Область техники
Изобретение относится, прежде всего, к прецизионному станкостроению и приборостроению и может применяться для создания пористых газостатических опор (ГО) в высокоскоростных и/или высокоточных шпиндельных узлах, линейных направляющих, подпятниках и в других устройствах станков и измерительного оборудования.
Уровень техники
В предлагаемой технологии рассматриваются опоры с наддувом через частично пористую опорную поверхность, изготовленные за счет установки пористых вставок в непроницаемый корпус аэростатической опоры. Опоры с наддувом через частично пористую опорную поверхность обладают рядом преимуществ. У них больше жесткость и несущая способность по сравнению с опорами, использующими точечный наддув, за счет более равномерного распределения давления на опорной поверхности. Они не склонны к автоколебаниям типа «пневмомолоток» в отличие от опор с точечным наддувом и распределительными полостями (карманами или канавками). По сравнению с опорами со сплошной пористой стенкой они потребляют меньше сжатого газа и более надежны, поскольку случайные удары могут восприниматься корпусом опоры без повреждения пористых вставок. Несмотря на преимущества опор с наддувом через частично пористую поверхность, они еще не получили широкого распространения, прежде всего, из-за сложности изготовления пористых вставок с заданной проницаемостью. Все пористые материалы, применимые в ГО, обладают существенным разбросом проницаемости, что приводит к разбросу характеристик опор (жесткость, несущая способность, расход газа, …), а также к неравномерному всплытию, искажению жесткостной симметрии, форм и частот свободных колебаний. Например, проницаемость графитовых пористых вставок, изготовленных из одной заготовки, может различаться почти в 2 раза, что приводит к разбросу несущей способности плоской ГО на 32%, всплытия - на 22%, жесткости - на 33%, демпфирования - на 66%, расхода воздуха - на 64% (см. Пошехонов Р.А., Гуськов A.M. Влияние неоднородности проницаемости ограничителей наддува на характеристики плоских аэростатических опор // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн., 2013, №8).
Известны различные подходы к преодолению данной проблемы.
Одним из подходов является использование пористых материалов с малым разбросом проницаемости. В патенте РФ RU 2186268 (МПК F16C 32/06, F16C 33/18, опубликовано 27.07.2002) предлагается в качестве проницаемого материала использовать термически обработанную заболонную часть древесины. Древесина представляет собой естественный пористый материал, состоящий из волокон и пор, при этом поры выполняют функцию питателей капиллярного типа. В качестве заготовок используют заболонную часть древесины, которая имеет однородное строение вследствие одинаковой плотности годовых колец по всему поперечному сечению. Недостатком данного способа является большое значение коэффициента проницаемости и его значительный разброс: наибольшее значение отличается от наименьшего почти в 2,5 раза. Кроме того, данный способ сложно применить в серийном производстве из-за того, что состав и свойства древесины варьируются в зависимости от условия роста, возраста, времени года, когда дерево было срублено, слоев, ориентации волокон.
По патенту США US 4838710 (А) (МПК С23С 14/32; С23С 30/00; F16C 32/06; F16C 33/04; F16C 33/02; опубл. 13.06.1989) в газостатическом подшипнике вставки выполнены из пористого графита. Для изготовления пористых вставок используют углеродные частицы, которые подвергают формованию, кальцинации и графитизации.
Недостатком данного способа изготовления графитовых вставок газостатического подшипника является то, что их проницаемость сильно зависит от состава спекаемых углеродных частиц (их размеров и формы), равномерности их распределения и параметров технологических процессов, которые на производстве не выдерживаются с абсолютной точностью. Также при производстве сложно выдержать идентичный состав для нескольких партий заготовок. В результате графитовые вставки характеризуются заметным разбросом проницаемости.
Другим подходом является пропитка или насыщение частицами пористых материалов, имевших заведомо большую проницаемость, для снижения проницаемости до нужного уровня. В патентной заявке Японии JPH 02256915 (A) (МПК F16C 32/06, опубл. 17.10.1990) на основном пористом материале создается дросселирующий слой, путем пропитки поверхностного слоя частично герметизирующим составом. В этой заявке приводится пример, где пропитывался фенольной смолой графитовый материал с заведомо большей, чем необходимо, проницаемостью. После пропитки и температурного отверждения смолы проницаемость снижается. Контроль процесса осуществляется по глубине пропитки.
Недостатком такого способа является неоднородность выпускаемой продукции, так как не всегда легко контролировать постоянство глубины пропитки смолой. Кроме того, глубина пропитки косвенно и не точно характеризует проницаемость.
Согласно патентной заявке Японии JPS 5850314 (A) (МПК F16C 32/06, опубл. 24.03.1983) для регулирования до заданного значения проницаемости применяют твердый порошок на поверхности пористого материала подшипника. Изначально параметры пористого ограничителя подбирают для обеспечения заведомо большей проницаемости. После предварительных измерений на поверхность пористого материала подшипника наносят твердый порошок так, чтобы вызвать закупоривание отверстий на поверхности пористого опорного элемента, тем самым снижая проницаемость до расчетного значения.
Другим подходом для обеспечения требуемой проницаемости является использование дополнительной механической обработки. В патенте ФРГ DE 3230232 (C2) (МПК F16C 32/06, F16C 33/14, опубликованном 16.02.1984) предлагается использовать пористые вставки, внутренние слои которых имеют большую степень сжатия по сравнению с основной частью вставок. Прежде всего сжатые слои берут на себя функцию ограничения проницаемости вкладыша подшипника. Сжать внутреннюю поверхность вкладыша подшипника предлагается механической прокаткой, а затем расширить поверхностные поры с помощью электрической коррозии до заданного размера пор снова. Таким способом могут быть точно обеспечена несущая способность ГО.
Недостатком способа является сложность электрической коррозии. Кроме того, в условиях работы подаваемый газ, пройдя через сжатые слои, сначала должен заполнить внутренние полости пористой вставки и только потом доходит до опорной поверхности. При значительном объеме пор вставки или высоком давлении подачи это будет приводить к «пневмомолотку», также, как это бывает с опорами, имеющими распределительные полости существенного объема.
Другим вариантом формирования заданной проницаемости пористых ограничителей наддува является способ по патенту США US 6342270 (МПК F16C 32/06, B05D 3/12; опубл. 29.01.2002). Данный способ ближе остальных к предлагаемой технологии и выбран за прототип (аналог). Согласно прототипу на лицевую поверхность базового элемента пористого ограничителя наддува, имеющего заведомо большую проницаемость, наносят тонкий слой второго менее проницаемого материала. Снятие излишков второго материала при чистовой обработке лицевой поверхности пористого материала алмазным резанием позволяет получить пористый ограничитель требуемой газопроницаемости. При каждом проходе алмазного резца требуется контролировать сопротивление ограничителя наддува и обеспечивать чистовое качество обработки его лицевой поверхности. Глубиной резания на каждом проходе (до 0,1 мкм и даже менее) управляют на основе контроля расхода, чтобы получить желаемую проницаемость.
Данный способ также обладает рядом недостатков. При чистовой обработке лицевой поверхности ограничителя наддува приходится одновременно контролировать несколько параметров (сопротивление ограничителя наддува и параметры, характеризующие точность обрабатываемой поверхности), что на практике требует компромисса между точностью выдерживания сопротивления и качеством поверхности. Также такая обработка пригодна только для обработки опоры со сплошной пористой стенкой или только с одной пористой вставкой.
Раскрытие изобретения
Предлагаемый способ во многом лишен описанных недостатков. Задачей изобретения является обеспечение более эффективного по трудо- и времязатратам способа формирования пористых ограничителей наддува с заданной проницаемостью в газостатических подшипниках.
Для достижения технического результата способ формирования пористых ограничителей наддува в газостатических подшипниках включает контролируемую механическую обработку поверхности ограничителей посредством механического удаления части поверхности. После каждого прохода или этапа обработки контролируют проницаемость посредством измерения расхода и давления подводимого воздуха через ограничители (пористые вставки), проходы обработки проводят до тех пор, пока проницаемость ограничителей не достигнет требуемой величины.
При этом обработку проводят в два этапа с индивидуальным контролем проницаемости каждого обрабатываемого ограничителя наддува посредством измерения давления и расхода воздуха через него. На первом этапе обработки формируют совместную чистовую лицевую поверхность и корпуса газостатической опоры и ограничителей наддува, ранее установленных в него с заведомо большей проницаемостью до начала обработки и с припуском на механическую обработку, и контролируют только геометрическую точность поверхности. Пористые вставки с заведомо большей проницаемостью к началу обработки должны быть установлены (вклеены, посажены в натяг с герметизацией стыка или закреплены любым другим образом) в корпусе аэростатической опоры. На первом этапе последовательно проводят черновую, чистовую и финишную обработку общей лицевой поверхности пористых ограничителей наддува и корпуса ГО. При этом добиваются геометрической (как правило, субмикронной) точности лицевой поверхности ГО.
На втором этапе проводят срезание слоев пористого материала отдельно каждого ограничителя наддува с его задней поверхности, до тех пор, пока не будет достигнута требуемая проницаемость пористого ограничителя, определяемая по величине расхода и давления. На втором этапе с помощью механической обработки задних поверхностей пористых вставок, оставленных в корпусе опоры, уменьшают их толщину, добиваясь необходимой проницаемости последовательно для каждой вставки. При этом непрерывно или после каждого прохода инструмента контролируют проницаемость каждой пористой вставки. Для этого с помощью приспособления с герметичным креплением к поверхности опоры вокруг контролируемого ограничителя наддува подводят сжатый воздух только к нему со стороны его лицевой поверхности для прохода сжатого воздуха через обрабатываемую пористую вставку и замер давления и расхода воздуха через нее.
Также желательно применять меры для предотвращения засорения пористого материала его механически срезаемыми частицами на каждом этапе обработки. Для этого можно во время обработки продувать воздух через пористые вставки с их необрабатываемой стороны, а после обработки, не выключая продува, сдувать опилки струей сжатого воздуха с меньшим давлением или удалять их пылесосом.
Перечень чертежей
Фиг.1. Этап обработки лицевой поверхности ГО.
Фиг.2. Этап обработки задней поверхности пористого ограничителя наддува.
Фиг.3. Пример реализации. Конструкция плоского аэростатического подпятника.
Фиг.4. Пример реализации. Этап обработки лицевой поверхности.
Фиг.5. Пример реализации. Этап обработки задней поверхности каждого пористого ограничителя наддува.
Фиг.6. Пример реализации. Схема подключения измерительного оборудования для контроля проницаемости обрабатываемой вставки
Осуществление изобретения.
Этап 1. На фиг.1 условно показана обработка лицевой поверхности ГО. Она может последовательно проводиться с применением тонкого фрезерования, тонкого, твердого или алмазного точения, шлифования, притирки. На фиг.1 обозначены: 2 - корпус ГО; 4 - пористые ограничители наддува после установки в корпус; 12 - условно изображенный инструмент. По каналам в корпусе подается воздух для продувки пор от срезаемого материала. При этом контролируются только геометрическая точность формируемой общей поверхности корпуса ГО с пористыми ограничителями.
Этап 2. На фиг.2 условно показана обработка задней поверхности ограничителя наддува, с помощью торцевого фрезерования. Во время обработки через пористую вставку пропускается воздух, по расходу и давлению которого контролируется проницаемость пористой вставки. Обработка прекращается, когда проницаемость достигнет требуемой величины. Подаваемый воздух также способствует очищению пор от срезаемого материала. На фиг.2 обозначены: 1 - корпусная деталь аэростатической опоры; 5 - пористые вставки после обработки лицевой поверхности; 6 - готовая пористая вставка после обработки задней поверхности; 12 - условно изображенный инструмент; 13 - приспособление для подвода воздуха с уплотнением с уплотнением 14.
Данный способ не требует высокой геометрической точности обработки задней поверхности ограничителя наддува, которая может осуществляться, например, концевым фрезерованием или сверлением одного или нескольких отверстий.
Количество и размеры отверстий или удаляемого объема материала должны назначаться таким образом, чтобы исключить разрушение или значительную деформацию ограничителя наддува.
Данное решение устраняет одно из основных препятствий в создании газостатических опор с частично пористой опорной поверхностью. За счет использования данного способа можно получать опоры с меньшим разбросом характеристик: жесткостью опор, несущей способностью, частотами колебаний узлов, потребляемым расходом газа.
Пример реализации предлагаемой технологии при изготовлении плоского аэростатического подпятника
Схема плоского аэростатического подпятника, поясняющая его конструкцию и принцип действия, представлена на фиг.3. Аэростатический подпятник перемещается по плоской направляющей поверхности 1, от которой он отделен аэростатическим поддерживающим слоем. Для защиты от коррозии и механических повреждений направляющая покрыта алмазоподобным или другим аналогичным износо- и коррозионно-стойким покрытием. Аэростатический подпятник состоит из корпуса опоры 2 и крышки 3, которые стянуты двумя рядами болтов 10. Между корпусом и крышкой имеются два резиновых уплотнительных кольца 7. Уплотнительные кольца служат для предотвращения утечки воздуха из кольцевой распределительной канавки 8, которая служит для подвода воздуха к ряду готовых пористых вставок 6. На подпятник давит пята 11 опираемого объекта. Сжатый воздух в подпятник подается через отверстие 9. Предлагаемая технология служит для изготовления готовых пористых вставок 7 с заранее заданной проницаемостью.
На фиг.4 условно показана обработка лицевой поверхности опоры. Для ее проведения опора подготавливается следующим образом. Пористые вставки 4 вклеены в отверстия корпуса 2 и уперты в буртики отверстий. Геометрия вставок соответствует геометрии отверстий с буртиками и предусматривает припуск на механическую обработку. Клеевое соединение герметизирует стык пористых вставок и корпуса, а буртики предотвращают выдавливание давлением пористых вставок. Толщина пористой вставки подбирается таким образом, чтобы ее проницаемость была ниже требуемой величины с определенным запасом. Во время механической обработки (если она допускает этого) желательно пропускать через пористые вставки воздух для предотвращения забивания пор срезаемым материалом. Для этого удобно использовать систему подачи воздуха, соответствующую рабочему состоянию опоры. К корпусу 2 присоединяется крышка 3 болтами 10. Стык корпуса и крышки герметизируется уплотнительными кольцами 7. Воздух в распределительную камеру подается через отверстие 9.
Проводится последовательная обработка лицевой поверхности аэростатической опоры для достижения субмикронной точности (на фиг.4 условно показано предварительное фрезерование). Окончательная прецизионная обработка лицевой поверхности аэростатической опоры возможна любыми существующими методами, например алмазным фрезерованием, алмазным точением, притиркой… Чистовая обработка проводится после установки вставок и устраняет погрешности их монтажа относительно корпуса. При обработке лицевой поверхности контролируется только ее геометрическое состояние.
На фиг.5 и 6 поясняется этап обработки задней поверхности пористых вставок. Обработка проводится последовательно для каждой вставки. Если, при чистовой обработке подавался воздух через пористые ограничители наддува, то аэростатическая опора разбирается для обеспечения доступа инструмента к задним поверхностям пористых вставок. Передние поверхности опоры очищаются от остатков удаленного материала, чтобы его не засосало в поры при обратном движении воздуха. К лицевой поверхности корпуса прижимается приспособление 13 для подачи воздуха в обратном направлении через одну вставку. Приспособление герметизируется резиновым уплотнением 14 и прижимается силой F, необходимой для его удержания. Приспособление 13 должно обеспечивать подачу воздуха только на одну вставку, которая будет обрабатываться. Механическая обработка задней поверхности предполагает последовательное снятие материала, уменьшающее толщину вставки и увеличивающее ее проницаемость. Обработка возможна различными способами, например, торцевым фрезерованием, сверлением отверстий и т.п. Снятие материала не должно приводить к сильно неравномерному движению воздуха через вставку (как, например, одно узкое и глубокое отверстие) или существенному снижению ее прочности и жесткости.
Во время обработки через пористую вставку непрерывно пропускается воздух, для очистки пор от срезаемого материала и контроля проницаемости вставки. Обработка прекращается после достижения необходимой проницаемости. После обработки срезанный материал удаляется струей сжатого воздуха. Контроль проницаемости осуществляется следующим образом (фиг.6). Воздух пропускается по шлангу 15 через регулировочный вентиль 18, расходомер 17, манометр 16. Вентиль 18 должен позволять задавать постоянный уровень давления подачи воздуха, который контролируется манометром 16. По мере обработки пористой вставки 5 инструментом 12 увеличивается ее проницаемость и растет расход воздуха, фиксируемый расходомером 17. При этом обработка задней поверхности вставки требует не высокой геометрической точности, а медленного срезания слоев для достаточно медленного и плавного снижения расхода.
Предлагаемый способ применим и для других видов аэростатических опор с частично проницаемыми опорными поверхностями, например, для шпиндельных узлов с цилиндрическими, плоскими или сферическими аэростатическими подшипниками. Последовательность обработки опорных поверхностей подшипников и задних поверхностей пористых ограничителей наддува остается без изменений, как и в описанном примере реализации. Требования по субмикронной точности лицевых поверхностей ГО остаются также неизменными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| ЭЛЕКТРОШПИНДЕЛЬ | 2013 |
|
RU2528420C1 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 2007 |
|
RU2357119C1 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 1999 |
|
RU2185532C2 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 2006 |
|
RU2299360C1 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 2000 |
|
RU2194889C2 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 2000 |
|
RU2196926C2 |
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 1999 |
|
RU2171924C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Аэростатический измеритель линейных перемещений | 2024 |
|
RU2829305C1 |





Изобретение относится, прежде всего, к прецизионному станкостроению и приборостроению и может применяться для создания пористых газостатических опор в высокоскоростных и/или высокоточных шпиндельных узлах, линейных направляющих, подпятниках и в других устройствах станков и измерительного оборудования. Способ формирования пористых ограничителей наддува (пористые вставки (5, 6) в газостатических подшипниках включает контролируемую механическую обработку поверхности ограничителей (5, 6) посредством механического удаления части поверхности. При этом обработку проводят в два этапа с индивидуальным контролем проницаемости каждого обрабатываемого ограничителя (5, 6) посредством измерения давления и расхода воздуха через него. На первом этапе обработки формируют совместную чистовую лицевую поверхность корпуса и ограничителей (5, 6), ранее установленных в него с заведомо большей проницаемостью до начала обработки и с припуском на механическую обработку, и контролируют только геометрическую точность поверхности. На втором этапе проводят срезание слоев пористого материала отдельно каждого ограничителя (5, 6) с его задней поверхности, до тех пор, пока не будет достигнута требуемая проницаемость ограничителя (5, 6), определяемая по величине расхода и давления. Для этого к каждому ограничителю (5, 6) подводят воздух с помощью приспособления (13) с герметичным креплением к лицевой поверхности и осуществляют замер давления и расход проходящего воздуха. Технический результат: обеспечение более эффективного по трудо- и времязатратам способа формирования пористых ограничителей наддува с заданной проницаемостью в газостатических подшипниках. 2 з.п. ф-лы, 6 ил.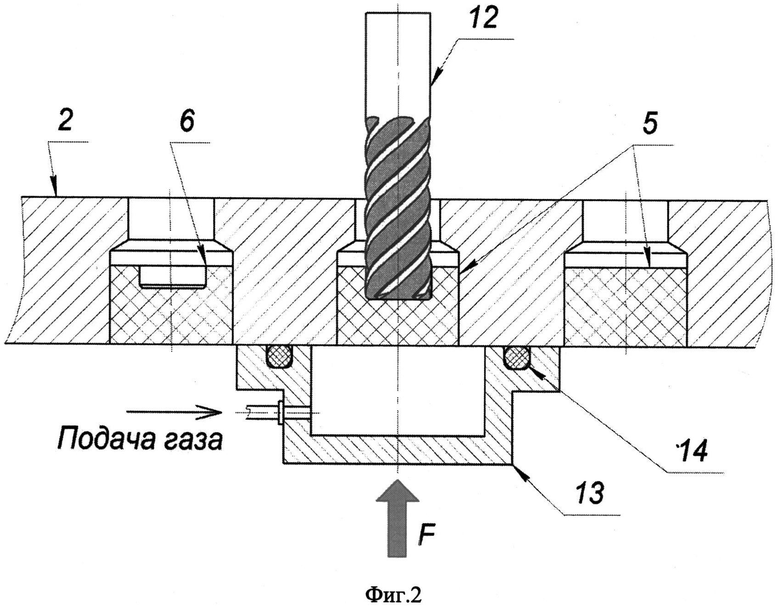
1. Способ формирования пористых ограничителей наддува в газостатических подшипниках, включающий контролируемую механическую обработку поверхности ограничителей посредством механического удаления части поверхности, после каждого прохода или этапа обработки контролируют проницаемость посредством измерения расхода и давления подводимого воздуха через ограничители, проходы обработки проводят до тех пор, пока проницаемость ограничителей не достигнет требуемой величины, отличающийся тем, что обработку проводят в два этапа с индивидуальным контролем проницаемости каждого обрабатываемого ограничителя наддува посредством измерения давления и расхода воздуха через него, при этом на первом этапе обработки формируют совместную чистовую лицевую поверхность и корпуса газостатической опоры, и ограничителей наддува, ранее установленных в него с заведомо большей проницаемостью до начала обработки и с припуском на механическую обработку, и контролируют только геометрическую точность поверхности; а на втором этапе проводят срезание слоев пористого материала отдельно каждого ограничителя наддува с его задней поверхности до тех пор, пока не будет достигнута требуемая проницаемость пористого ограничителя, определяемая по величине расхода и давления сжатого воздуха через него.
2. Способ по п.1, отличающийся тем, что на втором этапе непрерывно или после каждого прохода инструмента контролируют проницаемость каждой обрабатываемой пористой вставки, для чего к каждому ограничителю наддува подводят воздух с помощью приспособления с герметичным креплением к лицевой поверхности и осуществляют замер давления и расход проходящего воздуха.
3. Способ по п.1 или 2, отличающийся тем, что во время обработки продувают воздух через пористые вставки с их необрабатываемой стороны, а после обработки, не выключая продува, сдувают опилки струей сжатого воздуха с меньшим давлением или удаляют их пылесосом.
| US 6342270 B1, 29.01.2002 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ МАРКЕРА ДЛЯ ПРИЖИЗНЕННОЙ ИНДИКАЦИИ МАЛЫХ ДОЗ РАДИОНУКЛИДА В ОРГАНИЗМЕ | 2004 |
|
RU2256915C1 |
| ПОРИСТЫЙ ВКЛАДЫШ ГАЗОСТАТИЧЕСКОГО ПОДШИПНИКА И СПОСОБ ЕГО ОБРАБОТКИ | 1999 |
|
RU2186268C2 |
| DE 3230232 A1, 16.02.1984 | |||
| ГАЗОСТАТИЧЕСКИЙ ПОДШИПНИК | 1999 |
|
RU2171924C1 |

