Изобретение относится к технологическому оборудованию для изготовления арматурной сетки для армирования бетонных изделий, каменной и кирпичной кладки.
По патенту RU 2394135 известна технологическая линия для изготовления арматурной сетки из композитной арматуры, включающая шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство спиральной намотки, полимеризационные камеры, тянущее устройство, узел резки, которая включает узел формования сетки, который расположен после устройств спиральной намотки и состоит из транспортера, укладчика продольных и поперечных стержней сетки, устройства сжатия мест пересечений, причем линия содержит устройства спиральной обмотки, количество которых не менее количества продольных стержней. Поперечные стержни, выполненные из предварительно изготовленных отвержденных или неотвержденных прутков, из укладчика захватываются фиксаторами и за счет движения транспортера доставляются к зоне контакта с продольными стержнями.
Недостатком известного устройства является необходимость использования в качестве поперечных стержней заправляемых вукладчик заранее изготовленных арматурных стрежней определенного размера, что требует периодической остановки линии для заправки укладчика.
Наиболее близким к заявленному техническому решению является известный по патенту RU 173663 узел формирования и плетения неметаллической арматурной сетки к технологической линии для изготовления неметаллической арматурной сетки, устанавливаемый после отжимного устройства и выполненный в виде укладчика поперечных нитей ровинга и в виде n шестерен с отверстиями для пропускания двух продольных нитей ровинга, причем шестерни, входящие в зацепление друг с другом, установлены на раме посредством валов и соединены с электродвигателем, приводящим их во вращательное движение, при этом количество n шестерен равно количеству ячеек в одном ряду сетки. Данный узел содержит устройство подачи арматурного стрежня из отдельной бухты.
Недостатком известного устройства является необходимость использования в технологической линии для подачи в узел формирования и плетения неметаллической арматурной композитной сетки поперечных стержней из готового, заранее произведенного прута поперечного стержня, поступающего из отдельных бухт, при этом при работе линии требуются остановки для замены вышеуказанных бухт.
Техническим результатом заявленного изобретения является повышение степени автоматизации производственного процесса и исключение технологических остановок для замены материала для изготовления поперечных стержней арматурной композитной сетки.
Технический результат достигается тем, что в технологической линии для изготовления неметаллической арматурной сетки, включающей последовательно установленные шпулярник с бобинами ровинга, блок пропитки и отжима, устройство формирования и плетения сетки, камеру полимеризации, ванну водяного охлаждения, тянущее устройство для композитной сетки, отрезное устройство, согласно изобретению, за ванной водяного охлаждения расположен возвратный механизм, выполненный в виде колеса, установленного на станине и выполненного с возможностью приема от одного до шести потоков прутков, предназначенных для поперечных стержней сетки, движущихся параллельно потокам прутков ровинга, предназначенных для продольных стержней сетки, и подачи потоков прутков ровинга для поперечных стержней в сторону, противоположную потоку изготовленной сетки.
Технологическая линия для изготовления неметаллической арматурной сетки содержит сепаратор, выполненный с возможностью разделения потока прутков для поперечных стержней на отдельные прутки и подачи их в устройство формирования и плетения сетки, оборудованное режущим механизмом.
Технологическая линия для изготовления неметаллической арматурной сетки содержит отдельный узел формирования периодического профиля для формирования потока прутков, предназначенных для изготовления поперечных стержней сетки.
Заявленная технологическая линия позволяет производить и обрабатывать потоки прутков ровинга, предназначенные для изготовления продольных и поперечных стержней неметаллической композитной арматурной сетки, одновременно и на одной и той же технологической линии, при этом, поток прутков ровинга для изготовления продольных стержней подается в устройство формирования и плетения композитной сетки в виде полуфабриката не прошедшего тепловой обработки, а поток прутков для изготовления поперечных стержней предварительно проходит тепловую обработку в камере полимеризации и попадает в устройство формирования и плетения композитной сетки в виде отвердевшего, но полимеризованного не до конца прутка композитной арматуры, для чего в технологическую линию добавлен возвратный механизм, выполненный в виде колеса, принимающего потоки прутков для поперечных стержней, прошедшие все необходимые стадии обработки, добавлен сепаратор, выполненный с возможностью разделения потока прутков ровинга для поперечных стержней на отдельные прутки, накопления и их последующей поочередной подачи в устройство формирования и плетения композитной сетки, при этом исключается использование отдельных ранее изготовленных бухт прута поперечного стержня, предназначенных для изготовления поперечных стержней композитной сетки, исключается необходимость остановки процесса производства для их замены и повышается степень автоматизации производственного процесса. Отдельный узел формирования периодического профиля поперечного стержня так же позволяет на начальном этапе сформировать потоки прутков для изготовления поперечных стержней.
Проведенные испытания показали, что заявленная технологическая линия обеспечивает непрерывное производство арматурной композитной сетки, без технологических остановок для замены материалов для ее изготовления в течение 12 и более часов.
Сущность заявленного изобретения поясняется рисунками:
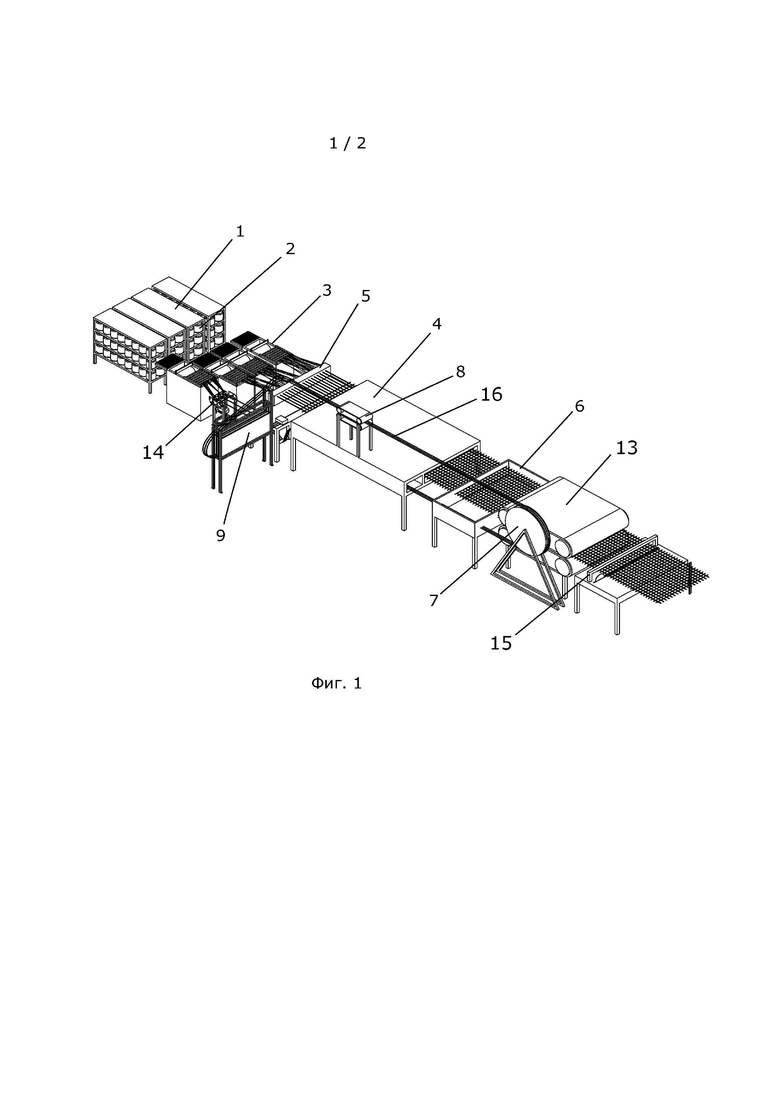
На фиг. 1 показана схема расположения узлов технологической линии для изготовления неметаллической арматурной сетки.
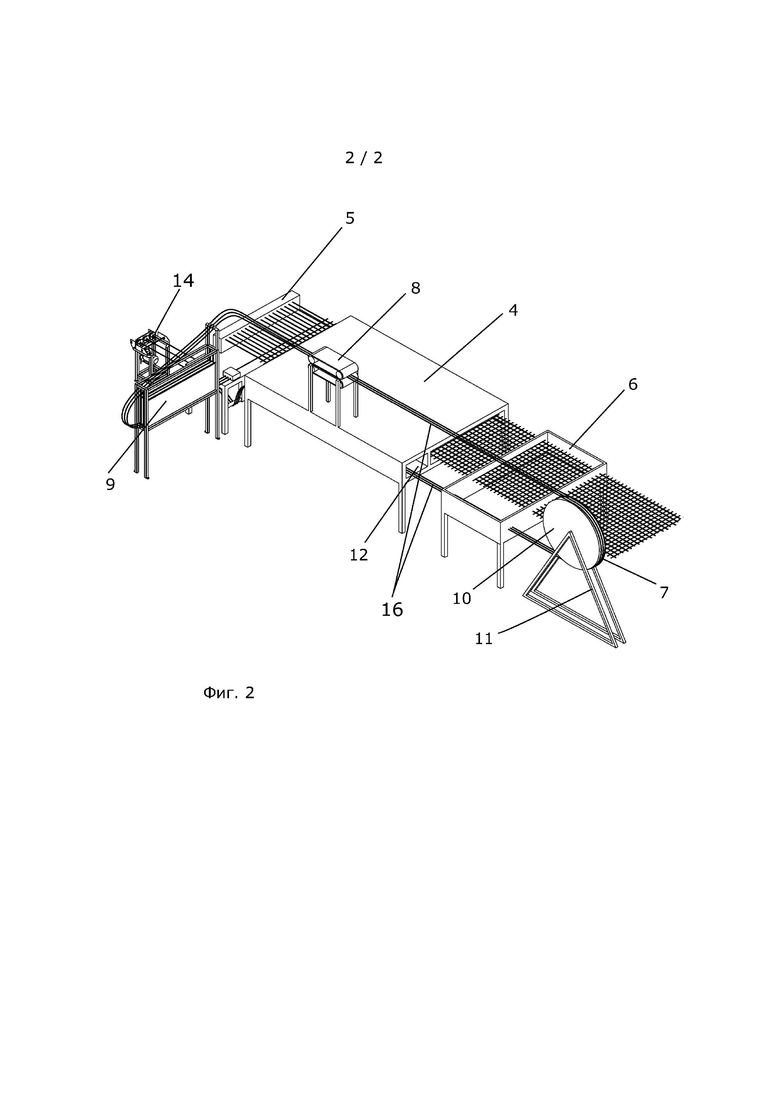
На фиг. 2 показан участок производства и подачи прутков для поперечных стержней в устройство формирования и плетения неметаллической арматурной композитной сетки.
Технологическая линия для изготовления неметаллической арматурной сетки включает последовательно установленные шпулярник 1 с бобинами ровинга 2, блок пропитки и отжима 3, камеру полимеризации 4, устройство формирования и плетения композитной сетки 5, ванну водяного охлаждения 6 возвратный механизм 7, тянущее устройство 8 для потоков прутков для поперечных стержней, сепаратор 9, выполненный с возможностью разделения потока прутков для поперечных стержней на отдельные прутки и подачи их в устройство формирования и плетения сетки 5, оборудованное режущим механизмом (на чертеже не показан), возвратный механизм 7 выполнен в виде колеса 10, установленного на станине 11, линия содержит тянущее устройство 13 для композитной сетки и узел 14 формирования периодического профиля для поперечных прутков, автоматический отрезной механизм 15 для отрезания композитной сетки. Линия содержит устройство растаривания композитной сетки в рулоны (на чертеже не показано), расположенное за автоматическим отрезным механизмом 15. Изготовление и подача потока прутков для поперечных стержней происходит в отдельном потоке 16.
Тянущее устройство 8 для поперечных прутков и тянущее устройство композитной сетки 13 может быть гусеничного, роликового, или конвейерного типа. Сепаратор или разделитель потоков поперечного стержня ровинга может быть выполнен в виде каркасной металлоконструкции, с крышкой состоящей из 4-х стенок, между которыми в процессе приема укладываются прутки для поперечных стержней, при этом, прутки для поперечных стержней укладываются таким образом, что каждый прут изолирован друг от друга, например посредством разделительных стенок. В каждом отделении сепаратора происходит укладка и накопление поперечного стержня ровинга достаточной длины для подачи в узел формирования и плетения композитной сетки. Накопление происходит за счет того что тянущее устройство для поперечного прута работает непрерывно, а узел формирования и плетения сетки забирает/подтягивает прутки по очереди из каждого потока.
Разделитель потоков поперечного стержня ровинга, кроме вышеуказанного варианта исполнения может быть выполнен в виде направляющих профильных труб, направляющих роликов или их систем, или иным способом.
Возвратный механизм представляет собой отдельный узел, состоящий из колеса, установленного на подшипниках на каркасную конструкцию, обшитую стальным листом по радиальной и боковым поверхностям, каркасная конструкция может быть выполнена из трубного профиля. Колесо возвратного механизма выполнено шириной достаточной для приема от одного до шести, а преимущественно трех потоков прутка для поперечных стержней. Основная функция возвратного механизма - перенаправлять поток поперечных стрежней композитной сетки в сторону, противоположную направлению потока готовой композитной сетки и подачи вышеуказанного потока в тянущее устройство. Тянущее устройство композитной сетки и прутков для поперечных стержней может быть шагового, конвейерного, тракового или роликого типов.
Потоки прутков, предназначенные для изготовления поперечных стержней сетки, движутся по линии быстрее, чем поток изготовления композитной сетки. Потоки ровинга, предназначенные для изготовления поперечных стержней сетки, могут проходить через отдельную секцию 12 камеры полимеризации 4, или, как вариант, через отдельную камеру полимеризации, температура в которой выше, на 80-170 С° в зависимости от диаметра прутка, чем в основной секции камеры полимеризации 4. Более высокая температура в вышеуказанной отдельной секции камеры полимеризации позволяет обеспечить необходимую тепловую обработку поперечных прутков при более высокой скорости их протяжки через блоки линии.
Бабины с ровингом располагаются на шпулярнике, откуда нити ровинга протягиваются через узлы пропитки и отжима, где пропитываются связующим компаундом, далее часть потоков нитей ровинга формируется (в устройстве формирования и плетения композитной сетки) в пучки для изготовления продольных стрежней сетки, при этом другая часть потоков ровинга, проходя через отдельный блок пропитки и отжима и, преимущественно, через отдельный узел формирования периодического профиля, где собирается, по меньшей мере, в один, а преимущественно в три крайних потока ровинга для изготовления поперечных стержней сетки. Далее через открытый участок устройства плетения потоки прутков ровинга попадают в камеру полимеризации, расположенную непосредственно за участком плетения, в частности, в ее отдельную секцию, и далее в ванну водяного охлаждения, откуда поток подается на возвратное колесо, с которого через тянущее устройство в сепаратор и далее в устройство формирования и плетения сетки. После сформированная сетка проходитвсе стадии производства композитной арматуры. За счет того, что поперечный стержень не успевает полностью полимеризоваться, перед тем, как вернется в узел формирования и плетения композитной сетки, окончательная полимеризация продольных и поперечных прутков композитной сетки происходит одновременно. Примеры конкретного исполнения не исчерпываются указанным выше, при этом компоненты и узлы заявленной технологической линии могут быть добавлены, переупорядочены, объединены или скомбинированы в других схемах реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство формирования и плетения неметаллической композитной арматурной сетки | 2022 |
|
RU2788719C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| ЛИНИЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2838275C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2394135C1 |
| УСТРОЙСТВО И СПОСОБ СПИРАЛЬНОЙ ОБМОТКИ В ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОЙ АРМАТУРЫ | 2018 |
|
RU2693979C1 |
| Способ изготовления композитной арматурной сетки из неметаллических материалов, поточная линия для его осуществления и композитная арматурная сетка на их основе | 2019 |
|
RU2714060C1 |
| Способ изготовления композитного стержня | 2023 |
|
RU2822110C1 |
| Композитный стержень | 2023 |
|
RU2825906C1 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
Изобретение относится к технологическому оборудованию для изготовления арматурной сетки для армирования бетонных изделий, каменной и кирпичной кладки. Технический результат - повышение степени автоматизации производственного процесса и исключение технологических остановок для замены материала для изготовления поперечных стержней арматурной композитной сетки. В технологической линии для изготовления неметаллической арматурной сетки, включающей последовательно установленные шпулярник с бобинами ровинга, блок пропитки и отжима, устройство формирования и плетения сетки, камеру полимеризации, ванну водяного охлаждения, тянущее устройство для композитной сетки, отрезное устройство, за ванной водяного охлаждения расположен возвратный механизм, выполненный в виде колеса, установленного на станине и выполненного с возможностью приема от одного до шести прутков, предназначенных для поперечных стержней сетки, движущихся параллельно потокам прутков ровинга, предназначенных для продольных стержней сетки, и подачи потоков прутков ровинга для поперечных стержней в сторону, противоположную потоку изготовленной сетки. Технологическая линия содержит сепаратор, выполненный с возможностью разделения потока прутков для поперечных стержней на отдельные прутки и подачи их в устройство формирования и плетения сетки, оборудованное режущим механизмом. Технологическая линия содержит отдельный узел формирования периодического профиля для формирования потока прутков, предназначенных для изготовления поперечных стержней сетки. 2 з.п. ф-лы, 2 ил.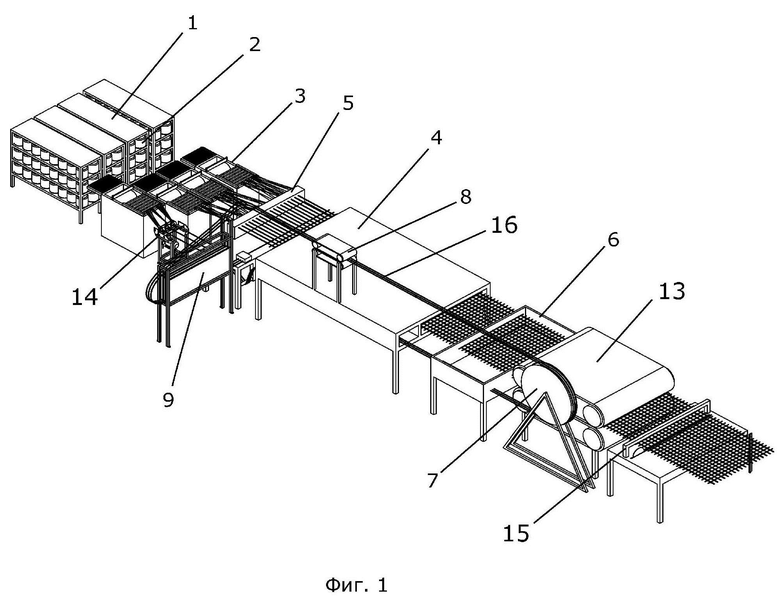
1. Технологическая линия для изготовления неметаллической арматурной сетки, включающая последовательно установленные шпулярник с бобинами ровинга, блок пропитки и отжима, устройство формирования и плетения сетки, камеру полимеризации, ванну водяного охлаждения, тянущее устройство для композитной сетки, отрезное устройство, отличающаяся тем, что за ванной водяного охлаждения расположен возвратный механизм, выполненный в виде колеса, установленного на станине и выполненного с возможностью приема от одного до шести потоков прутков, предназначенных для поперечных стержней сетки, движущихся параллельно потокам прутков ровинга, предназначенных для продольных стержней сетки, и подачи потоков прутков ровинга для поперечных стержней в сторону, противоположную потоку изготовленной сетки.
2. Технологическая линия для изготовления неметаллической арматурной сетки по п. 1, отличающаяся тем, что содержит сепаратор, выполненный с возможностью разделения потока прутков для поперечных стержней на отдельные прутки и подачи их в устройство формирования и плетения сетки, оборудованное режущим механизмом.
3. Технологическая линия для изготовления неметаллической арматурной сетки по п. 1, отличающаяся тем, что содержит отдельный узел формирования периодического профиля для формирования потока прутков, предназначенных для изготовления поперечных стержней сетки.
| Способ изготовления композитной арматурной сетки из неметаллических материалов, поточная линия для его осуществления и композитная арматурная сетка на их основе | 2019 |
|
RU2714060C1 |
| СПОСОБ ФЛОТАЦИОННОГО ОБОГАЩЕНИЯ ПОЛЕЗНЫХИСКОПАЕМЫХ | 0 |
|
SU173663A1 |
| DE 102016111177 A1, 21.12.2017 | |||
| CN 109281439 A, 29.01.2019 | |||
| CN 202367121 U, 08.08.2012. | |||

