Изобретение относится к космической технике, в частности к технологии изготовления трехслойных сотовых панелей с встроенными в них тепловыми трубами (ТТ), на которые устанавливаются приборы космического аппарата.
Известен способ изготовления трехслойной сотовой панели с встроенными в нее ТТ (патент RU 2409471), предназначенными для отвода избыточного тепла от работающих приборов, установленных на поверхности сотовой панели, и поддержания их температуры в комфортном диапазоне рабочих температур, который заключается в том, что в процессе изготовления ТТ, после первоначального опытного определения величин перепадов температур между испарительным и конденсационным участками, вышеуказанные ТТ помещают в термокамеру и выдерживают определенное время, после этого измеряют температурные перепады между испарительными и конденсационными участками, затем плавно разгерметизируют заправочные штуцеры на некоторое время и повторно (окончательно) их герметизируют, далее еще раз контролируют величины температурных перепадов между испарительным и конденсационным участками ТТ на соответствие расчетно-определенным требуемым величинам.
Недостатком данного способа является то, что установка ТТ на поверхность обшивки осуществляется по предварительной разметке ТТ слесарным способом, вследствие чего понижается точность расположения ТТ в трехслойной сотовой панели и увеличивается срок ее изготовления.
Известен способ изготовления трехслойной сотовой панели с встроенными в нее ТТ, представленный в патенте RU 2547743, принятый за прототип, согласно которому соединяют элементы сборки - обшивки с ТТ, сотовым заполнителем и закладными элементами - склеиванием, помещают сборку, установленную на технологической плите через подкладной лист в термопечь. Перед установкой ТТ на обшивку, их контуры предварительно проецируют при помощи лазерного проектора на поверхность обшивки трехслойной сотовой панели.
Недостатком прототипа является то, что применяют дорогое высокотехнологичное оборудование, для работы с которым необходим специально обученный персонал, также на крупногабаритных обшивках для повышения качества проекции нужно использовать несколько лазерных проекторов, которые необходимо заново перенастраивать даже после незначительных сдвигов обшивки, вследствие чего происходит усложнение и удлинение производственного процесса, а также повышение его стоимости.
Для заявленного способа выявлены следующие общие с прототипом существенные признаки: способ установки тепловых труб в сотовую панель, включающий изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя, тепловых труб с полками для приклеивания к одной обшивке, с последующим проецированием контуров тепловых труб на поверхность обшивки и соединением элементов сборки в единое целое путем склеивания одной из обшивок с полками тепловых труб и сотовым заполнителем, и второй обшивки с сотовым заполнителем.
Технической проблемой, на решение которой направлено данное изобретение, является сокращение времени и упрощение процесса изготовления трехслойной сотовой панели, а также повышение точности позиционирования ТТ в сотовой панели.
Указанная проблема решается за счет того, что способ изготовления трехслойной сотовой панели с встроенными в нее ТТ, состоящей из элементов сборки: двух обшивок, сотового заполнителя, ТТ с полками, включает проецирование контуров тепловых труб на поверхность обшивки и сборку элементов сотовой панели в единое целое путем склеивания первой обшивки с полками ТТ и сотовым заполнителем, и второй обшивки с сотовым заполнителем. Перед приклеиванием ТТ на обшивку на нее устанавливают плаз-шаблон с контурами положения ТТ и непосредственно сами ТТ, проводят совместную рассверловку отверстий в полках ТТ, плаз-шаблоне и обшивке для установки фиксирующих устройств, например, фторопластовых штырей, демонтируют плаз-шаблон, попарно позиционируют ТТ с помощью фиксирующих устройств, устанавливают их на клеевую композицию и склеивают с обшивкой, после чего фиксирующие устройства демонтируют.
Техническими результатами данного решения являются сокращение времени и упрощение процесса изготовления трехслойной сотовой панели, а также повышение точности позиционирования ТТ в сотовой панели.
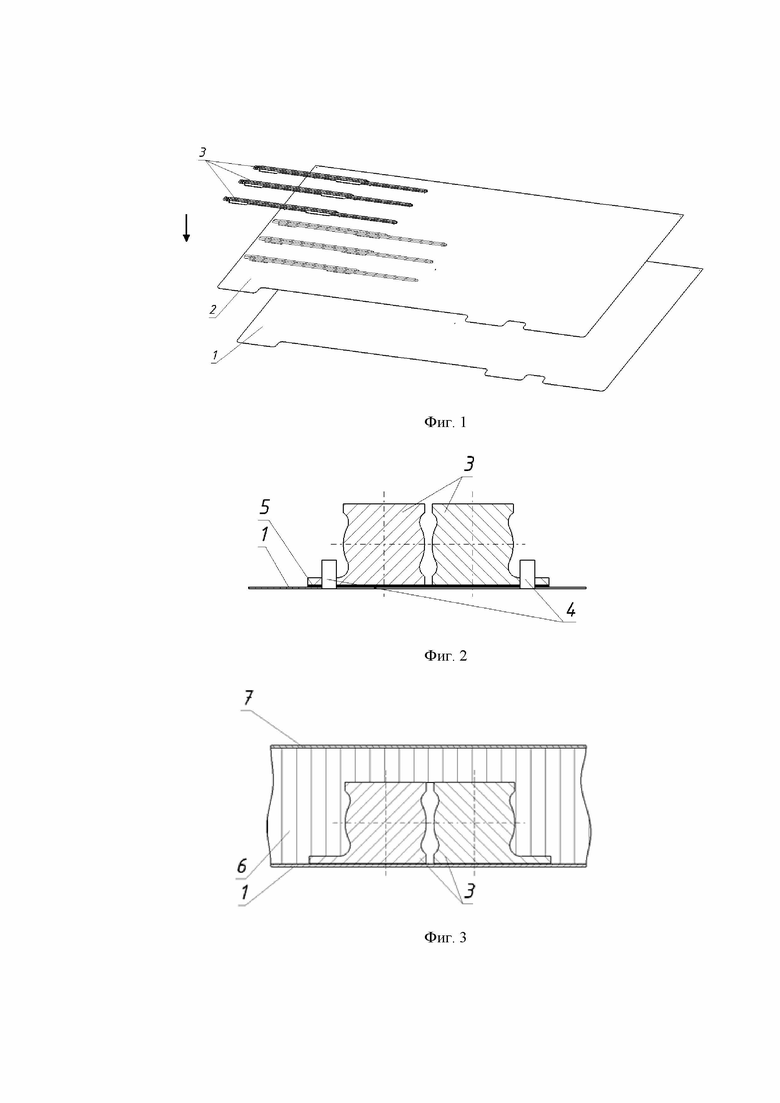
Сущность заявленного способа поясняется тремя чертежами:
На фиг. 1 показана сборка обшивки 1 с плаз-шаблоном 2 и ТТ 3.
На фиг. 2 показаны позиционирование ТТ 3 на обшивке 1 с помощью фиксирующих устройств, например, фторопластовых штырей 4, и нанесение клеевой композиции 5 на полки ТТ 3.
На фиг. 3 показан фрагмент трехслойной сотовой панели со встроенной ТТ в сборе: обшивка 1 с ТТ 3, сотовый заполнитель 6 и вторая обшивка 7.
Описанный выше способ осуществляется следующим образом: на обшивку 1 сверху устанавливают плаз-шаблон 2, представляющий собой, например, лист плотной пленки с нанесенными на нее при помощи высокоточной печати контурами сотовой панели, ТТ 3 и базовых отверстий, совмещают контуры на обшивке 1 и плаз-шаблоне 2. Затем устанавливают попарно ТТ 3, совмещая их контуры с контуром полок ТТ на плаз-шаблоне 2. Производят совместную рассверловку отверстий в каждой полке ТТ 3 в пакете (ТТ 3, плаз-шаблон 2, обшивка 1). Далее снимают ТТ 3 с плаз-шаблона 2, удаляют стружку и демонтируют плаз-шаблон. Потом на обшивке 1 в ранее выполненные отверстия устанавливают фиксирующие устройства, например, фторопластовые штыри 4, а на полки ТТ 3 укладывают клеевую композицию 5, затем устанавливают ТТ 3 на обшивку 1, совмещая отверстия в полках ТТ 3 с фторопластовыми штырями 4, установленными ранее в обшивку 1. После чего сборочную единицу помещают в термошкаф для полимеризации, при этом после полимеризации клея фторопластовые штыри 4 извлекают с помощью аккумуляторной универсальной пневматической сверлильной машины или дрели. Затем происходит дальнейшая сборка трехслойной сотовой панели: на обшивку 1 с ТТ 3 устанавливают сотовый заполнитель 6, затем на сотовый заполнитель 6 устанавливают вторую обшивку 7, после чего сборочную единицу помещают в термошкаф на заданный отрезок времени для полимеризации.
Таким образом, способ изготовления трехслойной сотовой панели с встроенными в нее ТТ позволяет решить поставленную задачу – сокращение времени и упрощение процесса изготовления трехслойной сотовой панели, а также повышение точности позиционирования ТТ в сотовой панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2021 |
|
RU2779440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2023 |
|
RU2807177C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ ПАНЕЛИ С ЗАДАННЫМ ПОЗИЦИОНИРОВАНИЕМ ОПОРНЫХ УЗЛОВ | 2023 |
|
RU2812014C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| Способ изготовления многослойной сотовой панели | 2023 |
|
RU2824157C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2009 |
|
RU2409471C1 |
Изобретение относится к космической технике, в частности к технологии изготовления трехслойных сотовых панелей с встроенными в них тепловыми трубами (ТТ), на которые устанавливаются приборы космического аппарата. Задачей, на решение которой направлено данное изобретение является сокращение времени и упрощение процесса изготовления трехслойной сотовой панели, а также повышение точности позиционирования ТТ в сотовой панели. Указанная задача решается за счет того, что способ изготовления трехслойной сотовой панели с встроенными в нее ТТ включает в себя изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя, ТТ с полками для приклеивания к одной из обшивок, с последующим соединением элементов сборки в единое целое путем склеивания обшивки с полками ТТ и сотовым заполнителем, и второй обшивки с сотовым заполнителем. Перед приклеиванием ТТ на обшивку на нее устанавливают плаз-шаблон с контурами положения ТТ и непосредственно сами ТТ, проводят совместную рассверловку отверстий в полках ТТ, плаз-шаблоне и обшивке для установки фиксирующих устройств (фторопластовых штырей), демонтируют плаз-шаблон, попарно позиционируют ТТ с помощью фиксирующих устройств, устанавливают на клеевую композицию и склеивают с обшивкой, после чего фиксирующие устройства демонтируют. 3 ил.
Способ изготовления трехслойной сотовой панели с встроенными в нее тепловыми трубами, состоящей из элементов сборки: двух обшивок, сотового заполнителя, ТТ с полками, включающий проецирование контуров тепловых труб на поверхность обшивки и соединение элементов сборки в единое целое путем склеивания одной из обшивок с полками тепловых труб и сотовым заполнителем, и второй обшивки с сотовым заполнителем, отличающийся тем, что на обшивку устанавливают плаз-шаблон с контурами положения тепловых труб на обшивке и тепловые трубы, проводят совместную рассверловку отверстий в тепловых трубах, плаз-шаблоне и обшивке для установки фиксирующих устройств, демонтируют плаз-шаблон, попарно позиционируют тепловые трубы с помощью фиксирующих устройств, устанавливают их на клеевую композицию и склеивают с обшивкой, после чего фиксирующие устройства демонтируют.
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2009 |
|
RU2409471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| Способ изготовления трехслойной сотовой панели из композиционного материала | 2016 |
|
RU2631877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| JPH 09250892 A, 22.09.1997. | |||

