Изобретение относится к области технологических процессов в химической промышленности, а именно к способам изготовления композитных материалов из волокон и матриц [МПК B29B 15/00].
Из уровня техники известен СПОСОБ ПОВЫШЕННАЯ АДГЕЗИИ ТЕРМОПЛАСТА К ВОЛОКНАМ ЗА СЧЕТ ПЛАЗМЕННОГО РАЗРЯДА [US 5108780 (A), опубл. 1992-04-28], отличающийся тем, что включает в себя следующие этапы: размещение компонента наполнителя в контролируемой среде, адаптированной для генерации плазменного разряда (газоплазменного разряда к наполнителю, в котором газ содержит аргон и кислород); создание плазменного разряда в контролируемой среде как часть плазменной обработки открытой поверхности компонента наполнителя; поддержание наполнителя и обработанной поверхности в инертной среде для защиты обработанной поверхности от преждевременного воздействия химически активных веществ; покрытие обработанной поверхности наполнителя защитой обработанной поверхности по отношению к другим химически активным веществам. При этом наполнитель включает армирующие волокна, которые должны быть внедрены в термопластичную матрицу, указанный способ включает более конкретные этапы: подачи волокон в контролируемой среде в плазменный реактор, в котором поддерживается технологический газ. при низких давлениях подходит для плазменного разряда; обработка волокон плазменным разрядом внутри реактора; извлечение обработанных волокон из реактора при сохранении указанных волокон в контролируемой среде для защиты от химически активных веществ; нанесение термопластичного покрытия на обработанное волокно после вывода из плазменного реактора, когда указанные волокна еще находятся в контролируемой среде.
Недостатками аналога являются:
в данном техническом решении не производится предварительная предобработка армирующей составляющей, что негативно сказывается на гидрофильности, а в последствии и на адгезионных свойствах композитного материала;
используемый тип и параметры плазмы не позволяют эффективно обрабатывать поверхность армирующего волокна для раскрытия пор и создания свободных радикалов на ее поверхности, что в последствии снижает адгезию;
технология изготовления композитного материала, характеризующаяся процессом соединения армирующей составляющей с матрицей, обладает низкой оперативностью и слабыми адгезионными свойствами.
Наиболее близким по технической сущности является МЕТОД «ПЛАЗМЕННОЙ АКТИВАЦИИ ПОВЕРХНОСТИ ПОЛИОЛЕФИНОВЫХ ВОЛОКОН» [https://cyberleninka.ru/article/n/plazmennye-metody-aktivatsii-poverhnosti-poliolefinovyh-volokon/viewer], отличающийся тем, что модификация полипропиленовых и сверхвысокомолекулярных полиэтиленовых волокон и нитей производится путем активации их поверхности плазмой высокочастотного емкостного разряда. Данная модификация производилась при следующих условиях: напряжение (Ua) 3,5-7 кВ, сила тока на аноде (Ia) 0,3-0,6 А, давление (P) 26,6 Па, расход плазмообразующего газа (G) 0,04 г/с, время обработки (τ) 1-5 мин, а в качестве плазмообразующего газа использовали аргон и смеси газов аргон-воздух, аргон-азот, в соотношении 70% : 30%. При этих условиях активация поверхности происходила за счет бомбардировки ионами плазмообразующего газа с энергией в 100 эВ, которые проникают в поверхностный нанослой материала толщиной 5-10 нм и в результате разрыва отдельных химических связей при ионной бомбардировке создают в нем свободные радикалы. Далее образцы выносят из вакуумной реакционной камеры, при этом происходит взаимодействие свободных радикалов с молекулами кислорода или парами воды, в результате чего образуются активные кислородосодержащие группы, что приводит к гидрофилизации поверхности и улучшению адгезионных свойств.
Основной технической проблемой прототипа является то, что в данном техническом решении не производится предварительная предобработка армирующей составляющей химическим раствором для устранения замасливателя, загрязнений и повышения гидрофильности поверхности армирующей составляющей, что в последствии негативно сказывается на адгезионных свойствах композитного материала, кроме того высокочастотный разряд, используемый для генерации плазмы не позволяет эффективно обрабатывать поверхность армирующей поверхности для раскрытия пор и создания свободных радикалов на ее поверхности, что в последствии снижает адгезию, а также технология изготовления композитного материала, характеризующаяся процессом соединения армирующей составляющей с матрицей, обладает низкой оперативностью и слабыми адгезионными свойствами.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом изобретения является повышение прочности адгезионного соединения армирующей составляющей и матрицы композитного материала.
Указанный технический результат достигается за счет того, что способ изготовления композитного материала с использованием плазменного разряда, включающий очистку и смачивание поверхности армирующей составляющей химическим раствором, затем размещают армирующую составляющую в камере плазменной установки, в которой предварительно откачивают воздух для создания низкого вакуума и вводят газовую составляющую, далее производят задание параметров плазмы на установке генерации плазмы, а затем непосредственно генерацию плазмы для обработки поверхности армирующей составляющей, после производят обработку плазмой армирующей составляющей внутри плазменной установки при обеспечении плазменного резонанса стоячей плазменной волны с целью очищения поверхности армирующей составляющей, раскрытия пор и создания свободных радикалов, при этом параллельно производят формирование матрицы, затем производят изготовление композитного материала путем нанесение подготовленной матрицы на обработанную плазмой поверхность армирующей составляющей и осуществляют обработку ультразвуковыми волнами, далее производят формовку полученного композитного материала и охлаждение изготовленного композитного материала.
В частности, в качестве армирующей составляющей используют стеклянные, базальтовые, графитовые и органические волокна.
В частности, в качестве химического раствора используют растворители.
В частности, в качестве газовой составляющей используют аргон, кислород, азот и их смеси.
В частности, параметры для генерации плазмы лежат в диапазонах: напряжение от 3,5 до 35 кВ, время обработки от 1 сек до 5 мин.
В частности, плазма представляет собой широкополосный импульсный разряд.
В частности, формирование матрицы производят с использованием либо экструзионной головки, либо каландровой пары, либо полимерного порошка.
В частности, формовку полученного композитного материала производят либо в виде однонаправленной ленты, либо в виде длинноволокнистых гранул, либо в виде чипсов.
В частности, широкополосный импульсный разряд реализован с возможностью изменения частоты и возможностью настройки на плазменный резонанс.
В частности, растворитель подбирается пот тип замасливателя.
В частности, плазменный резонанс под действием внешнего переменного электромагнитного поля приводит к сильной раскачке (резонансу) собственных колебаний и волн электронной плотности, увеличивая амплитуды вынужденных колебаний осциллятора (колебательной системы).
Краткое описание чертежей
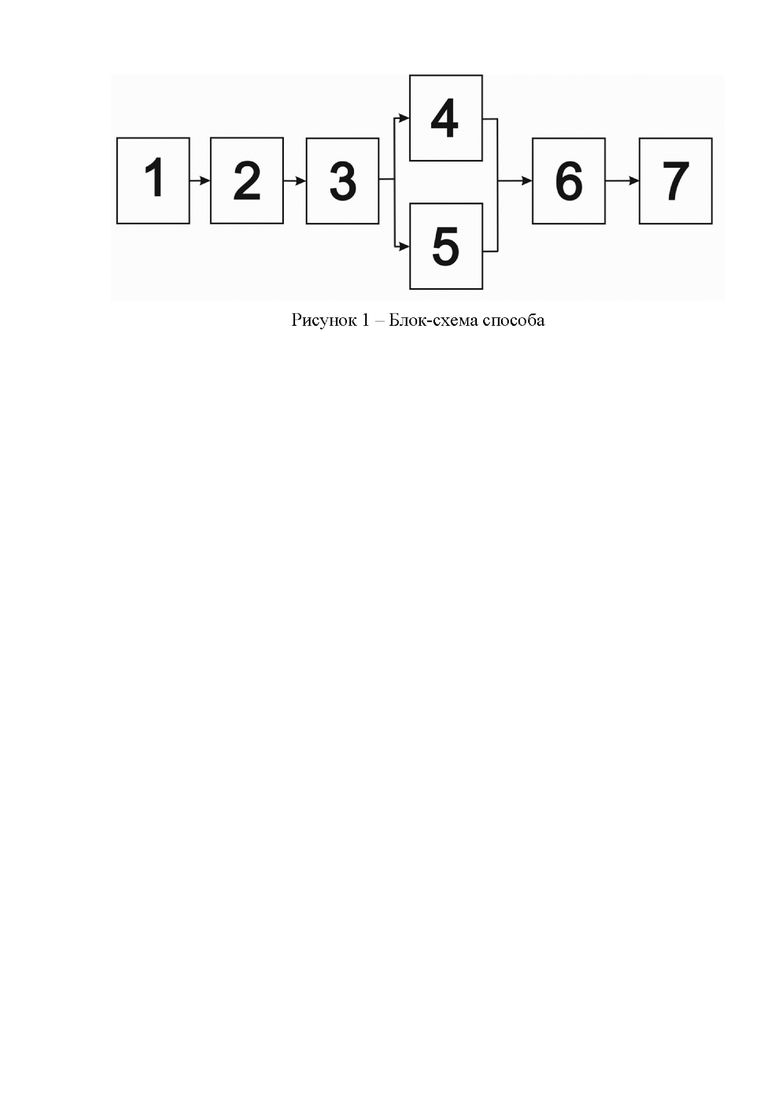
На фиг. 1 показана блок-схема способа изготовления композитного материала с использованием плазменного разряда.
На фиг. 1 обозначено: 1 - этап предобработки армирующей составляющей, 2 - этап размещения в плазменной установке, 3 - этап генерации плазменного разряда, 4 - этап модификации армирующей составляющей, 5 - этап подготовки матрицы, 6 - этап изготовления композитного материала, 7 - этап охлаждения.
Осуществление изобретения
Способ изготовления композитного материала с использованием плазменного разряда включает в себя последовательное выполнение этапа предобработки армирующей составляющей 1, этапа размещения в плазменной установке 2, этапа создания плазменного заряда 3, параллельно выполняемых этапа модификации армирующей составляющей 4 и этапа подготовки матрицы 5, этапа изготовления композитного материала 6, этапа охлаждения 7.
Изготовление композитного материала с использованием плазменного разряда осуществляется следующим образом.
Первоначально, на этапе предобработки армирующей составляющей 1 производят очистку и обработку поверхности армирующей составляющей химическими растворами, к примеру бензином или спиртом, для удаления замасливателей и загрязнений, а также для повышения свойств гидрофильности, на этапе размещения в плазменной установке 2 армирующие составляющие размещают в плазменную установку, в камере которой предварительно был откачен воздух до создания неглубокого вакуума и введена газовая составляющая, к примеру аргон с кислородом, на этапе генерации плазменного разряда 3 вначале производят задание на установке генерации плазмы определенных для каждой армирующей составляющей параметров, а затем для обработки поверхности армирующей составляющей непосредственную генерацию плазмы, представляющую собой широкополосный импульсный разряд напряжением до 25 кВ с возможностью изменения частоты и создания плазменного резонанса для различных армирующих составляющих, на этапе модификации армирующей составляющей 4 производят обработку плазмой армирующей составляющей внутри плазменной установки с целью очищения поверхности армирующей составляющей, раскрытия пор и создания свободных радикалов на ее поверхности, параллельно с этапом модификации армирующей составляющей 4 на этапе подготовки матрицы 5 производят формирование матрицы с помощью либо экструдера с экструзионной головкой, либо каландровой пары, либо полимерного порошка для дальнейшего ее нанесения на армирующую составляющую, далее на этапе изготовления композитного материала 6 производят изготовление композитного материала путем нанесение подготовленной матрицы на обработанную плазмой поверхность армирующей составляющей и для оперативного создания более качественного соединения осуществляют обработку ультразвуковыми волнами, далее производят формовку полученного композитного материала, либо в виде однонаправленной ленты, либо в виде длинноволокнистых гранул, либо в виде чипсов, затем на этапе охлаждения 7 производят охлаждение, как правило водой, изготовленного композитного материала.
Таким образом, использование исследуемого технического решения позволяет повышение прочности адгезионного соединения армирующей составляющей и матрицы композитного материала.
Технический результат изобретения п повышение прочности адгезионного соединения армирующей составляющей и матрицы композитного материала достигается за счет того, что:
- за счет очистки и смачивания поверхности армирующей составляющей химическим раствором повышается гидрофильность, что в впоследствии положительно сказывается на а=прочности адгезионного соединения;
- низкий вакуум и плазменная обработка позволяют невелировать возникающую инертность поверхности армирующей составляющей, что положительно влияет на адгезионные свойства;
- возможность задания параметров плазмы на установке генерации плазмы позволяет гибко подобрать необходимые параметры плазмы под каждую армирующую составляющую, что позволяет более качественно произвести очищение поверхности, раскрытия пор и создания свободных радикалов, что влияет на качество адгезионной прочности между армирующей составляющей и матрицей;
- обработка ультразвуковыми волнами позволяет более оперативно и с большой прочностью произвести соединение армирующей составляющей и матрицы, что существенно повышает адгезионные свойства композитного материала.
Пример достижения технического результата:
Армирующая составляющая с катушек направляют на поворотный стол для высокоскоростной размотки и избегания скручивания. С армирующей составляющей удаляют замасливатель, путем его прохождения через ванну с растворителем-очистителем (смесь спирта и бензина). Очищенная армирующую составляющую отправляют в плазменную головку. Используют импульсную плазму с переменной частотой в диапазоне 50 кГц - до 13,56 МГц, мощность генератора - 200 Вт. Расчетное время воздействия на волокно - 1 с. Плазма работает при атмосферном давлении с подачей смеси кислорода и аргона. Обработанную армирующую составляющую направляют в блок пропитки полимером, где поддерживают равномерную температуру расплава и точное распределение смеси по всей ширине. В головке блока пропитанную армирующую составляющую подвергают воздействию ультразвуковых колебаний. Частота генератора 22 кГц, мощность - 5 кВт. Далее пропитанную армирующую составляющую охлаждают в водяной ванне при температуре 10°-15°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ КОМПОЗИТНОГО МАТЕРИАЛА ЗА СЧЕТ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ЕГО ЭЛЕМЕНТОВ | 2024 |
|
RU2825328C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКОМПОЗИТНЫХ МЕТАЛЛОПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2417944C2 |
| СПОСОБ СИНТЕЗА АНТИПАТОГЕННОГО УГЛЕРОД-СЕРЕБРЯНОГО НАНОСТРУКТУРИРОВАННОГО ПОРОШКА | 2020 |
|
RU2755619C1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД | 2021 |
|
RU2755988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННЫХ НАПОРНЫХ ТРУБ | 2016 |
|
RU2635728C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРПРОЧНОГО ЛЕГКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2419691C2 |
| СПОСОБ СТЕРИЛИЗАЦИИ ИЗДЕЛИЙ И МАТЕРИАЛОВ ПОСРЕДСТВОМ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2086262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ОТРАЖАЮЩИМ ПОКРЫТИЕМ | 2016 |
|
RU2660863C2 |
| МНОГОСЛОЙНЫЙ КОМБИНИРОВАННЫЙ МАТЕРИАЛ ПОЛИМЕР-КОМПОЗИТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2632295C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
Изобретение относится к области технологических процессов в химической промышленности, а именно к способам изготовления композитных материалов из волокон и матриц. Техническим результатом изобретения является повышение прочности адгезионного соединения армирующей составляющей и матрицы композитного материала, который достигается за счет того, что способ изготовления композитного материала с использованием плазменного разряда, включающий очистку и смачивание поверхности армирующей составляющей химическим раствором, затем размещают армирующую составляющую в камере плазменной установки, в которой предварительно откачивают воздух для создания низкого вакуума и вводят газовую составляющую, далее производят задание параметров плазмы на установке генерации плазмы, а затем непосредственно генерацию плазмы для обработки поверхности армирующей составляющей, после производят обработку плазмой армирующей составляющей внутри плазменной установки при обеспечении плазменного резонанса стоячей плазменной волны с целью очищения поверхности армирующей составляющей, раскрытия пор и создания свободных радикалов, при этом параллельно производят формирование матрицы, затем производят изготовление композитного материала путем нанесения подготовленной матрицы на обработанную плазмой поверхность армирующей составляющей и осуществляют обработку ультразвуковыми волнами, далее производят формовку полученного композитного материала и охлаждение изготовленного композитного материала. 10 з.п. ф-лы, 1 ил.
1. Способ изготовления композитного материала с использованием плазменного разряда, включающий очистку и смачивание поверхности армирующей составляющей химическим раствором, затем размещают армирующую составляющую в камере плазменной установки, в которой предварительно откачивают воздух для создания низкого вакуума и вводят газовую составляющую, далее производят задание параметров плазмы на установке генерации плазмы, а затем непосредственно генерацию плазмы для обработки поверхности армирующей составляющей, после производят обработку плазмой армирующей составляющей внутри плазменной установки при обеспечении плазменного резонанса стоячей плазменной волны с целью очищения поверхности армирующей составляющей, раскрытия пор и создания свободных радикалов, при этом параллельно производят формирование матрицы, затем производят изготовление композитного материала путем нанесения подготовленной матрицы на обработанную плазмой поверхность армирующей составляющей и осуществляют обработку ультразвуковыми волнами, далее производят формовку полученного композитного материала и охлаждение изготовленного композитного материала.
2. Способ по п.1, отличающийся тем, что в качестве армирующей составляющей используют стеклянные, базальтовые, графитовые и органические волокна.
3. Способ по п.1, отличающийся тем, что в качестве химического раствора используют растворители.
4. Способ по п.1, отличающийся тем, что в качестве газовой составляющей используют аргон, кислород, азот и их смеси.
5. Способ по п.1, отличающийся тем, что параметры для генерации плазмы лежат в диапазонах: напряжение от 3,5 до 35 кВ, время обработки от 1 с до 5 мин.
6. Способ по п.1, отличающийся тем, что плазма представляет собой широкополосный импульсный разряд.
7. Способ по п.1, отличающийся тем, что формирование матрицы производят с использованием либо экструзионной головки, либо каландровой пары, либо полимерного порошка.
8. Способ по п.1, отличающийся тем, что формовку полученного композитного материала производят либо в виде однонаправленной ленты, либо в виде длинноволокнистых гранул, либо в виде чипсов.
9. Способ по п.1, отличающийся тем, что плазменный резонанс под действием внешнего переменного электромагнитного поля приводит к сильной раскачке (резонансу) собственных колебаний и волн электронной плотности, увеличивая амплитуды вынужденных колебаний осциллятора (колебательной системы).
10. Способ по п.3, отличающийся тем, что растворитель подбирается пот тип замасливателя.
11. Способ по п.6, отличающийся тем, что широкополосный импульсный разряд реализован с возможностью изменения частоты и возможностью настройки на плазменный резонанс.
| В.Х | |||
| Абдуллина, Р.С | |||
| Давлетбаев, ПЛАЗМЕННЫЕ МЕТОДЫ АКТИВАЦИИ ПОВЕРХНОСТИ ПОЛИОЛЕФИНОВЫХ ВОЛОКОН, Известия Самарского научного центра Российской академии наук, т | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| US 5108780 А1, 28.04.1992 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОГАЗОРАЗРЯДНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАТЕРИАЛОВ | 2005 |
|
RU2294281C1 |
| US 20200139694 A1, 07.05.2020 | |||
| CN 106467664 A, 01.03.2017 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ВЫСОКОЧАСТОТНЫМ ЭЛЕКТРИЧЕСКИМ РАЗРЯДОМ | 2001 |
|
RU2191113C1 |

