Изобретение относится к оборудованию, применяемому в технологических линиях для изготовления неметаллической арматурной сетки, применяемой, в частности, для армирования каменной и кирпичной кладки, бетонных изделий.
По патенту RU 2714060 известен модуль формирования и плетения сетки в виде группы, кинематически связанных между собой, имеющих привод, поперечно ориентированных к продольно-ориентированным прядям полотна, матриц в виде установленных на раме посредством продольно-ориентированных валов шестерен, входящих в зацепление друг с другом и соединенных с электродвигателем, приводящим их во вращательное движение, матрицы содержат каналы для пропускания прядей ровинга, формирующих при вращении матриц продольно-ориентированные стержни при перевивке перекрестно ориентированных между собой смежных прядей ровинга и образующих ячейки сетки при стыковке их с поперечно-ориентированным отвержденным стержнем. Модуль формирования и плетения сетки содержит поперечно-ориентированный к продольным осям вращения матриц, модуль укладки для поперечно-ориентированного отвержденного стержня на основе ровинга.
Недостатком известного устройства является низкое качество конечного продукта вследствие неоднородности физико-механических характеристик всего полотна готовой неметаллической арматурной сетки, обусловленного невозможностью создания ячеек равного размера.
Наиболее близким к заявленному техническому решению является известный по патенту RU 173663 узел формирования и плетения неметаллической арматурной сетки к технологической линии для изготовления неметаллической арматурной сетки, устанавливаемый после отжимного устройства и выполненный в виде укладчика поперечных нитей ровинга и в виде n шестерен с отверстиями для пропускания двух продольных нитей ровинга, причем шестерни, входящие в зацепление друг с другом, установлены на раме посредством валов и соединены с электродвигателем, приводящим их во вращательное движение, при этом количество n шестерен равно количеству ячеек в одном ряду сетки.
Известная конструкция модуля формирования и плетения сетки позволяет выполнять переплетения продольных и поперечных нитей ровинга при создании ячеек сетки. Однако недостатком известного устройства является невозможность создания ячеек равного размера в связи с невозможностью подачи поперечного прутка четко под прямым углом, кроме того, поскольку в известному устройстве зубчатые зацепления шестерен объективно имеют зазор между зубьями, то большое количество последовательно расположенных, находящихся в зацеплении между собой, шестерен приводит к тому, что при проворачивании ведущей шестерни каждая последующая ведомая шестерня накапливает свободный ход и не докручивается, т. е. в ряду шестерен накапливаются люфты, в связи с чем каждая последующая шестерня все больше не докручивает продольный пучок ровинга. Таким образом, недостатком известного устройства, как и предыдущего аналога, является низкое качество конечного продукта вследствие неоднородности физико-механических характеристик всего полотна готовой неметаллической арматурной сетки, обусловленного вышеуказанными причинами.
Техническим результатом заявленного изобретения является повышение качества производимой неметаллической арматурной сетки за счет появления возможности производить одинаковое число оборотов скручивания продольных пучков ровинга вокруг четко перпендикулярно позиционированного по отношению к ним поперечного прутка.
Технический результат достигается тем, что устройство формирования и плетения неметаллической арматурной сетки, содержащее электропривод, установленные на раме узел подачи поперечного прутка, узел подачи продольного пучка ровинга, включающий шестерни с отверстиями для разделения потока продольного пучка ровинга на два потока продольных пучков и их переплетение, отрезной механизм поперечного прутка, согласно изобретению, снабжено зубчатой рейкой и направляющей гребенкой, расположенной поперек рамы и выполненной с возможностью осевого перемещения и оборудованной продольной канавкой для размещения поперечного прутка, а зубчатая рейка выполнена с возможностью возвратно-поступательного перемещения для привода шестерен.
Содержит устройство выравнивания поперечных прутков, расположенное после направляющей гребенки по ходу движения сетки.
Наличие направляющей гребенки, выполненной с возможностью осевого перемещения (откидывания по оси) и оборудованной продольной канавкой позволяет при опускании гребенки подавать поперечный пруток из узла подачи поперечного прутка сквозь вышеуказанную канавку четко перпендикулярно разделенному надвое через отверстия шестерен потоку продольных пучков ровинга, при этом поперечный пруток проходит по канавке сквозь промежутки между двумя потоками каждого продольного прута, не зацепляя отдельные нити. Переплетение поперечного прута продольными пучками осуществляется после поднятия направляющей гребенки в момент, когда поперечный пруток максимально выровнен. Таким образом, формируются ровные ячейки неметаллической арматурной сетки одинакового размера с четко перпендикулярным расположением поперечного прута.
При этом число оборотов всех шестерней, обусловленное ходом зубчатой рейки, позволяет добиться полной синхронности движения шестерен и одинакового числа их оборотов в каждом цикле, что, в свою очередь, позволяет добиться одинакового числа оборотов скручивания продольных пучков ровинга вокруг поперечного прута при каждом цикле, чего невозможно добиться при движении шестерен ведущей шестерней, приводимой в движение электродвигателем, как в наиболее близком аналоге.
Одинаковое число оборотов скручивания продольных пучков ровинга позволяет не только добиться одинаковой прочности всех точек переплетения сетки, но и минимизирует возможность смещения поперечного прута от заданного направляющей гребенкой положения, поскольку сила воздействия на поперечный пруток одинакова во всех точках переплетения.
Наличие устройства выравнивания поперечных прутков, расположенного после направляющей гребенки по ходу движения сетки, позволяет окончательно выровнять уже установленные и переплетенные продольными пучками поперечные пруты перед подачей сетки в камеру полимеризации.
Проведенные испытания показали, что в результате использования в технологической линии опытного образца заявленного устройства получена неметаллическая арматурная композитная сетка с выровненными по всему ее полотну поперечными прутами, что оказывает влияние на эксплуатационные характеристики сетки, в частности, полученная сетка обладает одинаковой прочностью на разрыв по всему ее полотну и одинаковой адгезией с бетоном по всему ее полотну.
Сущность заявленного изобретения поясняется рисунками:
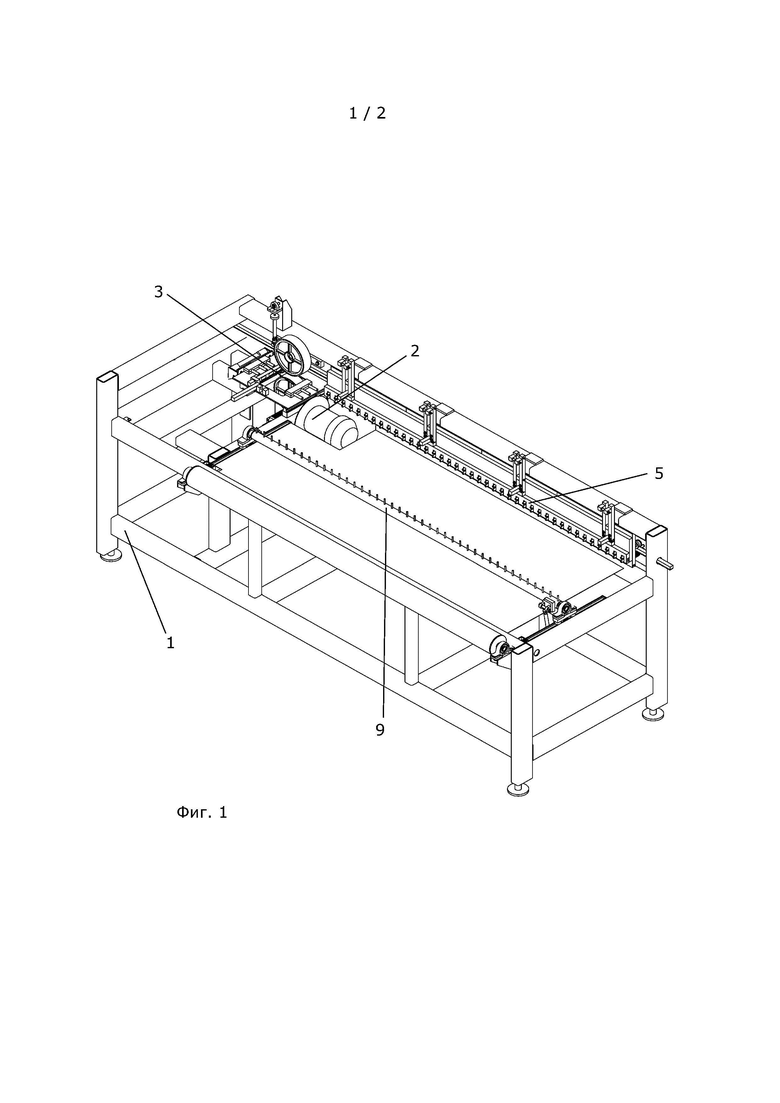
На фиг. 1 схематично показан общий вид устройства формирования и плетения неметаллической арматурной сетки;
На фиг. 2 схематично показан вид на привод шестерен переплетения продольных прутьев;
На фиг. 3 схематично изображен разрез Б-Б фигуры 2 - вид сбоку на устройство формирования и плетения неметаллической арматурной сетки.
Устройстве формирования и плетения неметаллической арматурной 12 сетки содержит раму 1, электропривод (на чертежах не показан), узел подачи поперечного прутка 3, узел подачи продольного пучка ровинга, включающий шестерни 4 с отверстиями для разделения потока продольного пучка ровинга на два потока, отрезной механизм 2 поперечного прутка, направляющую гребенку 5 с продольной канавкой 6, шестерни 4 переплетения продольных прутьев, находящиеся в зацеплении с зубчатой рейкой 7, в качестве привода которой может быть использован пневмоцилиндр 8, устройство 9 выравнивания поперечных прутков, расположенное после направляющей гребенки по ходу движения сетки.
Ограничение хода пневмоцилиндра 8, вращающего шестерни 4, при каждом цикле обеспечивается с помощью перемещения упора 11 (ограничителя хода поршня), что позволяет добиться регулировки числа оборотов переплета за цикл. Одинаковое число оборотов позволяет установить шестерни 4 в исходное положение. Шестерни могут быть оборудованы втулками 10, которые при повторении цикла не мешают прижатию гребенки 5, а при ее опускании расположены между ее зубьями. Устройство 9 выравнивания поперечных прутков может быть выполнено в виде балки с выступами, расположенной за узлом плетения и выполненной с возможностью осевого перемещения. Зубчатая рейка выполняется длиной достаточной для прокрутки всех шестерней переплетения продольных прутьев на одинаковое число оборотов при каждом цикле. В качестве привода зубчатой рейки может быть использован не только пневмоцилиндр, но и, например, электродвигатель, цепная или ременная передача, а также иная конструкция привода.
Узел подачи поперечного прутка содержит прижимной и ведущий ролики, и каретку с отверстиями, выполненную с возможностью линейного продольного перемещения и подачи поперечного прутка в продольную канавку направляющей гребенки. Отверстия шестерен могут быть оборудованы патрубками, занимающими положение между зубьями направляющей гребенки при ее опускании, при этом, поскольку потоки продольных нитей движутся по данным патрубкам, то невозможно задевание поперечного прута за нити при его установке.
На шпулярниках расположены бобины ровинга. Нити ровинга пропускают через блоки пропитки и отжима, в них ровинг пропитывается компаундом, излишки компаунда отжимаются на выходе из блока. Один из блоков пропитки и отжима предназначен для поперечных прутьев, два остальных для продольных. После блоков пропитки расположен узел спиральной обмотки поперечного прута. Ровинг, проходя через этот узел, собирается в прутки поперечного стержня, на которые наносится периодический профиль. Далее поперечный прут попадает в камеру полимеризации, где, под влиянием температуры, происходит затвердевание. Проходя через ванну водяного охлаждения, поперечные прутья попадают на возвратное колесо, которое меняет направление движения прута в противоположную сторону. Для дальнейшего непрерывного движения поперечных прутьев предназначен тянущий узел поперечного прута. Проходя через него, прутья попадают в сепаратор - устройство, предназначенное для распределения, накопления и подачи прутьев в узел формирования и плетения сетки. После блока пропитки и отжима ровинг для продольных прутьев попадает в узел формирования и плетения сетки, где формируются пучки ровинга продольных стержней, которые, попадая в отверстия шестерен, делятся на два пучка. Конструкция шестерен предусматривает канавки между отверстиями, в которые подается поперечный прут с помощью пары колес с полиуретановым покрытием. В заявленном устройстве производится цикл формирования и плетения неметаллической арматурной сетки в следующей последовательности: направляющая гребенка прижимается; из узла подачи подается поперечный прут, происходит фиксация поперечного прутка и подача пилы, установленной на качели, и рез поперечного прута, направляющая гребенка откидывается, освобождая поперечный прут, сетка все время движется, одновременно с этим в узле подачи поднимается прижимное колесо, а положение подающей каретки меняется, колесо опускается, зубчатая рейка приводит в движение шестерни и происходит переплетение.
Последовательность действий исполнительных механизмов происходит на основании заложенного алгоритма в программно-электронное управление. При этом очередность перемещения пневмоцилиндров определяется срабатыванием системы пневмораспределителей, осуществляющимся смещением золотника путем подачи тока с блока управления на соленоид, который, создавая магнитное поле, перемещает золотник. Управление питанием двигателей осуществляется подачей тока с блока управления на двигатель, а сторона вращения может задаваться переключением полюсов питания, частота двигателей регулируется частотными преобразователями в блоке управления.
Далее почти готовая сетка попадает в камеру полимеризации, где, под влиянием температуры, происходит окончательное затвердевание. Для охлаждения сетки служит блок водяного охлаждения.
Следующим этапом для сетки является ее рез на мерные длины, это происходит с помощью автоматического отрезного устройства, куда композитная сетка попадает, проходя через тянущее устройство, протягивающее ровинг и сетку через все функциональные элементы линии. Для растаривания сетки в рулоны может быть установлен рулонатор, который формирует из потока сетки рулоны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления неметаллической композитной арматурной сетки | 2022 |
|
RU2788691C1 |
| ЛИНИЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2838275C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| Способ изготовления композитной арматурной сетки из неметаллических материалов, поточная линия для его осуществления и композитная арматурная сетка на их основе | 2019 |
|
RU2714060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА И КОМПОЗИТНАЯ АРМАТУРА, ИЗГОТАВЛИВАЕМАЯ ТАКИМ СПОСОБОМ | 2023 |
|
RU2815144C1 |
| НЕМЕТАЛЛИЧЕСКИЙ АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2579053C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2404892C1 |
| Технологическая линия для изготовления композитной арматуры | 2022 |
|
RU2789909C1 |
| Технологическая линия для изготовления арматуры из композитных материалов | 2020 |
|
RU2770724C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2005 |
|
RU2287646C1 |

Изобретение относится к оборудованию, применяемому в технологических линиях для изготовления неметаллической арматурной сетки. Технический результат - повышение качества производимой неметаллической арматурной сетки за счет возможности производить одинаковое число оборотов скручивания продольных пучков ровинга вокруг четко перпендикулярно позиционированного по отношению к ним поперечного прутка. Устройство формирования и плетения неметаллической арматурной сетки, содержащее электропривод, установленные на раме узел подачи поперечного прутка, узел подачи продольного пучка ровинга, включающий шестерни с отверстиями для разделения потока продольного пучка ровинга на два потока продольных пучков и их переплетение, отрезной механизм поперечного прутка, снабжено зубчатой рейкой и направляющей гребенкой, расположенной поперек рамы и выполненной с возможностью осевого перемещения и оборудованной продольной канавкой для размещения поперечного прутка. Зубчатая рейка выполнена с возможностью возвратно-поступательного перемещения для привода шестерен. После направляющей гребенки по ходу движения сетки расположено устройство выравнивания поперечных прутков. 1 з.п. ф-лы, 3 ил.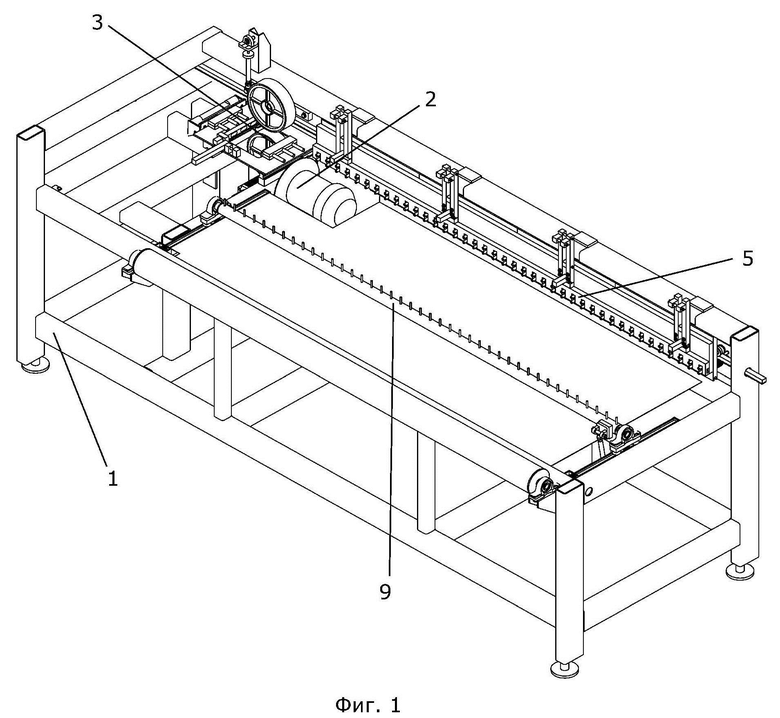
1. Устройство формирования и плетения неметаллической арматурной сетки, содержащее электропривод, установленные на раме узел подачи поперечного прутка, узел подачи продольного пучка ровинга, включающий шестерни с отверстиями для разделения потока продольного пучка ровинга на два потока продольных пучков и их переплетение, отрезной механизм поперечного прутка, отличающееся тем, что снабжено зубчатой рейкой и направляющей гребенкой, расположенной поперек рамы и выполненной с возможностью осевого перемещения и оборудованной продольной канавкой для размещения поперечного прутка, а зубчатая рейка выполнена с возможностью возвратно-поступательного перемещения для привода шестерен.
2. Устройство формирования и плетения неметаллической арматурной сетки по п. 1, отличающееся тем, что содержит устройство выравнивания поперечных прутков, расположенное после направляющей гребенки по ходу движения сетки.
| СПОСОБ ФЛОТАЦИОННОГО ОБОГАЩЕНИЯ ПОЛЕЗНЫХИСКОПАЕМЫХ | 0 |
|
SU173663A1 |
| EP 3444390 A1, 20.02.2019 | |||
| WO 2011021137 A3, 24.02.2011 | |||
| US 7909067 B2, 22.03.2011 | |||
| US 10604932 B2, 31.03.2020 | |||
| RU 2001126489 A, 27.03.2004 | |||
| Письменный прибор для слепых | 1949 |
|
SU81912A1 |
| Устройство для изготовления проволочной сетки | 1984 |
|
SU1304967A1 |

