Изобретение относится к космической технике, в частности к технологии изготовления сотовых панелей.
Известен способ изготовления сотовой панели с заданным позиционированием опорных узлов, представленный в описании патента RU 2360799, взятый за прототип, в котором сборку панелей производят с использованием не менее двух опорных узлов с технологическими штырями для фиксации относительного положения обшивок и сотового заполнителя при склеивании, при чем технологические штыри демонтируют после склеивания панели.
Недостатком данного изобретения является отсутствие реперных точек для проведения механической обработки отверстий сотовой панели, что может привести:
• к увеличению предельных отклонений на размеры расположения осей отверстий базовых узлов;
• к увеличению допуска соосности отверстий в обшивках относительно отверстий базовых узлов и сотового заполнителя и к смещению обшивок относительно сотового заполнителя;
• к смещению опорных узлов относительно их номинального расположения, и, соответственно, к смещению приборов и оборудования, которые устанавливают на опорные узлы сотовой панели;
• к увеличению трудоемкости для обеспечения позиционирования опорных узлов при стыковке обшивок и сотового заполнителя.
Для заявленного изобретения выявлены следующие основные общие с прототипом существенные признаки:
• наличие обшивок;
• наличие сотового заполнителя;
• соединение обшивок с сотовым заполнителем при помощи клеевой композиции;
• наличие опорных узлов с технологическими штырями.
Технической задачей, на решение которой направлено данное изобретение является создание способа изготовления сотовой панелей, при котором повышается качество и надежность и сокращению сроков изготовления сотовой панели.
Указанная задача решается за счет того, что способ изготовления сотовой панели с заданным позиционированием опорных узлов, заключающийся в том, что сборку панелей производят с использованием не менее двух опорных узлов с технологическими штырями для фиксации относительного положения обшивок и сотового заполнителя при склеивании, при чем технологические штыри демонтируют после склеивания панели, осуществляют так, что оси отверстий двух опорных узлов используют в качестве базовых отверстий для построения конструкторской базы, являющейся одновременно технологической базой, используемой для механической обработки оставшихся отверстий в сотовой панели, предназначенных для установки опорных узлов.
Техническим результатом данного решения является повышение точности позиционирования опорных узлов сотовой панели, за счет использования системы координат, одна из осей которой проходит через центры двух опорных узлов и построения общей конструкторской и технологической базы для проведения дальнейшей точной механической обработки отверстий сотовой панели, для установки оставшихся опорных узлов.
Сущность заявленного изобретения поясняется двумя чертежами, на которых изображено:
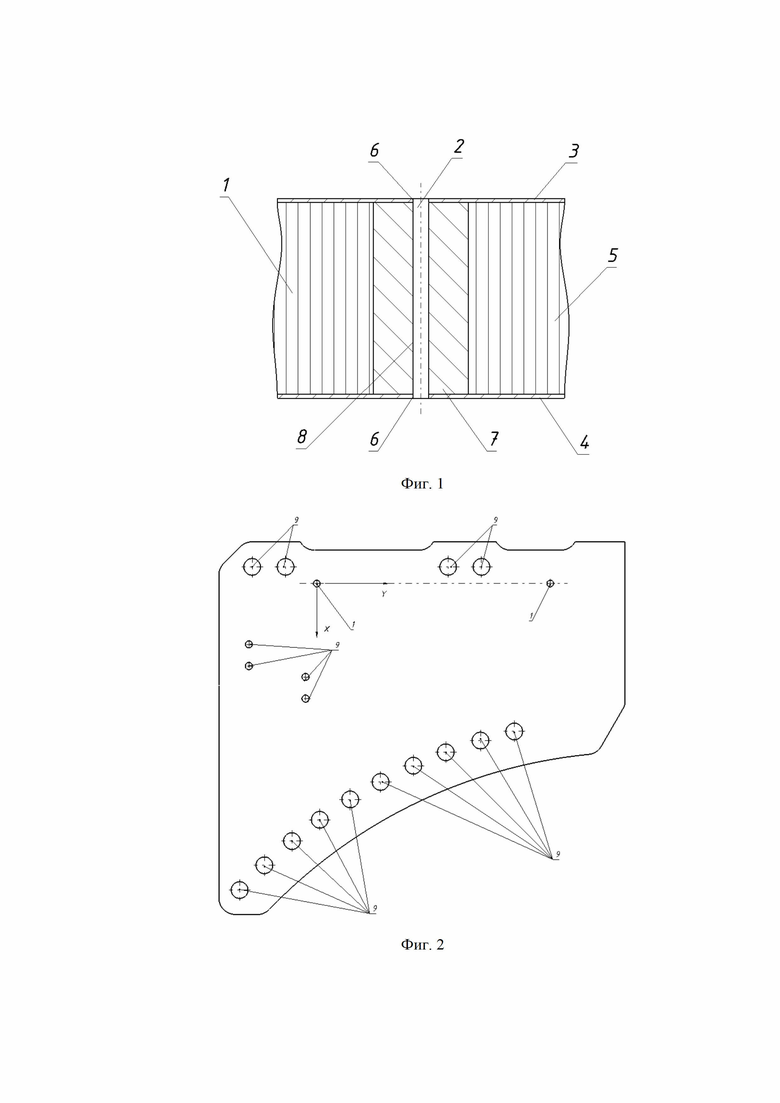
- фиг. 1 – опорный узел сотовой панели с технологическим штырем;
- фиг. 2 – общий вид сотовой панели с примером привязки к системе координат.
На фиг. 1 показан опорный узел 1 сотовой панели с технологическим штырем 2 равным по высоте толщине сотовой панели, состоящий из двух обшивок 3, 4, между которыми расположен сотовый заполнитель 5. В обшивках 3, 4 выполнены отверстия 6, а в сотовом заполнителе 5 установлен закладной элемент 7 с гладким отверстием 8. Технологический штырь 2 предназначен для фиксации относительного положения обшивок 3, 4 и сотового заполнителя 5 при склеивании сотовой панели. Диаметры отверстий 6 и 8 в обшивках 3, 4 и закладном элементе 7, и диаметры технологических штырей 2 имеют размеры, обеспечивающие их взаимную фиксацию с требуемой точностью. После склейки сотовой панели технологический штырь 2 демонтируется.
На фиг. 2 показана сотовая панель с двумя опорными узлами 1, оси отверстий которых используют в качестве базовых отверстий для построения конструкторской базы, являющейся одновременно технологической базой, используемой для механической обработки оставшихся отверстий в сотовой панели, предназначенных для установки опорных узлов.
По результатам компоновки конструктор получает массив отверстий, которые могут быть расположены в несколько рядов. Для обеспечения стыкуемости с приборами эти отверстия должны быть выполнены в соответствии с конструкторской базой. Два базовых отверстия определяют положение технологической базы. Для этого все координаты в исходных данных конструктора задаются от них. Ось, проходящая через оси двух опорных узлов, определяет направление одной из осей технологической базы. Вторая ось, перпендикулярная к этой оси, проходит через центр одного из опорных узлов.
Технолог задает программу станку с ЧПУ для выполнения конструкционных отверстий от двух базовых отверстий.
На чертеже сотовой панели наносят необходимые оси координат, например, X и Y или X и Z, или Y и Z от которых задают координаты на рассверловку всех отверстий 9. После чего координаты заводятся в программу для станка с ЧПУ, и производится механическая обработка от осей координат, например, X и Y. После чего в полученные отверстия 9 устанавливают опорные узлы.
Таким образом, сотовая панель, содержащая два опорных узла, центры которых используют в качестве базовых точек для построения конструкторской и технологической баз при механической обработке оставшихся отверстий в сотовой панели, предназначенных для установки опорных узлов, позволяет решить поставленную задачу изобретения – создание способа изготовления сотовой панели при котором повышается точность механической обработки отверстий сотовой панели, что приводит к повышению качества и уменьшению времени на изготовлении сотовой панели.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| ТОРЦЕВОЙ ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2755443C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2022 |
|
RU2782333C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СПОСОБ МОНТАЖА ЗАКЛАДНОГО ЭЛЕМЕНТА В СОТОВУЮ ПАНЕЛЬ | 2023 |
|
RU2809105C1 |
| Способ изготовления многослойной сотовой панели | 2023 |
|
RU2824157C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
Изобретение относится к космической технике, в частности к технологии изготовления сотовых панелей. Задачей, на решение которой направлено данное изобретение, является создание способа изготовления сотовой панели, при котором повышается точность механической обработки отверстий сотовой панели, что приводит к повышению качества и надежности изготавливаемого изделия и сокращению сроков изготовления сотовой панели. Способ изготовления сотовой панели с заданным позиционированием опорных узлов заключается в том, что сборку панелей производят с использованием не менее двух опорных узлов с технологическими штырями для фиксации относительного положения обшивок и сотового заполнителя при склеивании. Технологические штыри демонтируют после склеивания панели. Центры координат двух опорных узлов используют в качестве базовых точек для построения системы координат, которые являются общей конструкторской и технологической базой при механической обработке отверстий в сотовой панели, предназначенных для установки опорных узлов. Техническим результатом данного решения является повышение точности позиционирования опорных узлов сотовой панели за счет использования системы координат, одна из осей которой проходит через центры двух опорных узлов, и построения общей конструкторской и технологической базой для проведения дальнейшей механической обработки сотовой панели, для установки оставшихся опорных узлов. 2 ил.
Способ изготовления сотовой панели с заданным позиционированием опорных узлов, заключающийся в том, что сборку панелей производят с использованием не менее двух опорных узлов с технологическими штырями для фиксации относительного положения обшивок и сотового заполнителя при склеивании, причем технологические штыри демонтируют после склеивания панели, отличающийся тем, что оси отверстий двух опорных узлов используют в качестве базовых отверстий для построения конструкторской базы, являющейся одновременно технологической базой, используемой для механической обработки оставшихся отверстий в сотовой панели, предназначенных для установки опорных узлов.
| СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2007 |
|
RU2360799C2 |
| JP 3051448 A, 05.03.1991 | |||
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2291782C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| Устройство для бесконтактного измерения линейных размеров деталей | 1983 |
|
SU1121583A2 |

