Предлагаемое изобретение относится к шинной промышленности, а именно к способам обследования автомобильных шин, включая крупногабаритные шины (КГШ) машин, используемых в горном производстве и строительстве, перед их восстановлением. Оно позволяет исследовать внутреннюю структуру автомобильных шин, обнаруживать скрытые дефекты и определять их размеры, а так же проводить сравнение исследуемых шин с эталонными образцами. Кроме того, предлагаемое изобретение может быть использовано и в других областях, например, при исследовании структуры композитных материалов.
Известна «Система обнаружения дефектов шин» (US 6381547 (В1), https://ru.espacenet.com/publicationDetails/biblio?DB=EPODOC&II=13&ND =3&adjacent=true&locale=ru_RU&FT=D&date=20020430&CC=US&NR=6381547В1&KC=В1), включающая опорную конструкцию для установки шины, механизм вращения шины, расположенный рядом с ней, микрофон для приема звуковой волны, расположенный рядом с приводом вращения шины, генерируемой, при воздействии данного привода на шину и компьютер, для съема информации, поступающей от микрофона, а также другой компьютер, для вычисления численных значений величин дискриминанта из результирующей звуковой волны, исходящей от шины. Сравнение данных, полученных при исследовании шин, с данными, полученными ранее, предлагается использовать для выявления дефектов шин. Данное техническое решение рассматривается авторами в качестве аналога.
Достоинством данного изобретения является расположение приемника звуковых волн в непосредственной близости от обследуемой шины, что повышает точность измерений и снижает уровень помех.
Кроме того, наличие базовых параметров шин для сравнения позволяет определять размеры дефектов, что важно при принятии решения о целесообразности восстановления шин, бывших в употреблении.
К недостаткам данного изобретения можно отнести недостаточную точность определения места и размера дефекта, и кроме того сложность вращения КГШ из-за их веса и размеров. Так же затруднена интерпретация полученных данных, так как улавливается звуковая волна, идущая от достаточно большого участка исследуемой шины.
Известен так же «Способ проверки шин» (US 2012131995, https://ru.espacenet.com/publicationDetails/biblio?DB=EPODOC&II=0&ND=3&adjacent=true&locale-ru_RU&FT=D&date=20120531&CC=US&NR=2012131995А1&KC=А1), при котором с помощью ультразвукового оборудования проводят сканирование исследуемой шины. Для этого используются ультразвуковые прямоугольные волны высокой энергии, создаваемые пьезоэлементом под воздействием переменного тока. Излучатель-приемник согласно данному способу контактирует с исследуемым участком шины. Получение отражения ультразвуковых волн от внутренних дефектов или неоднородностей шины дает информацию о ее внутреннем состоянии посредством интерпретации таких отражений с помощью математических алгоритмов. Данное техническое решение рассматривается авторами в качестве аналога.
Достоинством данного изобретения является оперативность контроля состояния исследуемой шины.
К недостаткам данного изобретения можно отнести невозможность построения модели исследуемой шины в целом и определение износа путем сравнения полученных данных с эталонным образцом. Это затрудняет принятие решения о целесообразности или не целесообразности ее восстановления.
Известна так же «Система прогнозирования остаточного ресурса шин ультразвуком» (US 4089225, https://ru.espacenet.com/publicationDetails/biblio?DB=EPODOC&II=0&ND=3&adjacent=true&locale=ru_RU&FT=D&date=19780516&CC=US&NR-4089225А&KC=А), основанная на приеме отраженного сигнала от ультразвукового импульса, направленного в исследуемую шину. Данная система включает в себя передатчик, средство для подачи электрических импульсов в ультразвуковой преобразователь, средства для контроля частоты электрических импульсов, приемный преобразователь ультразвуковых импульсов обратно в электрические, усилитель принятых сигналов, средство обработки усиленных сигналов и фильтр, работающий как средство синхронизации, регулирующее задержки исходящих электрических импульсов. При этом система учитывает только усиленные сигналы, соответствующие отраженному ультразвуковому сигналу от нулевого уровня, примыкающего к внутренней части исследуемой шины, от слоя каркаса шины и уровня самого внешнего слоя. Средство обработки усиленных сигналов при этом сконструировано так, чтобы обеспечивать учет сигналов, указывающих на ухудшение или разделение слоев согласно их временной задержки. Данное техническое решение рассматривается авторами в качестве аналога.
Достоинства предлагаемого изобретения так же состоят в расположение передатчика ультразвукового сигнала и его приемника совместно, что повышают точность работы системы, а так же в наличие базовых параметров для сравнения, что позволяет определить размеры дефектов. Дополнительным преимуществом является наличие фильтрации параметров отраженных волн.
К недостаткам рассматриваемого изобретения можно отнести наличие помех в виде боковых лепестков и наличие "мертвой зоны".
Кроме того, в связи с тем, что получаемый при помощи пьезоэлектрического преобразователя звуковой сигнал является менее коротким и широкополосным, то для исследования КГШ требуется большее количество энергии и времени на проведение исследований.
Наиболее близким по технической сути и достигаемому результату к техническому решению, предлагаемому авторами является «Неразрушающий метод контроля материалов и оборудования для него» (CZ 2018397 (A3), https://ru.espacenet.com/publicationDetails/biblio?CC=CZ&NR=2018397A3&KC=A3&FT=D&ND=3&date=20200212&DB=EPODOC&locale=ru_RU
Согласно данному изобретению осуществляют генерацию оптического импульса при помощи импульсного лазера, передачу полученного сигнала на объект исследования, генерацию ультразвукового сигнала в приповерхностном слое исследуемого объекта, прием отраженных от структурных элементов объекта исследования сигналов пьезоприемником и анализ данных сигналов, при этом пьезоприемник располагают на одной оси с областью формирования ультразвуковых сигналов, которая перпендикулярна поверхности объекта исследования и находится с ним в постоянном контакте. Кроме того, для анализа отраженных от элементов внутренней структуры объекта ультракоротких волн используют предусилитель и аналого-цифровой преобразователь, соединенный с вычислительным устройством, а также производят сравнение отраженных ультракоротких волн с их эталонными значениями. Данное техническое решение рассматривается авторами в качестве прототипа.
Достоинства предлагаемого изобретения в возможности создания мощного широкополосного импульса при минимальных размерах оборудования и затратах энергии.
К недостаткам рассматриваемого изобретения можно отнести снижение точности измерений при увеличении скорости движения одиночного источника ультразвукового импульса, а также сложность построения 3D моделей объектов сложной формы, какими являются автомобильные шины.
Техническим результатом предлагаемого изобретения является создание способа обследования автомобильных шин, позволяющего с высокой точностью, скоростью и надежностью выявлять их скрытые дефекты и обеспечить принятие обоснованного решения о целесообразности их восстановления путем сравнения 3D моделей, получаемых в результате обследования бывших в употреблении шин с их эталонными 3D моделями, а также определять и прогнозировать их степень износа.
Технический результат достигается за счет того, что обследуемые шины очищают от грязи и посторонних включений, позиционируют на горизонтальной поверхности, генерируют серии световых импульсов при помощи импульсно-периодического лазера, передают полученные сигналы через оптоволоконный кабель на оптически прозрачный волновод контактирующий с обследуемой шиной, передают полученный акустический сигнал в поверхностный слой внутренней стороны шины, принимают отраженные от структурных элементов обследуемой шины сигналы пьезоприемником, причем, оптически прозрачный волновод и пьезоприемник образуют единый блок, ось которого всегда перпендикулярна внутренней стороне шины в месте контакта волновода с ней, усиливают электрические сигналы вырабатываемые пьезоприемником при приеме отраженных от структурных элементов обследуемой шины и ее внешней поверхности акустических сигналов, анализируют данные сигналы путем сравнения их с эталонными сигналами и строят 3D модели обследуемой шины, при этом передачу полученного акустического сигнала в поверхностный слой внутренней стороны обследуемой шины и прием отраженных от структурных элементов обследуемой шины сигналов осуществляют последовательно через расположенные в один ряд блоки, состоящими из оптически прозрачного волновода и пьезоприемника и образующие группы, причем, минимальное число блоков в группе составляет шестнадцать или всегда кратно восьми, а время задержки лазерных импульсов, подающихся на соседние блоки группы определяется временем отклика акустического сигнала от внутренних элементов обследуемой шины, при этом длительность лазерных импульсов, определяющих частотный диапазон ультразвуковых сигналов, выбирается, исходя из максимальной толщины обследуемой шины и затухания ультразвуковых сигналов в материале, из которого она изготовлена.
Также для достижения заявляемого технического результата группу расположенных в один ряд блоков перемещают по внутренней поверхности обследуемой автомобильной шины по спирали, ось которой совпадает с осью вращения обследуемой шины, при этом угловая скорость перемещения данной группы неизменна в течение всего времени обследования шины, и ее величина определяется временем отклика отраженных от внутренних элементов обследуемой шины сигналов, а шаг перемещения группы блоков по вертикальной оси данной спирали, равен требуемой точности построения модели внутренней структуры обследуемой автомобильной шины.
Кроме того для достижения заявляемого технического результата группа расположенных в один ряд блоков прижимается к внутренней поверхности обследуемой шины во время ее движения поэлементно и с таким расчетом, чтобы ось каждого блока, входящего в ее состав, всегда перпендикулярна внутренней поверхности шины в месте их контакта.
Заявляемый технический результат также достигается тем, что место контакта группы расположенных в один ряд блоков во время производства обследования автомобильной шины постоянно увлажняется иммерсионной жидкостью.
Помимо этого, для достижения заявляемого технического результата все построение во время обследований 3D модели шин сохраняются в цифровой форме в течение всего времени эксплуатации шины и используются при производстве сравнения 3D модели, полученной при последнем по времени обследовании шины, с 3D моделью эталонной шины, при этом сравнение полученных 3D моделей с эталонной моделью производят в том же порядке, как они были созданы.
А также заявляемый технический результат достигается за счет того, что производство обследования шины осуществляется частично и передвижение группы расположенных в один ряд блоков может осуществляться в ручном режиме по визуально определяемой траектории.
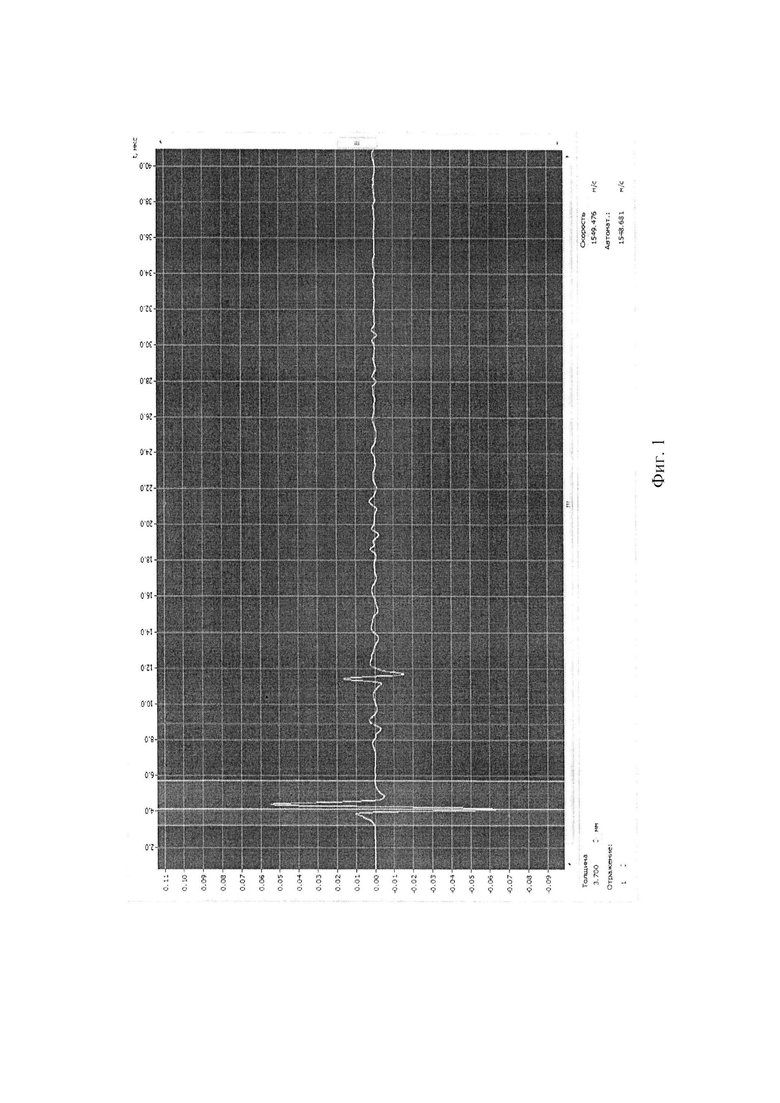
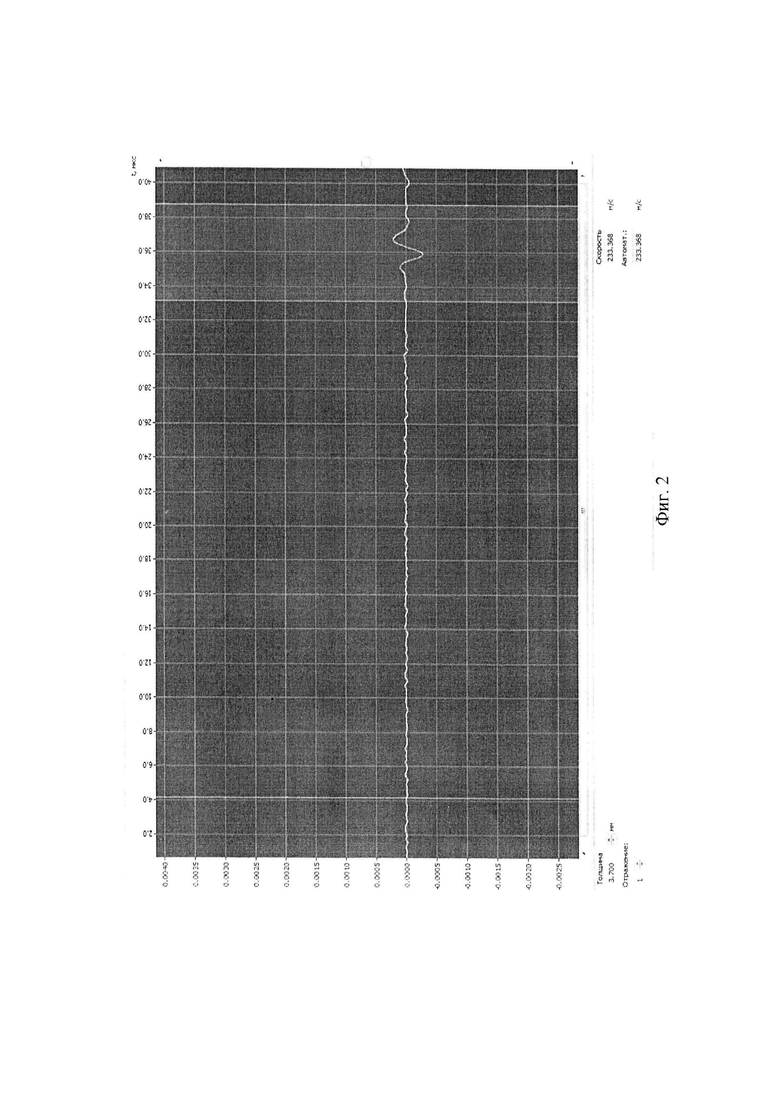
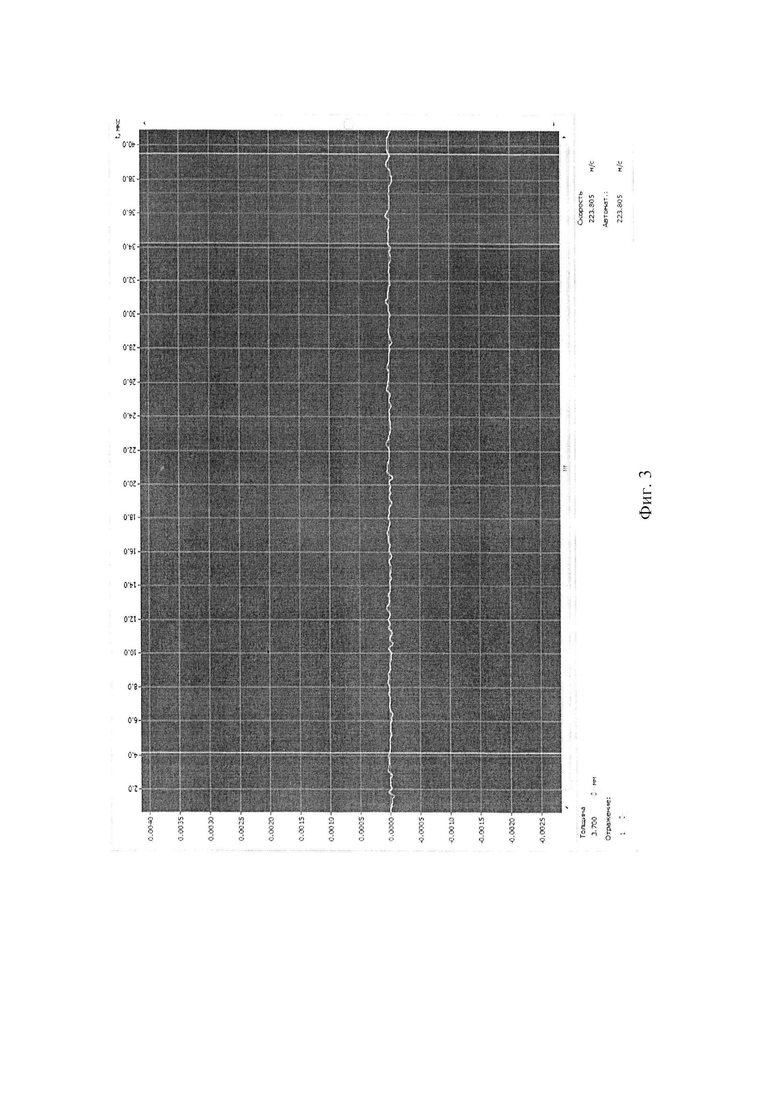
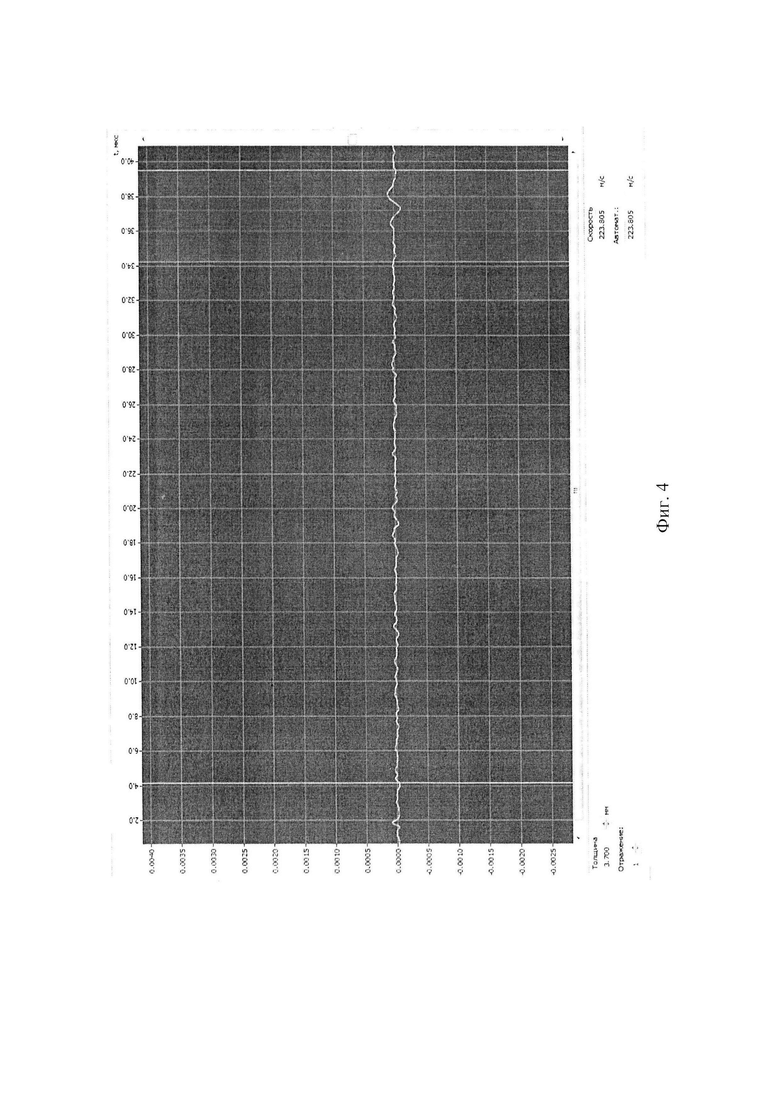
Изобретение поясняется образцами визуализации ультразвуковых сигналов в образцах автомобильных шин, где на Фиг. 1 показан образец визуализации ультразвукового эталонного сигнала, на Фиг. 2 образец визуализации ультразвукового сигнала в ненарушенном участке шины, на Фиг. 3 образец визуализации ультразвукового сигнала в шине, имеющей разрыв и на Фиг. 4 образец визуализации ультразвукового сигнала в участке шины, содержащим элемент металлокаркаса.
Способ осуществляется следующим образом.
На первом этапе осуществления предлагаемого способа КГШ, снятую с автомобиля или другой колесной техники, моют и осматривают, удаляя застрявшие в элементах протектора посторонние предметы. После этого подготовленную к обследованию автомобильную шину помещают на ровную горизонтальную площадку и центруют относительно ее оси вращения. Для этого используется соответствующая разметка и устройства, аналогичные тем, что применяются при шиномонтажных работах.
На втором этапе осуществления предлагаемого способа осуществляют генерацию серии световых импульсов при помощи импульсно-периодического лазера, передачу полученных сигналов через оптоволоконный кабель на оптически прозрачный волновод, контактирующий с внутренней поверхностью обследуемой шины и прием отраженных от структурных элементов обследуемой шины сигналов пьезоприемником.
Для этого используют помещенные в металлические корпуса призмы из оргстекла, один конец которых контактирует с поверхностью обследуемой шины, а другой конец соединен с пьезоэлементом. Каждая такая призма образует отдельный блок, в котором оптически прозрачный волновод соединен через оптическую систему с импульсно-периодическим лазером, а пьезоэлемент с аналоговым многополосным предусилителем.
Данные блоки собраны в группу в виде линии, ось которой совпадает с заданным направлением обследования автомобильной шины. Так как внутренняя поверхность автомобильной шины криволинейна, то блоки, входящие в группу прижимаются к ней по отдельности в целях обеспечения поддержания постоянного контакта между оптически прозрачным волноводом и данной поверхностью, а так же для обеспечения перпендикулярного положения оси волновода и места его контакта с поверхностью шины. Расстояния между блоками, входящими в одну группу всегда одинаково, причем оно не может быть меньше, чем половина диаметра оптически прозрачного акустического волновода.
Перед началом обследования место контакта волноводов и внутренней поверхности автомобильной шины смачивается иммерсионной жидкостью, например, водой.
На данном этапе уточняют параметры обследуемой шины, а именно скорость прохождения ультразвукового сигнала, и устанавливается скорость перемещения группы блоков, а так же время задержки лазерных импульсов, которая определяется временем отклика отраженных от внутренних элементов обследуемой шины сигналов. Используемый для этого ультразвуковой сигнал характеризуется как «эталонный». Образец визуализации такого сигнала представлен на фиг. 1. Полученные при этом данные используют для обследования всей партии шин данного артикула.
На третьем этапе осуществления предлагаемого способа производят обследование автомобильной шины путем перемещения работающей группы блоков по ее внутренней поверхности. Траектория движения группы блоков согласно предлагаемому способу имеет форму спирали, ось которой совпадает с осью вращения обследуемой шины. При этом используются данные о угловой скорости перемещения группы блоков и времени задержки лазерных импульсов, полученные на предыдущем этапе.
Шаг перемещения группы блоков по вертикальной оси спирали, по которой осуществляется ее перемещение, устанавливается исходя из требуемой точности построения 3D модели внутренней структуры обследуемой автомобильной шины. Он так же одинаков для всех шин одного артикула.
Все данные поступающие от блоков группы на аналоговый многополосный предусилитель передаются на преобразователь, где они оцифровываются. Оцифрованная информация преобразуется компьютером при помощи алгоритма обратных проекций и выводится в наглядной форме при помощи графического процессора.
Использование достаточно протяженной группы блоков с минимальным числом элементов, не меньше шестнадцати или всегда кратным восьми, позволяет исключить пропуск отдельных участков при условии ее равномерного движения во время обследования автомобильной шины. Кроме того это позволяет упростить управление работой аналого-цифрового усилителя-преобразователя.
Образцы визуализации сигналов, полученных в различных участках образца автомобильной шины, представлены на фигурах 2, 3 и 4, где наглядно видно изменение ультразвукового сигнала при прохождении тех или иных структурных элементов автомобильной шины, а именно на Фиг. 2 образец ультразвукового сигнала в ненарушенном участке шины не содержащем элементы металлокаркаса, на Фиг. 3 образец ультразвукового сигнала в шине с разрывом, но так же не содержащем элементы металлокаркаса, на Фиг. 4 образец ультразвукового сигнала в шине содержащей элемент металлокаркаса.
Зная пройденное группой блоков расстояние от начальной точки обследования до каждого структурного элемента и ширину полосы, по которой движется группа блоков, не сложно построить 3D модель обследуемой шины при помощи стандартных алгоритмов.
Обязательным условием осуществления предлагаемого способа является постоянное увлажнение иммерсионной жидкостью внутренней поверхности обследуемой шины вдоль траектории движения группы блоков. Это позволяет снизить искажения принимаемого отраженного сигнала и облегчает процесс перемещения группы блоков за счет снижения силы трения.
Следует отметить, что перемещение малогабаритной, по сравнению с обследуемой шиной, группы блоков относительно неподвижной КГШ позволяет отказаться от оборудования для ее перемещения, что дает выигрыш в площади, необходимой для организации данного процесса, а также в капитальных и энергетических затратах.
На четвертом этапе осуществления предлагаемого способа полученную 3D модель обследуемой шины сравнивают с эталонной моделью, полученной ранее, например, при обследовании шины данного артикула еще не бывшей в эксплуатации. При этом сравнение последней по времени построения 3D модели обследуемой шины производят последовательно, сравнивая ее с сохраняемыми в цифровой форме 3D моделями, полученными ранее и только после этого сравнивая ее с эталонной моделью. Данный прием позволяет оценить не только ремонтопригодность шины в данный момент времени, но и определить динамику ее износа.
Это позволяет корректировать время или пробег при замене шин применительно к конкретному горному предприятию, если это расчетное время или пробег меньше чем время эксплуатации или величина пробега предписанные производителем. Поэтому, согласно предлагаемому способу, все построение во время обследований 3D модели шины сохраняются в цифровой форме все время эксплуатации данной шины.
Кроме того, обследования шины может осуществляться частично, даже без снятия шины с транспортного средства. В этом случае по очищенной от грязи поверхности обследуемой шины группа блоков перемещается в ручном режиме по визуально определяемой траектории. В этом случае 3D модели шины не строится, а в режиме реального времени определяют наличие тех или иных дефектов, не проявляющихся на ее поверхности явно. Например, таким образом возможно определить отслоение протектора, так как визуализация ультразвуковых сигналов при этом будет аналогична той, что представлена на фиг. 3. Таким же образом можно определить разрежение нитей корда или их разрыв, что при визуализация ультразвуковых сигналов будет выглядеть как отсутствие сигала аналогичного представленному на фиг. 4 в том месте, где он должен быть.
Таким образом, предлагаемый способ, позволяют достичь заявляемый технический результат. Все признаки, характеризующие предлагаемое изобретение, необходимы и достаточны для его осуществления и могут быть применены на практике.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Устройство для измерения геометрических параметров трехмерного образа объектов из звукоотражающих материалов | 2020 |
|
RU2755594C1 |
| Ультразвуковой термометр | 1984 |
|
SU1241072A1 |
| ОПТИКО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2022 |
|
RU2793566C1 |
| Ультразвуковой термометр | 1987 |
|
SU1500865A1 |
| Способ ультразвукового контроля дефектности металлических изделий | 2018 |
|
RU2695950C1 |
| Ультразвуковой термометр | 1986 |
|
SU1381347A2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2308228C2 |
| СПОСОБ ЛАЗЕРНО-УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ПАЯНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2545348C2 |
| Способ внутричерепной диагностики и устройство для его осуществления | 1989 |
|
SU1708307A1 |
Изобретение относится к шинной промышленности, в частности к способам обследования автомобильных шин, включая крупногабаритные шины (КГШ) машин, используемых в горном производстве и строительстве. В способе используются мощные широкополосные ультразвуковые импульсы, генерируемые импульсно-периодическим лазером, передаваемые в обследуемую шину через контактирующий с ней оптически прозрачный волновод и прием отраженных от структурных элементов обследуемой шины сигналов пьезоприемником. При этом излучение ультразвуковых импульсов и прием отраженных от внутренних элементов шины сигналов осуществляют последовательно через расположенные в один ряд блоки, объединяющие в своем составе акустический волновод и пьезоприемник, а движение образуемой ими группы осуществляется по спирали, ось которой совпадает с осью вращения обследуемой шины. Технический результат - повышение точности, скорости и надежности выявлять скрытые дефекты шины и обеспечение принятия обоснованного решения о целесообразности их восстановления. 5 з.п. ф-лы, 4 ил.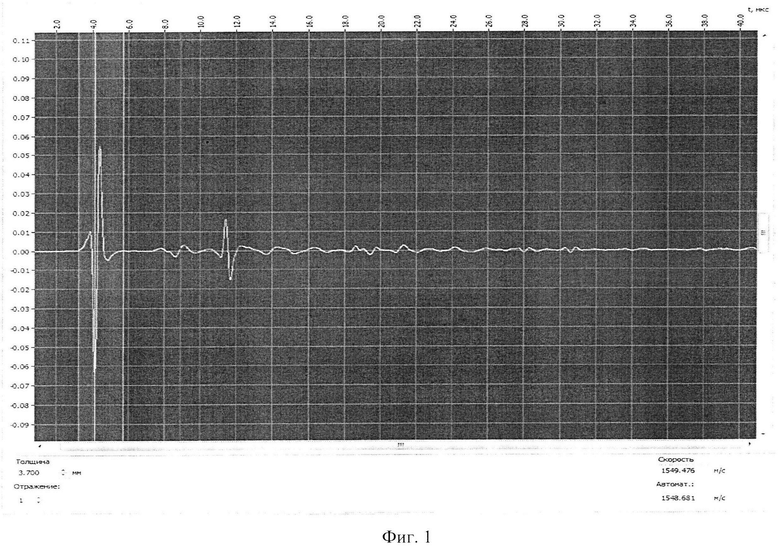
1. Способ обследования автомобильных шин в полевых условиях, включающий их очистку от грязи и посторонних включений, позиционирование обследуемой шины на горизонтальной поверхности, генерацию серии световых импульсов при помощи импульсно-периодического лазера, передачу полученных сигналов через оптоволоконный кабель на оптически прозрачный волновод, контактирующий с обследуемой шиной, передачу полученного акустического сигнала в поверхностный слой внутренней стороны шины, прием отраженных от структурных элементов обследуемой шины сигналов пьезоприемником, причем оптически прозрачный волновод и пьезоприемник образуют единый блок, ось которого всегда перпендикулярна внутренней стороне шины в месте контакта волновода с ней, усиление электрических сигналов вырабатываемых пьезоприемником при приеме отраженных от структурных элементов обследуемой шины и ее внешней поверхности акустических сигналов, анализ данных сигналов путем сравнения их с эталонными сигналами и построение 3D модели обследуемой шины, отличающийся тем, что передачу полученного акустического сигнала в поверхностный слой внутренней стороны обследуемой шины и прием отраженных от структурных элементов обследуемой шины сигналов осуществляют последовательно через расположенные в один ряд блоки, состоящие из оптически прозрачного волновода и пьезоприемника и образующие группы, причем минимальное число блоков в группе составляет шестнадцать или всегда кратно восьми, а время задержки лазерных импульсов, подающихся на соседние блоки группы определяется временем отклика акустического сигнала от внутренних элементов обследуемой шины, при этом длительность лазерных импульсов определяющих частотный диапазон ультразвуковых сигналов выбирается, исходя из максимальной толщины обследуемой шины и затухания ультразвуковых сигналов в материале, из которого она изготовлена.
2. Способ по п. 1, отличающийся тем, что группу расположенных в один ряд блоков перемещают по внутренней поверхности обследуемой автомобильной шины по спирали, ось которой совпадает с осью вращения обследуемой шины, при этом угловая скорость перемещения данной группы неизменна в течение всего времени обследования шины, и ее величина определяется временем отклика отраженных от внутренних элементов обследуемой шины сигналов, а шаг перемещения группы блоков по вертикальной оси данной спирали, равен требуемой точности построения модели внутренней структуры обследуемой автомобильной шины.
3. Способ по п. 1, отличающийся тем, что группа расположенных в один ряд блоков,прижимается к внутренней поверхности обследуемой шины во время ее движения поэлементно и с таким расчетом, чтобы ось каждого блока, входящего в ее состав, была всегда перпендикулярна внутренней поверхности шины в месте их контакта.
4. Способ по п. 1, отличающийся тем, что место контакта группы расположенных в один ряд блоков во время производства обследования автомобильной шины постоянно увлажняется иммерсионной жидкостью.
5. Способ по п. 1, отличающийся тем, что все построенные во время обследований 3D модели шин сохраняются в цифровой форме в течение всего времени эксплуатации шины и используются при производстве сравнения 3D модели, полученной при последнем по времени обследовании шины, с 3D моделью эталонной шины, при этом сравнение полученных 3D моделей с эталонной моделью производят в том же порядке, как они были созданы.
6. Способ по п. 1, отличающийся тем, что производство обследования шины осуществляется частично и передвижение группы расположенных в один ряд блоков производится в ручном режиме по визуально определяемой траектории.
| EP 3289330 B1, 01.01.2020 | |||
| ОПРОБОВАТЕЛЬ ПЛАСТОВ | 0 |
|
SU308186A1 |
| US 2012131995 A1, 31.05.2012 | |||
| СПОСОБ И ЛИНИЯ КОНТРОЛЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2678224C1 |

