ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к детали для направления подвижного элемента при колебательном движении или вращательном движении. Изобретение также относится к механической системе, содержащей такую деталь, и способу изготовления такой детали.
Область настоящего изобретения – это направляющие детали, обеспечивающие направляющую функцию при колебательном движении или при вращательном движении, при непрерывном или возвратно-поступательном движении.
УРОВЕНЬ ТЕХНИКИ
Как правило, такая направляющая деталь представляет собой кольцо, предназначенное для сборки с возможностью шарнирного соединения с элементом, таким как ось или вал.
На практике такие механические системы подвергаются высоким нагрузкам в процессе эксплуатации: высокому давлению, коррозии, абразивному износу, воздействиям. Для увеличения их срока службы между кольцом и осью предусмотрено смазочное вещество.
Кольцо может быть снабжено структурами, действующими как источник консистентной смазки, как описано, например, в документах WO 2014091123 и WO 2014091124 на имя заявителя.
Когда механическая система работает, консистентная смазка постепенно выходит из структур, чтобы смазывать область фрикционного контакта между кольцом и осью. Таким образом, структуры делают необязательным выполнение смазывания только во время сборки или с очень большими временными интервалами смазывания.
Бронзовые кольца, кольца из композитных материалов и кольца из полимерных материалов имеют преимущество, заключающееся в том, что они способны адаптироваться к геометрии оси, когда подвергаются высоким нагрузкам, и, таким образом, снижать нормальные давления. Таким образом, уменьшение коэффициента PV (давление х скорость) приводит к уменьшению износа. Однако их низкая поверхностная твердость приводит к низкой устойчивости к абразивному износу.
Таким образом, для колец, подверженных высоким нагрузкам и сильному абразивному износу, принято использовать стали с высокими механическими свойствами (предел текучести при растяжении Re > 800 МПа) и высокой твердостью. Эти стали подвергаются термообработке и имеют бейнитную или мартенситную структуру. Однако из-за своих высоких механических свойств эти кольца не могут адаптироваться к отклонениям оси, что приводит к очень высоким локальным коэффициентам PV и, следовательно, к износу, а затем к задирам.
Заявитель имеет большой опыт в области направляющих деталей и постоянно стремится улучшить существующие системы.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является предложение улучшенной направляющей детали, обладающей превосходной устойчивостью к износу и задирам, а также длительным сроком службы.
С этой целью настоящее изобретение направлено на деталь для направления подвижного элемента при колебательном движении или вращательном движении, содержащую корпус, выполненный из упрочненного металлического материала (металлический материал с упрочняющей обработкой), оснащенный отверстием для сборки подвижного элемента, содержащий полости, прерывисто распределенные в отверстии и способные действовать как источник консистентной смазки, и содержащий необязательные средства подачи консистентной смазки; в отверстии образована опорная поверхность снаружи полостей и средств подачи и неопорная поверхность в полостях и средствах подачи; характеризующуюся тем, что отверстие содержит по меньшей мере одну зону с полостями глубиной от 2 до 5 мм, а количество консистентной смазки в полостях на опорную поверхность составляет от 0,05 до 0,3 г/см2.
Таким образом, настоящее изобретение позволяет предложить направляющую деталь, которая является стойкой, эффективной и простой в реализации. Эта деталь особенно хорошо подходит для механических систем, работающих под высокими нагрузками и подвергающихся воздействиям в абразивной среде, таких как шарниры, оснащающие оборудование для общественных сооружений, горных машин, сельскохозяйственных машин или промышленного оборудования (например, в сталелитейном секторе).
Согласно другим преимущественным характеристикам настоящего изобретения, взятым отдельно или в сочетании:
- количество консистентной смазки на опорную поверхность составляет от 0,05 до 0,2 г/см2;
- глубина полостей составляет от 3 до 5 мм, предпочтительно равна 4 мм;
- корпус имеет радиальную толщину более 5 мм, предпочтительно более 6 мм;
- металлический материал корпуса имеет предел текучести Re от 200 до 600 МПа;
- металлическим материалом корпуса является сталь;
- средства подачи консистентной смазки содержат по меньшей мере одно сквозное отверстие между наружной поверхностью и отверстием корпуса;
- средства подачи консистентной смазки содержат по меньшей мере одну кольцевую канавку, образованную в отверстии;
- средства подачи консистентной смазки содержат по меньшей мере одну кольцевую канавку, образованную на наружной поверхности корпуса;
- корпус не имеет канавку на своей наружной поверхности, в частности, если кольцевая канавка образована в отверстии;
- консистентная смазка имеет плотность (ISO2811) предпочтительно от 0,85 до 1,05 г/см3, например равную 0,9 г/см3.
В качестве неограничивающих примеров, консистентная смазка может быть выбрана среди образцов «SNR Lub EP2», «BP energrease LS EP2» и «Tutela grease MRM2»;
- отверстие предпочтительно имеет цилиндрическую форму;
- отверстие содержит поверхностное покрытие;
- поверхностное покрытие наносится на опорную поверхность и в полости после образования полостей;
- поверхностное покрытие наносится на опорную поверхность до образования полостей;
обработка или покрытие имеет физические свойства, отличные от свойств основного металлического материала корпуса;
- обработка или покрытие являются многослойными или однослойными;
- покрытие производится посредством физического осаждения из паровой фазы (PVD);
- покрытие производится посредством химического осаждения из паровой фазы (CVD);
- покрытие производится посредством горячего напыления;
- покрытие производится посредством холодного напыления;
- покрытие распыляется в виде порошка;
- покрытие распыляется в виде капель;
- покрытие производится посредством высокоскоростного газопламенного напыления (HVOF);
- покрытие производится посредством лазерного плакирования;
- покрытие является противозадирным;
- покрытие содержит наружный слой аморфного углерода типа DLC (алмазоподобный углерод), в частности толщиной от 1 до 5 мкм, например 3 мкм;
- покрытие содержит наружный слой самосмазывающегося композита, в частности, на основе смолы и/или тканого или нетканого усиления, содержащего, например, наполнители из PTFE, MoS2 или наполнители графитового типа;
- покрытие содержит полимерный лак;
обработкой является азотирование. Предпочтительно отверстие имеет комбинированный слой (белый слой) толщиной, в частности, от 5 до 50 мкм, например 20 мкм;
- обработкой является цементация. Предпочтительно цементация производится на толщину от 0,5 до 4 мм, например 2 мм;
- обработкой является твердая пропитка;
- обработка представляет собой индукционную пропитку,
предпочтительно высокочастотную;
- отверстие имеет поверхностный слой, обработанный против задирания на глубину диффузии, меньшую или равную 0,6 мм, поверхностный слой имеет твердость, большую или равную 500 Hv1, на глубину от 5 до 50 мкм;
- зона охватывает все отверстие, 360 градусов относительно продольной оси корпуса;
- зона проходит в отверстии на угловой сектор по меньшей мере 120 градусов относительно продольной оси корпуса;
- две зоны проходят в отверстии, каждая на угловой сектор по меньшей мере 120 градусов относительно продольной оси корпуса.
Предпочтительно две зоны расположены по обе стороны от оси;
- зона может иметь полости нескольких разных типов или только одного типа;
- полости имеют круглое поперечное сечение;
- полости имеют сотовидное поперечное сечение;
- каждая полость имеет большую длину или диаметр от 2 до 15 мм, например 6 мм;
полости имеют поверхностную плотность от 5 до 65%, причем эта поверхностная плотность определяется как отношение неопорной поверхности к опорной поверхности в указанной зоне, содержащей полости;
- полости не открываются наружу в боковом направлении по сторонам корпуса.
Настоящее изобретение также направлено на механическую систему, содержащую направляющую деталь, такую как упомянутая выше, и элемент, подвижный при колебательном движении или вращательном движении в этой направляющей детали.
Настоящее изобретение направлено также на способ изготовления детали для направления подвижного элемента при колебательном движении или вращательном движении, характеризующийся тем, что способ включает следующие последовательные этапы:
a) изготовление корпуса, выполненного из металлического материала, оснащенного отверстием для сборки подвижного элемента, содержащего полости, распределенные прерывисто в отверстии и способные действовать как источник консистентной смазки, и содержащего необязательные средства подачи консистентной смазки; в отверстии образована опорная поверхность снаружи полостей и средств подачи и неопорная поверхность в полостях и средствах подачи; отверстие содержит по меньшей мере одну зону с полостями, имеющими глубину от 2 до 5 мм;
b) выполнение упрочняющей обработки отверстия, по меньшей мере в указанной зоне; и
c) нанесение консистентной смазки в отверстие, по меньшей мере в указанной зоне, причем количество консистентной смазки в полостях на опорную поверхность составляет от 0,05 до 0,3 г/см2 в указанной зоне. Согласно варианту осуществления способа изготовления на этапе нанесения консистентной смазки в отверстие количество консистентной смазки в полостях на опорную поверхность составляет от 0,05 до 0,2 г/см2.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение станет более понятным после прочтения следующего описания, приведенного исключительно в качестве неограничивающего примера и выполненного со ссылкой на прилагаемые графические материалы, на которых:
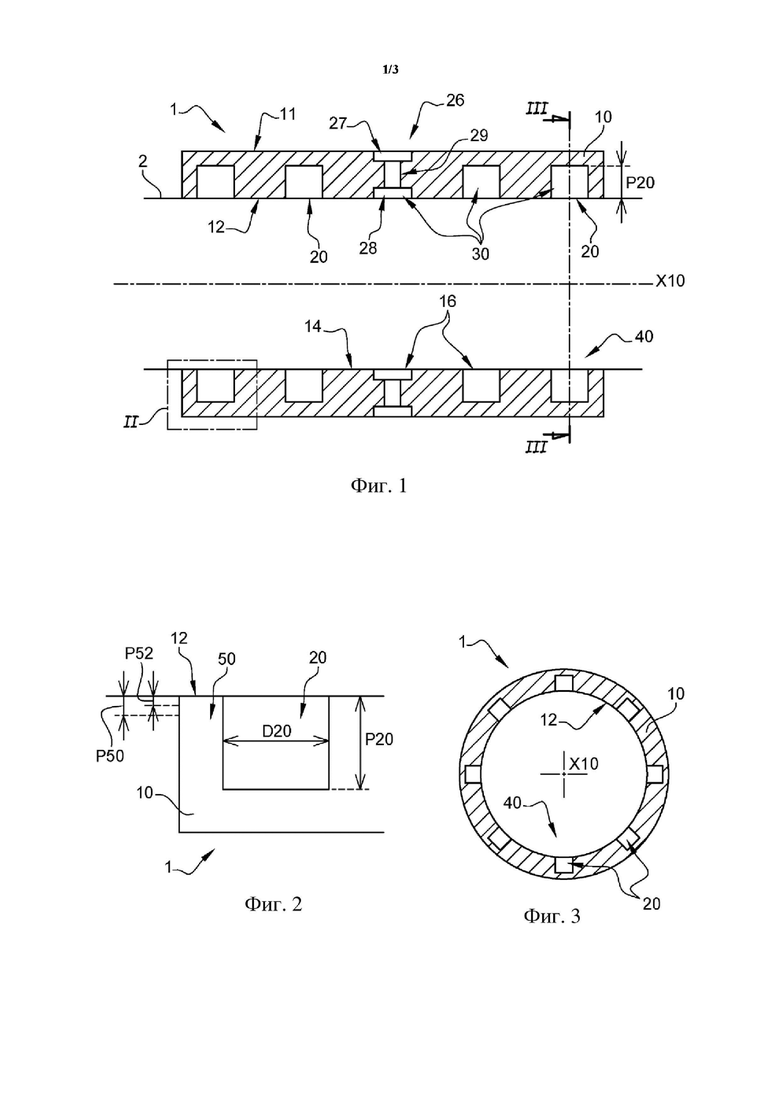
[на фиг. 1] представлена механическая система в сечении по оси согласно настоящему изобретению, содержащая кольцо и вал, размещенный в кольце;
[на фиг. 2] представлен вид в увеличенном масштабе участка II на фиг. 1;
[на фиг. 3] представлено кольцо в радиальном сечении по линии III-III на фиг. 1;
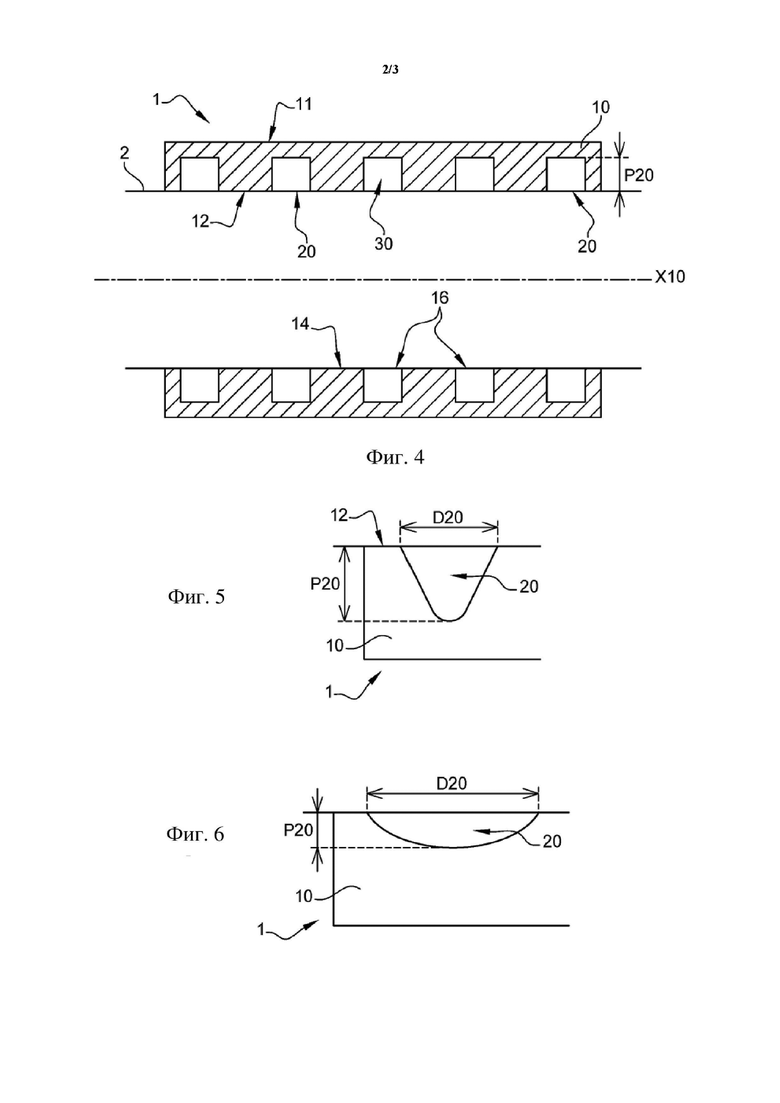
[на фиг. 4] представлено поперечное сечение, аналогичное сечению на фиг. 1, показывающее вариант кольца согласно настоящему изобретению без средств подачи консистентной смазки;
[на фиг. 5] представлен вид, подобный виду на фиг. 2, на котором показан вариант полости;
[на фиг. 6] представлен вид, подобный виду на фиг. 2, на котором показан другой вариант полости;
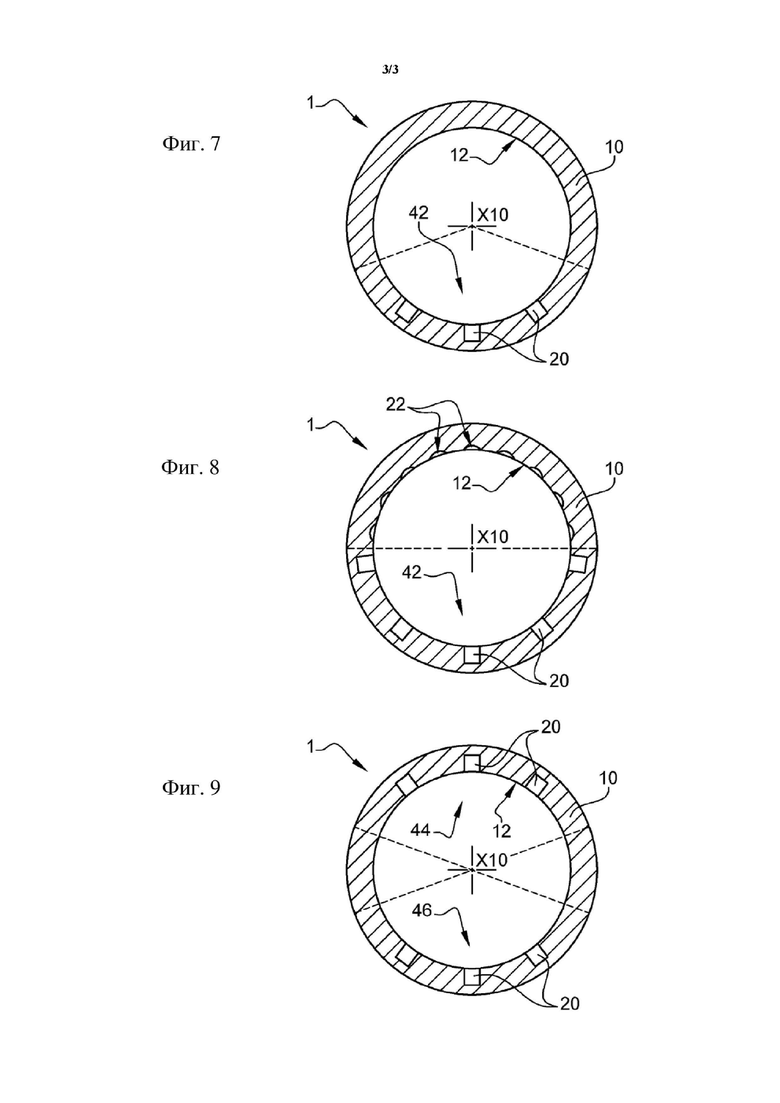
[на фиг. 7] представлен вид, подобный виду на фиг. 3, на котором показан вариант отверстия;
[на фиг. 8] представлен вид, подобный виду на фиг. 3, на котором показан другой вариант отверстия;
[на фиг. 9] представлен вид, подобный виду на фиг. 3, на котором показан другой вариант отверстия.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1–3 показана механическая система согласно настоящему изобретению, содержащая направляющее кольцо (1) также согласно настоящему изобретению и вал (2), подвижный при колебательном движении или вращательном движении в кольце (1).
Кольцо (1) содержит трубчатый корпус (10), центрированный на продольной оси (X10). Корпус (10) имеет наружную цилиндрическую поверхность (11) и внутреннюю цилиндрическую поверхность, образующую отверстие (12) для вмещения вала (2). Корпус (10) выполнен из металлического материала, прошедшего упрочняющую обработку, например азотирование, цементацию или пропитку. Предпочтительно корпус (10) выполнен из стали, имеющей предел текучести Re от 200 до 600 МПа.
Корпус (10) содержит полости (20), распределенные в отверстии (12) и способные действовать как источник (30) консистентной смазки. Полости (20) распределены в отверстии (12) прерывисто, т. е. они не сообщаются друг с другом. Предпочтительно полости (20) равномерно распределены в отверстии (12) вокруг и/или вдоль оси (X10).
Полости (20) могут иметь любую форму. Например, полости (20) могут иметь круглое радиальное поперечное сечение с диаметром (D20) и прямоугольное осевое поперечное сечение с глубиной (P20). На практике глубина (P20) измеряется на дне полости (20) в точке, наиболее удаленной от поверхности отверстия (12).
Корпус (10) также содержит средства (26) для подачи консистентной смазки (30) в отверстие (12). Например, средства (26) подачи содержат кольцевую канавку (27), образованную на наружной поверхности (11), кольцевую канавку (28), образованную в отверстии (12), и по меньшей мере один вырез (29), проходящий через корпус (10) между канавками (27, 28). Кольцевые канавки (27, 28) образованы вокруг оси (X10). Предпочтительно средства (26) подачи содержат несколько вырезов (29), распределенных вокруг оси (X10), из которых присутствуют два, три, четыре или более вырезов (29). Средства (26) и, более конкретно, канавка (28) не соединены с полостями (20).
В качестве альтернативы, средства (26) подачи могут не иметь наружной канавки (27). Фактически испытания показали, что внутренней канавки (28) достаточно для обеспечения подачи консистентной смазки (30) в отверстие (12).
В отверстии (12) опорная поверхность (14) образована снаружи полостей (20) и средств (26) подачи, а неопорная поверхность (16) образована в полостях (20) и средствах (26) подачи.
Согласно настоящему изобретению отверстие (12) содержит по меньшей мере одну зону (40) с:
- глубиной (P20) полостей (20), составляющей от 2 до 5 мм, и – отношением количества консистентной смазки (30) в полостях (20) к опорной поверхности (14), составляющим от 0,05 до 0,2 г/см2.
Консистентная смазка (30), содержащаяся в средствах (26) подачи, не учитывается при расчете отношения консистентной смазки (30) к опорной поверхности (14).
Испытания, проведенные заявителем, показали, что в случае шарнирного соединения, работающего в режиме колебаний или вращения, консистентная смазка (30), находящаяся во внутренней канавке (28), не влияет на смазывание отверстия (12), поскольку эта канавка (28) не соединена с полостями (20). Кроме того, эта канавка (28) способствует увеличению контактного давления между валом (2) и кольцом (1) за счет уменьшения опорной поверхности (14).
Эти испытания осуществляли при следующих условиях:
- кольца (1) с внутренним диаметром 80 мм/наружным диаметром
95 мм/длиной 60 мм
- давление = 50 МПа
- PV: 0,21 МПа.м/с
- только первоначальная смазка
- сравнение между кольцами (1) с внутренней смазочной канавкой (28) и без нее.
Срок службы колец (1) без внутренней смазочной канавки (28) в два раза больше, чем колец (1) с внутренней смазочной канавкой (28).
Полученные результаты противоречат некоторым публикациям известного уровня техники, утверждающим, что вся консистентная смазка (30), содержащаяся в кольце (1), является «эффективной», включая консистентную смазку (30), содержащуюся во внутренней и внешней канавках (27, 28).
Предпочтительно глубина (P20) полостей (20) в зоне (40) составляет от 3 до 5 мм. Более предпочтительно глубина (P20) равна 4 мм.
В примере на фиг. 1–3 зона (40) охватывает все отверстие (12), 360 градусов относительно оси (X10) корпуса (10). Другими словами, все отверстие (12) оснащено полостями (20), глубина (P20) которых составляет от 2 до 5 мм.
Предпочтительно отверстие (12) имеет поверхностный слой (50), обработанный против задирания на глубину (P50) диффузии, меньшую или равную 0,6 мм, причем поверхностный слой (50) имеет твердость, большую или равную 500 Hv1, на глубину (P52) от 5 до 50 мкм.
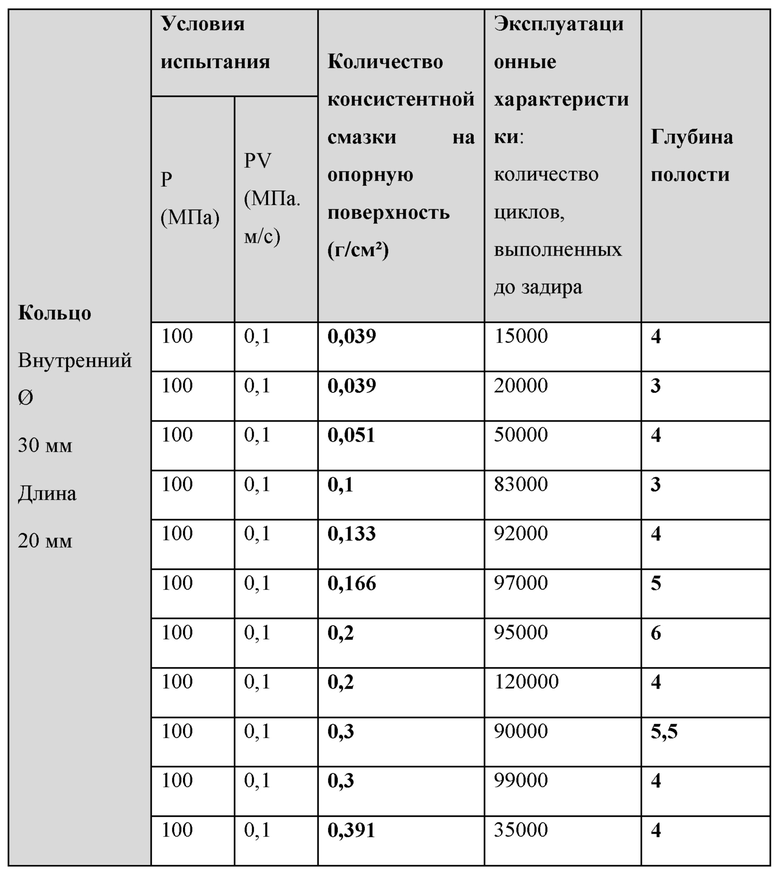
Провели два испытательных прогона с изменением определенных параметров, таких как размеры кольца (1), размеры полостей (20) и материал вала (2).
Для первого тестового прогона в таблице 1 представлены условия тестирования, использованные для этого прогона, а в таблицах 2 и 3 представлены разные серии испытаний и полученные результаты.
[Таблица 1]
вибропрочность
(тип)
противозадирными присадками
(в кольце (1) не предусмотрены
средства (26) подачи)
16NC6
[Таблица 2]
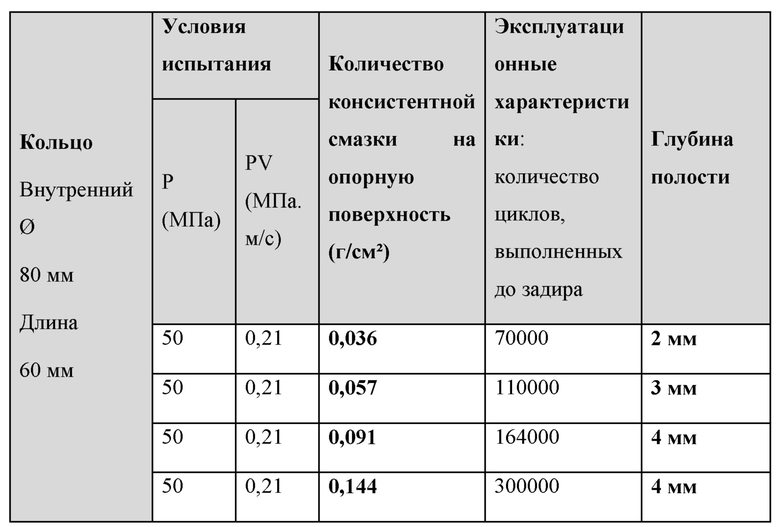
Результаты испытаний, проведенных на кольцах большего размера, приведены в таблице 3 ниже.
[Таблица 3]
Для второго тестового прогона в таблице 4 представлены условия испытаний, использованные для этого прогона, а в таблице 5 представлена серия испытаний и полученные результаты.
[Таблица 4]
вибропрочность
(тип)
[Таблица 5]
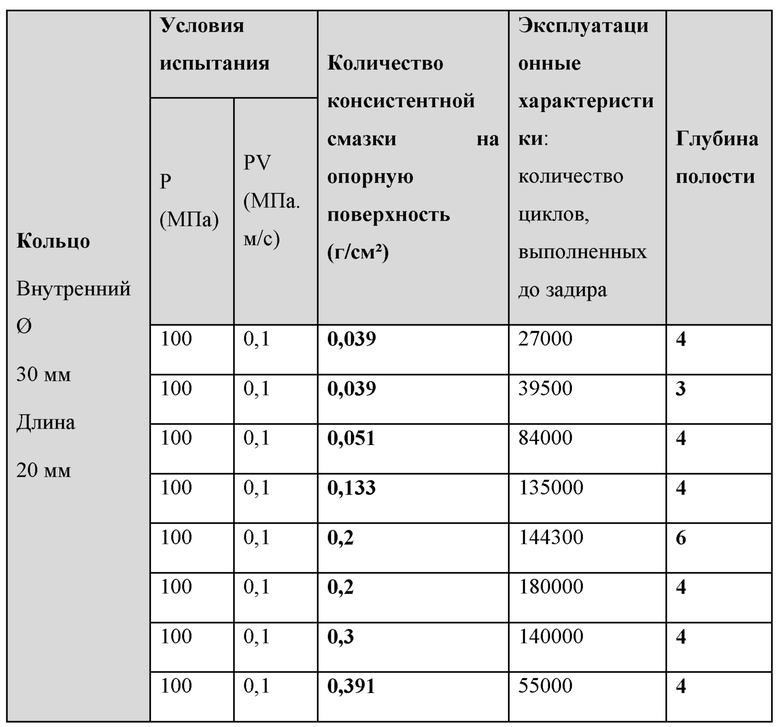
По результатам двух испытательных прогонов отмечают, что характеристики, которые соответствуют количеству циклов до заедания, являются максимальными для количества консистентной смазки на опорную поверхность, составляющего от 0,05 г/см2 до 0,3 г/см2 и, в частности, от 0,05 г/см2 до 0,2 г/см2.
Другие варианты осуществления направляющей детали (1) согласно настоящему изобретению показаны на фиг. 4–9. Некоторые составные элементы детали (1) сопоставимы с элементами первого варианта осуществления, описанного выше, и в целях упрощения имеют одинаковые числовые обозначения.
На фиг. 4 показана направляющая деталь (1) с полостями (20), но без средств (30) подачи консистентной смазки. В отверстии (12) опорная поверхность (14) образована снаружи полостей (20), а неопорная поверхность (16) образована в полостях (20).
На фиг. 5 изображена полость (20), имеющая диаметр (D20), который меньше глубины (P20).
На фиг. 6 изображена полость (20), имеющая диаметр (D20), превышающий глубину (P20).
На фиг. 7 изображено отверстие (12), содержащее зону (42), проходящую на угловой сектор 120 градусов относительно продольной оси (X10). Отверстие (12) оснащено полостями (20), имеющими глубину (P20) от 2 до 5 мм исключительно в этой зоне (42). За пределами зоны (42) отверстие (12) не имеет полостей, служащих в качестве источника (30) консистентной смазки.
На фиг. 8 изображено отверстие (12), содержащее зону (42), проходящую на угловой сектор 180 градусов относительно продольной оси (X10). Отверстие (12) оснащено полостями (20), имеющими глубину (P20) от 2 до 5 мм исключительно в этой зоне (42). За пределами зоны (42) отверстие (12) оснащено полостями (22), действующими как источник (30) консистентной смазки и имеющими глубину менее 2 мм, например 1 мм. Эти полости (22) не учитываются при расчете отношения консистентной смазки (30) к опорной поверхности (14) в зоне (42).
На фиг. 9 изображено отверстие (12), содержащее две зоны (44, 46), каждая из которых проходит на угловой сектор 120 градусов относительно продольной оси (X10). Зоны (44, 46) расположены друг напротив друга по обе стороны от оси (X10).
Кроме того, направляющая деталь (1) может иметь форму, отличную от формы по фиг. 1–9, не выходя за пределы объема настоящего изобретения, определенного в формуле изобретения. Кроме того, технические характеристики разных вариантов осуществления и вариантов, упомянутых выше, могут полностью или частично сочетаться.
Таким образом, направляющая деталь (1) может быть приспособлена с точки зрения стоимости, функциональных возможностей и эксплуатационных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОСМАЗЫВАЮЩАЯСЯ НАПРАВЛЯЮЩАЯ ДЕТАЛЬ ДЛЯ ШАРНИРОВ И ПОДШИПНИКОВ | 2006 |
|
RU2405985C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2013 |
|
RU2549805C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР ДЛЯ ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2325560C2 |
| ПОВОРОТНЫЙ КОМПОНЕНТ И МЕХАНИЧЕСКАЯ СИСТЕМА, СОДЕРЖАЩАЯ ТАКОЙ КОМПОНЕНТ | 2019 |
|
RU2762085C1 |
| ПНЕВМОГИДРАВЛИЧЕСКИЙ ПОРШНЕВОЙ АККУМУЛЯТОР МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2330190C1 |
| УСТРОЙСТВО СОЕДИНЕНИЯ ДЕТАЛЕЙ ГАЗОТУРБИННОЙ УСТАНОВКИ | 2014 |
|
RU2561895C1 |
| Устройство для нанесения электролитических композиционных покрытий на внутреннюю поверхность деталей | 1982 |
|
SU998596A1 |
| РОТОРНО-ПУЛЬСАЦИОННЫЙ АППАРАТ АГАФОНОВА | 1999 |
|
RU2158628C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАЧИ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ВЕЩЕСТВА В ЗАЗОР МЕЖДУ ВЗАИМНО ПОДВИЖНЫМИ, КОАКСИАЛЬНО РАСПОЛОЖЕННЫМИ ЭЛЕМЕНТАМИ КОНСТРУКЦИИ | 2006 |
|
RU2382921C2 |
| СПОСОБ РЕМОНТА АГРЕГАТОВ И УЗЛОВ МАШИНЫ | 2008 |
|
RU2380246C1 |
Группа изобретений относится, главным образом, к подшипникам скольжения. Деталь (1) имеет корпус (10) из упрочненного металлического материала с отверстием (12) для установки подвижного элемента (2). В детали (1) со стороны отверстия (12) выполнены полости (20), играющие роль источников (30) консистентной смазки, для подачи которой могут служить средства (26). Отверстие (12) имеет контактную (14) и неконтактную (16) поверхности и содержит по меньшей мере одну зону (40) с полостями (20), имеющими глубину (P20) от 2 до 5 мм и вмещающими смазку (30) в количестве от 0,05 до 0,3 г/см2 контактной поверхности (14). Предложены также механическая система, содержащая описанную деталь (1), и способ изготовления такой детали. Технический результат состоит в повышении устойчивости направляющей детали к износу и задирам и обеспечении длительных сроков службы изделия. 3 н. и 9 з.п. ф-лы, 9 ил., 5 табл.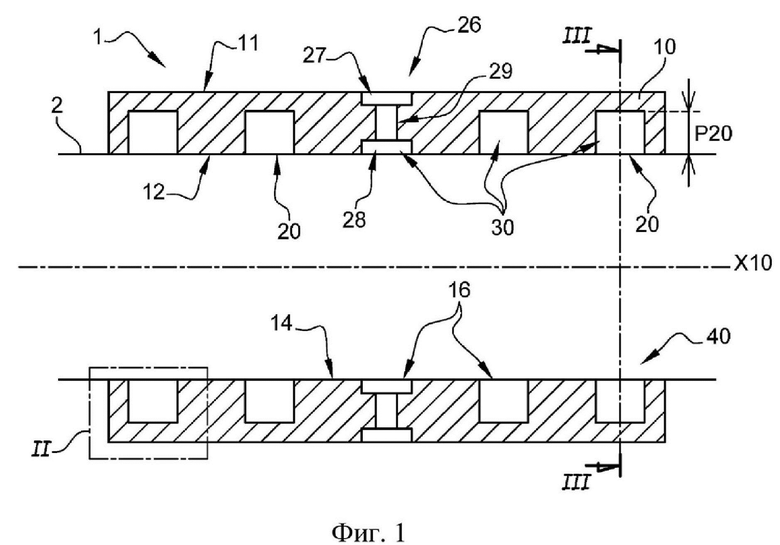
1. Деталь (1) для направления элемента (2), подвижного при колебательном движении или вращательном движении, содержащая корпус (10), выполненный из упрочненного металлического материала, оснащенный отверстием (12) для сборки подвижного элемента (2), содержащий полости (20), распределенные прерывисто в отверстии (12) и способные действовать как источники (30) консистентной смазки, и содержащий необязательные средства (26) для подачи консистентной смазки (30), при этом в отверстии (12) образована опорная поверхность (14) снаружи полостей (20) и средств (26) подачи и неопорная поверхность (16) в полостях (20) и средствах (26) подачи, отличающаяся тем, что отверстие (12) содержит по меньшей мере одну зону (40; 42; 44, 46) с полостями (20), имеющими глубину (P20) от 2 до 5 мм, и количество консистентной смазки (30) в полостях (20) на опорную поверхность (14) составляет от 0,05 до 0,3 г/см2.
2. Направляющая деталь (1) по п. 1, отличающаяся тем, что количество консистентной смазки (30) в полостях (20) на опорную поверхность (14) составляет от 0,05 до 0,2 г/см2.
3. Направляющая деталь (1) по п. 1 или 2, отличающаяся тем, что глубина (P20) полостей (20) в зоне (40) составляет от 3 до 5 мм, предпочтительно равна 4 мм.
4. Направляющая деталь (1) по любому из предыдущих пунктов, отличающаяся тем, что отверстие (12) имеет поверхностное покрытие.
5. Направляющая деталь (1) по любому из предыдущих пунктов, отличающаяся тем, что отверстие (12) имеет поверхностный слой (50), обработанный против задирания на глубину (P50) диффузии, меньшую или равную 0,6 мм, причем поверхностный слой (50) имеет твердость, большую или равную 500 Hv1, на глубину (P52) от 5 до 50 мкм.
6. Направляющая деталь (1) по любому из предыдущих пунктов, отличающаяся тем, что металлический материал корпуса (10) имеет предел текучести Re от 200 до 600 МПа.
7. Направляющая деталь (1) по любому из пп. 1–6, отличающаяся тем, что зона (40) охватывает все отверстие (12), 360 градусов относительно продольной оси (X10) корпуса (10).
8. Направляющая деталь (1) по любому из пп. 1–6, отличающаяся тем, что зона (42) проходит в отверстии (12) на угловой сектор по меньшей мере 120 градусов относительно продольной оси (X10) корпуса (10).
9. Направляющая деталь (1) по любому из пп. 1–6, отличающаяся тем, что две зоны (44, 46) проходят в отверстии (12), каждая на угловой сектор по меньшей мере 120 градусов относительно продольной оси (X10) корпуса (10).
10. Механическая система, содержащая направляющую деталь (1) по любому из предыдущих пунктов и элемент (2), подвижный при колебательном движении или вращательном движении в отверстии (12) этой направляющей детали (1).
11. Способ изготовления детали (1) для направления элемента (2), подвижного при колебательном движении или вращательном движении, отличающийся тем, что способ включает следующие последовательные этапы:
a) изготовление корпуса (10), выполненного из металлического материала, оснащенного отверстием (12) для сборки подвижного элемента (2), содержащего полости (20), распределенные прерывисто в отверстии (12) и способные действовать как источник (30) консистентной смазки, и содержащего необязательные средства (26) для подачи консистентной смазки (30);
при этом в отверстии (12) образована опорная поверхность (14) снаружи полостей (20) и средств (26) подачи и неопорная поверхность (16) в полостях (20) и средствах (26) подачи;
при этом отверстие (14) содержит по меньшей мере одну зону (40; 42; 44, 46) с полостями (20), глубина (P20) которых составляет от 2 до 5 мм;
b) выполнение упрочняющей обработки отверстия (12) по меньшей мере в указанной зоне (40; 42; 44, 46);
c) нанесение консистентной смазки (30) в отверстие (12) по меньшей мере в указанной зоне (40; 42; 44, 46), при этом количество консистентной смазки (30) в полостях (20) на опорную поверхность (14) составляет от 0,05 до 0,3 г/см2 в указанной зоне (40; 42; 44, 46).
12. Способ изготовления по п. 11, отличающийся тем, что на этапе нанесения консистентной смазки (30) в отверстие (12) количество консистентной смазки (30) в полостях (20) на опорную поверхность (14) составляет от 0,05 до 0,2 г/см2.
| СПОСОБ ТУШЕНИЯ ОЧАГОВЫХ ПОЖАРОВ | 2008 |
|
RU2375091C1 |
| FR 2882406 A1, 08.2006 | |||
| ПАРА НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ, ОДИН ИЗ КОТОРЫХ ВЫПОЛНЕН ИЗ СПЕЦИАЛЬНОЙ СТАЛИ, ПОЗВОЛЯЮЩЕЙ УЛУЧШИТЬ ХАРАКТЕРИСТИКИ УСТОЙЧИВОСТИ ПРОТИВ ЗАЕДАНИЯ | 2006 |
|
RU2377450C2 |
| СПОСОБ СБОРКИ ИНВЕНТАРНОГО НИЗКОВОДНОГО МОСТА НА ВИНТОВЫХ СВАЯХ | 2007 |
|
RU2446245C2 |
| НАПРАВЛЯЮЩИЙ ЭЛЕМЕНТ В ФОРМЕ МЕТАЛЛИЧЕСКОГО КОЛЬЦА ДЛЯ МОНТАЖА ШТИФТА С ТРЕНИЕМ И СО СПОСОБНОСТЬЮ К СОЧЛЕНЕНИЮ И/ИЛИ СКОЛЬЖЕНИЮ | 2013 |
|
RU2637077C2 |

