Изобретение относится к общему машиностроению, в частности к газотурбинным установкам, двигателям внутреннего сгорания, где детали и их соединения работают при высокой температуре длительное время.
При таких условиях работы происходит схватывание (спекание, диффузионное прихватывание и другое) опорных торцов гайки и болта со стопорными гайками или фланцами. При отворачивании гаек и болтов моменты страгивания в несколько раз превышают допустимые моменты для закручивания. В этих условиях гайки и болты в большей части повреждаются и бракуются. Использование покрытий, в частности на опорных поверхностях, и противопригарных смазок мало помогает, поскольку покрытие при откручивании и закручивании стирается, а смазка выдавливается.
Известно устройство соединения деталей газотурбинной установки, где имеются болтовое соединение корпусов и ротора. Устройство содержит имеющие торцевые опорные поверхности - болт крепления в виде цилиндрического стержня с головкой и резьбой, проходящий сквозь располагающиеся на одной линии отверстия, выполненные в соединяемых деталях, шайбу и гайку, навинченную на резьбу до затяжки соединяемых деталей с нормированным моментом. /RU 2343325, МПК F16B 5/02, F16B 39/00. Опубликовано 10.01.2009./
Известное решение широко используется в современных турбинах, где температура фланцев корпусов и дисков значительно превышает 500°C и при закручивании гаек происходит стирание покрытия на опорных торцах и выдавливание противопригарной смазки. При длительной работе при высокой температуре, более 500°C происходит прихватывание опорных торцов болтов и гаек к стопорным шайбам или к основному металлу. При отворачивании моментным ключом момент страгивания в 2…3 раза превышает допустимый момент на закручивание, поэтому болты и гайки забраковываются.
Задача изобретения - повышение эффективности устройства соединения деталей.
Ожидаемый технический результат увеличение количества повторного использования болтов и гаек и снижение экономических затрат.
Ожидаемый технический результат достигается тем, что в устройстве соединения деталей газотурбинной установки, содержащем торцевые опорные поверхности:- болт крепления в виде цилиндрического стержня с головкой и резьбой, проходящий сквозь располагающиеся на одной линии отверстия, выполненной в соединяемых деталях, шайбу и гайку, навинченную на резьбу до затягивания соединяемых деталей с нормированным моментом, согласно изобретению, по меньшей мере, на одной торцевой опорной поверхности головки болта, и/или гайки, и/или шайбы выполнены одна и более кольцевая канавка под смазку, при этом отношение шага резьбы к глубине и шага резьбы к ширине канавки составляет 1,5…15 и 0,75…3 соответственно, а величина усилия момента страгивания при отворачивании гайки или болта превышает нормированный момент затягивания не более чем на 30%. Канавка может содержать смазку в виде коллоидного графита С 1 или С 2 или смеси на меловой основе ПС1.
Сущность изобретения заключается в том, что кольцевые канавки, выполненные на опорной торцевой поверхности болта, и/или гайки, и/или шайбы, разделяют общую площадь схватывания на отдельные участки, тем самым позволяют уменьшить момент страгивания при отворачивании гайки или болта. Наличие канавок позволяет сохранить смазку на торцевых опорных поверхностях, что также уменьшает момент страгивания.
Авторами установлено, что в рамках данного предложения момент страгивания не должен превышать нормированный момент затягивания не более чем на 30%.
Момент затягивания болтов и гаек далее ″Нормированный предел затягивания″, выбирается в зависимости от диаметров болта и гайки и материалов, из которых они изготовлены, при этом осевое усилие затяжки болта и гайки должно находиться в пределах зоны упругости материала. ″Момент страгивания″ болтов или гаек не должен превышать момент затягивания на 30%, при этом осевое усилие страгивания, не должно доходить до предела текучести материала на 10…15%, в соответствии с нормами допустимых износов данных изделий.
Создание этих условий достигается путем выполнения необходимого количества канавок на различных опорных элементах соединения и/или одновременного выполнения дополнительных канавок на одной из опорных поверхностей. Авторами предложения эксперементально установлено, что глубина и ширина канавки для болтов и гаек типа М5-М10 определяется шагом резьбы и устанавливается из отношений (шаг резьбы/глубина канавки и шаг резьбы/ширина канавки) равными 1,5…15 и 0,75…3 соответственно. Тогда оптимальные канавки для болтов и гаек размером от М5 и выше составляют: ширина 0,43…1,67 мм, глубина 0,083...0,83 мм. Выполнение таких канавок на болтах, шайбах и гайках соответствует условиям напряжения при затягивании и не требует увеличения их размеров.
Количество смазки, удерживаемой в канавке с размерами, не оказывает существенного влияния на момент страгивания. Учитывая высокие температуры, в которых предполагается использовать соединения, в изобретении предусмотрено использование высокотемпературных видов смазок, в частности определенных видов , в виде коллоидного графита С 1 или С 2 или смеси на меловой основе ПС1.
На фиг. 1 показан продольный разрез соединения корпусов турбины.
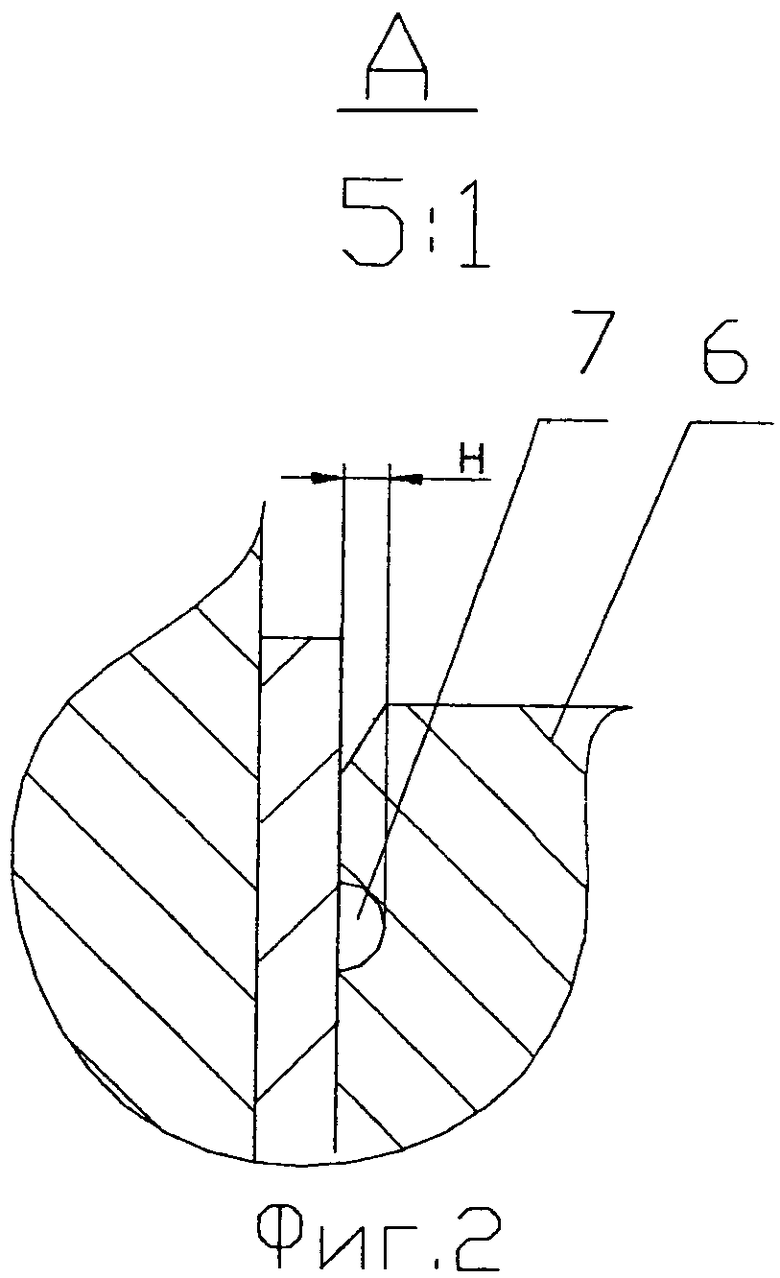
На фиг. 2 показана гайка с кольцевой канавкой.
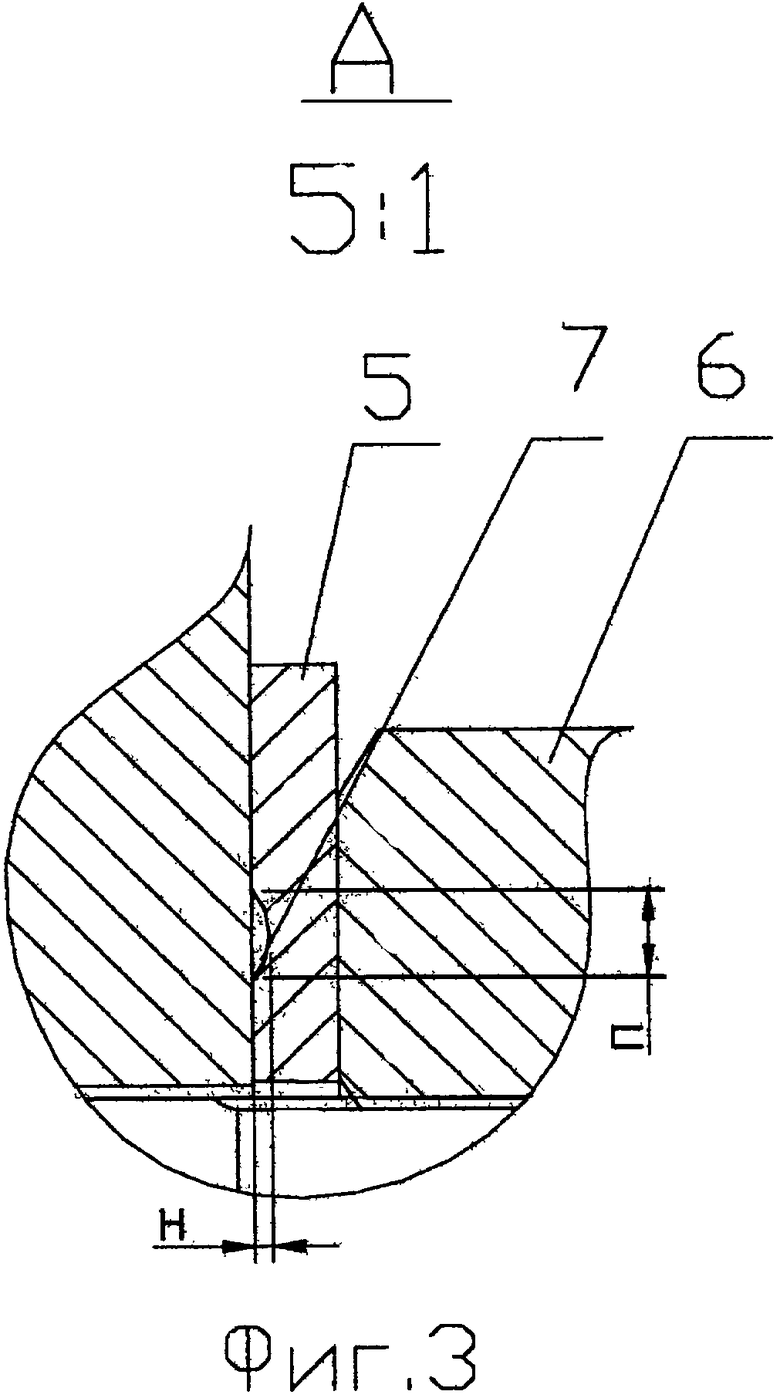
На фиг. 3 показана шайба с кольцевой канавкой
Болтовое соединение содержит корпусы турбины 1 и 2, которые стягиваются болтами 3 с кольцевыми канавками 4 на опорном торце головки болта, стопорными шайбами 5 и гайкой 6 с кольцевыми канавками 7 на опорном торце. Возможен вариант выполнения кольцевых канавок 8 на опорных поверхностях шайб 5. Для болтов с шагом резьбы 1,5 мм канавка на опорных торцах гаек и болтов или шайб должна иметь глубину H=0,1…1,0 мм и ширину П=0,5…2,0 мм.
Перед сборкой на резьбу и опорные торцы болтов и гаек наносили противопригарную смазку на основе мела или графита. После затягивания стыка противопригарная смазка остается в кольцевых канавках 4 и 7 опорных торцов болтов 3 и гаек 6.
Пример
Соединение диска турбин высокого давления и валов компрессора высокого давления осуществляли болтами и гайками из материала ХН73МБТЮ-ВД. Использовалась канавка шириной 1,0 мм и глубиной 0,2 мм. Нормированный момент затягивания болтов и гаек выбирали в зависимости от диаметра болта и допустимой степени износа установленной инструкциями (см., 09.09 ИН), при этом осевое усилие затяжки болта находилось в пределах зоны упругости материала. Определяли максимально допустимый момент страгивания для условий данного соединения и, если эти условия превышали пределы зоны упругости материала, использовали болты гайки и шайбы с дополнительными канавками.
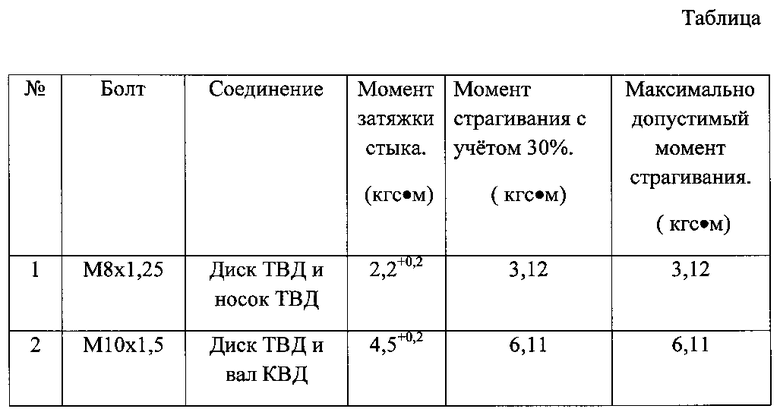
Пример расчета момента страгивания для резьбы М8×1,25: Максимальный момент затяжки 2.4×1.3=3,12 кгс·м, где 1,3 - на 30% увеличен максимальный момент затяжки.
После работы газотурбинной установки производили плановую разборку болтового соединения ее деталей динамометрическим ключом.
Опыты показали, что до 80% соединений имели момент страгивания, не превышающий 30% момента их затягивания.
Анализ повреждения покрытий и целостности деталей показал, что количество повторного использования болтов и гаек увеличилось более чем на 20%.
Применение изобретения позволяет увеличить количества повторного использования болтов и гаек более чем на 20% и снизить экономические затраты за счет уменьшения болтов и гаек с повышенной массой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОГАЙКОВЕРТ | 1992 |
|
RU2067923C1 |
| Стопорное резьбовое соединение, в том числе для групповых соединений | 2024 |
|
RU2820745C1 |
| Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины газотурбинного двигателя | 2018 |
|
RU2691000C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2254226C2 |
| Стопорное устройство болта фланцевого соединения | 1978 |
|
SU740984A1 |
| Крепление фланцевого соединения на устье скважины | 2021 |
|
RU2763154C1 |
| Болтовое соединение | 1990 |
|
SU1793118A1 |
| Фланцевое соединение устьевого оборудования (варианты) | 2021 |
|
RU2753224C1 |
| Гайка антивандальная с эффектом самозатягивания | 2019 |
|
RU2717723C1 |
| ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПРЕДВАРИТЕЛЬНОГО НАТЯЖЕНИЯ РЕЗЬБОВЫХ АНКЕРОВ | 1995 |
|
RU2112893C1 |
Изобретение относится к общему машиностроению, в частности к газотурбинным установкам, двигателям внутреннего сгорания, где детали и их соединения работают при высокой температуре длительное время. Устройство соединения деталей газотурбинной установки, содержащее торцевые опорные поверхности - болт крепления в виде цилиндрического стержня с головкой и резьбой, проходящий сквозь располагающиеся на одной линии отверстия, выполненные в соединяемых деталях, шайбу и гайку, навинченную на резьбу до затягивания соединяемых деталей с нормированным моментом, при этом, по меньшей мере, на одной торцевой опорной поверхности головки болта, и/или гайки, и/или шайбы выполнены одна и более кольцевая канавка под смазку, при этом отношение шага резьбы к глубине и шага резьбы к ширине канавки составляет 1,5…15 и 0,75…3 соответственно, а величина усилия момента страгивания при отворачивании гайки или болта превышает нормированный момент затягивания не более чем на 30%. Канавка может содержать смазку в виде коллоидного графита С 1 или С 2 или смеси на меловой основе ПС1. Применение изобретения позволяет увеличить количества повторного использования болтов и гаек более чем на 20% и снизить экономические затраты. 1 з.п. ф-лы, 3 ил.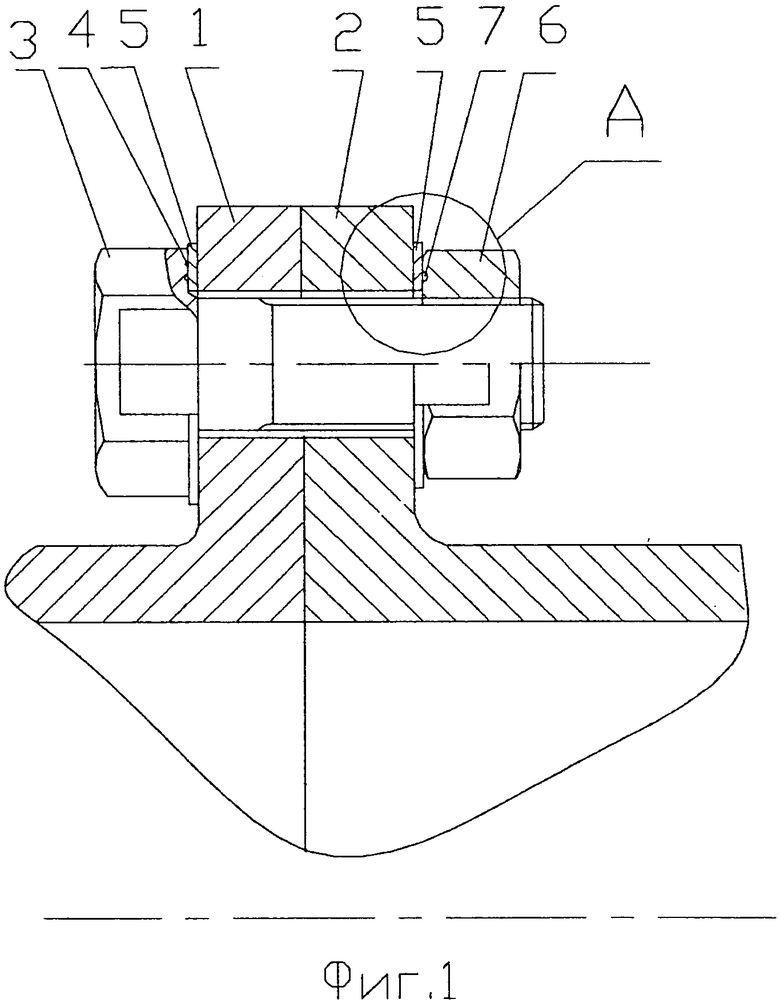
1. Устройство соединения деталей газотурбинной установки, содержащее торцевые опорные поверхности - болт крепления в виде цилиндрического стержня с головкой и резьбой, проходящий сквозь располагающиеся на одной линии отверстия, выполненные в соединяемых деталях, шайбу и гайку, навинченную на резьбу до затягивания соединяемых деталей с нормированным моментом, отличающееся тем, что, по меньшей мере, на одной торцевой опорной поверхности головки болта, и/или гайки, и/или шайбы выполнены одна и более кольцевая канавка под смазку, при этом отношение шага резьбы к глубине и шага резьбы к ширине канавки составляет 1,5…15 и 0,75…3 соответственно, а величина усилия момента страгивания при отворачивании гайки или болта превышает нормированный момент затягивания не более чем на 30%.
2. Устройство соединения деталей газотурбинной установки по п.1, отличающееся тем, что оно в канавке содержит смазку в виде коллоидного графита С1 или С2 или смеси на меловой основе ПС1.
| УСТРОЙСТВО СОЕДИНЕНИЯ ПРИ ПОМОЩИ БОЛТА И ГАЙКИ | 2004 |
|
RU2343325C2 |
| ЦЕОЛИТСОДЕРЖАЩИЙ КАТАЛИЗАТОР ДЕПАРАФИНИЗАЦИИ МАСЛЯНЫХ ФРАКЦИЙ | 2012 |
|
RU2518468C2 |
| CN 102865287 A, 09.01.2013 | |||
| Способ обработки грубых шерстей на различных аппаратах для мериносовой шерсти | 1920 |
|
SU113A1 |
| УПЛОТНИТЕЛЬНАЯ СМАЗКА ДЛЯ ЗАПОРНОЙ АРМАТУРЫ ТРУБОПРОВОДОВ | 2001 |
|
RU2181372C1 |
| CN 202851605 U, 03.04.2013 | |||
| US 0006244807 B1, 12.06.2001 | |||
| US 0001853440 A1, 12.04.1932 | |||
| CN 103206447 A, 17.07.2013 | |||
| CN 203374617 U, 01.01.2014 | |||
| US 0004757887 A1, 19.07.1988 | |||
| CN 201531585 U, 21.07.2010 | |||
| РЕЗЬБА ВИНТОВОГО ЭЛЕМЕНТА•,:..-;;^й• -' л ..' l^f\ | 0 |
|
SU352041A1 |
| CN 103206448 A, 17.07.2013 | |||
| CN 102444659 A, 09.05.2012 | |||

