Изобретение относится к области кулинарии и хлебопекарного производства, в частности к сфере быстрого питания или фаст-фуда, и касается конструкции пищевого контейнера, изготовленного из выпеченного теста и используемого для заполнения съедобной начинкой, например, овощным или фруктовым салатом, творогом, пюре, разнообразными гарнирами, консервациями или кашами. Такой контейнер представляет собой полностью съедаемое блюдо по типу вафельного стаканчика с мороженым.
Известен съедобный контейнер для пищевых продуктов, содержащий две одинаковые по форме и конструкции половинки, каждая из которых выполнена из печеного теста и имеет форму тонкостенного лотка с боковыми стенками, на которых выполнены выступы и впадины, при этом каждая половинка выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка, а обе половинки соединены между собой с расположением выступов одной половинки во впадинах другой половинки для образования полой тонкостенной оболочки, отличающийся тем, что по краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры лотков друг на друга при их соединении, а выступы и впадины в каждом лотке расположены вдоль этой опорной площадки со стороны внутренней стенки лотка, при этом выступы расположены выше уровня опорной площадки, а впадины расположены ниже этого уровня, на наружной поверхности лотка напротив каждого выступа внутри лотка выполнены протянутые вдоль высоты боковой стенки углубления для образования на наружной поверхности ребер жесткости, а каждый выступ в лотке расположен напротив такого углубления (RU 2678869, А45С11/20, опубл. 04.02.2019 г.).
Особенностью данного контейнера является то, что его половинки надежно зафиксированы от боковых смещений, что позволяет исключить неправильное смещенное положение верхней половинки на нижней. Но ничто не фиксирует возможность смещения верхней половинки от нижней в вертикальном направлении. Решение по патенту предусматривает, что во время еды (поедания контейнера с пищевым наполнителем) пользователь пальцами прижимает обе половинки друг к другу. Этот процесс сжимания половинок контейнера, в общем, представляет собой нормальное естественное удержание съедобного продукта в руке. Но в реальности, собранные контейнеры могу быть наклонены или перевернуты во время транспортировки или при хранении или уже после того, как покупатель приобрел этот продукт. В этих случаях возможно отсоединение одной из половинок от другой, что приведет к потере товарного вида и целостности пищевого контейнера. При употреблении контейнера пользователь надкусывает часть контейнера, что приводит к тому, что на одном (надкусанном) крае отсутствуют выступы, которые предохраняют от смещения части контейнера. При потере части выступов у контейнера теряется способность удерживать половинки друг на друге и, контейнер начинает разваливаться. При перевороте контейнера, если пользователь его не удерживает в руках, его половинки распадаются.
Из этого же источника известна термическая пресс-форма для выпечки половинок съедобного контейнера, содержащая первую нагреваемую плиту, являющуюся матрицей и несущую по крайне мере одно углубление, повторяющее внешнюю форму выпекаемого изделия, вторую нагреваемую плиту, являющуюся пуансоном и несущую по крайней мере один выступ, повторяющий внутреннюю форму изделия, при этом при смыкании плит выступ расположен в углублении с зазором относительно стенки углубления, при смыкании плиты выполнены с контактным опиранием друг на друга в зоне вокруг расположения углубления в матрице, выполненного по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку для формирования торцевой площадки половинки съедобного контейнера и расположенные вдоль этой площадки выступы, расположенные выше уровня этой площадки для образования впадин на наружной поверхности половинки съедобного контейнера, и впадины, расположенные на внутренней стенке лотка ниже этой площадки для образования выступов на стенке половинки съедобного контейнера, при этом в теле второй нагреваемой плиты над полостью в верхней зоне образования выступов изделия выполнены сквозные отверстия, каждое из которых с внутренней стороны этой плиты выполнено с цилиндрическим участком, который заканчивается конусообразным расширением на наружной стороне этой плиты.
Недостаток данной пресс-формы заключается в том, что в ней можно выпекать половинки, поверхности которых имеют положительные углы наклона.
Проблема надежного соединения половинок между собой с целью исключения их раскрываемости решена путем изменения формы шипов, то есть выполнением их расширяющимися в концевой зоне для размещения расширенных участков в ссужающихся карманах другой половинки. Ниже приводится описание такого запатентованного решения.
Так же известен съедобный контейнер для пищевых продуктов, содержащий две одинаковые по форме и конструкции половинки, каждая из которых выполнена из печеного теста и имеет форму тонкостенного лотка с боковой стенкой или боковыми стенками, на которых выполнены выступы и впадины, при этом каждая половинка выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка, а обе половинки соединены между собой с расположением выступов одной половинки во впадинах другой половинки для образования полой тонкостенной оболочки, по краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры лотков друг на друга при их соединении, а выступы и впадины в каждом лотке расположены вдоль этой опорной площадки со стороны внутренней стенки лотка, при этом выступы расположены выше уровня опорной площадки, а впадины расположены ниже этого уровня, боковые стенки каждого выступа половинки выполнены наклоненными в сторону центра половинки, каждый выступ выполнен из верхней части, расположенной на уровне поверхности торцевой площадки или над этой поверхностью и имеющей ширину вдоль направления поверхности торцевой площадки, которая больше ширины нижней части выступа, расположенной ниже уровня поверхности торцевой площадки, при этом форма впадины на уровне ниже поверхности торцевой площадки выполнена повторяющей форму верхней части выступа, расстояние между смежно расположенными выступами, измеренное в плоскости, проходящей через зону перехода верхней части каждого выступа в нижнюю часть, выполнено меньше ширины каждого выступа, измеренной в указанной плоскости (RU 2763564, А45С 11/20, опубл. 30.12.2021 г.).
Из этого же источника известна термическая пресс-форма для выпечки половинок съедобного контейнера, содержащая первую нагреваемую плиту, являющуюся матрицей и несущую по крайне мере одно углубление, повторяющее внешнюю форму половинки выпекаемого контейнера, вторую нагреваемую плиту, являющуюся пуансоном с внутренней поверхностью, повторяющий внутреннюю форму выпекаемой половинки, при этом при смыкании плит с контактным опиранием друг на друга в зоне вокруг расположения углубления в матрице внутренняя поверхность пуансона расположена в углублении с зазором относительно стенки углубления, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку для формирования торцевой площадки половинки съедобного контейнера и расположенные вдоль этой площадки выступы, расположенные выше уровня этой площадки для образования впадин на наружной поверхности половинки съедобного контейнера, и впадины, расположенные на внутренней стенке лотка ниже этой площадки для образования выступов на стенке половинки съедобного контейнера, при этом в теле второй нагреваемой плиты над полостью в верхней зоне образования выступов половинки выполнены сквозные отверстия с конусообразным расширением каждое на наружной стороне этой плиты для вывода в атмосферу паров, для выпекания выступов с верхней частью, ширина которой больше ширины нижней части выступа, пуансон выполнен с полостью, сообщаемой с источником повышения давления и разряжения давления, которая со стороны матрицы закрыта выпуклым вкладышем, поверхность которого повторяет внутреннюю форму выпекаемой половинки и в котором выполнены горизонтально расположенные на общей окружности проемы, являющиеся направляющими для поршней, имеющих при повышении давления в полости пуансона возможность перемещения в сторону стенки матрицы для формирования при выпекании зон перехода верхних частей выступов в нижние их части, и возможность перемещения в сторону центра полости пуансона при разряжении давления в этой полости.
Это решение принято в качестве прототипа для заявленной термической пресс-формы.
Недостаток этого решения как в части выполнения половинок контейнера, так и в части конструкции термической пресс-формы для выпечки половинок съедобного контейнера заключается в сложности конструкции пресс-формы и самого процесса выпечки половинок контейнера с такой сложной формой шипов. Это объясняется тем, что для получения пропеченной и сохраняющей форму половинки из вафельного теста необходимо, чтобы половинка, как лоток, имела одинаковую толщину стенок. Если в половинке некоторые участки стенок имеют повышенную толщину, то стенка меньшей толщины может быть пропечена, но утолщенные участки при этом не пропекаются, либо при обеспечении пропекания утолщенных участков стенки меньшей толщины перегорают и рассыпаются. Это особенность выпечки из вафельного теста. Поэтому для решения процесса выпечки половинок известного контейнера требуется уменьшить толстые части стенок (выступы и впадины), чтобы выровнять пропекание. Но это приводит к тому, что выступы приобретают повышенную хрупкость, а контейнер требует осторожного обращения, чтобы не поломать выступы, как единственное средство скрепления половинок.
При этом, несмотря на применение замкового соединения половинок, снижена степень нераскрываемости контейнера при продолжительных сроках хранения и при высокой влажности внутреннего продукта, что делает эти съедобные конструкции менее удобными и эффективными. Это обусловлено тем, что при высокой влажности происходит размокание шипов и повышение их податливости, приводящей к выходу шипов из ответных пазов.
Настоящее изобретение направлено на достижение технического результата, заключающегося в обеспечении высокой степени нераскрываемости заполненного пищевым наполнителем контейнера, то есть исключении отделения половинок друг от друга из-за влияния высокой влажности на стенки шипов, исходящей от нижней половинки контейнера, заполненной пищевым наполнителем-продуктом.
Указанный технический результат для первого объекта достигается тем, что в съедобном контейнере для пищевых продуктов, содержащем две одинаковые по форме и конструкции половинки, каждая из которых выполнена из печеного теста и имеет форму тонкостенного лотка с боковой стенкой или боковыми стенками, на которых выполнены выступы и углубления, при этом каждая половинка выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка, а обе половинки соединены между собой с расположением выступов одной половинки в углублениях другой половинки для образования полой тонкостенной оболочки, по краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры лотков друг на друга при их соединении, при этом выступы расположены выше уровня опорной площадки, а углубления расположены ниже этого уровня, выступы и углубления в каждом лотке расположены вдоль опорной торцевой площадки с наружной стороны стенки лотка, ширина каждого расположенного выше уровня поверхности опорной торцевой площадки выступа одного лотка выполнена равной расстоянию между смежно расположенными выступами другого лотка, а в каждом лотке на его наружной стороне в зоне между выступами выполнено углубление с дугообразным дном и шириной более ширины выступа для размещения в нем по крайней мере части выступа по его длине при взаимном опирании лотков опорными торцевыми площадками при их соединении в контейнер, при этом размещенные в углублениях части выступов расположены в этих углублениях с контактным прилеганием к поверхности дугообразного дна и с упиранием в выступающие части стенки лотка, образованные в зонах перехода каждого выступа в рядом расположенную впадину.
Указанный технический результат для второго объекта достигается тем, что способ изготовления съедобного контейнера для пищевых продуктов, заключается в выпекании по крайней мере двух половинок, образующих контейнер при их соединении, которое проводят в два этапа, на первом из которых используют в термическую пресс-форму, в матрице которой выполнено по крайне мере одно углубление, повторяющее внешнюю форму наружной поверхности половинки контейнера, а в пуансоне которой выполнен выступ, повторяющий внутреннюю форму выпекаемой половинки для образования при смыкании пуансона с матрицей с контактным опиранием друг на друга в зоне вокруг расположения выступа пуансона в матрице полости, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку и расположенные вдоль этой площадки выступы, и осуществляют заполнение этой полости жидким вафельным тестом и выпекание половинок до момента пропекания лоткообразной части половинок до области расположения выступов и углублений, при котором половинки в недопеченном виде обеспечивают сохранение формы, а затем вынимают половинки из термической пресс-формы, заполняют нижнюю из них пищевым продуктом и закрывают сверху верхней половинкой с размещением выступов последней между выступами нижней половинки и укладывают собранный контейнер из недопеченного теста в термическую форму, в матрице которой выполнено углубление, повторяющее внешнюю форму наружной поверхности нижней половинки собранного контейнера, а в пуансоне выполнено углубление, повторяющее внешнюю форму наружной поверхности верхней половинки собранного контейнера, и проводят допекание стенок половинок в области выступов и углублений до состояния готовности половинок собранного контейнера, при котором выступы при увеличении своего объема заполняют углубления с дугообразным дном на наружной поверхности половинок.
Указанный технический результат для третьего объекта достигается тем, что в термической форме для выпечки половинок съедобного контейнера и самого контейнера, содержащей первую нагреваемую плиту, являющуюся матрицей и несущую по крайне мере одно углубление, повторяющее внешнюю форму половинки выпекаемого контейнера, вторую нагреваемую плиту, являющуюся пуансоном с внутренней поверхностью, повторяющей внутреннюю форму выпекаемой половинки, при этом при смыкании плит с контактным опиранием друг на друга в зоне вокруг расположения углубления в матрице внутренняя поверхность пуансона расположена в углублении с зазором относительно стенки углубления, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку для формирования торцевой площадки половинки съедобного контейнера и расположенные вдоль этой площадки выступы, расположенные выше уровня этой площадки и углубления ниже этой площадки, при этом в теле второй нагреваемой плиты над полостью в верхней зоне образования выступов половинки выполнены сквозные отверстия для вывода в атмосферу паров, в нагреваемых плитах напротив друг друга выполнены дополнительные углубления, повторяющие форму собранного из двух половинок контейнера, в зоне донной части углубления в нагревательной плите, являющейся пуансоном, выполнено сквозное отверстие диаметром не менее поперечного размера между двумя расположенными напротив друг друга углублениями на верхнее располагаемой половинке собранного контейнера, а в нагревательной плите, являющейся матрицей, донная часть углубления выполнена в виде подпружиненной площадки, поджимающей собранный контейнер к сквозному отверстию в пуансоне, при этом на стенках дополнительных углублений в нагревательных плитах выполнены ориентированные в сторону сквозного отверстия рифления для образования каналов выхода паров через сквозное отверстие в пуансоне.
Прим этом в пуансоне в зоне углублений для выпекания половинок выполнены вертикальные сквозные отверстия для опускания в них стержней, вводимых в контакт с верхней частью половинки для ее извлечения из термической формы.
Указанные признаки являются существенными и взаимосвязаны с образованием устойчивой совокупности существенных признаков, достаточной для получения требуемого технического результата.
Настоящее изобретение поясняется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения требуемого технического результата.
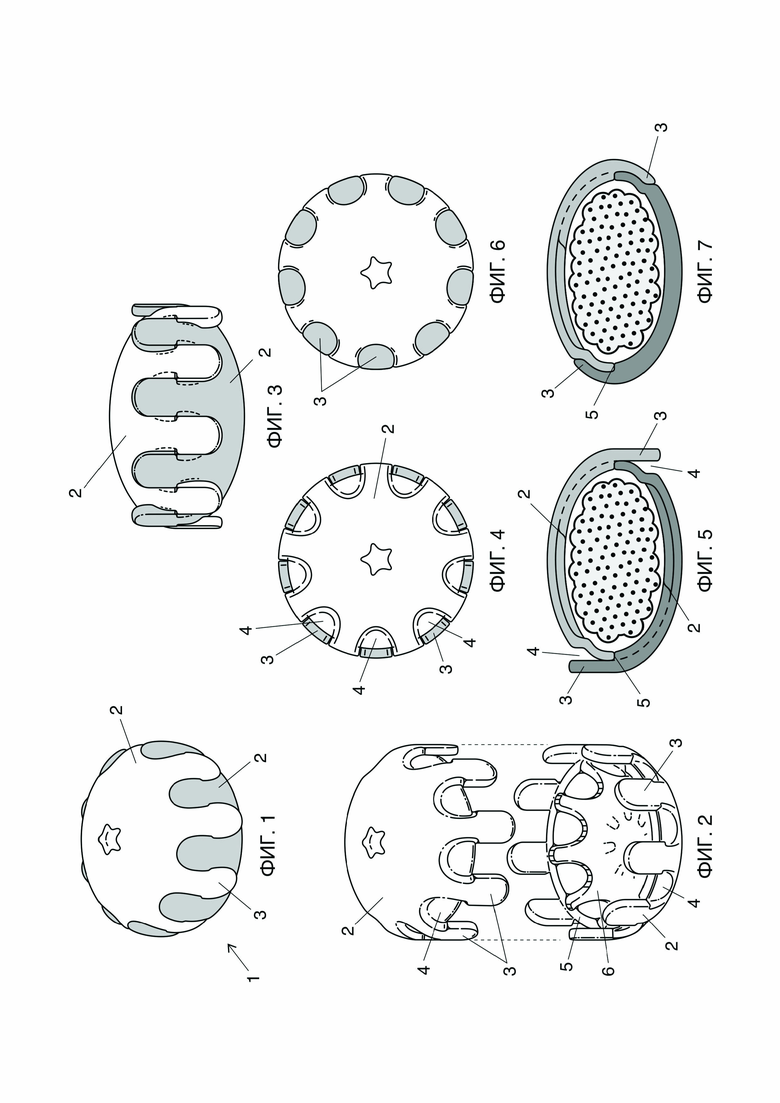
На фиг. 1 - общий вид съедобного контейнера в сборе;
фиг. 2 - показано положение половинок контейнера при начале сборки;
фиг. 3 - вид сбоку на уложенные друг на друга половинки контейнера по фиг. 2;
фиг. 4 - вид сверху на контейнер в момент укладки половинок по фиг. 3;
фиг. 5 - поперечное сечение контейнера в положении половинок по фиг. 3;
фиг. 6 - показано соединение половинок контейнера после его допекания;
фиг. 7 - поперечное сечение контейнера в положении половинок по фиг. 6;
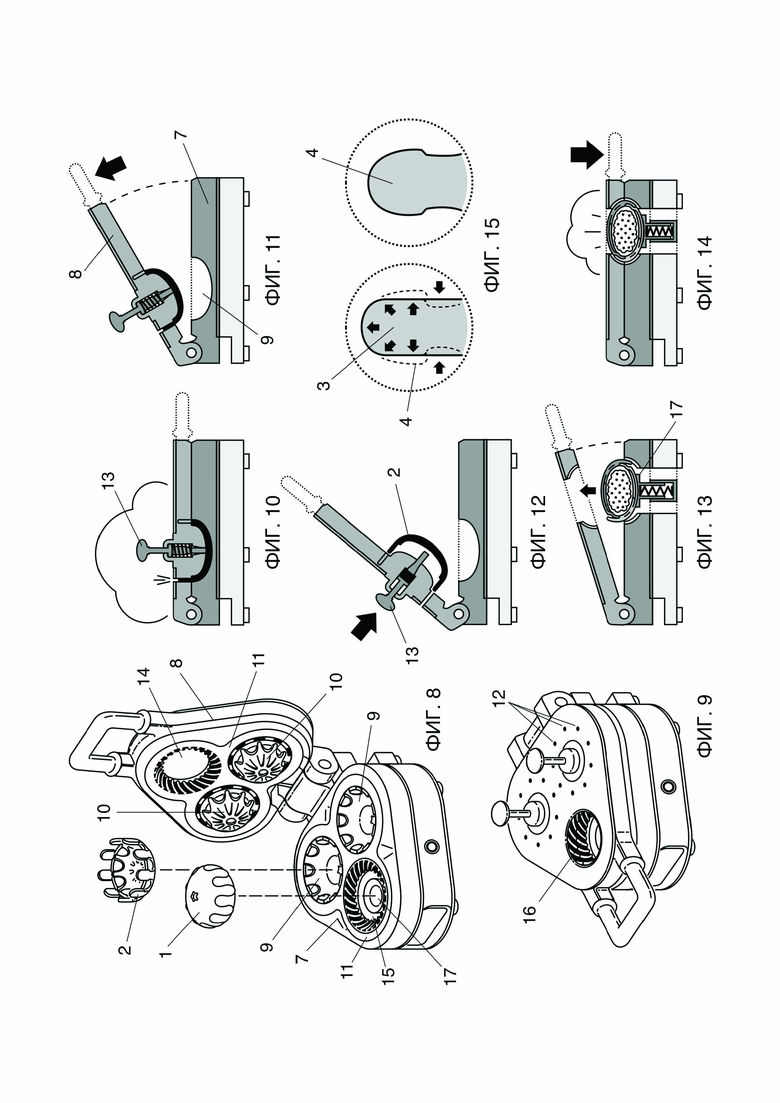
фиг. 8 - общий вид термической формы в открытом положении пуансона;
фиг. 9 - общий вид сверху на термическую форму в ее закрытом положении
фиг. 10 - показано выпекание половинки в термической форме;
фиг. 11 - термическая форма в момент подъема пунсона;
фиг. 12 - показан процесс выдавливания (изъятия) выпеченной половинки из термической формы;
фиг. 13 - укладка собранного контейнера в термическую форму для допекания элементов замкового соединения;
фиг. 14 - процесс допекания собранного контейнера в термической форме;
фиг. 15 - показан процесс расширения выступа при допекании для заполнения всей площади углубления.
Согласно настоящего изобретения рассматривается конструкция съедобного контейнера, состоящего из двух одинаковых соединяемых между собой съедобных половинок для потребления разнообразных продуктов: овощных и фруктовых салатов, творога, пюре, разнообразных гарниров, консерваций и каш. Съедобный контейнер выполняется по типу вафельного стаканчика из печенного теста.
Кулинарный съедобный контейнер представляет собой небольшую, удобную для удержания в одной руке коробочку, называемую контейнер, изготовленную из съедобного печенного материала. Контейнер может содержать внутри себя любую еду, кроме жидкой. Модули-половинки, образующие кулинарный контейнер, могут быть изготовлены из пропеченного теста, аналогичного тесту, используемому в вафельном производстве, или другого съедобного материала, обеспечивающего такие необходимые технические качества как съедобность, плотность и ломкость.
В общем случае, съедобный контейнер для пищевых продуктов содержит две одинаковые по форме и конструкции половинки, каждая из которых выполнена из печеного теста и имеет форму тонкостенного лотка с боковой стенкой или боковыми стенками, на которых выполнены выступы и углубления. Каждая половинка выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка, а обе половинки соединены между собой с расположением выступов одной половинки в углублениях другой половинки для образования полой тонкостенной оболочки. По краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры лотков друг на друга при их соединении, а выступы и углубления в каждом лотке расположены вдоль этой опорной торцевой площадки со стороны внутренней стенки лотка, а выступы расположены выше уровня опорной торцевой площадки, а углубления расположены ниже этого уровня.
Особенностью выполнения заявленного съедобного контейнера является то, что:
- выступы и углубления в каждом лотке расположены вдоль опорной торцевой площадки с наружной стороны стенки лотка,
- ширина каждого расположенного выше уровня поверхности опорной торцевой площадки выступа одного лотка выполнена равной расстоянию между смежно расположенными выступами другого лотка,
- в каждом лотке на его наружной стороне в зоне между выступами выполнено углубление с дугообразным дном и шириной более ширины выступа для размещения в нем по крайней мере части выступа по его длине при взаимном опирании лотков опорными торцевыми площадками при их соединении в контейнер,
- размещенные в углублениях части выступов расположены в этих углублениях с контактным прилеганием к поверхности дугообразного дна и с упиранием в выступающие части стенки лотка, образованные в зонах перехода каждого выступа в рядом расположенную впадину.
Особенностью конструктивного исполнения заявленного съедобного контейнера является то, что углубления для размещения выступов и сами выступы выполнены на наружной стороне каждой половинки - лотка контейнера. При соединении половинок происходит их взаимное расположение друг на друге, но это не приводит к замыканию половинок друг с другом. В этом положении выступы просто позиционируются относительно друг друга и могут быть легко разъединены так как между ними отсутствует замковое соединение. Это соединение, не дающее половинкам разойтись, а контейнеру развалиться, обеспечивается за счет того, что собранный из частично пропеченных половинок контейнер, заполненный продуктом (например, салатом), кратковременно помещается в термическую пресс-форму, где концевые части его выступов физически расширяются путем механического расплющивания в сочетании с термическим пропеканием до состояния их полной готовности (заключительная фаза выпекания вафельного теста), благодаря чему они заполняют всю полость углублений по их ширине. При этом концевые части выступов как бы подгибаются или подворачиваются в сторону стенок половинок, что позволяет прочно и не разъемно соединить половинки между собой, при этом не повреждая основной (внутренний) продукт термической обработкой.
Особенностью исполнения половинок контейнера заключается в том, что они выполнены по типу лотка и имеют разную толщину стенок на разных участках конструкции. Так, основой половинки является лоткообразная часть как корытце, которое выполняется тонкостенной. В эту часть входит дно и отходящие от дна дугообразно изогнутые боковые стенки при выполнении контейнера в виде приплюснутой сферы, как это показано на фиг. 1. В верхней части лотка сформированы выступы и размещенные между ними в стенке лотка углубления. Эти элементы выполнены утолщенными так как несут на себе силовую нагрузку как элементы замкового соединения. Увеличение толщины этих элементов так же связано с тем, что они находятся на разных уровнях по отношению к поверхности лоткообразной части. Создание съедобной конструкции с разными толщинами стало ключевым решением в данном изобретении. В новом изделии совершенно сознательно выступы и углубления съедобного контейнера до трех раз превосходят по толщине стенки его лоткообразной части. Таким образом, толщина элементов изделия как бы программирует весь производственный процесс, в ходе которого сравнительные минусы при работе с вафельным тестом, становятся его плюсами.
Решение о разных толщинах конструкции позволяет разделить весь процесс производства (изготовления половинок и контейнера) на два этапа: на первичное выпекание половинок и вторичное их допекание, когда половинки находятся в сборе. Таким образом вся технологическая цепочка выпекания выглядит так:
- Первичное выпекание половинок (1 этап) - пропекание лоткообразной части половинок до готовности (в отличие от не полностью пропечённых выступов).
- Извлечение половинок из термической пресс-формы.
- Наполнение половинок или одной нижней половинки пищевым продуктом.
- Сборка половинок в контейнер.
- Допекание области выступов и углублений контейнера в термической форме до готовности (2 этап).
Такая распределенная по зонам половинок термическая обработка позволяет для каждой области создать соответствующие условия пропекания. Для пропекания лоткообразной части нагрев проводят в зоне этой части с передачей некоторого тепла выступам и углублениям с тем, чтобы начался процесс их затвердевания. А при выпечке выступов и углублений нагрев проводят в зоне этих элементов, не затрагивая уже выпеченные лоткообразные части половинок.
Половинки нового съедобного контейнера теперь эффективно удерживают друг друга сразу по трем взаимно дополняющим причинам:
- линейное шиповое соединение (ранее уже известное из прототипа);
- взаимный загиб (охват) всех выступов вокруг встречных выступов;
- создание множества «замковых» креплений за счет расплющивания и затвердевания выступов в углублениях ответной половинки.
Подобное сцепление половинок будет в разы надежнее в процессе хранения и еды самых разных, в том числе влажных продуктов.
Ниже приводится конкретное описание примера осуществления съедобного контейнера (фиг. 1-7).
Съедобный контейнер 1 для пищевых продуктов (фиг. 1 и 2) состоит из двух одинаковых по форме и конструкции половинок 2 лоткообразной формы, выполненных, например, из печенного вафельного теста, что и придает этому контейнеру такое положительное свойство как съедобность.
Каждая половинка 2 выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка. То есть, если смотреть на половину (лоток) сверху, то левая его часть выполнена одинаковой по форме правой части. Это необходимо для того, чтобы при перевороте половинки она смогла установиться на бортик боковой стенки нижней половинки лотка. Для примера исполнения контейнера круглой в плане формы (фиг. 1) симметричность наблюдается относительно всех осей, проходящих через геометрический центр фигуры в плане. Изобретение рассматривается на примере исполнения контейнера круглой формы.
Каждая половинка 2 имеет форму тонкостенного лотка с боковыми стенками, образующими лоткообразную часть. На верху лоткообразной части выполнены выступы 3 и углубления 4, благодаря которым обе половинки соединяются между собой без смещений. Обе половинки соединены между собой с расположением выступов одной половинки в углублениях другой половинки для образования полой тонкостенной оболочки (фиг. 2). Для этого верхнее располагаемую половинку переворачивают дном верх и опускают так, чтобы ее выступы находились между выступами нижнее расположенной половинки. Чтобы это получилось ширина каждого выступа выполнена не более расстояния между выступами. Для удобства ввода выступа одной половинку в пространство между выступами на другой половинке торцевые стенки выступов выполнены плоскими и параллельными друг другу (для печеного изделия понятие «параллельности» является условным, но позволяет на уровне геометрии объяснить форму выступов).
При этом данное соединение используется не для скрепления половинок в не раскрываемом контейнере, а для позиционирования половинок относительно друг друга, позволяющего правильно смонтировать контейнер в момент его сборки (см. фиг. 3). При желании такой контейнер может быть легко раскрыт, если одну из половинок потянуть от другой в направлении расположения выступов.
Особенностью выполнения выступов и углублений в половинках контейнера является то, что выступы и углубления в каждом лотке расположены вдоль опорной торцевой площадки с наружной стороны стенки лотка. А по краю боковых стенок каждого лотка выполнена опорная торцевая площадка 5 для взаимной опоры лотков друг на друга при их соединении и для точного позиционирования каждого выступа напротив соответствующего ему углубления (см. фиг. 2 и 3). Эта площадка расположена на внутренней стороне лотка за выступами. При этом выступы 3 расположены выше уровня опорной площадки 5, а углубления 4 расположены ниже уровня опорной поверхности этой площадки.
Поочередно чередуясь между собой, выступы (шипы) и углубления образуют замкнутый контур, в котором количество выступов и углублений всегда одинаково, при этом хотя бы одна ось симметрии модуля проходит строго по границе между выступом и впадиной, таким образом, чтобы с одной стороны оси симметрии располагался выступ, а с другой стороны - углубление. Это позволяет соединять одинаковые по форме и конструкции половинки без дополнительных манипуляций по переворачиванию и ориентированию одной половинки относительно другой.
При соединении обе половинки садятся друг на друга с взаимным опиранием на свои торцевые опорные площадки 5 (так как половинки выполнены одинаковыми по форме исполнения относительно, например, продольной оси симметрии, проходящей вдоль дна лотка). Таким образом происходит позиционирование половинок для получения контейнера. А так как выступы расположены выше уровня этих площадок 5, то при соединении лотков выступы одного лотка входят в зону углублений на наружной поверхности другого лотка и обеспечивают исключение боковых смещений в любую сторону лотков. При откусывании края контейнера режим фиксации остается и половинки не расходятся в стороны.
Дополнительно на наружной поверхности лотка напротив каждого выступа (или углубления) внутри лотка могут быть выполнены ребра жесткости 6 (фиг. 2). Необходимость выполнения этих ребер жесткости обусловлена двумя моментами. Первый заключается в том, что половинка - это тонкостенная оболочка из печенного теста. При выпекании необходимо добиться однородности структуры этой оболочки и одинаковую зрелость (спелость) оболочки по всей ее поверхности ее лоткообразной части. Это достигается только в том случае, если в тестовой заготовке все стенки примерно одинаковые по толщине. А в заявленной конструкции лотка толщина стенок в области выступов существенно больше толщины стенок в области впадин. При выпечке все стенки достигнут выпеченной зрелости быстрее, чем те участки, которые примыкают к выступам. На этих участках будет недопекание. А если дожидаться пропекания этих участков, то происходит перегорание остальных стенок. Второй заключается в том, что все тонкостенные оболочки, независимо от того, по какой технологии или из какого материала они получены, обладают повышенной способностью к кручению, что, для варианта их исполнения из теста, приводит к разрушению лотка. Ребра жесткости таких оболочек существенно повышает сопротивление скручиванию.
Особенностью изобретения является то, что в половинках выступы выполнены специальной формы, которая позволяет образовать замковое соединение выступов во впадинах вида "шип-паз", которое исключает разъединение половинок в вертикальном направлении.
Для надежного соединения половинок и превращения контейнера в неразъемную оболочку используется замковое соединение, построенное на применении выступов 3 и углублений 4 на наружной поверхности половинок. Так, в каждом лотке на его наружной стороне в зоне между выступами углубление выполнено с дугообразным дном, повторяющим изгиб боковой стенки лоткообразной части половинки. Это углубление выполнено шириной более ширины выступа. Таким образом, при сборке контейнера выступы одного лотка входят между выступами другого лотка и располагаются напротив углублений, как это показано на фиг. 4 и 5. При этом площадь углубления больше, чем площадь выступа, расположенного напротив этого углубления (фиг. 3). Для формирования замкового соединения собранный контейнер помещают в термическую форму и пропекают его. При выпечке выступы разбухают, расширяются по ширине, заполняя всю площадь углубления и принимают загнутую форму дугообразного дна углубления. Так происходит образование замка. Это показано на фиг. 6 и 7. После кристаллизации или высыхания пропеченного теста размещенные в углублениях части выступов расположены в этих углублениях с контактным прилеганием к поверхности дугообразного дна и с упиранием в выступающие части стенки лотка, образованные в зонах перехода каждого выступа в рядом расположенную впадину.
Изготовление такого нераскрываемого съедобного контейнера осуществляется в следующей последовательности. Выпекание съедобного контейнера проводят в два этапа.
Сначала на первом этапе в термической форме проводят выпекание по крайней мере двух половинок, образующих контейнер при их соединении.
Для этого этапа выпечки используют термическую форму, в матрице которой выполнено по крайне мере одно углубление, повторяющее внешнюю форму наружной поверхности половинки контейнера, а в пуансоне которой выполнен выступ, повторяющий внутреннюю форму выпекаемой половинки для образования при смыкании пуансона с матрицей с контактным опиранием друг на друга в зоне вокруг расположения выступа пуансона в матрице полости, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку и расположенные вдоль этой площадки выступы.
И осуществляют заполнение этой полости жидким вафельным тестом. Затем проводят выпекание половинок до момента пропекания лоткообразной части половинок до области расположения выступов и углублений, при котором половинки в недопеченном виде обеспечивают сохранение формы. Затем вынимают половинки из термической формы.
Заполняют нижнюю из них пищевым продуктом и закрывают сверху верхней половинкой с размещением выступов последней между выступами нижней половинки.
После этого осуществляют второй этап выпекания. Для этого укладывают собранный контейнер из недопеченного теста в термическую форму. Для этой операции применяют термическую форму, в матрице которой выполнено углубление, повторяющее внешнюю форму наружной поверхности нижней половинки собранного контейнера, а в пуансоне выполнено углубление, повторяющее внешнюю форму наружной поверхности верхней половинки собранного контейнера.
После укладки контейнера проводят допекание стенок его половинок в области выступов и углублений до состояния готовности половинок собранного контейнера, при котором выступы при увеличении своего объема заполняют углубления с дугообразным дном на наружной поверхности половинок (фиг. 15). На этом этапе лоткообразные части половинок не подвергаются нагреву.
Такой способ может быть реализован на двух термических формах, одна из которых используется для пропекания лоткообразных частей половинок (фиг. 10 - 12), а другая - для пропекания зоны выступов и углублений (фиг. 13 и 14).
В рамках настоящего изобретения, как пример исполнения, рассматривается конструкция термической формы, объединяющей эти два этапа выпечки.
Термическая форма (фиг. 8 и 9), используемая одновременно для выпечки половинок съедобного контейнера и самого контейнера, содержит первую нагреваемую плиту, являющуюся матрицей и несущую по крайне мере одно углубление, повторяющее внешнюю форму половинки выпекаемого контейнера, вторую нагреваемую плиту, являющуюся пуансоном с внутренней поверхностью, повторяющей внутреннюю форму выпекаемой половинки.
При смыкании плит с контактным опиранием друг на друга в зоне вокруг расположения углубления в матрице внутренняя поверхность пуансона расположена в углублении с зазором относительно стенки углубления, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку для формирования торцевой площадки половинки съедобного контейнера и расположенные вдоль этой площадки выступы, расположенные выше уровня этой площадки, и углубления ниже этой площадки.
В теле второй нагреваемой плиты над полостью в верхней зоне образования выступов половинки выполнены сквозные отверстия для вывода в атмосферу паров.
Кроме того, в нагреваемых плитах напротив друг друга выполнены дополнительные углубления, повторяющие форму собранного из двух половинок контейнера, в зоне донной части углубления в нагревательной плите, являющейся пуансоном, выполнено сквозное отверстие диаметром не менее поперечного размера между двумя расположенными напротив друг друга углублениями на верхнее располагаемой половинке собранного контейнера, а в нагревательной плите, являющейся матрицей, донная часть углубления выполнена в виде подпружиненной площадки, поджимающей собранный контейнер к сквозному отверстию в пуансоне.
А на стенках дополнительных углублений в нагревательных плитах выполнены ориентированные в сторону сквозного отверстия рифления для образования каналов выхода паров через сквозное отверстие в пуансоне.
Ниже рассматривается конструкция такой комбинированной термической формы (фиг. 8 и 9), которая представляет собой комбинированное устройство для приготовления одного съедобного контейнера.
Термическая форма (так же называемая как пресс-форма), согласно изобретения, состоит из двух частей - первая нагреваемая плита, являющаяся матрицей 7, и вторая нагревательная плита, являющаяся пуансоном 8. Обе плиты шарнирно связаны между собой так, что пуансон можно приподнимать поворотом над матрицей. При опускании пуансон своей плоской рабочей поверхностью ложится на плоскую рабочую поверхность матрицы. Как правило, такое прилегание рабочих поверхностей изолировано от внешней среды с целью исключения выхода тепла во внешнюю среду и повышения экономичности термической формы по показателю расхода электроэнергии. Это также позволяет сократить время выпечки. Обе рабочие поверхности могут представлять собой нагревательные части термической формы. Или только рабочая поверхность матрицы является нагревательной частью термической формы, что является более предпочтительным вариантом исполнения с точки зрения расхода электроэнергии.
Термическая форма в минимальной конфигурации имеет форму правильного треугольника со значительно скругленными углами. И матрица и пуансон устройства делятся на три равные рабочие части. Такая форма удобна для применения в небольших торговых точках, уличных павильонах и т.д.
В нагревательной рабочей поверхности матрицы 7 выполнено по крайне мере одно углубление 9 (таких углублений может быть более одного, например, два, с тем, чтобы выпекать сразу две половинки для сборки одного съедобного контейнера), повторяющее внешнюю форму выпекаемой половинки 2 контейнера 1. В рабочей поверхности пуансона 8 выполнены выступы 10, которые своим профилем повторяют внутреннюю форму половинки.
При смыкании пуансона и матрицы профильная часть пуансона располагается в углублении 9 с зазором относительно стенки углубления матрицы, образуя полость, которая по форме соответствует форме половинки съедобного контейнера.
Особенностью термической формы является то, что при смыкании матрица и пуансон выполнены с контактным опиранием друг на друга в зоне вокруг расположения углубления (контактные площадки 11). При смыкании плиты контактируют этими площадками, практически герметизируя полость зазора и не дают тесту вытекать из зазора. Полость зазора между стенкой углубления в матрице и профильной стенкой на пуансоне повторяет по объему форму открытой сверху половинки 2 контейнера.
Во время выпечки происходит выделение паров и газов, создающих в полости зазора повышенное давление, которое необходимо стравливать. При плотном прилегании матрицы и пуансона стравливание давления исключено, так как полость, где находится тесто, заблокирована для исключения вытекания теста. Для решения этой проблемы в теле пуансона 8 над полостью (заполняемой жидким вафельным тестом) выполнены сквозные отверстия 12 (газоотводные трубки или каналы) (фиг. 9). Эти отверстия выполнены до сообщения с полостями, в которых должны размещаться выступы при выпекании. Количество газоотводных каналов определяет количество выступов половинки - сколько шипов у модуля, столько газоотводных каналов. При выпекании происходит растекание точно отмеренной (для данного типа половинок) дозы жидкого теста по полости зазора, его расширение по объему, что приводит к заполнению всей полости. Выделяющиеся из теста газы и пары "уходят" через сквозные отверстия 12 наружу. Так как при выпекании происходит плотное упирание теста в стенки матрицы и пуансона, то формируется гладкая и ровная поверхность опорной площадки, выступы и углубления на стенке половинки.
Для изготовления половинки контейнера в термической форме обе ее нагревательные части разогревают до температуры выпекания теста. Затем в матрицу заливается жидкое вафельное тесто (фиг. 10) и форма закрывается пуансоном.
Во время выпекания (фиг. 10), закипающее вафельное тесто поднимается по внутренней полости матрицы, заполняя собой весь замкнутый объем. Постепенно выделяясь из кипящего теста, горячий водяной пар через отверстия 12 в пуансоне поднимается и выходит наружу тонкими струями. После полного заполнения полости, в особенности мест расположения выступов, выдерживают тесто до полного выпекания лоткоообразной части половинки, не дожидаясь полного выпекания толстых частей стенок половинки - выступов и углублений.
Затем приподнимают пуансон над матрицей (фиг. 11). Выпеченная половинка, как правило и в большинстве случаев, прилипает к поверхности углубления 9 (часть теста у выступов попадает в отверстия 12, что и удерживает половинку на пуансоне). Для облегчения вынимания половинки из углубления (фиг. 12) в пуансоне в зоне углублений для выпекания половинок выполнены вертикальные сквозные отверстия, в которых расположены подпружиненные толкатели 13. Эти толкатели поджаты пружиной и при выпекании их кончик находится в верхней части пуансона. Для выемки половинки необходимо нажать на данный толкатель, (тем самым сжав пружину), тогда его кончик выдавит половинку, сняв ее с выпуклой части пуансона.
Так же в нагреваемых плитах напротив друг друга выполнены дополнительные углубления 14 и 15, повторяющие форму собранного из двух половинок контейнера.
В зоне донной части углубления 14 в нагревательной плите, являющейся пуансоном 8, выполнено сквозное отверстие 16 диаметром не менее поперечного размера между двумя расположенными напротив друг друга углублениями на верхнее располагаемой половинке собранного контейнера (фиг. 9). А в нагревательной плите, являющейся матрицей 7, донная часть углубления выполнена в виде подпружиненной площадки 17, поджимающей собранный контейнер к стенкам сквозного отверстия 16 в пуансоне. На стенках дополнительных углублений 14 и 15 в нагревательных плитах выполнены ориентированные в сторону сквозного отверстия рифления для образования каналов выхода паров через сквозное отверстие в пуансоне.
Полуоткрытые сверху и снизу углубления 14 и 15 используются для допекания уже наполненной и собранной в целое съедобной конструкции. Особенностью этого рабочего места является подпружиненная снизу площадка, на которую кладется уже собранный контейнер. В открытом положении она возвышается над нижней часть углубления 15, что позволяет не обжигать руки во время работы с устройством. В закрытом положении площадка плотно прижимает контейнер к верхней части углубления со сквозным отверстием на пуансоне (фиг. 13). Финальное допекание происходит исключительно по краям изделия.
В заключительной фазе процесса выступы половинок допекаются, меняя свою форму. При этом они огибают поверхность встречной половинки; расплющиваются и заходят в боковые пазы углублений 4 и затвердевают от температуры нагрева (фиг. 14).
Известно, что любая конструкция из вафельного теста обязана иметь стенки приблизительно равной толщины. В противном случае ее тонкие части буквально сгорят от температуры, в то время как толстые останутся сырыми и не пропеченными. Заявленный контейнер выполнен разнотолщинным: тонкостенным в области лоткообразной части и утолщенным в области выступов, что требует применения двух режимов выпекания. При этом при выпекании утолщенных частей половинок тонкостенные части, уже считающиеся выпеченными, не должны подвергаться термической обработке. Именно по этой причине собранный контейнер в третьей рабочей позиции в форме открыт через зону с площадкой 17 и через сквозное отверстие 16 со стороны лоткоообразных частей половинок. А температура нагрева действует только на закрытую область, то есть на зону выступов и углублений. Так как собранный контейнер областью пропекания (допекания) контактирует с рифлениями, то при нагреве тесто не может увеличиваться по толщине, оно может только расширяться по ширине. Это явление и используется для заполнения расширяющимися выступами углублений на наружной стенке половинок. При этом в этой области тесто не заполняет полости между рифлениями в силу малой текучести самого теста, что позволяет через полости между рифлениями как по каналам отводить выходящие из теста пары наружу.
При этом новая термическая форма не содержит сложных деталей и не предполагает сложных производственных процессов для получения надежного результата.
Настоящее изобретение промышленно применимо и может быть изготовлено по технологиям, используемым при производстве вафельных стаканчиков. Тестирование образцов вместе с размещенными внутри них самых разных продуктов и блюд на практике подтвердило правильность конструкции термической формы.
Изобретение позволяет обеспечить нераскрываемость заполненного пищевым наполнителем контейнера, то есть исключить отделение верхней половинки контейнера по случайным обстоятельствам от нижней половинки контейнера, заполненной пищевым наполнителем-продуктом, как в условиях повышенной влажности, так и в процессе самого сложного испытания для любой съедобной конструкции - еды.
Группа изобретений относится к пищевой промышленности, а именно к хлебопекарному производству и кулинарии. Съедобный контейнер для пищевых продуктов содержит две одинаковые по форме и конструкции половинки. Каждая из половинок выполнена из печеного теста и имеет форму тонкостенного лотка с боковыми стенками, на которых выполнены выступы и углубления. По краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры лотков друг на друга при их соединении. Выступы расположены выше уровня опорной площадки, а углубления расположены ниже этого уровня. Выступы и углубления в каждом лотке расположены вдоль опорной торцевой площадки. Размещенные в углублениях части выступов расположены с контактным прилеганием к поверхности дугообразного дна и с упором в выступающие части стенки лотка, образованные в зонах перехода каждого выступа в рядом расположенную впадину. Для выпекания контейнера используется термическая форма. 3 н. и 1 з.п. ф-лы, 15 ил.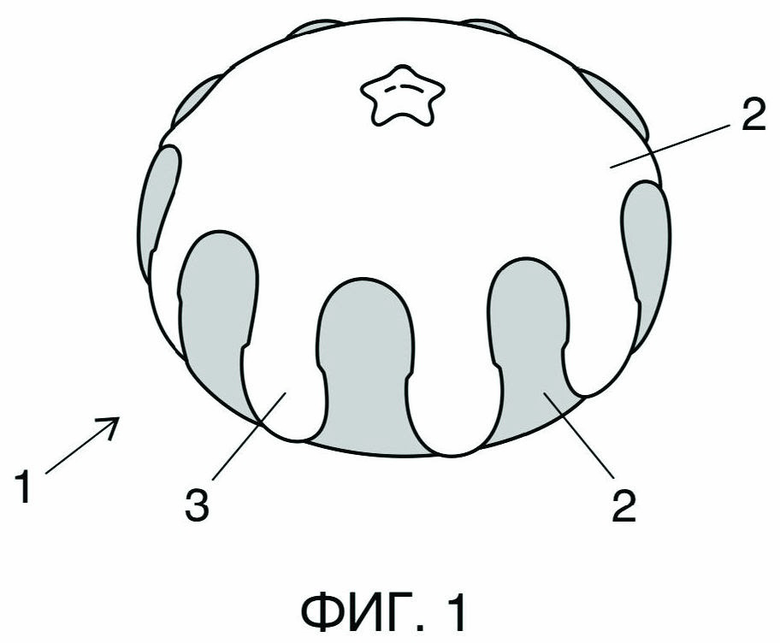
1. Съедобный контейнер для пищевых продуктов, содержащий две одинаковые по форме и конструкции половинки, каждая из которых выполнена из печеного теста и имеет форму тонкостенного лотка с боковыми стенками, на которых выполнены выступы и углубления, при этом каждая половинка выполнена в плане по форме лотка симметричной относительно по крайне мере одной оси, проходящей вдоль поверхности дна лотка, а обе половинки соединены между собой с расположением выступов одной половинки в углублениях другой половинки для образования полой тонкостенной оболочки, по краю боковых стенок каждого лотка выполнена опорная торцевая площадка для взаимной опоры половинок лотков друг на друга при их соединении, при этом выступы расположены выше уровня опорной площадки, а углубления расположены ниже этого уровня, отличающийся тем, что выступы и углубления в каждом лотке расположены вдоль опорной торцевой площадки с наружной стороны стенки лотка, ширина каждого расположенного выше уровня поверхности опорной торцевой площадки выступа одного лотка выполнена равной расстоянию между смежно расположенными выступами другого лотка, а в каждом лотке на его наружной стороне в зоне между выступами выполнено углубление с дугообразным дном и шириной более ширины выступа для размещения в нем по крайней мере части выступа по его длине при взаимной опоре лотков опорными торцевыми площадками при их соединении в контейнер, при этом размещенные в углублениях части выступов расположены в этих углублениях с контактным прилеганием к поверхности дугообразного дна и с упором в выступающие части стенки лотка, образованные в зонах перехода каждого выступа в расположенную рядом впадину.
2. Способ изготовления съедобного контейнера для пищевых продуктов, заключающийся в выпекании по крайней мере двух половинок, образующих контейнер при их соединении, которое проводят в два этапа, на первом из которых используют термическую пресс-форму, в матрице которой выполнено по крайне мере одно углубление, повторяющее внешнюю форму наружной поверхности половинки контейнера, а в пуансоне - выступ, повторяющий внутреннюю форму выпекаемой половинки для образования при смыкании пуансона и матрицы с контактным упором друг на друга в зоне расположения выступа пуансона в матрице полости, которая выполнена по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку и расположенные вдоль этой площадки выступы и углубления, а затем производят заполнение этой полости жидким вафельным тестом и выпекание половинок до момента пропекания их лоткообразной части в области расположения выступов и углублений, при котором половинки в недопеченном виде обеспечивают сохранение формы, затем вынимают половинки из термической пресс-формы, заполняют нижнюю из них пищевым продуктом, закрывают сверху верхней половинкой с размещением выступов последней между выступами нижней половинки и укладывают собранный контейнер из недопеченного теста в термическую форму для проведения второго этапа выпекания, при котором в матрице выполняют углубление, повторяющее внешнюю форму наружной поверхности нижней половинки собранного контейнера, а в пуансоне - углубление, повторяющее внешнюю форму наружной поверхности верхней половинки собранного контейнера, и проводят допекание стенок половинок в области выступов и углублений до состояния готовности половинок собранного контейнера, при котором выступы при увеличении своего объема заполняют углубления с дугообразным дном на наружной поверхности половинок.
3. Термическая форма для выпечки половинок съедобного контейнера и самого контейнера, содержащая первую нагреваемую плиту, являющуюся матрицей и несущую по крайне мере одно углубление, повторяющее внешнюю форму половинки выпекаемого контейнера, вторую нагреваемую плиту, являющуюся пуансоном с внутренней поверхностью, повторяющей внутреннюю форму выпекаемой половинки, при этом при смыкании плит с контактным упором друг на друга в зоне вокруг расположения углубления в матрице внутренняя поверхность пуансона расположена в углублении с зазором относительно стенки углубления, которое выполнено по форме открытого сверху лотка, имеющего по краю боковой стенки торцевую площадку для формирования торцевой площадки половинки съедобного контейнера, а также расположенные вдоль этой площадки выступы, расположенные выше уровня торцевой площадки, и углубления, расположенные ниже торцевой площадки, при этом в теле второй нагреваемой плиты над полостью в верхней зоне образования выступов половинки выполнены сквозные отверстия для вывода в атмосферу паров, отличающаяся тем, что в нагреваемых плитах напротив друг друга выполнены дополнительные углубления, повторяющие форму собранного из двух половинок контейнера, в зоне донной части углубления в нагревательной плите, являющейся пуансоном, выполнено сквозное отверстие диаметром не менее поперечного размера между двумя расположенными напротив друг друга углублениями на верхней располагаемой половинке собранного контейнера, а в нагревательной плите, являющейся матрицей, донная часть углубления выполнена в виде подпружиненной площадки, поджимающей собранный контейнер к сквозному отверстию в пуансоне, при этом на стенках дополнительных углублений в нагревательных плитах выполнены ориентированные в сторону сквозного отверстия рифления для образования каналов выхода паров через сквозное отверстие в пуансоне.
4. Термическая форма по п. 3, отличающаяся тем, что в пуансоне в зоне углублений для выпекания половинок выполнены вертикальные сквозные отверстия для размещения в них стержней, вводимых в контакт с верхней частью половинки для ее извлечения из термической формы.
| Съедобный контейнер для пищевых продуктов и термическая пресс-форма для выпечки половинок этого съедобного контейнера | 2020 |
|
RU2763564C1 |
| Съедобный контейнер для пищевых продуктов, термическая пресс-форма для выпечки половинок съедобного контейнера и приспособление для извлечения половинок съедобного контейнера из термической пресс-формы и чистки газоотводных отверстий термической пресс-формы | 2018 |
|
RU2678869C1 |
| СПОСОБ ПЕРЕДАЧИ ИНФОРМАЦИИ В УСЛОВИЯХ ОТРАЖЕНИЙ (ВАРИАНТЫ) | 2011 |
|
RU2461124C1 |
| US 20080008786 A1, 10.01.2008. | |||

