Изобретение относится к космической технике, в частности к технологии изготовления трехслойных сотовых панелей с встроенными в них тепловыми трубами (ТТ), на которые устанавливаются приборы космического аппарата.
Известен способ изготовления трехслойной сотовой панели (патент RU 2413915 C2) со встроенными в нее ТТ, предназначенными для отвода избыточного тепла от работающих приборов, установленных на поверхности сотовой панели, и поддержания их температуры в комфортном диапазоне рабочих температур, который заключается в том, что при изготовлении на оснастке применяют специальные язычки (или «стопоры»), установленные в ряды, которые ограничивают боковые края зон размещения ТТ.
К недостаткам данного способа относится необходимость заполнять вспенивающимся клеем, который в процессе полимеризаций принимает форму липкой пены, весь объем образованный между боковыми поверхностями ТТ и вырезами в сотовом заполнителе, что приводит к избыточному увеличению массы сотовой панели. Кроме того, невозможность использования вспенивающегося клея, когда высота ТТ не равна высоте сотовой панели, приводит к невозможности производства самой сотовой панели.
Известен способ изготовления трехслойной сотовой панели со встроенными в нее ТТ, представленный в патенте RU 2409471, принятый за прототип, согласно которому изготовление трехслойной сотовой панели со встроенными в нее ТТ, изготовленными из алюминиевого сплава, включает изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя с вырезами для размещения в нем ТТ, ТТ с полками для приклеивания к обшивке, с последующим соединением элементов сборки в единое целое путем склеивания одной из обшивок с полками ТТ и сотовым заполнителем, установленным на обшивку с ТТ, и второй обшивки с сотовым заполнителем.
К недостаткам данного способа является то, что вырезы в сотовом заполнителе под ТТ выполняют слесарным (ручным) способом по месту, что понижает точность позиционирования ТТ в трехслойной сотовой панели, увеличивает срок ее изготовления, риск образования брака и количество отходов производства. При этом увеличение зазоров между ТТ и сотовым заполнителем, предназначенных для расположения клеевой композиции, приводит к избыточному увеличению массы трехслойной сотовой панели.
Для заявленного способа выявлены следующие общие с прототипом существенные признаки: способ изготовления трехслойной сотовой панели со встроенными в нее тепловыми трубами, изготовленными из алюминиевого сплава, включающий изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя с вырезами для размещения в нем тепловых труб, тепловых труб с полками для приклеивания к обшивкам, с последующим соединением элементов сборки в единое целое путем склеивания одной из обшивок с полками тепловых труб и сотовым заполнителем, установленным на обшивку с тепловыми трубами, и второй обшивки с сотовым заполнителем.
Техническими проблемами, на решение которых направлено данное изобретение являются повышение производственной и эксплуатационной технологичности при изготовлении трехслойной сотовой панели. Производственной технологичность включает в себя автоматизация процесса производства, сокращение ручного труда и использования готовых полуфабрикатов (в виде пленочного клея), а эксплуатационная технологичностью включает в себя снижение массы готового изделия и снижение количество отходов производства.
Указанные технические проблемы решаются за счет того, что способ изготовления трехслойной сотовой панели с встроенными в нее тепловыми трубами, изготовленными из алюминиевого сплава, включает в себя изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя, в котором выполняют вырезами для размещения тепловых труб, самих тепловых труб с полками для приклеивания к обшивкам, затем соединяют элементы сборки в единое целое путем склеивая одну из обшивок с полками тепловых труб и сотовым заполнителем, и вторую обшивку с сотовым заполнителем, а также включает в себя нанесение клеевой композиции пленочного типа на поверхность тепловых труб, сопряженную с сотовым заполнителем, перед установкой в сотовый заполнитель и выполнение вырезов в сотовом заполнителе путем механической обработки, повторяющей внешний контур тепловых труб, с допуском необходимым для размещения клеевой композиции.
Техническим результатом данного решения является повышение производственной и эксплуатационной технологичности.
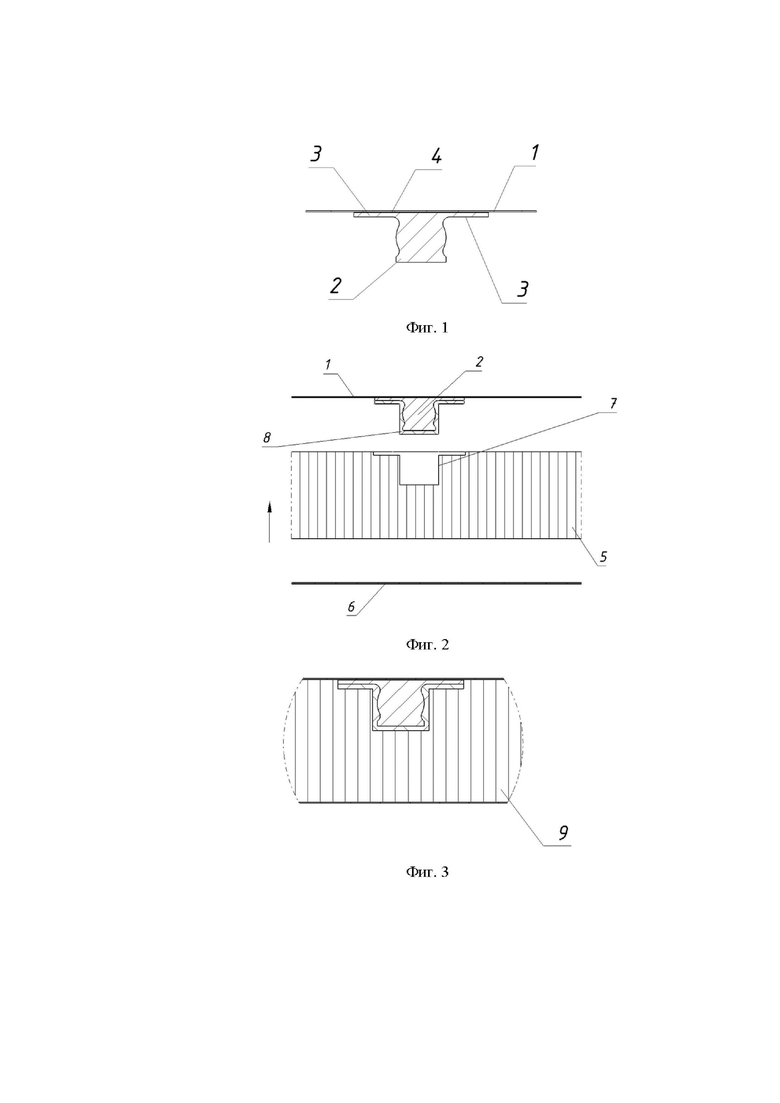
Сущность заявленного способа поясняется четырьмя чертежами:
фиг. 1 - сборка обшивки с ТТ;
фиг. 2 - сборка обшивки с ТТ с сотовым заполнителем и второй обшивки;
фиг. 3 - фрагмент трехслойной сотовой панели со встроенной ТТ в сборе;
На чертежах показан способ изготовления трехслойной сотовой панели со встроенными в нее тепловыми трубами.
На фиг. 1 показана сборка обшивки 1 с ТТ 2. ТТ 2 содержит полки 3, предназначенные для нанесения клеевой композиции 4 пленочного типа для приклейки с обшивкой 1
На фиг. 2 показана сборка обшивки 1 с ТТ 2 с сотовым заполнителем 5 и второй обшивкой 6. Сотовый заполнитель 5 содержит вырезы 7, выполненные путем механической обработки и повторяющие внешний контур ТТ 2. На поверхность ТТ 2, сопряженную с сотовым заполнителем 5 наносят клеевую композицию 8 пленочного типа. После производят сборку деталей между собой, на обшивку 1 с ТТ 2, устанавливают сотовый заполнитель 5 с вырезами 7, после этого устанавливают вторую обшивку 6 на сотовый заполнитель 5. В результате получается трехслойная сотовая панель 9 со встроенными в нее ТТ (см. фиг. 3).
Описанный выше способ осуществляется следующим образом: на полки 3 ТТ 2 наносят клеевую композицию 4 пленочного типа, после чего ТТ 2 устанавливают на обшивку 1, далее сборочную единицу помещают в термошкаф на заданный отрезок времени для полимеризации клея. Затем проводят механическую обработку сотового заполнителя 5, для получения выреза 7, который повторяет внешний контур тепловых труб, с допуском необходимым для размещения клеевой композиции 8. Механическую обработку сотового заполнителя 5 проводят на высокоточном фрезеровальном станке по заданной программе. На поверхность ТТ 2, сопряженную с сотовым заполнителем 5, наносят клеевую композицию 8, после чего на обшивку 1 устанавливают сотовый заполнитель 5 с вырезами 7. На заключительном этап на сотовый заполнитель 5 устанавливают вторую обшивку 6, после чего трехслойную сотовую панель 9 с встроенными в нее ТТ 2 помещают в термошкаф на заданный отрезок времени для полимеризации.
Таким образом, данный способ изготовления трехслойной сотовой панели со встроенными в нее ТТ, позволяет повысить производственную и эксплуатационную технологичность за счет совершенствование технологического процесса сборки трехслойной сотовой панели, благодаря автоматизации процесса механической обработки выреза в сотовом заполнителе, а также за счет применения пленочного клея, например, ТПК-22, который укладывается на поверхность ТТ, сопряженную с сотовым заполнителем. Пленочный клей, в отличие от вспенивающегося клея, имеет равномерную структуру, плотность и характеристики теплопроводности. Пленочный клей в процессе полимеризаций не увеличивается в объеме, и поэтому риск образования подтеков, вытеканий и затеканий в ячейки сотового заполнителя отсутствует. Пленочный клей является полуфабрикатом, и его подготовка к использованию не нуждается в дополнительном оборудовании и в отдельном рабочем месте, как в случае со вспенивающимся клеем, и таким образом, количество ручного труда и отходов производства гораздо ниже.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2022 |
|
RU2782333C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| СПОСОБ СКЛЕИВАНИЯ РАВНОПРОЧНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2008 |
|
RU2423234C2 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ОПОРНОГО УЗЛА | 2020 |
|
RU2747562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2023 |
|
RU2807177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ РАВНОПРОЧНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2008 |
|
RU2388609C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
Изобретение относится к космической технике, в частности к технологии изготовления трехслойных сотовых панелей с встроенными в них тепловыми трубами (ТТ), на которые устанавливаются приборы космического аппарата. Согласно способу осуществляют изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя с вырезами для размещения в нем ТТ, ТТ с полками для приклеивания к обшивкам, с последующим соединением элементов сборки в единое целое путем склеивания одной из обшивок с полками ТТ и сотовым заполнителем, установленным на обшивку с ТТ, и второй обшивки с сотовым заполнителем. На поверхность ТТ, сопряженную с сотовым заполнителем, перед установкой в сотовый заполнитель, наносят клеевую композицию пленочного типа. Вырезы в сотовом заполнителе выполняют путем механической обработки, повторяющей внешний контур ТТ, с допуском необходимым для размещения клеевой композиции. Техническими результатами изобретения является повышение производственной и эксплуатационной технологичности за счет совершенствование технологического процесса сборки трехслойной сотовой панели, благодаря автоматизации процесса механической обработки выреза в сотовом заполнителе, а также за счет применения пленочного клея, например ТПК-22, который укладывается на поверхность ТТ, сопряженную с сотовым заполнителем. 3 ил.
Способ изготовления трехслойной сотовой панели со встроенными в нее тепловыми трубами, изготовленными из алюминиевого сплава, включающий изготовление элементов сборки сотовой панели: обшивок, сотового заполнителя с вырезами для размещения в нем тепловых труб, тепловых труб с полками для приклеивания к обшивкам, с последующим соединением элементов сборки в единое целое путем склеивания одной из обшивок с полками тепловых труб и сотовым заполнителем, установленным на обшивку с тепловыми трубами, и второй обшивки с сотовым заполнителем, отличающийся тем, что на поверхность тепловых труб, сопряженную с сотовым заполнителем, перед установкой в сотовый заполнитель, наносят клеевую композицию пленочного типа, а вырезы в сотовом заполнителе выполняют путем механической обработки, повторяющей внешний контур тепловых труб, с допуском необходимым для размещения клеевой композиции.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ СОТОВОЙ ПАНЕЛИ С ВСТРОЕННЫМИ В НЕЕ ТЕПЛОВЫМИ ТРУБАМИ | 2009 |
|
RU2409471C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 2013 |
|
RU2547735C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| СПОСОБ УСТАНОВКИ ТЕПЛОВЫХ ТРУБ В ТРЕХСЛОЙНЫХ ПАНЕЛЯХ | 2013 |
|
RU2547743C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| Способ изготовления трехслойной композитной панели | 2018 |
|
RU2669279C1 |
| Штамм бактерий ЕSснеRIснIа coLI, предназначенный для идентификации R--плазмид | 1987 |
|
SU1479516A1 |

