Изобретение относится к области машиностроения, в частности к технологическим линиям для непрерывного изготовления арматурных элементов из полимерных композиционных материалов для армирования обычных и предварительно напряженных строительных конструкций.
Из уровня техники известна технологическая линия для изготовления неметаллической арматуры, включающая шпулярник с установленными на его осях бобинами с ровингом, камеру отжига, пропиточные камеры с натяжным устройством, формовочный узел с блоком фильер, камеру предварительной полимеризации и обмотчиком, полимеризационные камеры, узлы для сматывания и резки арматуры, тянущее устройство, натяжные блоки, смонтированные на шпулярнике после каждой бобины, выравнивающее устройство, установленное перед камерой отжига и взаимодействующее с натяжными блоками, модульное устройство, расположенное после пропиточной камеры, при этом оси шпулярника выполнены с возможностью вращения, а пропиточная камера имеет фторопластовое покрытие на внутренних стенках и днище, выполненном с уклоном к центру камеры, причем выравнивающее устройство выполнено в виде гребенки, снабженной фарфоровыми вставками. Блок фильер формовочного узла выполнен из фторопласта, камера отжига снабжена высокочастотным нагревателем и выполнена с возможностью работы в импульсном режиме. Технологическая линия снабжена узлом нанесения адгезионного или пленочного покрытия (Патент РФ №2075577, Е04С 5/00, Е04С 5/07, 1997 г.).
Недостатком данного решения является сложность и недостаточно высокая производительность линии, а также невозможность получения композитной арматуры с высокими анкерующими свойствами.
Известна технологическая линия для изготовления неметаллической арматуры, содержащая бобинодержатель, пропиточную камеру, формовочный узел, включающий блок фильер, камеру предварительной полимеризации и устройство формования профиля, выполненное в виде нагреваемого патрубка, разъемного по диаметральной плоскости, с углублением по внутренней поверхности, по форме соответствующим профилю арматуры, узел для сматывания арматуры и/или узел для резки арматуры. Нагреваемый патрубок выполнен из материала, обладающего низкой адгезией при нагревании. Линия снабжена камерой деполимеризации, установленной между устройством для формования профиля и узлом для сматывания арматуры и/или узлом для резки арматуры. Линия снабжена также выравнивающим устройством, установленным между бобинодержателем и пропиточной камерой (Патент РФ №2194617, В29С 41/24, В29В 15/12, Е04С 5/07, 2002 г.).
Недостатком данного решения является сложность и недостаточно высокая производительность линии, а также невозможность получения композитной арматуры с высокими анкерующими свойствами.
Наиболее близким решением из уровня техники является технологическая линия для изготовления композитной арматуры, включающая шпулярник, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство поперечной намотки, полимеризационную камеру, узлы сматывания, резки арматуры и тянущее устройство. Формовочный узел выполнен в виде матрицы с продольными каналами, установленной непосредственно перед зоной поперечной намотки на расстоянии от точки намотки оплеточной нити, равном (1-10)d, где d - диаметр арматуры. Матрица имеет 2-10 каналов, равномерно расположенных вокруг центральной направляющей, а направляющая матрицы выполнена в форме конуса или усеченного конуса и по центральной направляющей матрицы выполнен дополнительный канал. Отжимное устройство выполнено в виде пластины из эластичного упругого материала с прорезями, причем количество прорезей равно количеству каналов матрицы. Выравнивающее устройство выполнено из металлической проволоки в виде гребенки, у которой количество пазов не менее чем количество каналов в матрице. Узел съема обмоточного жгута с несущего стержня установлен после полимеризационной камеры (Патент РФ №2287646, Е04С 5/07, 2006 г.).
Технологическая линия позволяет получать композитную арматуру с двумя видами спиральной рельефности: спиральные выступы, образованные за счет намотки обмоточного жгута, и спиральные углубления, образованные за счет обжатия стержня технологическим жгутом, который сматывается после отверждения арматуры. Достигаемый технический результат заключается в упрощении конструкции, повышении производительности технологической линии и возможности получения неметаллической арматуры с четко выраженным периодическим профилем.
Недостатком известной из уровня техники технологической линии является низкое качество композитной арматуры, обусловленное наличием воздушных включений. Известно, что изменение профиля скоростей течения вязкой жидкости, которую представляет собой полимерное связующее, после выхода из формообразующего канала сопровождается увеличением диаметра струи, расхождением линий тока в центральной части потока и сближением их у периферии струи. Наполнение струи вязкой жидкости свободно перемещаемыми в радиальном направлении твердыми волокнами не изменяет общей картины истечения. Расширение пучка волокон после выхода из продольных каналов матрицы при неизменном количестве связующего приводит к захвату внутрь пучка волокон окружающего воздуха, что сказывается на качестве изделия. Эффект раздутия струи вязкой жидкости, истекающей из канала (The die swell phenomenon), известен под названием Барус-эффект. Поскольку в известном устройстве пучки волокон ровинга собираются вместе после выхода из каналов матрицы и обжимаются на воздухе обмоточным жгутом на расстоянии (1-10)d (где d - диаметр заготовки арматуры) от матрицы, то получаемая композитная арматура будет содержать большое количество воздушных включений, что будет снижать ее качество, плотность и физико-механические характеристики.
Задача изобретения - максимально уменьшить наличие внутренних воздушных включений в получаемой композитной арматуре.
Технический результат состоит в повышении качества композитной арматуры за счет уменьшения воздушных включений.
Поставленная задача решается, а заявленный технический результат достигается тем, что технологическая линия для изготовления композитной арматуры, включающая последовательно установленные шпулярник, выравнивающее устройство в виде гребенки, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел в виде матрицы с продольными каналами, устройство спиральной намотки обмоточного жгута, установленное с образованием плоскости намотки, полимеризационную камеру, тянущее устройство и узлы резки и сматывания, снабжена калибрующей втулкой, выполненной с возможностью принудительного вращения в направлении, противоположном направлению вращения намоточной головки, и установленной соосно намоточной головке так, что t<Dвхв, Dвхв=n1/2×dвкм, где t - осевое расстояние между плоскостью намотки намоточного жгута и выходным торцом калибрующей втулки; Dвхв - калибрующий диаметр втулки; n - количество продольных каналов матрицы; dвкм - калибрующий диаметр продольных каналов матрицы.
Заявленное изобретение поясняется графическими материалами, где:
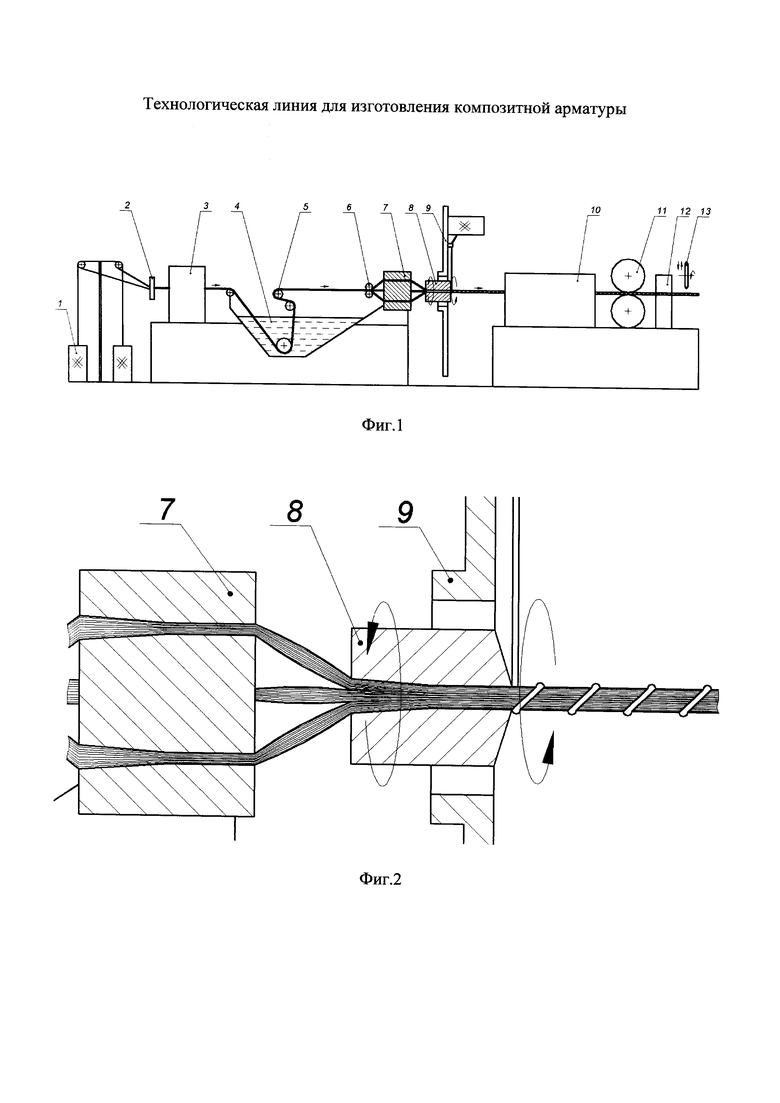
на Фиг. 1 схематически изображена технологическая линия для изготовления композитной арматуры;
на Фиг. 2 - узел с калибрующей втулкой (укрупненно);
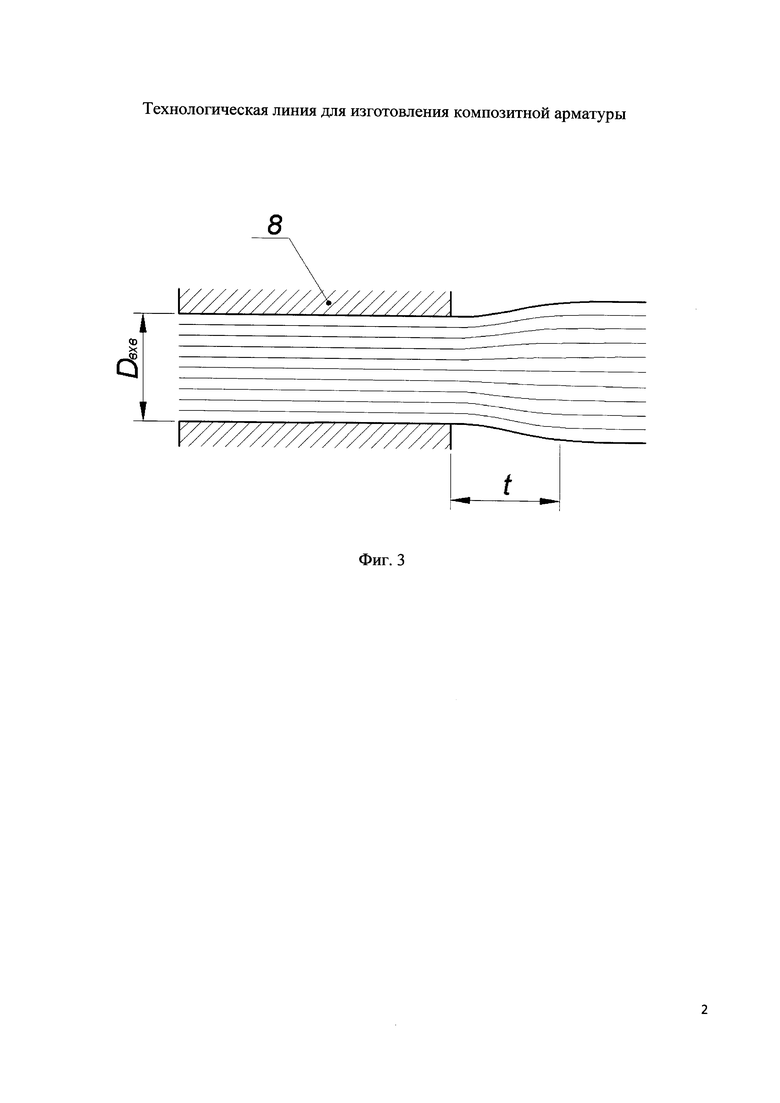
на Фиг. 3 - эффект раздутия струи вязкой жидкости, истекающей из канала (Барус-эффект).
Технологическая линия для изготовления композитной арматуры состоит из последовательно установленных шпулярника с бобинами 1 ровингов, выравнивающего устройства 2, камеры отжига 3, пропиточной ванны 4 с натяжным устройством 5, отжимного устройства 6, матрицы 7, калибрующей втулки 8, устройства спиральной намотки 9, полимеризационной камеры 10, тянущего устройства 11, узла сматывания обмоточного жгута 12 и устройства резки арматуры 13.
В отличие от прототипа, в технологическую линию введен новый элемент - калибрующая втулка 8 - установленный между матрицей 7 и устройством спиральной намотки 9 и выполненный так, что
t<Dвхв,
Dвхв=n1/2×dвкм,
где t - осевое расстояние между плоскостью намотки намоточного жгута и выходным торцом калибрующей втулки;
Dвхв - калибрующий диаметр втулки;
n - количество продольных каналов матрицы;
dвкм - калибрующий диаметр продольных каналов матрицы.
Выполнение Dвхв=n1/2×dвкм обеспечивает полное вытеснение воздушных включений из заготовки арматуры, которые образуются в ней за счет Барус-эффекта на выходе из матрицы 7 при сохранении заданного/расчетного сечения заготовки арматуры.
Выполнение t<Dвхв обеспечивает минимальный последующий «набор» воздушных включений в заготовку арматуры на выходе из калибрующей втулки 8, поскольку, как установлено экспериментально, на этом удалении раздутие профиля заготовки арматуры не превышает 1-2% от номинального значения (см. Фиг. 3), в то время как на большем удалении, например, при t=1-10Dвхв (как это имеет место в прототипе) раздутие профиля заготовки арматуры достигает 7-12%, а иногда и более.
Экспериментально установлено, что вращение калибрующей втулки 8 в направлении, противоположном вращению устройства спиральной намотки 9, снижает раздутие профиля заготовки арматуры практически до нуля.
Технологическая линия для изготовления композитной арматуры работает следующим образом.
Армирующий материал в виде волокон ровинга (стеклянных, базальтовых, углеродных и др.) сматывается с бобин 1, проходит через ролики натяжного устройства и выравнивающее устройство 2, которое разделяет волокна ровинга на отдельные пучки. Выравнивающее устройство 2 выполнено в виде гребенки, у которой количество пазов соответствует количеству каналов матрицы. Выравнивающее устройство не только формирует пучки ровингов, поступающие в камеру отжига 3, но и несет дополнительную функцию разделения, которое необходимо для того, чтобы пучки ровинга не перепутывались между собой. В камере отжига 3 происходит удаление влаги, температура обработки составляет 200°С±50°С. Затем пучки ровинга поступают в пропиточную ванну 4, заполненную полимерным связующим с температурой 40-60°С. Натяжное устройство 5 с механизмом управления для удобства регулирования натяжения нитей расположено над пропиточной ванной. После пропиточной ванны пучки ровинга проходят через отжимное устройство 6, выполненное из эластичного упругого материала (полиуретан или упругая резина), в котором количество прорезей равно количеству каналов матрицы, отжимающее излишки связующего из ровинга в пропиточную ванну. Далее пучки ровинга проходят через продольные каналы матрицы 7 и поступают в калибрующую втулку 8. Матрица 7 имеет от 2-х до 10-ти продольных каналов, которые предназначены для обжатия отдельных пучков ровинга с целью их полноценной пропитки. В калибрующей втулке 8 пучки ровинга обжимаются в радиальном направлении, объединяются в несущий стержень и из них отжимаются воздушные включения.
Намотка обмоточного жгута на несущий стержень композитной арматуры начинается сразу после его выхода из калибрующей втулки с помощью устройства спиральной намотки 9. Калибрующая втулка 8 установлена с возможностью вращения в направлении, противоположном направлению спиральной намотки обмоточного жгута (при обратном направлении вращения калибрующей втулки обмоточный жгут будет «проседать» в однонаправленную структуру стержня, что отрицательно скажется на эксплуатационных характеристиках последнего), что улучшает отжим воздушных включений и повышает технологические возможности технологической линии для изготовления композитной арматуры - позволяет получать в итоге четыре вида композитной арматуры. При вращении калибрующей втулки несущий стержень получает скрученную структуру (при этом рекомендуется оси валков тянущего устройства 11 устанавливать скрещивающимися), при неподвижной калибрующей втулке несущий стержень состоит из совокупности прямых ровингов. Оба вида несущего стержня могут иметь на своей поверхности два вида спиральной рельефности: спиральные выступы, образованные за счет намотки обмоточного жгута и спиральные углубления, образованные за счет обжатия стержня технологическим жгутом. Для создания четко выраженного периодического профиля арматуры обмоточный жгут имеет круглое сечение, достаточное для образования рельефа. Обмотка жгутом «сырого» стержня позволяет за счет вдавливания обмотки примерно на 1/2 диаметра жгута получить надежное крепление спирального рельефа на несущем стержне. Пропитка жгута полимерным связующим производится за счет избытка смолы в массиве арматуры. В случае необходимости возможна предварительная пропитка обмоточного жгута. Затем стержень поступает в камеру полимеризации 10, тянущее устройство 11, узел сматывания жгута 12 и устройство резки арматуры 13.
Технологическая линия позволяет получать композитную арматуру четырех видов:
- композитная арматура, состоящая из совокупности прямых ровингов и спиральных выступов, образованных за счет намотки обмоточного жгута;
- композитная арматура, состоящая из совокупности скрученных ровингов и спиральных выступов, образованных за счет намотки обмоточного жгута;
- композитная арматура, состоящая из совокупности прямых ровингов и спиральных углублений (канавок), образованных за счет обжатия несущего стержня технологическим жгутом;
- композитная арматура, состоящая из совокупности скрученных ровингов и спиральных углублений (канавок), образованных за счет обжатия несущего стержня технологическим жгутом.
В первых двух случаях обмоточный жгут выполняется из таких же армирующих материалов, что и несущий стержень, пропитывается связующим и имеет хорошую адгезию со стержнем. В двух других случаях обмоточный жгут выполняется из материалов, не пропитываемых связующим, и при последующем съеме легко сматывается с несущего стержня, оставляя спиральную канавку.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает получение заявленного технического результата, состоящего в повышении плотности и качества композитной арматуры за счет уменьшения воздушных включений и расширении технологических возможностей устройства за счет получения дополнительно двух видов композитной арматуры.
Анализ заявленного изобретения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области машиностроения, в частности к технологическим линиям для непрерывного изготовления арматурных элементов из полимерных композиционных материалов для армирования обычных и предварительно напряженных строительных конструкций;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2389853C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2008 |
|
RU2384408C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| КОМПОЗИТНАЯ АРМАТУРА И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2012 |
|
RU2522641C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| УСТРОЙСТВО СПИРАЛЬНОЙ НАМОТКИ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2016 |
|
RU2636061C1 |
Изобретение относится к области машиностроения, в частности к технологическим линиям для непрерывного изготовления арматурных элементов из полимерных композиционных материалов для армирования обычных и предварительно напряженных строительных конструкций. Технологическая линия для изготовления композитной арматуры включает последовательно установленные шпулярник, выравнивающее устройство в виде гребенки, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел в виде матрицы с продольными каналами, устройство спиральной намотки обмоточного жгута, установленное с образованием плоскости намотки, полимеризационную камеру, тянущее устройство и узлы резки и сматывания. Линия снабжена калибрующей втулкой, выполненной с возможностью принудительного вращения в направлении, противоположном направлению вращения намоточной головки, и установленной соосно намоточной головке так, что t<Dвхв, Dвхв=n1/2×dвкм, где t - осевое расстояние между плоскостью намотки намоточного жгута и выходным торцом калибрующей втулки; Dвхв - калибрующий диаметр втулки; n - количество продольных каналов матрицы; dвкм - калибрующий диаметр продольных каналов матрицы. Технический результат состоит в повышении качества композитной арматуры за счет уменьшения воздушных включений. 3 ил.
Технологическая линия для изготовления композитной арматуры, включающая последовательно установленные шпулярник, выравнивающее устройство в виде гребенки, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел в виде матрицы с продольными каналами, устройство спиральной намотки обмоточного жгута, установленное с образованием плоскости намотки, полимеризационную камеру, тянущее устройство и узлы резки и сматывания, отличающаяся тем, что она снабжена калибрующей втулкой, выполненной с возможностью принудительного вращения в направлении, противоположном направлению вращения намоточной головки, и установленной соосно намоточной головке так, что:
t<Dвхв,
Dвхв=n1/2×dвкм, где
t - осевое расстояние между плоскостью намотки намоточного жгута и выходным торцом калибрующей втулки;
Dвхв - калибрующий диаметр втулки;
dвкм - калибрующий диаметр продольных каналов матрицы.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |
| МНОГОПИЛЬНЫЙ РАМНЫЙ СТАНОК ДЛЯ ПОПЕРЕЧНОЙ РАСПИЛОВКИ БРЕВЕН НА КУСКИ ОПРЕДЕЛЕННОЙ ДЛИНЫ | 1930 |
|
SU21408A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2001 |
|
RU2194617C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 1994 |
|
RU2075577C1 |
| DE 3937196 A1, 16.05.1991 | |||
| Автомат для сортировки цилиндрических деталей по диаметру | 1947 |
|
SU82247A1 |

