Изобретение относится к металлургии, в частности к литейному производству крупногабаритных отливок из стали.
Основным недостатком известно способа является использование для керамических частиц TiN в качестве металла-протектора хрома, температура плавления которого составляет 1856°С, что превышает температуру розлива стали, в результате при розливе стали может не произойти полного растворения слоя металла-протектора для вовлечения в процесс охлаждения нитрида титана, как источника центров принудительной кристаллизации, что обусловливает неравномерное распределение частиц активной составляющей модификатора в объеме. Кроме того, недостатком является процедура введения керамических плакированных частиц в проволоку при помощи трайбаппарата, в том числе и в гранулированном до 0,1-2 мм состоянии. Процесс гранулирования приводит к значительному росту предполагаемых исходных центров кристаллизации, что ведет к увеличению пористости и ликваций в отливке.
Таким образом, перед авторами стояла задача разработать способ модифицирования стали, обеспечивающий повышение механических свойств за счет улучшения микроструктуры стали вследствие равномерного распределения модификаторов в объеме расплава.
Поставленная задача решена в предлагаемом способе модифицирования стали, включающем введение в расплав стали модификатора на основе нитрида титана, частицы которого плакированы металлом-протектором, в котором в качестве металла-протектора используют никель, а таблетированный порошок наночастиц нитрида титана, плакированных никелем, в количестве 0,006 ÷ 0,009 масс.% от массы разливаемой стали загружают в разливочный ковш перед розливом стали.
В настоящее время не известен способ модифицирования стали путем введения модификатора, содержащего наночастицы нитрида титана, плакированные никелем, который загружают в предлагаемом количестве в разливочный ковш перед розливом стали.
В связи со снижением качества изготовления отдельных деталей подвижного состава рельсового транспорта, связанного с несоблюдением литейных технологий в процессе массового производства становится актуальным необходимость проведения научно-исследовательских работ, направленных на повышение качества литейного производства, путем введения модифицирующих присадок на стадии разливки металла по формам различного типа. Исследования, проведенные авторами, были направлены на решение именно этой проблемы. Выбор в качестве материала модификатора тугоплавких соединений титана, провоцирует возможность их применения в качестве центров кристаллизации, равномерно распределенных по всему объему отливки и способствующих возникновению локальных переохлажденных состояний, обеспечивающих увеличение скорости кристаллизации отливок. Наличие на поверхности радиально-слоевых тугоплавких композиций никеля и его интерметаллидных соединений обеспечит в ходе их плавления и растворения удовлетворительную смачиваемость нанокристаллических частиц расплавами сталей транспортной группы. В связи с этим введение плазмохимических порошков тугоплавких соединений титана будет способствовать улучшению прочностно-пластических и других характеристик, обеспечивающих бесперебойную эксплуатацию деталей и узлов подвижного состава железнодорожного транспорта, изготовленных из марок сталей транспортной группы. Однако в случае использования в качестве модификатора стали наночастиц нитрида титана, плакированных никелем, существенным фактором является количество вводимого модификатора. Так, при введении модификатора менее 0,006 масс.% от массы разливаемой стали наблюдается снижение показателей предела текучести, временного сопротивления и относительного сужения. При введении модификатора более 0,009 масс.% от массы разливаемой стали наблюдается ухудшение микроструктуры стальных отливок, что так же приводит к снижению физик-механических свойств стали.
Предлагаемый способ может быть осуществлен следующим образом.
В качестве модификатора используют наноразмерный порошок TiN – Ni, полученный плазмохимическим способом (патент RU 2434716), который вводят в разливочный ковш в виде спрессованных таблеток в количестве 0,006÷0,009 масс.% от массы разливаемой стали перед розливом в него стали. После естественного барботажа расплава стали, предварительно раскисленной металлическим Al, при ее розливе из печи, производят разливку в земляные формы для получения клиновых проб и корпуса автосцепки СА-3. После кристаллизации, остывания и обрубки полученные изделия проходят термообработку в виде нормализации и закалки с отпуском, регламентированную техническими условиями, применяемыми к деталям подвижного состава рельсового транспорта с целью обеспечения удовлетворительных свойств. Механические свойства стали, полученной с использованием предлагаемого модификатора, определяют по ГОСТ 1497-84 на цилиндрических образцах диаметром 10 мм и расчетной длиной 50 мм на испытательной машине ИМ-12А, испытания на ударный изгиб проводят по ГОСТ 9454-78 на маятниковом копре КМ-03. Твердость определяют по ГОСТ 9012-59 на твердомере ТБ – 5004 при нагрузке шариком диаметром 10 мм. Твердость всех технологических проб составляет 229 НВ. Контроль микроструктуры производят под микроскопом NEOPHOT 21 при увеличении Ч100 и Ч500.
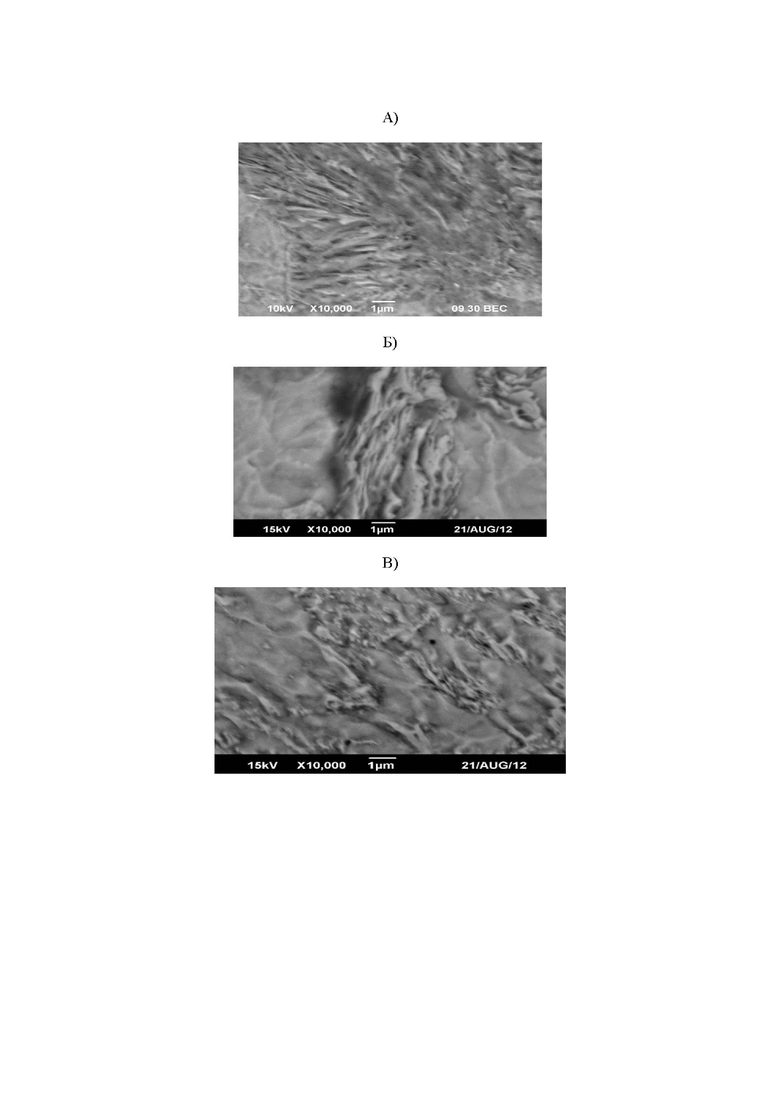
На фиг. 1 изображена эволюция микроструктуры стали 20ГЛ после известных общепринятых этапах дополнительной термической обработки. Микроструктура стали 20 ГЛ после нормализации при 930±20°С (А) (нагрев 3-4 часа, выдержка при температуре 3-4 часа), закалки (Б) (нагрев до 930 ±20°С в течение 2,5 часа, выдержка 3,5 часа, охлаждение в воде) и отпуска (В) (нагрев 2 часа до 480°С, выдержка 4,5 часа, охлаждение в воде) представляет собой сорбит с выделениями феррита по границам и в теле зерна в игольчатой форме, что обусловлено действием наночастиц модификатора.
Предлагаемый способ иллюстрируется следующими примерами.
Пример 1.
Берут 70 г, что составляет 0,009 масс.% от массы разливаемой стали (750 кг), нанокристаллического порошка нитрида титан TiN, плакированного никелем (Ni), прессуют из него 14 таблеток по 5 г каждая. Таблетки помещают в разливочный ковш. Затем заливочный ковш заполняют 750 кг жидкого расплава стали 20ГЛ, предварительно раскисленной 400 г металлического Al. Температура стали при розливе составляет 1580°С. В процессе барботажного перемешивания таблетированный нанопорошок распределяется по всему объему ковша, после чего осуществляют разливку стали в земляную форму для получения клиновой пробы массой 10 кг и корпуса автосцепки АС-3 массой 700 кг с учетом литейной оснастки (литниковая система, питатели, шлакоуловитель, прибыли). После кристаллизации и остывания готовые отливки подвергают выбивке и обрубке, после чего производят нормализацию и закалку с отпуском, по техническим условиям, применяемым к деталям подвижного состава рельсового транспорта с целью обеспечения удовлетворительных свойств. Механические свойства приведены в табл. Электронно-микроскопические изображения закаленной с отпуском стали 20 ГЛ приведены на фиг.1.
Пример 2
Берут 50 г, что составляет 0.006 масс.% от массы разливаемой стали (750 кг), нанокристаллического порошка нитрида титан TiN, плакированного никелем (Ni), прессуют из него 14 таблеток по 5 г каждая. Таблетки помещают в разливочный ковш. Затем заливочный ковш заполняют 750 кг жидкого расплава стали 20ГЛ, предварительно раскисленной 400 г металлического Al. Температура стали при розливе составляет 1580°С. В процессе барботажного перемешивания таблетированный нанопорошок распределяется по всему объему ковша, после чего осуществляют разливку стали в земляную форму для получения клиновой пробы массой 10 кг и корпуса автосцепки АС-3 массой 700 кг с учетом литейной оснастки (литниковая система, питатели, шлакоуловитель, прибыли). После кристаллизации и остывания готовые отливки подвергают выбивке и обрубке, после чего производят нормализацию и закалку с отпуском, по техническим условиям, применяемым к деталям подвижного состава рельсового транспорта с целью обеспечения удовлетворительных свойств. Механические свойства приведены в табл.
Таблица.
Результаты механических испытаний образцов литой стали 20 ГЛ, модифицированной нанокристаллическим порошком TiN – Ni.
на 750 кг массы металла
кгс⋅м/см2
3,2
Пример 1
Пример 2
Результаты механических испытаний показывают увеличение значений предела текучести, который характеризует напряжение, при котором деформации продолжают расти без увеличения нагрузки, после прохождения предела текучести в металле в материале образца начинают происходить необратимые изменения, перестраивается кристаллическая решетка металла, появляются значительные пластические деформации; временного сопротивления, как предельной разрушающей нагрузки, отнесенной к первоначальной площади поперечного сечения; относительного сужения, характеризующего пластичность металла, оцениваемого по относительному уменьшению площади поперечного сечения растягиваемого образца; и ударной вязкости KCV, которая характеризует способность материала поглощать механическую энергию в процессе деформации и разрушения под действием ударной нагрузки. Улучшение механических свойств стали обусловлено улучшением микроструктуры стали при использовании предлагаемого модификатора.
Таким образом, авторами предлагается способ модифицирования стали, обеспечивающий повышение механических свойств за счет улучшения микроструктуры стали вследствие равномерного распределения модификаторов в объеме расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования стали | 2022 |
|
RU2781935C1 |
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ НЕПРЕРЫВНОЛИТОЙ СТАЛИ | 2009 |
|
RU2394664C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2022 |
|
RU2779272C1 |
| Способ модифицирования сплава алюминий-титан и состав для модифицирования сплава алюминий-титан | 1983 |
|
SU1168622A1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2017 |
|
RU2652932C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2021 |
|
RU2776573C1 |
| СМЕСЬ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ СТАЛИ И ЧУГУНА | 2015 |
|
RU2588932C1 |
| МОДИФИКАТОР ДЛЯ СТАЛИ | 2010 |
|
RU2447176C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2283873C1 |
Изобретение относится к области металлургии. Способ модифицирования стали включает введение в расплав стали модификатора на основе нитрида титана, частицы которого плакированы металлом-протектором, в качестве которого используют никель. Таблетированный порошок наночастиц нитрида титана, плакированных никелем, в количестве 0,006-0,009 мас.% от массы разливаемой стали загружают в разливочный ковш перед розливом стали. Обеспечивается улучшение механических свойств стали за счет равномерного распределения модификаторов в объеме расплава. 1 ил., 2 пр., 1 табл.
Способ модифицирования стали, включающий введение в расплав стали модификатора на основе нитрида титана, частицы которого плакированы металлом-протектором, отличающийся тем, что в качестве металла-протектора используют никель, при этом таблетированный порошок наночастиц нитрида титана, плакированных никелем, в количестве 0,006-0,009 мас.% от массы разливаемой стали загружают в разливочный ковш перед розливом стали.
| СПОСОБ МОДИФИЦИРОВАНИЯ НЕПРЕРЫВНОЛИТОЙ СТАЛИ | 2009 |
|
RU2394664C1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2017 |
|
RU2652932C1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2007 |
|
RU2344180C2 |
| KR 1020100080928 A, 13.07.2010 | |||
| JP 5765304 B2, 19.08.2015 | |||
| CN 106029255 B, 26.10.2018. | |||

