Изобретение относится к сварочным материалам, в частности к модификаторам для металла сварных швов и наплавленного металла, и предназначено для использования в составе порошковых проволок, покрытых электродов и керамических флюсов для сварки и наплавки.
Известен керамический флюс (пат. №2471601 РФ, B23K 35/362, опубл. 10.01.2013) для механизированной наплавки и сварки низкоуглеродистых и низколегированных сталей, содержащий следующие компоненты, мас.%:
При этом комплексная лигатура содержит следующие компоненты, мас.%:
Причем в качестве тугоплавких компонентов используют элементы переходных металлов IV, V и VI групп, а также их тугоплавких химических соединений с углеродом, или азотом, или бором.
В данном изобретении комплексная лигатура, по сути, является модификатором наплавленного металла. Недостатком изобретения является использование в качестве протектора и материала, транспортирующего наноразмерные тугоплавкие компоненты, порошка никеля, который увеличивает стоимость модификатора и может оказывать отрицательное влияние на структуру и механические свойства некоторых типов наплавленного металла. Также никель может способствовать образованию горячих трещин, т.к. в сочетании с серой он образует легкоплавкие эвтектики Ni-NiS и Ni-NiS2 с температурами плавления 644°С и 787°С соответственно.
Также известен модификатор для улучшения эксплуатационных свойств отливок из жаропрочных сплавов (пат. №2434965 РФ, С22С 35/00, С21С 7/00, опубл. 27.11.2011), содержащий дисперсные (менее 1-3 мкм) частицы карбида бора, диборида титана и хром при следующем соотношении, мас.%: карбид бора 50-70, диборид титана 20-40, хром - остальное.
Недостатком модификатора является использование тугоплавких соединений с бором, который приводит к значительному охрупчиванию некоторых типов сплавов, а также применение в качестве вещества-протектора хрома, повышенное содержание которого в металле может оказывать отрицательное влияние на его механические свойства.
Известен способ сварки материалов (пат. №2404887 РФ, B23K 33/00, B23K 9/235, B23K 26/42, B23K 10/02, B23K 15/00, В82В 3/00, опубл. 27.11.2010), при котором сварку ведут с одновременным добавлением в зону плавления модификаторов в виде нанопорошковых материалов, выбранных из числа тугоплавких соединений, например нитридов, карбонитридов, оксидов, причем нанопорошковые материалы в зону сварки могут быть нанесены в виде суспензии, а их концентрация составляет менее 0,1% по массе сварочной ванны. В частности, в качестве нанопорошковых материалов предложено использовать наночастицы TiN, Y2O3, TiC, плакированные соответствующим металлом (хромом, никелем, титаном и др.).
Недостатком модификатора являются высокие себестоимость плакированных металлами нанопорошков и трудоемкость их изготовления с использованием планетарных мельниц, а также необходимость применения модификатора в сварочных материалах в виде суспензии, что нетехнологично либо невозможно.
Наиболее близким техническим решением к предлагаемому изобретению является модификатор для стали и сплава (пат. №2443794 РФ, С22С 35/00, опубл. 27.02.2012), содержащий нанопорошок из группы тугоплавких соединений, включающей карбид, нитрид, оксид, карбонитрид, оксикарбонитрид, в качестве инокулятора и порошок металла модифицируемых стали или сплава или порошок стали или сплава, близкого по химическому составу, в качестве протектора при следующем соотношении компонентов, мас.%:
Данный модификатор предназначен для повышения механических свойств отливок, но может быть использован и в составе сварочных материалов. Однако его применение требует предварительной трудоемкой операции изготовления протектора из порошка стали или сплава, аналогичного или близкого по химическому составу наплавляемому металлу. С учетом большой номенклатуры материалов для сварки и наплавки износостойких, термостойких, жаропрочных, хладостойких, коррозионно-стойких и других типов сплавов с различными основами и системами легирования это существенно ограничивает универсальность модификатора и усложняет технологию его производства. Использование в качестве протектора сравнительно тугоплавких материалов не позволяет эффективно защитить наночастицы тугоплавких соединений от окисления на стадии нагрева и плавления сварочных материалов.
Сравнительно небольшое (5-30 мас.%) содержание нанопорошка тугоплавких соединений в составе модификатора требует его введения в состав сварочных материалов в повышенных количествах, что нерационально.
Использование модификатора в литейном процессе предусматривает необходимость его компактирования в брикеты, которые невозможно использовать в процессах сварки. Применение же его в сварочных материалах в виде механической смеси микро- и наноразмерных порошков неэффективно, поскольку может приводить к их сепарации, самопроизвольному возгоранию ультрадисперсной фракции и повышает биологическую опасность модификатора.
Технический результат заключается в повышении механических и эксплуатационных свойств металла сварных швов и наплавленного металла за счет увеличения металлургической эффективности модификатора для сварочных материалов, а также повышении универсальности модификатора.
Технический результат достигается за счет того, что в модификаторе для сварочных материалов, содержащем нанопорошок тугоплавкого соединения из группы, включающей карбид, нитрид, оксид, карбонитрид, оксикарбонитрид, в качестве инокулятора и протектор, в качестве протектора используют флюс, состоящий из смеси фторидов и хлоридов металлов из группы, включающей натрий, кальций, калий, барий, литий и магний, а также силикатов металлов этой группы в количестве 7-13% от массы инокулятора, при следующем соотношении компонентов, мас.%:
Сравнительно низкая температура плавления флюса, химическая инертность и хорошая смачиваемость образующимся шлаком наночастиц тугоплавких соединений способствуют снижению интенсивности их окисления в процессах нагрева модификатора при его изготовлении, а также при сварке за счет формирования вокруг наночастиц защитной оболочки из шлакового расплава. При этом, варьируя соотношениями между содержанием различных фторидов и хлоридов металлов во флюсе, можно в широких пределах управлять температурой плавления протектора. Это обеспечивает оптимальный уровень защиты наночастиц как от расплавления, так и от окисления, что повышает металлургическую эффективность модификатора и обеспечивает высокие механические и эксплуатационные свойства наплавленного с его использованием металла. Низкая плотность шлака и нерастворимость в металлических расплавах обусловливают гарантированное его выведение из реакционной зоны сварки на поверхность сварочной ванны, что обеспечивает отсутствие шлаковых включений в наплавленном металле.
Использование в качестве протектора флюса, состоящего из фторидов и хлоридов натрия, кальция, калий, бария, лития и магния, а также малых количеств силикатов металлов этой группы, практически не оказывает влияния на структуру и свойства металла сварных швов и наплавленного металла, что позволяет разработать универсальный состав модификатора для сварки и наплавки широкого круга сталей и сплавов.
Указанный диапазон (30-50 мас.%) содержания нанопорошка тугоплавкого соединения в модификаторе позволяет получить при его изготовлении однородное распределение ультрадисперсных частиц в объеме гранул протектора, а также создает условия для повышения эффективности модифицирования металла и обеспечивает высокий уровень его механических и эксплуатационных свойств. При увеличении содержания нанопорошка выше указанного предела модификатор отличается высокой неоднородностью распределения в нем тугоплавких наночастиц, которые невозможно равномерно распределить по объему сварочных материалов. При содержании нанопорошка меньше нижнего предела для достижения требуемого эффекта модифицирования наплавленного металла требуется существенно увеличивать количество вводимого в сварочные материалы модификатора, что нерационально и ведет к снижению технологических свойств металла.
Применение в качестве связующего компонента модификатора силикатов натрия, кальция, калия, бария, лития или магния в количестве 7-13% от массы инокулятора позволяет обеспечить качественную грануляцию тугоплавких наночастиц, что повышает технологичность и безопасность последующих операций изготовления модификатора. При содержании связующего компонента менее 7 масс. % невозможно выполнить грануляцию, т.к. гранулы не формируются, а при увеличении связующего более 13 масс. % формирование гранул нарушается по причине их склеивания, кроме того в металле увеличивается содержание силикатов, что снижает его технологическую прочность.
Наличие в составе модификатора элементов с низким потенциалом ионизации (натрий, кальций, калий и др.) способствует повышению стабильности существования электрической дуги при сварке и наплавке, что повышает сварочно-технологические свойства материалов, содержащих модификатор. В случае применения в составе модификатора фторидов (в частности, CaF2) достигается снижение содержания водорода в наплавленном металле за счет протекания реакций образования фтороводорода HF, нерастворимого в сварочной ванне. Это снижает вероятность возникновения пор в металле, повышает его пластические свойства и стойкость к холодным трещинам.
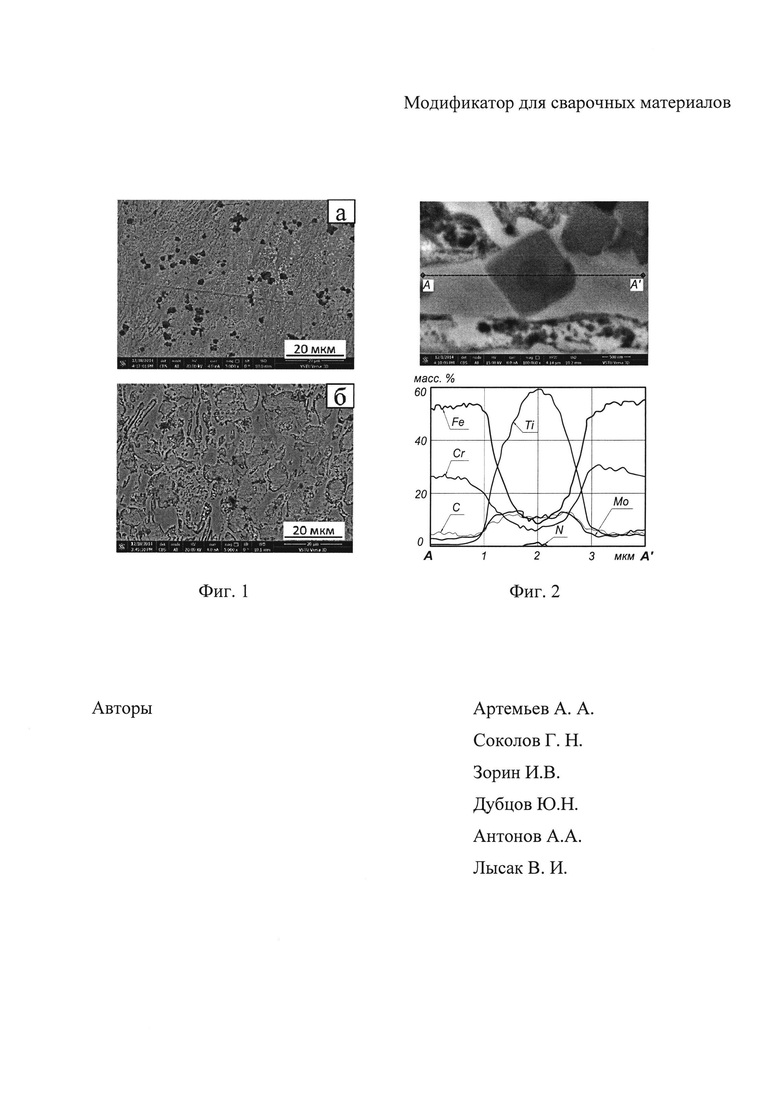
На фиг. 1 показана микроструктура металла 400Х12М2НТР, наплавленного порошковой проволокой, содержащей 0,6 масс. % ультрадисперсных частиц TiN, введенных в составе модификатора, (а) и без использования модификатора (б); на фиг. 2 показан химический анализ упрочняющих фаз в металле, наплавленном проволокой с модификатором.
Пример
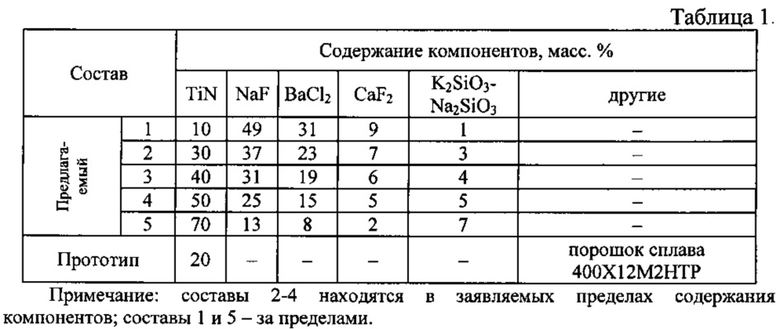
Изготавливали модификатор, в котором в качестве инокулятора использовали полученный плазмохимическим синтезом порошок, состоящий из нано- и микрочастиц нитрида титана TiN, а в качестве протектора использовали флюс, состоящий из фторидов натрия NaF и кальция CaF2, хлорида бария BaCl2 и калиевого-натриевого силиката K2SiO3-Na2SiO3. Для изготовления модификатора-прототипа предварительно получали микропорошок сплава 400Х12М2НТР, который механически смешивали с ультрадисперсным порошком TiN в планетарной шаровой мельнице в инертной среде. Составы предлагаемого модификатора с различным количеством инокулятора, а также состав модификатора-прототипа приведены в таблице 1.
Изготовленные образцы модификатора вводили в состав наполнителя порошковых проволок диаметром 3 мм, с использованием которых выполняли дуговую наплавку в аргоноуглекислотной газовой смеси износостойкого сплава 400Х12М2НТР на пластины из стали 20. Количество модификатора всех составов в проволоке рассчитывали исходя из получения в ней 0,6 мас.% ультрадисперсного порошка TiN. Основные параметры режима наплавки: сварочный ток (постоянный, полярность обратная) - 280…300 А, напряжение на дуге - 26…27 В, скорость наплавки - 22…23 м/ч, вылет электрода - 30…35 мм, расход защитного газа - 15…18 л/мин. Наплавку выполняли в четыре прохода.
Эффективность предлагаемого модификатора оценивали по нескольким критериям: величина износостойкости наплавленного металла; равномерность распределения твердости по поверхности наплавленного валика; однородность распределения частиц TiN в модификаторе.
Стойкость металла к изнашиванию закрепленным абразивом при нормальной температуре определяли путем трения об истирающую поверхность в виде диска со шлифовальной бумагой зернистостью Р100. Стойкость металла к абразивному изнашиванию при температуре 500°С определяли путем трения образцов о стальное кольцо в присутствии абразива в виде порошка железной окалины и корунда. Износостойкость оценивали по потере массы образцов с точностью 0,1 мг.
Результаты сравнительных испытаний образцов металла, наплавленного с использованием модификаторов различных составов, представлены в таблице 2.
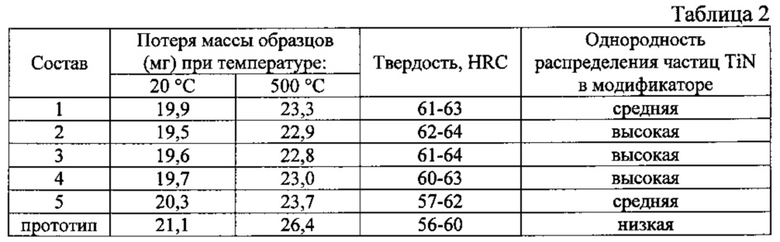
Анализ представленных данных показывает, что наиболее высокими характеристиками обладает металл, полученный наплавкой порошковой проволокой с модификаторами составов 2-4. При содержании компонентов в модификаторе в заявляемых пределах его частицы не сепарируют на фракции и обеспечивается высокая однородность распределения частиц TiN по объему гранул, что подтверждается данными, полученными с помощью электронной микроскопии. При этом получен высокий коэффициент перехода частиц TiN из проволоки в наплавленный металл за счет эффективной защиты инокулятора шлаковой фазой от окисления и диссоциации как на стадии нагрева проволоки проходящим через нее током, так и на стадии формирования капли на ее торце. Использование модификатора оптимального состава обусловило диспергирование и повышение микротвердости карбоборидов (Fe,Cr)7(C,B)3, расположенных в эвтектической матрице наплавленного металла, а также инициировало выделение мелких (1…3 мкм) карбидов (Ti, Mo)C1-x, которые сформировались на наночастицах TiN (фиг. 1 и 2). При этом шлаковых включений, пор, трещин в металле не обнаружено. Структурные изменения в наплавленном металле обеспечивали увеличение его твердости и стойкости к абразивному изнашиванию.
Модификатор-прототип и модификаторы с соотношениями компонентов, выходящими за предлагаемые границы, показали пониженные значения износостойкости наплавленного с их использованием металла и повышенный разброс значений твердости по его объему, а также низкую технологичность при изготовлении и применении в составе порошковых проволок. Низкий уровень свойств наплавленного металла обусловлен неоднородностью распределения частиц TiN по объему модификатора и наполнителя проволоки, большими потерями наиболее мелкой фракции порошка инокулятора вследствие окисления и диссоциации.
Таким образом, предлагаемый универсальный модификатор для сварочных материалов за счет высокой металлургической эффективности обеспечивает повышение механических и эксплуатационных свойств наплавленного с его использованием металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИКАТОР ДЛЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2443794C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| ДИСПЕРСНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2534479C2 |
| МОДИФИКАТОР ДЛЯ СТАЛИ | 2011 |
|
RU2528488C2 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687120C1 |
Изобретение может быть использовано в составе порошковых проволок, покрытых электродов и флюсов для сварки и наплавки. Модификатор содержит нанопорошок тугоплавкого соединения, выбранного из группы, включающей карбид, нитрид, оксид, карбонитрид, оксикарбонитрид металла, в качестве инокулятора и протектор. В качестве протектора использован флюс, состоящий из смеси фторидов и хлоридов металлов, выбранных из группы, включающей натрий, кальций, калий, барий, литий и магний, а также связующего в виде силикатов металлов этой группы в количестве 7-13% от массы инокулятора. Модификатор содержит компоненты в следующем соотношении, мас.%: нанопорошок тугоплавкого соединения 30-50, флюс – остальное. Технический результат заключается в повышении механических и эксплуатационных свойств металла сварных швов и наплавленного металла за счет увеличения металлургической эффективности модификатора. 2 ил., 2 табл., 1 пр.
Модификатор для сварочных материалов, содержащий нанопорошок тугоплавкого соединения, выбранного из группы, включающей карбид, нитрид, оксид, карбонитрид и оксикарбонитрид металла, в качестве инокулятора и протектор, отличающийся тем, что в качестве протектора использован флюс, состоящий из смеси фторидов и хлоридов металлов, выбранных из группы, включающей натрий, кальций, калий, барий, литий и магний, а также связующего в виде силикатов металлов этой группы в количестве 7-13% от массы инокулятора, при следующем соотношении компонентов, мас.%:
| МОДИФИКАТОР ДЛЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2443794C2 |
| ДИСПЕРСНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2534479C2 |
| КЕРАМИЧЕСКИЙ ФЛЮС | 2011 |
|
RU2471601C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| US 6428596 B2, 06.08.2002. | |||

