворота 1.
Для обеспечения надежности работы такого устройства необходимо, чтобы заготовки ребер на выступах не имели изгибов после штамповки; толщина материала была в пределах допусков, ограниченных чертежом, для надежного совмещения выступов ребер с пазами обода; не наблюдалось смещение обода в захватах перегружателя, что приводит к несовмещению выступов 20 ребер с пазами обода; выработка в сочленениях механизма перегружателя не влияла на точность установки обода против ребер.
Все эти причины снижают качество сборки, а следовач ьно, и качество сварного
шва автомобильной тормозной колодки в установке.
Целью изобретения является повышение качества сборки автомобильных тормозных колодок путем улучшения центрирования обода в захватах перегружателя и во врашателе.
Цель достигается тем, что в устройстве для сборки и дуговой сварки по авт. св. № 789262 приводная штанга грейферного шагового транспортера для подачи ободов снабжена ложементом, на основании смонтирован центрирующий упор для ободов, вращатель снабжен фиксатором для обода, выполненным в виде конусных штырей, закрепленных на вращателе, а поджимные опорные ролики выполнены с проточкой для фиксаторов.
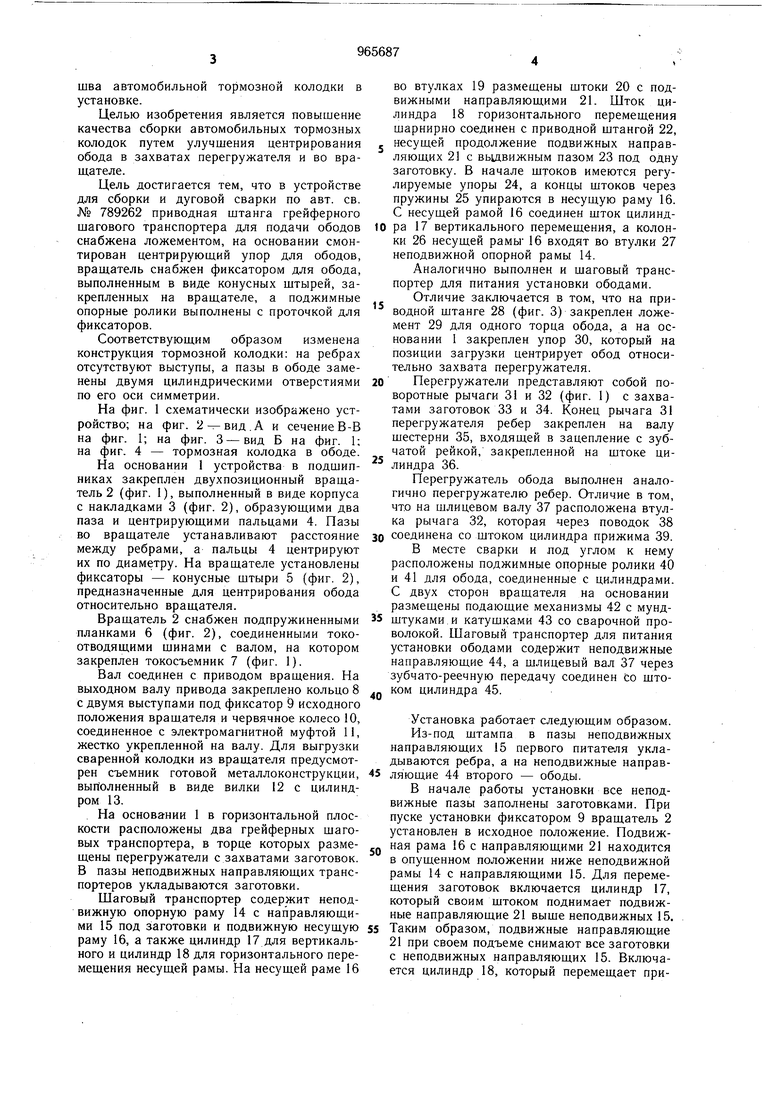
Соответствующим образом изменена конструкция тормозной колодки: на ребрах отсутствуют выступы, а пазы в ободе заменены двумя цилиндрическими отверстиями по его оси симметрии.
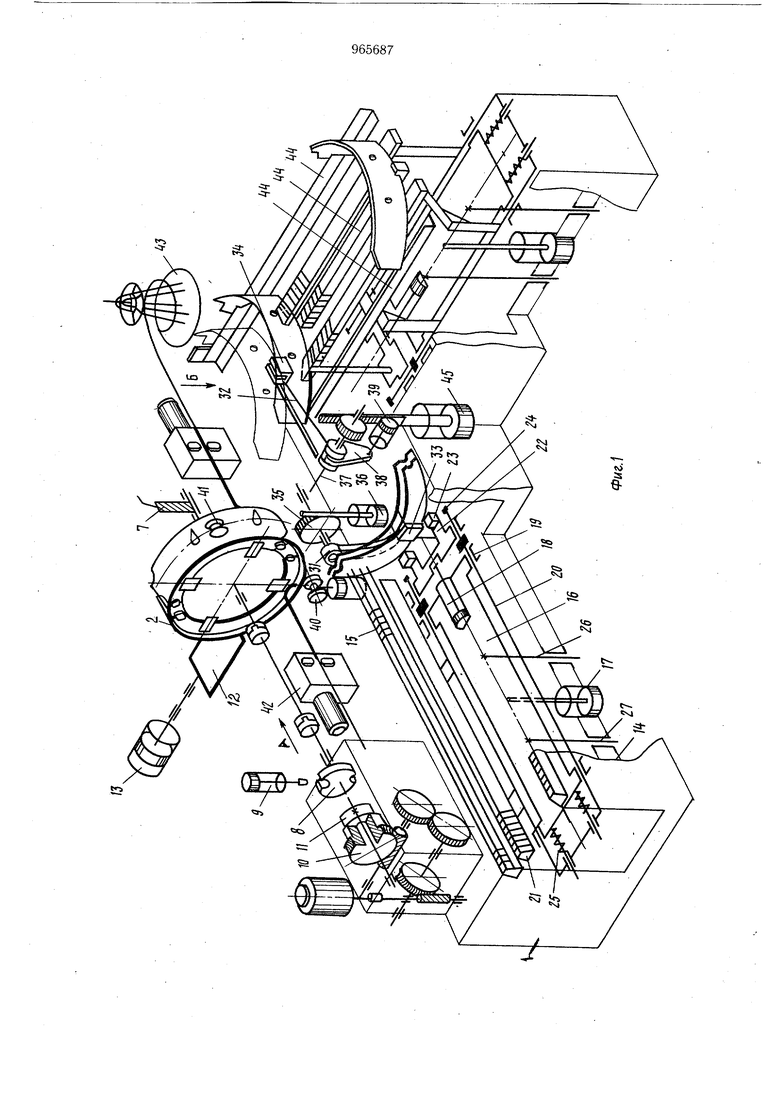
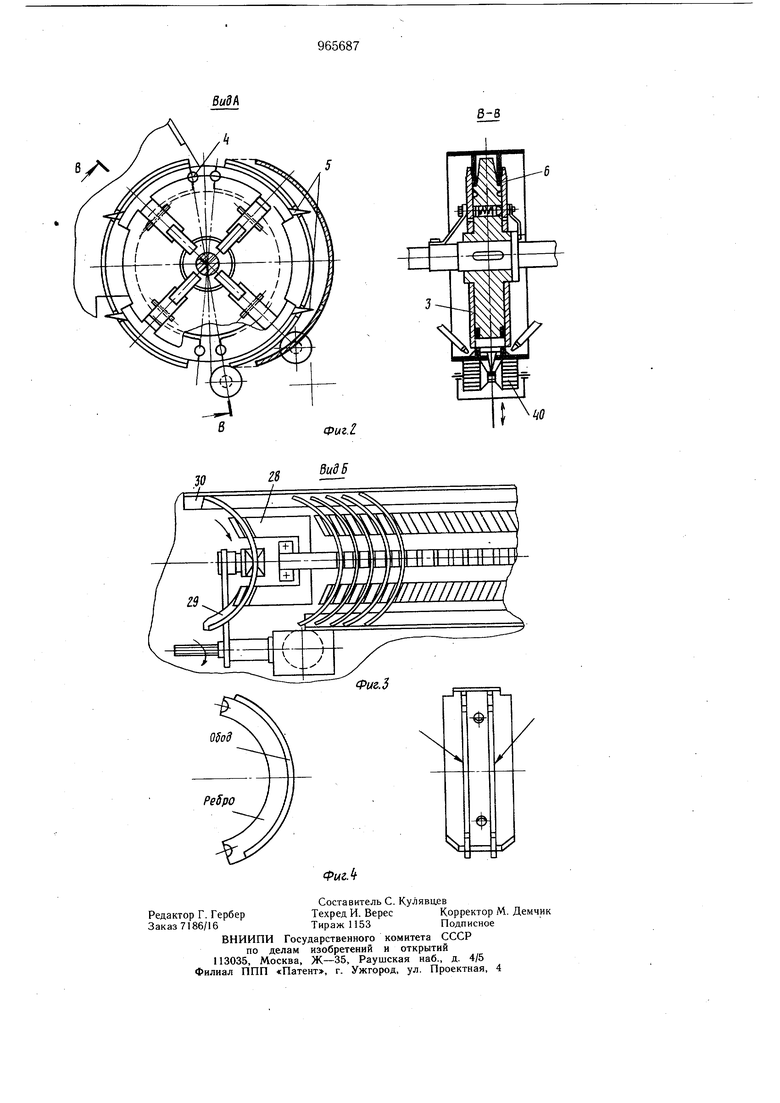
На фиг. 1 схематически изображено устройство; на фиг. 2 -вид.А и сечениеВ-В на фиг. 1; на фиг. 3-вид Б на фиг. 1; на фиг. 4 - тормозная колодка в ободе.
На основании 1 устройства в подшипниках закреплен двухпозиционный вращатель 2 (фиг. 1), выполненный в виде корпуса с накладками 3 (фиг. 2), образующими два паза и центрирующими пальцами 4. Пазы во вращателе устанавливают расстояние между ребрами, а пальцы 4 центрируют их по диаметру. На вращателе установлены фиксаторы - конусные штыри 5 (фиг. 2), предназначенные для центрирования обода относительно вращателя.
Вращатель 2 снабжен подпружиненными планками 6 (фиг. 2), соединенными токоотводящими щинами с валом, на котором закреплен токосъемник 7 (фиг. 1).
Вал соединен с приводом вращения. На выходном валу привода закреплено кольцо 8 с двумя выступами под фиксатор 9 исходного положения враш.ателя и червячное колесо 10, соединенное с электромагнитной муфтой 11, жестко укрепленной на валу. Для выгрузки сваренной колодки из вращателя предусмотрен съемник готовой металлоконструкции, выполненный в виде вилки 12 с цилиндром 13.
На основании 1 в горизонтальной плоскости расположены два грейферных шаговых транспортера, в торце которых размещены перегружатели с захватами заготовок. В пазы неподвижных направляющих транспортеров укладываются заготовки.
Шаговый транспортер содержит неподвижную опорную раму 14 с направляюалими 15 под заготовки и подвижную несущую раму 16, а также цилиндр 17 для вертикального и цилиндр 18 для горизонтального перемещения несущей рамы. На несущей раме 16
во втулках 19 размешены штоки 20 с подвижными направляющими 21. Шток цилиндра 18 горизонтального перемещения шарнирно соединен с приводной штангой 22, несущей продолжение подвижных направляющих 21 с вьшвижным пазом 23 под одну заготовку. В начале щтоков имеются регулируемые упоры 24, а концы штоков через пружины 25 упираются в несущую раму 16. С несущей рамой 16 соединен щток цилиндра 17 вертикального перемещения, а колонки 26 несущей рамы 16 входят во втулки 27 неподвижной опорной рамы 14.
Аналогично выполнен и шаговый транспортер для питания установки ободами.
Отличие заключается в том, что на приводной штанге 28 (фиг. 3) закреплен ложемент 29 для одного торца обода, а на основании I закреплен упор 30, который на позиции загрузки центрирует обод относительно захвата перегружателя.
0 Перегружатели представляют собой поворотные рычаги 31 и 32 (фиг. 1) с захватами заготовок 33 и 34. Конец рычага 31 перегружателя ребер закреплен на валу шестерни 35, входящей в зацепление с зубчатой рейкой, закрепленной на штоке ци линдра 36.
Перегружатель обода выполнен аналогично перегружателю ребер. Отличие в том, что на шлицевом валу 37 расположена втулка рычага 32, которая через поводок 38
0 соединена со штоком цилиндра прижима 39. В месте сварки и лод углом к нему расположены поджимные опорные ролики 40 и 41 для обода, соединенные с цилиндрами. С двух сторон вращателя на основании размещены подающие механизмы 42 с мундштуками и катушка.ми 43 со сварочной проволокой. Шаговый транспортер для питания установки ободами содержит неподвижные направляющие 44, а шлицевый вал 37 через зубчато-реечную передачу соединен Со штоком цилиндра 45.
Установка работает следующим образом. Из-под штампа в пазы неподвижных направляющих 15 первого питателя укладываются ребра, а на неподвижные направ5 ляющие 44 второго - ободы.
В начале работы установки все неподвижные пазы заполнены заготовками. При пуске установки фиксатором 9 вращатель 2 установлен в исходное положение. Подвиж(j ная рама 16 с направляющими 21 находится в опущенном положении ниже неподвижной рамы 14 с направляющими 15. Для перемещения заготовок включается цилиндр 17, который своим штоком поднимает подвижные направляющие 21 выще неподвижных 15.
Таким образом, подвижные направляющие 21 при своем подъеме снимают все заготовки с неподвижных направляющих 15. Включается цилиндр 18, который перемещает приводную штангу 22, в пазах 23 которой расположена первая заготовка, при этом штоки 20 с подвижными направляющими 21 остаются на месте. Движение приводной штанги 22, взаимодействующей с упорами 24, передается щтоком 20, а с ними и заготовкам, уложенным в пазах на направляющих 21. Таким образом все заготовки перемещаются на шаг, а первая от второй на увеличенный шаг, соответствующий расстоянию между пазами в захвате 33 и во вращателе 2. Совершив полный ход, подвижная рама останавливается и опускается в нижнее положение. Все заготовки снимаются неподвижными направляюшими 15, а первые две пазами 33 захвата поворотного рычага 31. Затем начинается обратный ход приводной штанги 22 до упора ее в штоки 20 и совместно с ними в исходное положение. Аналогично работает шаговый транспортер, предназначенный для ободьев, который укладывает один обод в захват 34, в котором он зажимается. В процессе выдвижения обод, размешенный в ползуне, упирается в неподвижный упор 30 (фиг. 3) на транспортере и сдвигается до упора 29 в ложементе штанги. Таким образом, обод центрируется в захвате 34 (фиг. 1) перегружателя. От действия цилиндра 36 захват 33 с двумя зажатыми ребрами поворачивается, и ребра входят в пазы врашателя. Во вращ,ателе они удерживаются подпружиненными планками 6 (фиг. 2) и фиксируются на пальцах 4. Захват 33 (фиг.1) раскрывается, и рычаг31 возвращается в исходное горизонтальное положение, где он загружается следуюшей парой ребер. Одновременно происходит загрузка захвата 34 обода. Причем обод упорами 30 (фиг. 3) и штангой 28 центрируется и зажимается в захвате; цилиндр 45 (фиг. 1) поворачивает рычаг 32 в вертикальное положение, а горизонтальный цилиндр прижима 39 через поводок 38 перемещает рычаг 32 с ободом в захвате 34 по шлицевым направляющим вала 37. При движении обод своими отверстиями находит на конусные штыри 5 (фиг. 2) и центрируется по ним относительно вращателя и ребер, сцентрированных во вращателе. При дальнейшем движении сцентрированный обод соприкасается с ребрами во вращателе. Обод поджимается к ребрам поджимным опорным роликом 41 (фиг. 1) с проточкой для конусных штырей. Раскрывается захват 34 и рычаг 32 возвращает его в горизонтальное положение, а затем смещается в исходное. Затем происходит загрузка захвата 34 очередным ободом. После прижима роликом обода k ребрам во вращателе и возврата рычагов 31 и 32 в исходное положение фиксатор 9 освобождает выходной вал привода, а электромагнитная муфта 11 соединяет червячное колесо 10 с валом, происходит вращение. При подходе обода к мундштукам срабатывает нижний поджимной опорный ролик 40,включается подача защитного газа, электродной проволоки и начинается сварка. Во время вращения происходит сварка двух ребер с двух сторон. При вращении патрона привариваемый обод своими краями заходит за разгрузочную вилку 12. По окончании сварки и фиксации патрона в исходном положении тормозная колодка выгружается из пазов вращателя вилкой 12. В это время вторая позиция вращателя загружается ребрами и ободом. Цикл повторяется. Магазины-питатели догружаются заготовками без остановки работы машины. Использование изобретения позволяет собирать и сваривать в установке тормозную колодку в автоматическом режиме без сбоев, улучшает качество и безопасность работы на установке, Формула изобретения Устройство для сборки и дуговой сварки металлоконструкций по авт. св. № 789262, отличающееся тем, что, с целью повышения качества сборки колодок путем улучшения центрирования обода в захватах перегружателя и во вращателе,приводная штанга грейферного шагового транспортера подачи ободов снабжена ложементом для ободов. на основании смонтирован центрирующий упор для ободов, вращатель снабжен фиксатором для обода, выполненным в виде конусных штырей, а на поджимных опорных роликах выполнены проточки для фиксаторов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 789262, кл. В 23 К 37/04, 28.03.78 (прототип).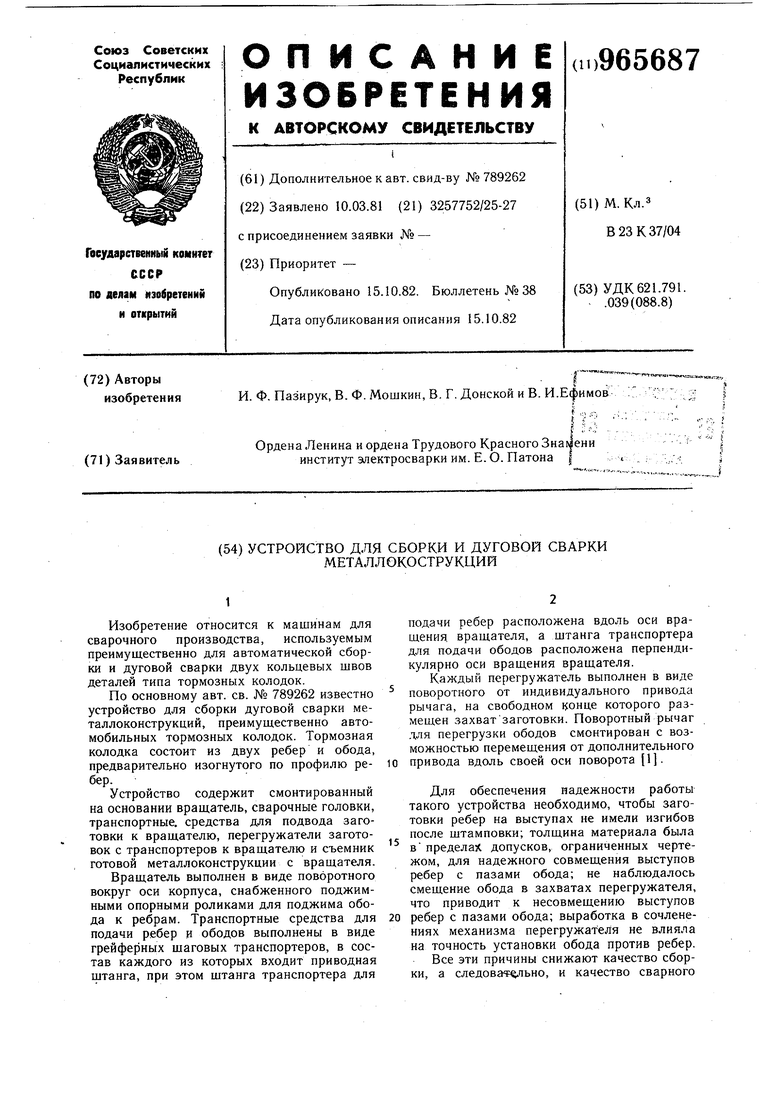
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки и дуговой сварки металлоконструкции | 1985 |
|
SU1258671A2 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Устройство для сборки запрессовкой и сварки с подачей присадочной проволоки цилиндрического тела с концевыми элементами | 1986 |
|
SU1368148A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Зажимное устройство | 1988 |
|
SU1542762A1 |