Изобретение относится к области производства изделий из полимерных композиционных материалов, которые могут быть использованы в строительной, автомобильной и других отраслях промышленности.
Известна пултрузионная установка для изготовления стержней из полимерных композиционных материалов, включающая блок пропитки и отжима, причем в блоке пропитки и отжима камера пропитки выполнена закрытой, с внутренней поверхностью в виде прямого кругового усеченного конуса и имеет отверстия для входа волокна с диаметром, значительно меньшим диаметра основания усеченного конуса (патент ЕР 0747204 А2, опубл. 11.12.1996 г.).
Недостатками указанной известной установки являются сложность ее конструкции и низкая прочность целевого продукта, обусловленная тем, что выполнение входа волокна в камеру пропитки с диаметром, значительно меньшим диаметра основания конуса, не обеспечивает на начальном этапе пропитки разделения прядей волокна между собой, что приводит к снижению степени и равномерности пропитки. Кроме того, форма внешней поверхности камеры пропитки не способствует максимальному снижению теплопотерь.
Известна также пултрузионная установка для изготовления стержней из полимерных композиционных материалов, включающая блок пропитки и отжима, выполненный в виде одной камеры с внешней цилиндрической поверхностью и внутренней поверхностью в виде прямого кругового усеченного конуса, снабженный отверстиями для подачи связующего и входа ровинга, а также отверстием для выхода пропитанного ровинга, выполненным в виде сечения конуса, параллельного его основанию, профилирующую фильеру и камеру термообработки (патент ЕР 0542709 А1, опубл. 19.05.1993 г.).
Недостатком данного устройства является то, что подача связующего в продольном направлении через сердечник увеличивает насыщение целевого продукта связующим за счет заполнения связующим пустующей сердцевины образующегося пучка, причем конструкция блока не предусматривает отжима этого излишка связующего. При этом явным образом снижается однородность целевого продукта по составу, а, следовательно, ухудшаются его прочностные характеристики. Кроме того, в связи со значительной разницей в температурных режимах работы блока пропитки и отжима и профилирующей фильеры не обеспечивается поддержание необходимой температуры в блоке пропитки и отжима, что также оказывает негативное влияние на процесс пропитки ровинга и, как следствие, на прочность целевого продукта.
Наиболее близкой к предлагаемому изобретению по технической сущности и достигаемому результату является выбранная в качестве прототипа пултрузионная установка для изготовления стержней из полимерных композиционных материалов, включающая блок пропитки и отжима, выполненный в виде одной камеры с внешней цилиндрической поверхностью и внутренней поверхностью в виде прямого кругового усеченного конуса, снабженной отверстиями для подачи связующего и входа ровинга, а также отверстием для выхода пропитанного ровинга, выполненным в виде сечения конуса, параллельного его основанию, профилирующую фильеру и камеру термообработки, при этом блок пропитки и отжима выполнен в виде камеры, снабженной двумя соосными отверстиями для подачи связующего, расположенными на оси, перпендикулярной оси конуса, и имеющей внутреннюю поверхность в виде прямого кругового усеченного конуса с конусностью 0,01-0,10, в основании которого расположена пластина с отверстиями для входа ровинга, а отверстие для выхода пропитанного ровинга выполнено имеющим диаметр, на 0,45-0,50% превышающий заданный диаметр целевого продукта, а между блоком пропитки и отжима и профилирующей фильерой дополнительно установлен холодильник (патент RU 2612291 С1, опубл. 06.03. 2017 г.).
Недостатком известного устройства, в том числе технической проблемой, является то, что пряди ровинга поступают в блок пропитки и отжима через отдельные отверстия, что не способствует качественной пропитке волокон связующим и равномерному распределению волокон по сечению готового продукта. Использование фильеры с малым углом конусности означает увеличение ее длины, как следствие, возрастают усилие протяжки, габариты пултрузионной установки, расход материала и электроэнергии на обогрев фильеры.
Получаемый материал может обладать высокой пористостью и волокна не будут работать совместно. Для того чтобы реализовать качественную пропитку необходимо подвергать материал воздействию высоких давлений (десятки атмосфер), однако в этом случае возможно повреждение волокон и внутренняя структура материала может быть неравномерной.
Технической задачей предлагаемого изобретения является создание пултрузионной установки для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов, лишенной указанных недостатков.
Технический результат предлагаемого изобретения заключается в повышении прочности целевого продукта за счет улучшения пропитки ровинга связующим.
Технический результат достигается тем, что в пултрузионной установке для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов, включающей последовательно установленные шпулярник, выравнивающее устройство в виде гребенки, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, кольцевую раскладочную гребенку, блок пропитки и отжима, фильеру, протягивающее и отрезное устройства, блок пропитки и отжима состоит из двух последовательных участков, первый из которых выполнен с кольцевым сужающимся каналом переменного сечения, образованным участком внутренней поверхности в виде усеченного конуса и внешней поверхности конуса, вставленного внутрь блока пропитки и отжима со стороны подачи пропитанного связующим ровинга, причем перед основанием внутреннего конуса расположена кольцевая раскладочная гребенка для равномерного распределения ровинга по окружности изготавливаемого изделия, а геометрические характеристики образующей внутреннего конуса и внутренней цилиндрической поверхности выбраны из условия равномерного уменьшения площади сечения кольцевого сужающегося канала, при этом второй участок блока пропитки и отжима выполнен с кольцевым каналом переменного сечения, образованным конической внутренней поверхностью и внешней поверхностью полого цилиндра, выполненного заодно и являющимся продолжением внутреннего конуса первого участка, причем длина полого цилиндра выбрана равной разности длины фильеры вместе с блоком пропитки и отжима, и высоты внутреннего конуса первого участка.
Изобретение поясняется графическими изображениями.
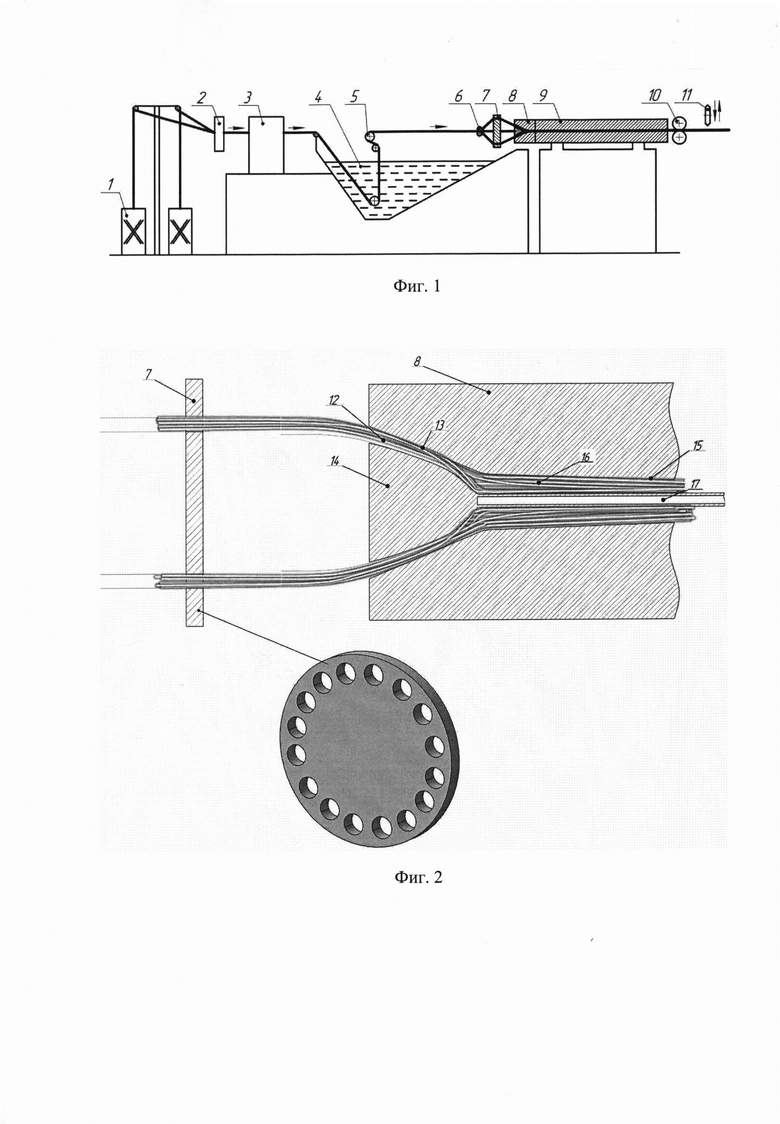
На фиг. 1 - схематично изображена пултрузионная установка для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов;
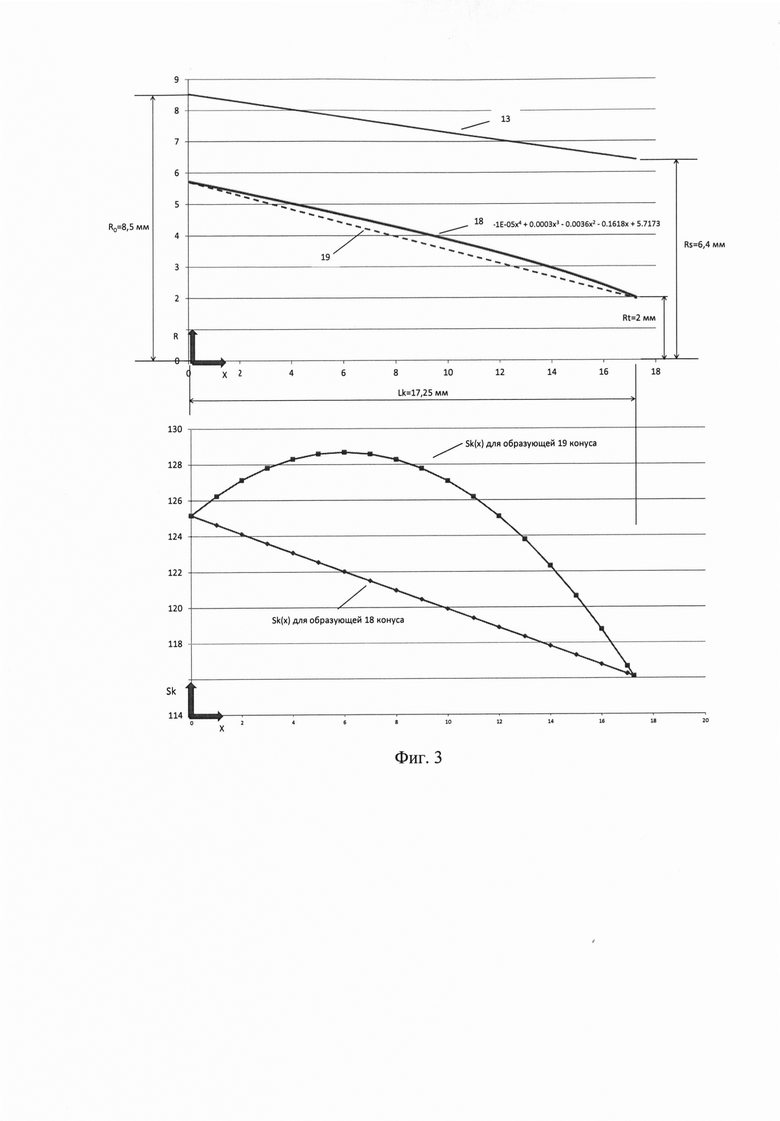
на фиг. 2 - кольцевая раскладочная гребенка, блок пропитки и отжима;
на фиг. 3 - конкретный пример результатов вычисления формы образующей для конуса в блоке пропитки и отжима с графиками изменения площади кольцевого канала.
Пултрузионная установка для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов включает в себя последовательно установленные шпулярник 1, выравнивающее устройство 2 в виде гребенки, камеру 3 отжига, пропиточную ванну 4 с натяжным устройством 5, отжимное устройство 6, кольцевую раскладочную гребенку 7, блок 8 пропитки и отжима, фильеру 9, протягивающее 10 и отрезное 11 устройства; блок 8 пропитки и отжима состоит из двух последовательных участков, первый из которых выполнен с кольцевым сужающимся каналом 12 переменного сечения, образованным участком 13 внутренней поверхности в виде усеченного конуса и внешней поверхности внутреннего конуса 14, вставленного внутрь блока 8 пропитки и отжима со стороны подачи пропитанного связующим ровинга, причем перед основанием внутреннего конуса 14 расположена кольцевая раскладочная гребенка 7 для равномерного распределения ровинга по окружности изготавливаемого изделия, а геометрические характеристики образующей внутреннего конуса 14 и участка 13 внутренней поверхности в виде усеченного конуса выбраны из условия равномерного уменьшения площади сечения кольцевого сужающегося канала 12„ при этом второй участок блока пропитки и отжима выполнен с кольцевым каналом 16 переменного сечения, образованным конической внутренней поверхностью 15 и внешней поверхностью полого цилиндра 17, выполненного заодно и являющимся продолжением внутреннего конуса 14 первого участка, причем длина полого цилиндра 17 выбрана равной разности длины фильеры 9 вместе с блоком 8 пропитки и отжима, и высоты внутреннего конуса 14 первого участка.
В качестве конуса 14 может быть использован прямой конус, круговой или эллиптический параболоид.
Из практики известно, что для сужающегося конического канала отношение радиуса пучка Rp пропитанных связующим волокон на входе к радиусу Rs на выходе из канала обычно находится в диапазоне 1.04…1.16. Указанные величины отношения Rp/Rs связаны со следующим. При Rp/Rs<l.04 не наблюдается увеличение давления связующего даже при относительно больших длинах канала. При Rp/Rs>1.25 возникает спад давления из-за того, что количество волокон всегда остается постоянным, при этом становится невозможным, чтобы весь возрастающий объем связующего увлекался волокнами в канал. На основе этих данных можно сделать вывод о том, что отношение площади Sk0 кольцевого канала на входе в блок 8 пропитки и отжима к площади Sk1 кольцевого канала на конце первого участка блока 8 пропитки и отжима должна лежать в диапазоне 1.08…1.34. Точное значение из диапазона можно получить при численном моделировании и решения задачи оптимизации, либо экспериментально. Для приближенного расчета можно использовать среднее значение 1,21.
Уравнение профиля образующей конуса 14 можно получить, выполнив следующую последовательность действий. Сначала необходимо определить площадь Sk1=π⋅(Rs2-Rt2), где Rt - радиус внутреннего отверстия готового изделия или внешний радиус сечения полого цилиндра 17. Затем задаться начальной площадью кольцевого канала Sk0=1,21⋅Sk1. Далее необходимо определить радиус образующей конуса 14 как функцию от продольной координаты x, причем функция изменения площади кольцевого канала Sk(x) должна быть линейно убывающей от максимального значения Sk0 до конечного Sk1. На фиг. 3 представлен пример результатов вычисления формы образующей 18 для конуса 14 на основе конкретных входных геометрических параметров на первом участке блока 8 пропитки и отжима, а также показаны графики изменения функции Sk(x) для образующей 18 конуса и для прямолинейной образующей 19 конуса. Из этих графиков следует, что при использовании прямолинейной образующей 19 для конуса 14 в данном конкретном случае не удастся обеспечить равномерное уменьшение площади сечения кольцевого канала. Использование образующей 18 для конуса 14 позволяет увеличить давление связующего и улучшить пропитку волокон путем равномерного уменьшения площади кольцевого канала без увеличения габаритов пултрузионной установки.
Работа предлагаемой пултрузионной установки для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов состоит в следующем.
Паковки с армирующим материалом в виде волокон ровинга (стеклянных, базальтовых, углеродных и др.) устанавливают на шпулярник 1. Пряди ровинга последовательно пропускают через выравнивающее устройство 2 в виде гребенки, камеру 3 отжига, пропиточную ванну 4 с натяжным устройством 5, отжимное устройство 6, кольцевую раскладочную гребенку 7, блок 8 пропитки и отжима, фильеру 9 и закрепляют в траках протягивающего устройства 10. Перед включением протягивающего устройства 10 включают обогрев фильеры 9 для достижения необходимых температурных показателей. После этого включают протягивающее устройство 10 и выставляют заданную скорость протяжки. Армирующий материал в виде волокон ровинга проходит через ролики натяжного устройства 5 и выравнивающее устройство 2, которое разделяет волокна ровинга на отдельные пучки. Выравнивающее устройство 2 выполнено в виде гребенки, у которой количество пазов соответствует количеству каналов матрицы. Выравнивающее устройство 2 не только формирует пучки ровингов, поступающие в камеру 3 отжига, но и несет дополнительную функцию разделения, которое необходимо для того, чтобы пучки ровинга не перепутывались между собой. В камере 3 отжига происходит удаление влаги, температура обработки составляет 200°С±50°С. Затем пучки ровинга поступают в пропиточную ванну 4, заполненную полимерным связующим с температурой 40-60°С. Натяжное устройство 5 с механизмом управления для удобства регулирования натяжения нитей расположено над пропиточной ванной. После пропиточной ванны 4 пучки ровинга проходят через отжимное устройство 6, выполненное из эластичного упругого материала (полиуретан или упругая резина), в котором количество прорезей равно количеству каналов матрицы, отжимающее излишки связующего из ровинга в пропиточную ванну 4. Далее пучки ровинга проходят через кольцевую раскладочную гребенку 7 и поступают в блок 8 пропитки и отжима. Блок 8 пропитки и отжима выполнен заодно с фильерой 9. Схематическое изображение блока 8 пропитки и отжима приведено на фиг. 2. Пряди ровинга проходят по сужающимся кольцевым каналам 12 и 16, при этом излишки связующего вытесняются в обратном направлении по мере прохождения материала, создавая давление связующего, необходимое для качественной пропитки ровинга. Полый цилиндр 17 не дает объединиться волокнам и образовать стержень в начале второго участка блока 8 пропитки и отжима.
Сформированное изделие поступает в следующий, обогреваемый участок фильеры 9 (температура нагрева от 120 до 190°С), где в результате экзотермической реакции в связующем происходит полное отверждение связующего.
Фильера 9 может быть выполнена, например, в виде разъемной стальной конструкции, состоящей из двух параллелепипедов с отфрезерованной и обработанной цилиндрической канавкой по длине каждой части, которые при смыкании образуют цилиндрическую поверхность, соответствующую внешнему диаметру целевого продукта. Фильера 9 обжата по всей длине обогреваемыми тэнами, разделенными на 2 или 3 зоны контроля температур. Температура по зонам определяется в зависимости от выбранного профиля целевого продукта, связующего и скорости процесса.
Длина полого цилиндра 17 выбрана равной разности длины фильеры 9 (вместе с блоком 8 пропитки и отжима), и высоты внутреннего конуса 14 первого участка с тем, чтобы не допустить изменения поперечного сечения и прочностных свойств изделия (трубы) до выхода изделия из фильеры 9 из-за возникающих в изделии температурных и усадочных деформаций.
На выходе из фильеры 9 композитные изделия проходят через протягивающее устройство 10, предпочтительно тракового типа, а затем разрезаются на элементы нужной длины с помощью отрезного устройства 11. Все составные части предлагаемой установки, за исключением блока пропитки и отжима, являются промышленно выпускаемыми изделиями, предназначенными для пултрузионных установок.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает получение заявленного технического результата - повышение прочности целевого продукта за счет улучшения пропитки ровинга связующим.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для производства стержневых изделий из полимерных композиционных материалов с повышенными прочностными характеристиками;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пултрузионная установка для изготовления стержней из полимерных композиционных материалов | 2022 |
|
RU2795809C1 |
| ПУЛТРУЗИОННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ АНКЕРОВ | 2016 |
|
RU2651166C2 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ АНКЕРОВ | 2016 |
|
RU2651168C2 |
| ПУЛТРУЗИОННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2612291C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2613380C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369479C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНОГО СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОГО ПРОВОДА И МНОГОЖИЛЬНЫЙ СЕРДЕЧНИК ЭЛЕКТРИЧЕСКОГО ПРОВОДА, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2015 |
|
RU2630897C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
Изобретение относится к области производства изделий из полимерных композиционных материалов. Блок пропитки и отжима пултрузионной установки состоит из двух последовательных участков, первый из которых выполнен с кольцевым сужающимся каналом переменного сечения, образованным участком внутренней поверхности в виде усеченного конуса и внешней поверхности конуса, вставленного внутрь блока пропитки и отжима со стороны подачи пропитанного связующим ровинга. Причем перед основанием внутреннего конуса расположена кольцевая раскладочная гребенка, а геометрические характеристики образующей внутреннего конуса и внутренней цилиндрической поверхности выбраны из условия равномерного уменьшения площади сечения кольцевого сужающегося канала. При этом второй участок блока пропитки и отжима выполнен с кольцевым каналом переменного сечения, образованным конической внутренней поверхностью и внешней поверхностью полого цилиндра, выполненного за одно и являющимся продолжением внутреннего конуса первого участка, причем длина полого цилиндра выбрана равной разности длины фильеры вместе с блоком пропитки и отжима, и высоты внутреннего конуса первого участка. Техническим результатом является повышение прочности целевого продукта за счет улучшения пропитки ровинга связующим. 3 ил.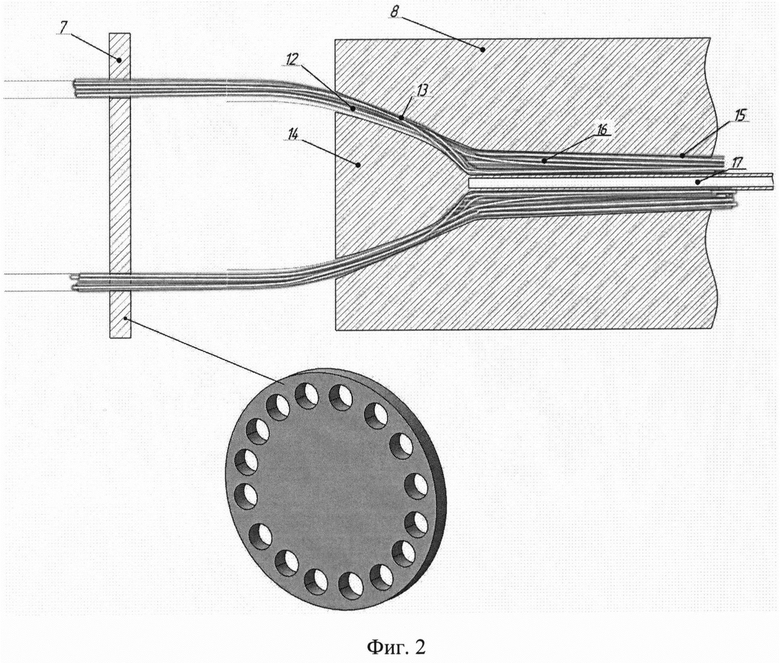
Пултрузионная установка для изготовления длинномерных осесимметричных изделий из полимерных композиционных материалов, включающая последовательно установленные шпулярник, выравнивающее устройство в виде гребенки, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, кольцевую раскладочную гребенку, блок пропитки и отжима, фильеру, протягивающее и отрезное устройства, отличающаяся тем, что блок пропитки и отжима состоит из двух последовательных участков, первый из которых выполнен с кольцевым сужающимся каналом переменного сечения, образованным участком внутренней поверхности в виде усеченного конуса и внешней поверхности конуса, вставленного внутрь блока пропитки и отжима со стороны подачи пропитанного связующим ровинга, причем перед основанием внутреннего конуса расположена кольцевая раскладочная гребенка для равномерного распределения ровинга по окружности изготавливаемого изделия, а геометрические характеристики образующей внутреннего конуса и внутренней цилиндрической поверхности выбраны из условия равномерного уменьшения площади сечения кольцевого сужающегося канала, при этом второй участок блока пропитки и отжима выполнен с кольцевым каналом переменного сечения, образованным конической внутренней поверхностью и внешней поверхностью полого цилиндра, выполненного за одно и являющимся продолжением внутреннего конуса первого участка, причем длина полого цилиндра выбрана равной разности длины фильеры вместе с блоком пропитки и отжима, и высоты внутреннего конуса первого участка.
| ПУЛТРУЗИОННАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2612291C1 |
| Технологическая линия для изготовления композитной арматуры | 2016 |
|
RU2637226C1 |
| CN 208839400 U, 10.05.2019 | |||
| JP H11192662 A, 21.07.1999. | |||

