Изобретение относится к черной металлургии, а именно к способам внепечного модифицирования металла в процессе непрерывной разливки стали с помощью тугоплавких ультрадисперсных частиц, плакированных металлом-протектором.
Известна проволока для внепечной обработки металлургических расплавов, которая состоит из стальной оболочки и порошкового наполнителя, содержащего кальций и железный порошок в следующих соотношениях, соответственно, (25-45) мас.% и (55-75) мас.% (RU №2242521, С21С 7/00, опубл. 20.12.2004 г.).
Недостатком данного технического решения является низкий эффект модифицирования из-за использования в качестве наполнителя относительно крупных частиц дисперсного порошка и плохой усвояемости вводимой добавки.
Известен способ непрерывной разливки стали, где в кристаллизатор вводят проволоку для модифицирования с массовым расходом Рпр пропорционально массовому расходу металла Рм через кристаллизатор при соотношении Рпр и Рм, установленном в диапазоне (0,5-5,0)×10-4 (RU №2090304, B22D 11/10, опубл. 20.09.1997 г.).
Недостатком данного технического решения является отсутствие регламентированной подачи проволоки для модифицирования при непрерывной разливке стали в различные периоды разливки, что может привести к недостаточному количеству модификатора в начальный период разливки, когда металл еще не насыщен инокуляционными центрами, и наоборот - к его перенасыщению в конце разливки, что приводит к необоснованному расходу модификатора.
Наиболее близким по технической сущности и достигаемому результату к предложенному является способ модифицирования чугунов и сталей, согласно которому модифицирование осуществляют введением под струю металла или непосредственно в форму во время разливки металла модификатора в виде порошка, содержащего 50-90% тугоплавких керамических частиц размером не более 0,1 мкм, плакированных веществом-протектором, в количестве 0,005-0,1 мас.% в пересчете на тугоплавкие керамические частицы (RU №2344180, С21С 7/00, опубл. 27.08.2008 г.).
Недостатком данного способа модифицирования является сложность ввода порошка в металл, особенно при непрерывной разливке стали, когда порошок-модификатор самопроизвольно проникает во внутренние слои металла, неравномерно распределяется в объеме металла, что ведет к потерям модификатора и его избыточному расходу, и при этом не достигается качественная и равномерная обработка модификатором всего объема металла при его непрерывной разливке.
Задачей изобретения является модифицирование стали в процессе ее непрерывной разливки с помощью тугоплавких керамических частиц, что позволит улучшить структуру металла непрерывнолитого слитка, снизить развитие дефектов макроструктуры, химическую и структурную неоднородность, повысить механические и эксплуатационные характеристики металла.
Поставленная задача решается тем, что в способе модифицирования непрерывнолитой стали, включающем введение под струю металла во время разливки в количестве до 0,1 мас.% в пересчете на тугоплавкие керамические частицы модификатора в виде порошка, содержащего 50-90 мас.% тугоплавких керамических частиц, плакированных веществом-протектором, согласно изобретению подачу модификатора осуществляют непрерывно, причем в первые 1-10 мин с момента начала разливки его вводят в количестве 0,03-0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы, затем в период основной разливки - в количестве 0,003-0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы и заканчивают подачу модификатора за 0,5-1 мин до окончания разливки, при этом модификатор вводят посредством металлической ленты или проволоки, в которую его предварительно закатывают с линейным наполнением 5-500 г/м. Кроме того, порошок-модификатор может предварительно подвергаться гранулированию.
Технический результат, получаемый при использовании заявляемого способа, заключается в том, что позволяет проводить равномерное модифицирование непрерывнолитой стали оптимальным количеством модификатора, содержащего тугоплавкие керамические частицы, которые служат инокуляторами в процессе разливки, охлаждения и затвердевания расплава, и, являясь дополнительными центрами кристаллизации, они снижают отрицательное влияние перегрева с одновременным ускорением и более равномерным затвердеванием стали, обеспечивают улучшение качества непрерывнолитой стали за счет повышения дисперсности кристаллического зерна, плотности, химической и структурной однородности стали, улучшают морфологию и рассредоточивают неметаллические включения, снижают развитие дефектов макроструктуры, ведут к получению шарообразного вида перлитных структур в феррите, а последующие переделы формируют мелкозернистую структуру перлита, обеспечивая улучшение механических и эксплуатационных характеристик металла.
Введение модификатора в первые 1-10 мин с момента начала разливки в количестве 0,03-0,06 мас.% от массы разливаемого за этот период металла в пересчете на тугоплавкие керамические частицы необходимо для быстрого насыщения первых порций металла инокуляционными центрами, которые дает присутствие модификатора, затем при дальнейшей разливке (период основной разливки) новые порции разливаемого металла попадают в уже модифицированный металл и количество вводимого модификатора снижают до 0,003-0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы, а за 0,5-1,0 мин до окончания разливки ввод модификатора прекращают, что позволяет рационально расходовать модификатор в процессе разливки без снижения качества модифицирования стали.
Введение модификатора в первые 1-10 мин с момента начала разливки в количестве менее 0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы не обеспечивает быстрого образования достаточного количества инокуляционных центров, которые отсутствуют в первых порциях разливаемого металл, и эффекта модифицирования не достигается.
Введение модификатора в первые 1-10 мин с момента начала разливки в количестве более 0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы нецелесообразно, так как ведет к повышенному расходу модификатора и к процессу коагуляции частиц, что неблагоприятно влияет на качество этого объема металла.
Введение модификатора в течение менее 1 мин с момента начала разливки в количестве 0,03-0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы не позволяет быстро достигнуть насыщения первых порций металла модификатором и не дает достаточного эффекта модифицирования металла.
Введение модификатора в течение более 10 мин с момента начала разливки в количестве 0,03-0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы нецелесообразно, так как ведет к повышенному расходу модификатора без дополнительного улучшения качества металла, к перенасыщению металла инокуляционными центрами и возможному их коагулированию.
При дальнейшей разливке (период основной разливки) вводимое количество модификатора сокращают до 0,003-0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы за счет того, что предыдущий металл, часть которого еще остается в кристаллизаторе или промежуточном ковше, насыщен модификатором и происходит диффузия частиц модификатора в новые порции металла. Это обеспечивает достижение необходимого для модифицирования количества модификатора в процессе непрерывной разливки основного количества стали и исключает перерасход модификатора.
Введение модификатора в количестве менее 0,003 мас.% от массы разливаемой в период основной разливки стали в пересчете на тугоплавкие керамические частицы недостаточно, так как не обеспечивает получения необходимого количества модификатора в стали для образования дополнительных центров кристаллизации и процесс модифицирования становится неэффективным.
Введение модификатора в количестве более 0,03 мас.% от массы разливаемой в основной период стали в пересчете на тугоплавкие керамические частицы приводит к коагуляции частиц модификатора в расплаве, снижению эффективности процесса модифицирования, повышенному расходу модификатора.
За 0,5-1 мин до окончания всей разливки ввод модификатора прекращают в связи с тем, что сталь достаточно насыщена инокуляционными центрами для получения качественных слитков. Кроме того, при разливке последних порций металла последнюю (заднюю) часть непрерывнолитого слитка отрезают как «хвостовую обрезь», поэтому подвергать модифицированию эту часть разливаемого металла нет необходимости.
Ввод порошка модификатора, состоящего из тугоплавких керамических частиц, плакированных веществом-протектором, при непрерывной разливке стали затруднителен из-за его дисперсности, поэтому модификатор предварительно закатывают в металлическую ленту или проволоку с линейным наполнением 5-500 г/м.
Наполнение ленты или проволоки модификатором менее 5 г/м приводит к малой эффективности процесса модифицирования из-за необходимости ввода большого количества ленты или проволоки в единицу времени, трудности ее расплавления и усвоения в ограниченный промежуток времени.
Наполнение ленты или проволоки модификатором более 500 г/м может привести к тому, что образование инокуляционных центров будет локальным, то есть неоднородным по всему разливаемому объему металла, что неудовлетворительно влияет на качество непрерывнолитых слитков.
Возможно предварительное гранулирование модификатора перед закаткой в проволоку или ленту, что позволяет получить максимальную сыпучесть модификатора и равномерное его распределение в порошковой проволоке или ленте.
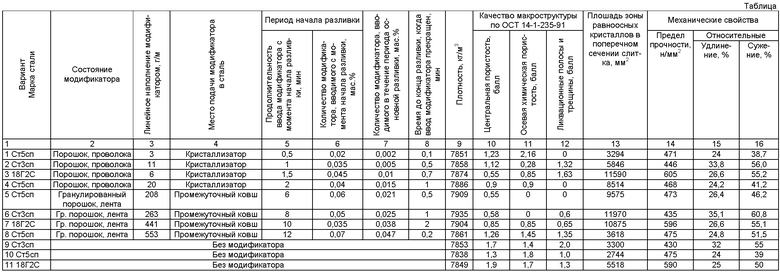
Результаты проведенных плавок с различными вариантами модифицирования приведены в таблице. В таблице представлены результаты ввода модификатора в кристаллизатор (варианты 1-4), в промежуточный ковш (варианты 5-8) и разливки без модификатора (варианты 9-11). Продолжительность ввода модификатора с момента начала разливки (первые 1-10 мин) представлена в столбце 5, а вводимое в этот период количество модификатора - в столбце 6. Количество вводимого модификатора при дальнейшей разливке стали (период основной разливки) указано в столбце 7. Качество получаемого металла оценивали по плотности, макроструктуре и механическим свойствам (столбцы 9-16).
Пример 1 (табл., вариант 2). Предлагаемый способ модифицирования непрерывнолитой стали испытан в кислородно-конвертерном цехе №2 ОАО «ЗСМК». При серийной разливке на МНЛЗ методом «плавка на плавку» стали Ст3сп в кристаллизатор сечением 150×150 мм с помощью трайбаппарата вводили проволоку, в которую предварительно закатывали порошок модификатора, содержащий тугоплавкие дисперсные керамические частицы нитрида титана - 70 мас.%, плакированные хромом - остальное. Линейное наполнение проволоки порошком модификатора составляло 11 г/м. Разливку осуществляли через два промежуточных ковша на восьми ручьях со скоростью вытяжки слитка 2-3 м/мин. Всего разлили методом «плавка на плавку» серию из 12 плавок (3720 т).
В первые 10 мин разливки первой плавки в серии массовый расход стали через один кристаллизатор составлял 0,35 т/мин, затем изменялся в зависимости от температуры стали в промежуточном ковше, при этом со снижением ее температуры скорость разливки (массовый расход стали) увеличивалась. Модификатор вводили непрерывно в течение первой минуты с момента начала разливки в количестве 0,035 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы. Всего за этот период (за 1 мин) разлили через кристаллизатор 0,35 т стали (0,35 т/мин × 1 мин) и в течение этого времени равномерно ввели модификатор в пересчете на тугоплавкие керамические частицы в количестве 0,0001225 т (0,35×0,035:100=0,0001225 т) или на порошок модификатора 0,000175 т (0,0001225:0,7=0,000175 т, т.к. модификатор содержит 70% тугоплавких керамических частиц). Далее на остальных разлитых подряд плавках в серии, в зависимости от массового расхода стали, количество модификатора составляло 0,005 мас.% от массы разливаемой за данный период стали в пересчете на тугоплавкие керамические частицы. Количество стали основного периода разливки 3719,65 т, тогда количество вводимого модификатора в пересчете на тугоплавкие керамические частицы составило 3719,65×0,005:100=0,186 т или самого порошка модификатора 0,2657 т (0,1865:0,7=0,2657 т). За 0,5 мин до окончания разливки последней плавки в серии на данном ручье закончили подачу модификатора в кристаллизатор.
Пример 2 (табл., вариант 6). Разливку осуществляли на МНЛЗ через два промежуточных ковша на восьми ручьях со скоростью вытяжки слитка 1,8-2,8 м/мин. Всего в серии разлили методом «плавка на плавку» 12 плавок стали Ст3сп (3596 т стали) на заготовки сечением 150×200 мм. С помощью трайбаппарата под струю стали в приемной ванне промежуточного ковша непрерывно вводили стальную порошковую ленту, в которую предварительно был закатан модификатор, содержащий тугоплавкие дисперсные керамические частицы карбонитрида титана - 50 мас.%, плакированные углеродистой сталью - остальное, с линейным наполнением ленты модификатором 441 г/м. Модификатор предварительно подвергали гранулированию с получением гранул размером 0,1-2 мм.
В первые 10 мин разливки первой плавки в серии массовый расход стали через промежуточный ковш составлял 1,68 т/мин, затем изменялся в зависимости от температуры стали. Модификатор вводили непрерывно после открытия шиберных затворов сталеразливочного ковша и образования «подушки» металла в промежуточном ковше в количестве в первые 8 мин с момента начала разливки - 0,05 мас.% от массы разливаемой за данный период стали в пересчете на тугоплавкие керамические частицы. Всего за этот период (за 8 мин) разлили через промежуточный ковш 13,44 т стали (1,68 т/мин × 8 мин) и в течение этого времени равномерно ввели 0,00672 т модификатора в пересчете на тугоплавкие керамические частицы (13,44 т × 0,05:100=0,00672 т) или 0,01344 т порошка модификатора (0,00672 т: 0,5=0,01344 т, т.к. модификатор содержит 50% тугоплавких керамических частиц). Затем на остальных разлитых подряд плавках в серии (3582,56 т) модификатор продолжали вводить в сталь в количестве 0,025 мас.% от массы разливаемой за данный период стали в пересчете на тугоплавкие керамические частицы или 0,92 т (3582,56×0,025:100=0,92 т) или на порошок модификатора - 1,84 т (0,92:0,5=1,84 т, так как порошок модификатора содержит 50% тугоплавких керамических частиц). За 1 мин до окончания разливки последней плавки в серии ввод модификатора в промежуточный ковш прекратили.
Наилучшие результаты по макроструктуре и механическим свойствам металла достигнуты при использовании технологии с заявляемыми пределами (варианты 2-7).
Способ промышленно применим и позволяет устранить дефекты макроструктуры, снизить химическую и структурную неоднородность, повысить механические и эксплуатационные характеристики металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2017 |
|
RU2652932C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| Способ модифицирования стали | 2022 |
|
RU2781940C1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2007 |
|
RU2344180C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 1996 |
|
RU2121510C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2013 |
|
RU2533295C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2022 |
|
RU2779272C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ | 2013 |
|
RU2533263C1 |
Способ включает введение модификатора в виде порошка под струю металла во время разливки в количестве до 0,1 мас.% в пересчете на тугоплавкие керамические частицы. Модификатор содержит 50-90 мас.% тугоплавких керамических частиц, плакированных веществом-протектором. В первые 1-10 мин разливки вводят модификатор в количестве 0,03-0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы, а при дальнейшей разливке - в количестве 0,003-0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы. Заканчивают подачу модификатора за 0,5-1,0 мин до окончания разливки. Обеспечивается улучшение структуры металла непрерывнолитого слитка, снижение дефектов макроструктуры, химической и структурной неоднородности. 1 з.п. ф-лы, 1 табл.
1. Способ модифицирования стали при непрерывной разливке, включающий введение под струю металла во время разливки в количестве до 0,1 мас.% в пересчете на тугоплавкие керамические частицы модификатора в виде порошка, содержащего 50-90 мас.% тугоплавких керамических частиц, плакированных веществом-протектором, отличающийся тем, что подачу модификатора осуществляют непрерывно, причем в первые 1-10 мин разливки вводят в количестве 0,03-0,06 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы, а при дальнейшей разливке - в количестве 0,003-0,03 мас.% от массы разливаемой за этот период стали в пересчете на тугоплавкие керамические частицы и заканчивают подачу модификатора за 0,5-1,0 мин до окончания разливки, при этом модификатор вводят посредством металлической проволоки или ленты, в которую его предварительно закатывают с линейным наполнением 5-500 г/м.
2. Способ модифицирования непрерывнолитой стали по п.1, отличающийся тем, что порошок модификатора подвергают предварительному гранулированию.
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 2007 |
|
RU2344180C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2090304C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНОВ И СТАЛЕЙ | 1996 |
|
RU2121510C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2002 |
|
RU2242521C2 |
| US 4838956 A, 13.06.1989. | |||

