Настоящее изобретение относится к лазерной обработке поверхностей листа из нержавеющей стали или других материалов, предназначенной для придания радужного внешнего вида этим поверхностям.
Обработка для создания радужного эффекта, также именуемая «ЛИППС» (LIPPS - лазерно-индуцированная периодическая поверхностная структура) или «рябью» (ripples – небольшие волны), относится к обработке поверхности материала посредством воздействия на нее импульсного лазерного излучения с короткой продолжительностью импульсов (менее одной наносекунды). Диаметр каждого импульса в точке его воздействия на материал, подлежащий обработке, составляет приблизительно от 10 до нескольких сотен мкм. Если энергия падающего луча достаточно высокая, это воздействие излучения вызывает модификацию структуры и/или преобразование поверхности материала, на которой образуется периодическая структура. Однако, если энергия луча слишком высокая, может иметь место явление абляции в результате возникновения испарения/сублимации/ударной волны, предпочтительно совместно с формированием периодической поверхностной структуры. Диапазон величины энергии, которая должна использоваться, можно легко определить экспериментально для заданного материала с целью создания требуемого радужного эффекта без изменения состояния или блеска поверхности.
Указанная обработка, в частности, но неисключительно, выполняется на нержавеющих сталях всех типов. Цель обработки может быть чисто эстетической, но обработка также обеспечивает изменение смачиваемости, а также сопротивление трению и уменьшение бактериального прилипания. Эта обработка может быть выполнена непосредственно на поверхности объекта, имеющего пассивирующий слой на нержавеющей стали, без необходимости предварительной активации/депассивации.
Другими материалами, на которых выполняется эта обработка, в частности, являются металлы, полимеры, например, ПВХ, керамика, стекло.
В остальной части настоящего документа приоритет отдан нержавеющим сталям на том основании, что изобретение относится ко всем металлическим или неметаллическим материалам, которые известны в настоящее время или могут стать известными в будущем, с целью создания радужного эффекта после лазерной обработки, выполняемой как указано выше, по усмотрению посредством приспосабливания точных рабочих параметров установки (мощности и частоты лазеров), которые, как известно, играют роль в создании радужного эффекта в результате формирования периодической поверхностной структуры.
Несмотря на то что точный механизм формирования этой периодической поверхностной структуры еще не определен, испытания и характеристики, полученные различными лабораториями, показывают, что в зависимости от числа проходов лазера и/или энергии импульса и/или параметров сканирования структура поверхности может представлять собой одну из четырех следующих структур, в зависимости от суммарной энергии излучения на единицу площади поверхности, причем эти структуры классифицированы в порядке увеличения энергии, и их наименование обычно используется даже неанглоговорящими специалистами в этой области:
1) Так называемая HSFL-структура (ЛИППС с высокой пространственной частотой):
Эта структура состоит из небольших волн (ряби), которые применительно к нержавеющим сталям ориентированы в направлении поляризации падающего на поверхность лазерного луча. Пространственная частота этих волн меньше длины волны лазера, используемого для обработки.
2) Так называемая LSFL-структура (ЛИППС с низкой пространственной частотой):
Эта структура состоит из больших волн (большей ряби), чем в предыдущей структуре и ориентированы они применительно к нержавеющим сталям в направлении, перпендикулярном поляризации падающего на поверхность лазерного луча. Пространственная частота этих волн немного меньше или больше или равна длине волны лазера. Что касается обработки поверхности нержавеющей стали с помощью лазера с длиной волны 1064 нм, периодичность волн составляет приблизительно 1 мкм. HSFL-структура всё еще может быть видна в канавках LSFL-структуры.
Следует отметить, что для некоторых материалов соответствующие ориентации HSFL-структуры и LSFL-структуры могут быть обратными по сравнению со структурами для нержавеющих сталей.
3) Так называемая «Grooves»-структура или «Bumps»-структура:
Эта структура состоит из выступов микрометрического размера, покрывающих всю обработанную поверхность. Эти выступы сформированы в структуру, напоминающую по внешнему виду «змеиную кожу».
4) «Spike»-структура:
Эта структура состоит из шипов, имеющих высоту в диапазоне от нескольких микронов до нескольких десятков микронов. Расстояние, разделяющее шипы, зависит от параметров обработки.
Дополнительные характеристики структур и механизма их возникновения описаны, в частности, в статье «Evolution of nano-ripples on stainless steel irradiated by picosecond laser pulses», Journal of Laser Applications 26, February 2014, by B. Liu et al. В статье указано, что для равного количества импульсов увеличение плотности излучения ведет к созданию HSFL-структуры, а не LSFL-структуры (как отмечалось выше), в то время как при равной плотности большее количество импульсов ведет к созданию LSFL-структуры, а не HSFL-структуры, вплоть до того момента как количество импульсов становится слишком высоким для наблюдения волн. Точная конфигурация поверхности после воздействия излучения достигается с помощью механизма, вовлекающего как определенное количество принимаемых импульсов, так и энергию, подаваемую каждым из них, для заданного материала. Этот механизм является сложным, но для заданного материала пользователь может экспериментально определить надежные условия для получения одной или другой из вышеупомянутых конфигураций.
В общем, в первых двух случаях это образование периодической поверхности обеспечивает возникновение явления, хорошо известного операторам, выполняющим лазерную обработку поверхности, которое представляет собой дифракцию света посредством создания оптической сетки, когда обрабатываемый образец помещен под источник света. В зависимости от ориентации и положения пользователя и света на образце могут быть видны цвета радуги. Это то, что известно как «радужный эффект»
Этот эффект больше не существует, когда поверхность образца имеет отчетливо выраженный внешний вид, относящийся к третьему или четвертому вышеупомянутым случаям, поскольку в эти двух случаях энергия, подаваемая источником лазерного излучения на поверхность образца, достигает уровня, который является чрезмерным, по меньшей мере, локально, вызывая деформации поверхности, которые больше не позволяют создавать радужный эффект, поскольку структурирование поверхности теряет периодический характер.
Это придание радужного цвета не следует путать с окрашиванием поверхности нержавеющих сталей, которое получается независимо от того, делается это преднамеренно или нет, посредством плазменной обработки или поверхностного окисления посредством обработки в печи или сварочными горелками. Радужный эффект, рассматриваемый в настоящем изобретении, достигается не посредством окрашивания материала в строгом понимании, а благодаря появлению цветов на поверхности при определенных условиях наблюдения. Отсутствие периодичности структуры поверхности в процессах окрашивания, совместно именуемых надлежащим образом, является существенным различием между приданием радужного цвета поверхности по настоящему изобретению и окрашиванием нержавеющих сталей с помощью плазменной и печной обработки или обработки сварочными горелками.
Однако следует отметить, что наблюдение или ненаблюдение указанной радужности обычно связано с высокой направленностью, т.е. наблюдение этой радужности и интенсивности наблюдаемой радужности в значительной степени зависит от угла, под которым наблюдают поверхность материала.
Проблема, с которой сталкиваются операторы во время придания радужности поверхности, состоит в следующем.
В настоящее время существует возможность получения однородных образцов в лаборатории с обработкой для придания радужности, используя или только систему, соединяющую друг с другом лазер и сканер, создающие как ось быстрого перемещения лазерного луча (с помощью многоугольного колеса или гальванометрического зеркала), так и ось медленного перемещения лазерного луча (с помощью гальванометрического зеркала), или систему лазера и сканера, соединенных с механической рукой, перемещающей сканер вдоль медленной оси относительно объекта, подлежащего обработке.
Перемещение сканера вдоль медленной оси может быть заменено перемещением объекта, подлежащего обработке, например, металлического листа, вдоль медленной оси перед лазером, который остается неподвижным на медленной оси и движется вдоль быстрой оси. Также может быть предусмотрено, чтобы лазер оставался неподвижным вдоль обеих осей (медленной оси и быстрой оси), и вдоль обеих осей движется объект, подлежащий обработке. Существенным является относительное перемещение между объектом, подлежащим обработке, и лазером последовательно вдоль обеих осей.
Вышеописанный механизм формирования структур зависит от суммарной энергии, передаваемой на поверхность материала, и от пространственного и временнóго распределения этой энергии. Таким образом, «интенсивность» радужности, получаемая с помощью LSFL-структур, увеличивается между каждым новым проходом лазера на уже обработанных проходах до тех пор пока не будет достигнут максимум, после чего она уменьшается, когда LSFL-структуры постепенно становятся «выступами» под действием дополнительной прикладываемой энергии.
Это означает, что существует оптимум энергии, который должен передаваться на поверхность материала, т.е. оптимум, для которого радужный эффект является наиболее интенсивным, и этот оптимум должен определяться и прикладываться ко всей рассматриваемой поверхности.
Однако такие обработанные объекты обычно имеют небольшой размер и/или изготавливаются с низкой производительностью.
Ограничение размеров объектов главным образом связано с ограниченными размерами оптических полей узлов, образованных лазером, сканером и системой фокусирования, причем последняя может быть линзой или сходящимся зеркалом. Обеспечение однородной обработки требует надлежащего управления обработкой в каждой точке поверхности. Однако независимо от используемых систем фокусировки все они имеют оптическое поле, на котором они имеют устойчивый эффект в пределах оптимальной области. Но вскоре после выхода из этой оптимальной области система инициирует искажения и ослабления мощности лазерного луча. Они приводят к неоднородной обработке между оптимальной областью оптического поля и областями, лежащими вне этой оптимальной области.
Следовательно, для обработки больших поверхностей листа из нержавеющей стали требуются системы фокусировки с широким полем, которые являются крупногабаритными и собираются только по запросу. Кроме того, они должны использоваться совместно с лазерами с ультракороткой продолжительностью импульсов и большой мощностью и пока ещё широко не представлены на рынке.
Для устранения указанного двойного недостатка в известных технических решениях используются традиционные системы фокусирования и лазеры, в настоящее время представленные на рынке, и:
- либо размещают несколько устройств, содержащих эти фокусирующие и лазерные системы, бок о бок, для линейной обработки движущейся полосы;
- либо выполняют обработку за несколько раз (на последовательных полосах, распределенных по поверхности, для установки групповой обработки);
- либо комбинируют эти два технических решения.
Однако это решение требует особо тщательного регулирования стыковых зон между оптическими полями двух последовательных устройств, которые в случае их ненадлежащего регулирования могут вызывать явление, известное специалистам в этой области как «сшивание», которое описано ниже.
Этот механизм исключает необходимость очень большого перекрытия полей для сочленения друг с другом двух последовательных полей лазерной обработки.
В случае очень большого перекрытия полей порядка величины разрешения человеческого глаза это означает, что область перекрытия принимает вдвое больше энергии, чем передается на остальную часть поверхности. Эта удвоенная энергия, передаваемая во время обработки, вызывает локальное изменение структуры и, таким образом, внешнего вида поверхности по сравнению с участками, которые принимают только номинальное количество энергии при обработке, и это изменение видно невооруженным глазом. Это явление более известно как «сшивка», и оно может сделать видимой зону соединения между двумя полями.
И наоборот, расстояние между полями лазерной обработки, которое могло бы надежным образом исключить это явление, повлекло бы за собой формирование между двумя полями необработанной зоны или зоны, которая в любом случае подвергалась бы меньшей обработке, чем в нормальном режиме. Эта зона также была бы видна невооруженным глазом.
Таким образом, между следующими друг за другом полями обработки требуется практически идеальное сочленение.
Помимо этого, выполнение указанного типа обработки с высокой производительностью предполагает сканирование с высокими скоростями (по меньшей мере, вплоть до км/с). Системы сканирования, используемые для этого типа обработки, в большинстве случаев являются сканерами, имеющими по меньшей мере одно многоугольное колесо. При высоких частотах лазерного излучения и высоких скоростях сканирования эти системы, в общем, имеют тенденцию к проблемам синхронизации между электронными компонентами лазера и электронными компонентами сканера. Эти различия в синхронизации вызывают смещение в положении первого импульса относительно его целевого положения и, таким образом, всей линии. Даже при том, что это различие поддается оценке и вычислению (поскольку его получают из разницы между управляющими частотами двух компонентов оборудования), оно встречается в большинстве существующих систем и может соответствовать разнице в несколько десятков микрон между началом линий обработки (линий, относящихся к перемещению многоугольного колеса). Это различие зависит от числа оборотов многоугольника и собственной частоты лазера, и опыт показывает, что перекрытие полей с такой разницей является вполне достаточным для создания зоны, в которой выполняется двойная обработка для получения радужного эффекта металлического листа.
Некоторые системы, находящиеся в разработке, содержат внутренние средства для частичной корректировки этого смещения за счет действия дополнительного отражающего зеркала, именуемого «гальвозеркалом», которое действует по типу гальванометра, расположенного выше многоугольника по технологическому потоку. Например, компания RAYLASE представила концепцию указанной системы на конгрессе SLT 2018 в Штутгарте 5 и 6 июня 2018 г.: «New Generation of High-Speed Polygon-Driven 2D Deflection Units and Controller for High-Power and High-Rep. Rate Applications» (presentation by E. Wagner, M. Weber and L. Bellini).
Однако это усовершенствование само по себе является недостаточным для окончательного устранения отрицательных эффектов смещения поля. Существует риск, что начальная и конечная части каждой линии не обрабатываются с подачей такой же энергии, как к остальной части линии. Соответствующие линии двух смежных полей также должны быть строго выровненными.
Для устранения локального недостатка обработки можно предусмотреть увеличение подачи энергии на остальную часть линии, но это повлекло бы за собой риск превышения максимального количества энергии, настроенного для создания LSFL-структур, и уменьшения или даже невозможности получения радужности. Для всех других систем это отсутствие синхронизации влечет за собой необходимость «воображаемого» перекрытия порядка по меньшей мере двукратного разброса положения линии, которая начинается между различными оптическими полями. Следовательно, это перекрытие преобразуется в неоднородную полосу, в которой отсутствуют необработанные зоны между полями, но в которой может быть перекрытие, составляющее двукратный указанный разброс, в некоторых точках.
Если края каждого поля определяются как «прямые линии», и, следовательно, если длина каждой линии каждого поля постоянно одна и та же, что предположительно является очевидным для специалистов в рассматриваемой области, область перекрытия будет иметь форму тонкой прямоугольной полосы, покрывающей изделие, в направлении относительного перемещения изделия и устройств лазерного сканирования, и имеющей ширину, по существу, равную ширине линий обработки и, таким образом, по существу, равную удвоенному диаметру импульса, на которой внешний вид обработки не будет таким же, как на остальной поверхности. Сходным образом, если края области обработки определяются периодическим рисунком, область перекрытия будет воспроизводить этот рисунок и при всём том будет видна невооруженным глазом.
Задача настоящего изобретения состоит в том, чтобы предложить способ лазерной обработки, с ультракороткими импульсами, для обработки поверхности изделия, такого как лист из нержавеющей стали, но не ограничиваясь им, позволяющий сделать зону сочленения нескольких последовательных оптических полей невидимой для невооруженного глаза, причем указанные поля располагаются таким образом, что совместно они обеспечивают обработку большого участка поверхности (в большинстве случаев всю поверхность), чем это было бы возможно в случае обработки с использованием одиночного оптического поля. Этот способ должен иметь надлежащую производительность, так что он может применяться экономически обоснованным образом в промышленном масштабе для обработки изделий с большой площадью поверхности.
С этой целью предметом изобретения является способ создания визуального радужного эффекта на поверхности изделия, согласно которому лазерные лучи, имеющие продолжительность импульса меньше одной наносекунды, направляются на указанную поверхность в смежных оптических полях систем фокусирования по меньшей мере двух неподвижных устройств или в области по меньшей мере одного подвижного устройства, причем вышеуказанное устройство (устройства) содержат источник лазерного излучения, сканер и указанную систему фокусирования для нанесения структуры в форме небольших волн на указанную поверхность на ширину указанного импульса, и указанная поверхность сканируется указанным сканером (сканерами) с помощью указанных лазерных лучей вдоль группы последовательных линий в направлении относительного перемещения изделия и сканера (сканеров) и вдоль группы линий, лежащих на продолжении друг друга в направлении, перпендикулярном указанному направлению относительного перемещения, и относящихся к оптическому полю устройства (устройств), причем каждая линия имеет ширину, равную диаметру указанного импульса; способ характеризуется тем, что указанные оптические поля двух неподвижных смежных устройств или оптические поля, соответствующие двум последовательным положениям указанного подвижного устройства, перекрываются в области перекрытия шириной, находящейся в диапазоне между удвоенным диаметром импульса лазерного луча и 2 см, так что две линии, находящиеся на продолжении друг друга, перекрываются в месте сочленения, и между двумя группами последовательных линий в направлении относительного перемещения изделия и сканера (сканеров) указанные зоны сочленения расположены вразброс или организованы периодическим образом по произвольной схеме с периодичностью, равной по меньшей мере десятикратной максимальной величине смещения между местами сочленения на двух последовательных линиях в указанном направлении относительного перемещения внутри указанной области перекрытия оптических полей.
Между выполнением сканирования вдоль двух последовательных линий в указанном направлении относительного перемещения изделия и сканера (сканеров) существует возможность изменения поляризации лазерного луча таким образом, чтобы создать волны различных ориентаций на указанных двух последовательных линиях и с общей попарно ориентацией в направлении, перпендикулярном направлению относительного перемещения.
Поляризация лазерного луча может быть изменена согласно периодической схеме, причем указанная периодическая схема простирается на M последовательных линий в направлении относительного перемещения изделия и сканеров, и M равно по меньшей мере 2, предпочтительно, по меньшей мере 3.
Две последовательные линии в направлении относительного перемещения изделия и сканеров имеют углы поляризации, отличающиеся по меньшей мере на 20°.
Поляризации двух линий двух смежных полей, которые лежат на продолжении друг друга, могут быть идентичными.
Указанное относительное перемещение указанной поверхности указанного изделия и устройств, испускающих указанные лазерные лучи, может быть обеспечено посредством размещения указанного изделия на подвижной опоре.
Указанное относительное перемещение указанной поверхности указанного изделия и устройств, испускающих указанный лазерный луч (лучи), может быть обеспечено посредством размещения указанного устройства (устройств) на подвижной опоре.
Указанное изделие может быть металлическим листом.
Указанная поверхность указанного изделия может быть трехмерной, и в этом случае измеряется расстояние между системой фокусирования и поверхностью изделия, и система фокусирования регулируется таким образом, чтобы обеспечить, по существу, одинаковые диаметр импульса и плотность энергии лазерного луча независимо от фактического расстояния между системой фокусирования и изделием.
Указанная поверхность указанного изделия может быть трехмерной, и в этом случае измеряется расстояние между системой фокусирования и поверхностью изделия, и относительное положение указанного устройства и указанной поверхности регулируется таким образом, чтобы при осуществлении указанного способа расстояние между указанной системой фокусирования и указанной поверхностью сохранялось одним и тем же.
Указанное изделие может быть выполнено из нержавеющей стали.
Другим объектом изобретения является устройство для придания радужного эффекта поверхности изделия посредством формирования небольших волн на указанной поверхности с помощью импульса лазерного луча, причем указанное устройство образовано по меньшей мере из двух неподвижных смежных отдельных устройств или по меньшей мере одного подвижного отдельного устройства, каждое из которых содержит источник лазерного излучения, генерирующий лазерный луч с продолжительностью импульса короче 1 нс, оптическую систему формирования луча, сканер, выполненный с возможностью линейного сканирования оптического поля на поверхности изделия импульсом лазерного луча после прохождения его через систему фокусирования, причем вышеуказанные оптические поля двух смежных отдельных устройств перекрываются по ширине на величину в диапазоне между двойным диаметром импульса лазерного луча и 2 см и содержат сочленения двух линий, каждая из которых создается отдельным устройством, и средства для создания относительного перемещения в заданном направлении между указанным устройством и указанным изделием для выполнения обработки по меньшей мере на одном участке поверхности указанного изделия; отличающееся тем, что указанные сканеры указанных отдельных устройств выполнены с возможностью формировать указанные сочленения таким образом, что вместе они формируют произвольную схему или периодически организованную произвольную схему с периодичностью, равной по меньшей мере десятикратной максимальной величине смещения между сочленениями на двух последовательных линиях в указанном направлении относительного перемещения внутри указанной области перекрытия оптических полей.
Оптические системы указанных отдельных устройств могут содержать оптическую систему поляризации, которая обеспечивает заданную поляризацию указанного луча, и средства, позволяющие изменять эту поляризацию, так чтобы на указанной поверхности в определенном направлении были получены смежные линии с помощью импульсов с различными поляризациями.
Указанные отдельные устройства могут обеспечивать получение с помощью импульсов двух смежных линий, имеющих различие в поляризации по меньшей мере 20°.
Указанные отдельные устройства могут содержать средства для измерения расстояния между системой фокусирования и поверхностью изделия, соединенные со средствами управления системой фокусирования, так чтобы последняя поддерживала постоянный диаметр импульса и постоянную плотность энергии на указанной поверхности независимо от указанного расстояния.
Указанные отдельные устройства могут содержать средства для измерения расстояния между системой фокусирования и поверхностью изделия, соединенные со средствами управления системой фокусирования, управляющими относительным положением указанного устройства и указанной поверхности, обеспечивая поддержание постоянного расстояния между указанной системой фокусирования и указанной поверхностью.
Указанные средства для обеспечения относительного перемещения в заданном направлении между указанным устройством и указанным изделием могут содержать подвижную опору для изделия.
Указанные средства для обеспечения относительного перемещения между указанным устройством и указанным изделием могут содержать подвижную опору для указанных отдельных устройств.
Как должно быть понятно, задача изобретения состоит в том, чтобы сделать невидимыми или практически невидимыми сочленения между двумя противолежащими и обращенными друг к другу линиями поверхности, образованными по меньшей мере двумя неподвижными смежными лазерными сканирующими устройствами, соответствующие лазерные сканеры которых движутся вдоль оси, именуемой «медленной осью», причем поля указанных устройств немного перекрываются для исключения риска невыполнения обработки или недостаточной обработки этих зон сочленения. С этой целью точки сочленения указанных противолежащих и обращенных друг к другу линий поверхности, каждая из которых образована лазерным сканирующим устройством, распределены произвольно (т.е. соответствующие быстрые оси устройств расположены на продолжении друг друга), если рассматриваются два набора линий, которые следуют друг за другом в направлении относительного перемещения изделия и лазерных сканирующих устройств, именуемом «быстрой осью», которое, по существу, перпендикулярно медленной оси.
При необходимости, по меньшей мере два неподвижных смежных устройства могут быть заменены одиночным подвижным лазерным сканирующим устройством, которое перемещается вдоль быстрой оси для последовательного получения противолежащих и обращенных друг к другу линий в оптических полях, соответствующих двум последовательным положениям подвижного устройства, которое в техническом отношении эквивалентно одновременному использованию нескольких неподвижных смежных устройств, но увеличивается время обработки.
Другими словами, точки сочленения противолежащих и обращенных друг к другу линий, генерируемых двумя смежными лазерными сканирующими устройствами (или лазерным сканирующим устройством, которое в то же самое время перемещается), не находятся на прямой линии, ориентированной по существу вдоль медленной оси, и, таким образом, по существу, перпендикулярной направлению сканирования (быстрая ось) лазерных устройств. Они образуют ломаную линию произвольной формы или периодической формы, но построенной по произвольной схеме, которая периодически повторяется (тем самым исключая правильную периодическую схему, такую как синусоида) и остается в пределах области перекрытия полей двух лазерных сканирующих устройств с общей ориентацией, которая, по существу, перпендикулярна указанному направлению сканирования. Таким образом, сочленения между оптическими полями двух наборов последовательных линий в этой общей ориентации не образуют совместно линейную схему, и эта схема является менее видимой невооруженном глазу, чем если бы она образовывала, по существу, прямую линию. Эта схема не является и предпочтительно не является периодической схемой с небольшим периодом, что также создавало бы риск ее видимости невооруженным глазом. Если схема является периодической, предпочтительно, чтобы длина указанного расстояния была не меньше десятикратной максимальной величины смещения между сочленениями на двух последовательных линиях.
Ширина области, внутри которой находятся указанные сочленения, предпочтительно не должна превышать 2 см. Если эта ширина слишком маленькая (меньше двойного диаметра импульса), существует риск образования ломаной линии, очень похожей на прямую линию, и может сохраняться риск видимости сочленения. Если ширина слишком большая, эффективное оптическое поле устройств уменьшается, тем самым снижая производительность установки.
Понятно, что если существует необходимость использования больше двух лазерных сканирующих устройств для обработки всей поверхности изделия, изобретение используется последовательно для всех пар расположенных рядом устройств.
Как преимущество, этот способ и относящееся к нем устройство могут использоваться совместно со способом и относящимся к нему устройством, относящимися к устранению или, по меньшей мере, очень значительному уменьшению проблем, связанных с чрезмерной направленностью наблюдения радужности на поверхности нержавеющей стали, обработанной с помощью устройства, содержащего лазерный сканер. С помощью этого способа выполняется различная поляризация излучения, испускаемого лазером, для образования ЛИППС на двух линиях, расположенных последовательно в направлении относительного перемещения изделия и лазерных сканирующих устройств. Для получения популярного эффекта рекомендуется использование по меньшей мере трех различных поляризаций, используемых для группы по меньшей мере из трех последовательных линий.
Изобретение станет более понятным после изучения нижеприведенного описания со ссылкой на приложенные чертежи:
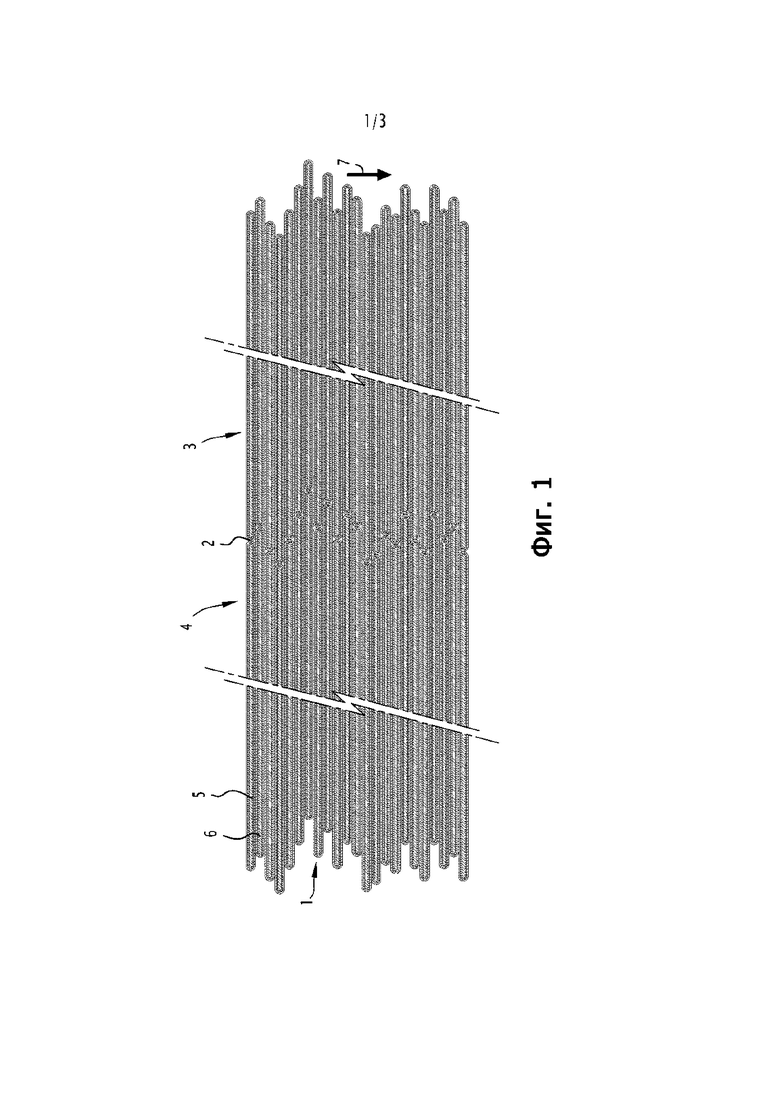
фиг. 1 – поверхность металлического листа, на которой была выполнена обработка для придания ему радужного эффекта по изобретению, используя два смежных лазерных устройства, образующих линии, лежащие в продолжении друг друга вдоль быстрых осей устройств, с участками перекрытия между двумя линиями, расположенными по предпочтительному варианту изобретения, а именно, на произвольной ломаной линии, общая ориентация которой является ориентацией медленной оси, а не прямой линии, которая, по существу, соответствовала бы медленной оси, или на периодической ломаной линии, в целом ориентированной вдоль медленной оси.
фиг. 2 – схема устройства по изобретению, обеспечивающего осуществление способа, соответствующего изобретению, в оптическом поле устройства лазерной обработки, а также обеспечивающее наблюдение радужности поверхности металлического листа независимо от угла наблюдения, по предпочтительному варианту изобретения;
фиг. 3 – поверхность металлического листа, полученная в результате осуществления предпочтительного варианта способа изобретения, усовершенствующего способ, используемый в случае фиг. 1.
Таким образом, задача настоящего изобретения состоит в том, чтобы выполнять обработку, дефекты которой сложно обнаружить человеческим глазом, который может легко обнаруживать линейные или периодические дефекты с коротким шагом. В этом случае, если считать, что оптимальная обработка поверхности металлического листа 1 требует N последовательных проходов лазера по одной и той же линии, соответствующей быстрой оси заданного оптического поля, для подачи некоторого количества энергии, необходимого и достаточного для получения требуемых волн, для N наложенных линий смещение вразброс от медленной оси является идентичным от одного прохода лазера к другому.
На фиг. 1 представлена указанная структура, выполненная на металлическом листе 1. Можно видеть, что для группы из двух проходов (линий сканирования) с помощью сканера 13, соответствующих двум полям смежных сканеров 13, которые расположены друг за другом и немного наложены во избежание необработанных зон на поверхности металлического листа 1, точки 2 сочленения соответствующих оптических полей двух групп 3, 4 линий, полученных с помощью соответственно одного из двух сканеров, смещены не линейно, а вразброс между двумя линиями 5, 6 или двумя группами из N наложенных линий, последовательно полученных вдоль медленной оси 7, которая является направлением относительного перемещения металлического листа 1 и лазерных сканеров 13. Другими словами, соответствующие сочленения 2 двух противолежащих обращенных к другу линий, каждая из которых относится к группе 3, 4, образуют совместно не прямую линию или периодический рисунок с коротким шагом, а произвольную ломаную линию, которая менее легко различима, чем прямая линия или ломаная линия, в которой смещения сочленений 2 являются периодическими и небольшими.
Следует отметить, что между двумя последовательными линиями 5, 6, образованными в одном и том же оптическом поле и, таким образом, смещенными в направлении 7 перемещения (другими словами, в направлении медленной оси) лазерных сканеров 13 или в направлении перемещения металлического листа 1, если именно лист движется вдоль медленной оси, в то время как сканеры являются неподвижными, эта проблема, в общем, не возникает с такой же интенсивностью, если перекрытие между линиями двух групп 3, 4 последовательно вдоль медленной оси 7 не является заведомо недостаточным.
Фактически, сравнительно медленное относительное движение металлического листа 1 и сканеров 13 должно быть принято в расчет, как показано стрелкой 7, определяющей медленную ось.
Как уже указано, различные линии 5, 6 каждой группы 3, 4 имеют ширину, которая, по существу, равна диаметру импульса, т.е. приблизительно в общем 30 – 40 мкм. Для того чтобы на поверхности металлического листа не остались необработанные зоны между двумя последовательными линиями 5, 6 одной и той же группы 3, 4 вдоль медленной оси 7, можно отрегулировать гальвозеркало сканера и/или устройство перемещения металлического листа, так чтобы последовательные линии 5, 6 вдоль медленной оси 7 перекрывались.
Другими словами, линии 5, 6 одной и той же группы 3, 4 образованы после смещения относительных положений импульсов каждого сканера 13 и металлического листа 1, причем смещение немного меньше диаметра импульсов. В области перекрытия линий 5, 6 фактически может иметь место двойная обработка поверхности металлического листа 1, но поскольку смещение линий 5, 6 вдоль медленной оси 7 может регулироваться с надлежащей точностью, причем с намного большей точностью, чем перекрытие смежных оптических полей вдоль быстрой оси, ширина этих областей, если таковые имеются, в любом случае достаточно узкая (несколько мкм), так что двойная обработка визуально не воспринимается как искажение радужного эффекта по отношению к эффекту, полученному на остальной части поверхности металлического листа 1. Выбор может быть намеренно сделан таким образом, чтобы не предусматривать перекрытие между двумя последовательными линиями 5, 6 вдоль медленной оси 7, а задать намного меньшее смещение порядка нескольких мкм, в любом случае достаточно уменьшенное, так чтобы это не являлось причиной наличия необработанных линий, которые были бы видны невооруженным глазом в направлении, перпендикулярном медленной оси 7.
Следует принять во внимание, что на фиг. 1 каждая группа линий 3, 4, расположенных друг за другом и встречающихся в сочленении 2, сама по себе состоит из наложения N накладываемых линий, где, например, N = 3. Количество накладываемых линий для заданного оптического поля зависит от величины энергии, которое должно переноситься на поверхность металлического листа 1 для получения требуемой структуры волн, обеспечивающих радужный эффект поверхности. Чем больше эта величина энергии, тем большее количество линий должно быть при одной и той же величине энергии, доставляемой за каждый проход лазера.
По мере возможности эта структура представляет собой структуру LSFL такого типа, который, как можно было видеть, более пригоден для создания радужного эффекта при условиях, которые, тем не менее, зависят от угла обзора. Энергия, подаваемая вдоль заданной линии, должна находиться в диапазоне между нижним пределом, ниже которого волны не будет достаточно заметны, и верхним пределом, выше которого сильно увеличивается вероятность излишнего присутствия выступов. Понятно, что пределы в большой степени зависят от множества факторов, в частности, правильно выбранного материала металлического листа 1, состояния его поверхности, энергии, подаваемой с помощью импульсов при каждом проходе лазера в заданной зоне. Специалисты в этой области должны выполнить исследования в установленном порядке для определения указанных пределов в зависимости от имеющегося оборудования и материала, подлежащего обработке.
Несмотря на то что этот первый подход обеспечивает значительное уменьшение видимости перекрытия двух последовательных полей в зависимости от используемого материала и/или целевого эффекта, поскольку перекрытия межу полями (сочленение 2) расположены не на прямой линии, которая соответствует медленной оси 7, а на произвольной ломаной линии, только общая ориентация которой, по существу, соответствует медленной оси 7, и которая соответствует смещениям между перекрытиями, это может оказаться недостаточным для получения надлежащей однородной поверхности. В этом случае можно использовать тот же самый подход, но посредством изменения смещения между различными проходами лазера. Это позволяет дополнительно увеличить случайный характер схемы определения перекрытий по сравнению с предыдущим случаем. Другими словами, ломаная линия, соединяющая последовательные перекрытия и образующая указанный рисунок, является линией непериодического или случайного типа, что даже менее очевидно. Однако следует обеспечить, чтобы соседние поля обработки имели такие же смещения, как первое смещение для каждого прохода, поскольку локальное накапливание проходов лазера должно быть исключено, чтобы обеспечить обработку с однообразным внешним видом, так чтобы в идеальном варианте каждая точка поверхности получила одно и то же количество энергии согласно одному и тому же распределению, одному и тому же количеству импульсов и проходов.
Таким образом, использование схемы случайного наложения для краев полей обеспечивает распределение точек неоднородности без последующего формирования прямой линии или ломаной линии с коротким шагом, которые были очень заметны невооруженному глазу. Когда рисунок, который они создают, идентичен для всех проходов лазера вдоль быстрой оси, образующей заданную линию, эти точки наложения являются локальными точками, имеющими высокую неоднородность, поскольку разрыв непрерывности линии заметен на каждом проходе.
Как указано, определенная периодичность рисунка сочленений 2 на краю поля является приемлемой, если ее получают на достаточной длине вдоль медленной оси 7, а именно по меньшей мере равной десятикратной максимальной величине смещения между сочленениями 2 на двух последовательных линиях 5, 6 вдоль медленной оси 7.
Выполнение обработки в форме линий, ориентированных вдоль быстрой оси, позволяет использовать преимущество высокой частоты повторения лазером ультракоротких импульсов для увеличения производительности обработки. Таким образом, при однократном сканировании линии сканером вдоль быстрой оси линия может подвергаться воздействию излучения N раз, если расстояние между двумя импульсами двух смежных полей равно диаметру импульса, деленному на N. Это позволяет исключить эффект, при котором небольшие колебания мощности могли бы стать причиной неоднородности поверхности. Например, для выполнения N последовательных излучений для обработки одной и той же точки на поверхности металлического листа 1 необязательно выполнять N проходов лазерного луча 9 на указанной точке, и один проход лазерного луча 9 может быть достаточным.
Однако такой режим работы имеет недостаток, состоящий в образовании зон неоднородности на концах линий на расстояниях, эквивалентных диаметру импульса (несколько десятков микронов).
Как указано, радужный эффект, получаемый посредством обработки ультракороткими импульсами лазера 8, относится к спонтанному образованию на поверхности металлического листа 1 периодической структуры, имеющей характер, сходный с оптической сеткой в отраженном от поверхности свете. Как описано выше, механизм формирования этой структуры в виде волн, периодически распределенных по обработанной поверхности, еще не определен научным сообществом.
Однако было показано (см. например, документ «Control Parameters In Pattern Formation Upon Femtosecond Laser Ablation», Olga Varlamova et al., Applied Surface Science 253 (2007) pp. 7932–7936), что ориентация волн в основном связана с поляризацией лазерного луча, излучаемого на поверхность. Например, на нержавеющей стали ориентация HSFL-структур параллельна поляризации падающего луча, в то время как LSFL-структуры, которые формируются в дальнейшем, когда к поверхности листа подается большее количество энергии, ориентированы перпендикулярно поляризации падающего луча. На других материалах наблюдается обратный эффект, но это не ставит под сомнение применимость изобретения к этим материалам.
При лазерной обработке по линиям поверхность, обрабатываемая без изменения поляризации лазерного луча 9 на протяжении различных проходов по заданной линии указанной поверхности, в конце обработки приобрела бы структуру, состоящую из линий/волн, ориентированных в одном и том же направлении. Это означает, что эффект «оптической сетки» поверхности также является ориентированным.
Радужный эффект оказывается максимальным, если наблюдение выполняется в поперечном направлении к ориентации волн, и ослабевает в случае, когда угол ориентации наблюдения выравнивается со структурой поверхности. Следовательно, наблюдение поверхности по одной прямой с волнами не позволяет проявляться цвету. Это можно считать недостатком готового изделия, поскольку требуется соответствующий выбор ориентации волн в начале обработки для получения изделия, имеющего радужный эффект при требуемых условиях наблюдения. Кроме того, готовое изделие имеет полную цветовую окраску только в основном направлении наблюдения для заданного источника света.
Оптимальный вариант изобретения, как показано на фиг. 2 и 3, позволяет устранить этот недостаток. Если два последовательных поля, совместно образующие одну и ту же линию по всей ширине металлического листа 1 (направление, перпендикулярное медленной оси 7), имеют одну и ту же поляризацию на этой линии, визуальный эффект двойной обработки зоны сочленения между этими двумя полями имеет тенденцию к тому, чтобы быть намного менее заметным, чем когда два поля имеют разные поляризации с разницей в угле поляризации, причем указанная разница предпочтительно составляет 20° – 90°.
Кроме того, в предпочтительном варианте изобретения, имеющем поляризации, которые явным образом достаточно отличаются между двумя последовательными линиями в направлении 7 относительного движения изделия и лазерных сканирующих устройств, устраняется направленность наблюдения радужного эффекта. Комбинация описанных явлений означает, что радужный эффект обработанного металлического листа 1 кажется намного более однородным во всех направлениях наблюдения, чем в случае, когда между смежными линиями отсутствует чередование поляризации.
Обработка выполняется «по линиям» с расстоянием, разделяющим центры импульсов, которое немного меньше диаметра импульса в направлении быстрого сканирования, чтобы исключить зоны, необработанные с помощью импульса. Техническое решение по предпочтительному варианту выполнения изобретения состоит в том, чтобы чередовать линии, для которых ориентация волн изменяется от одной линии к другой, за счет действия поляризатора или поляризующего устройства любого другого типа, расположенного на оптическом пути лазерного луча 9.
Следовательно, поле обработки получают или с помощью автоматической системы, обеспечивающей изменение поляризации падающего луча между линиями, или поле обработки получают в количестве M раз, равном по меньшей мере двум и, предпочтительно, по меньшей мере трем, и, таким образом, M соответствует количеству ориентаций, придаваемых волнам с помощью периодических последовательных поляризаций импульса лазерного луча, образующего эти волны.
На фиг. 2 схематически показана типовая компоновка части отдельного устройства, обеспечивающего внедрение способа изобретения и относящегося к упомянутому предпочтительному исполнению, для обработки части металлического листа 1 из нержавеющей стали по заданному полю. Понятно, что это устройство управляется автоматическими средствами, обеспечивающими синхронизацию относительных перемещений опоры 15 листа 1 и лазерного луча 9 и, при необходимости, регулирование параметров лазерного луча и его фокусировку. Программирование этих автоматических средств находится в пределах возможностей специалистов в рассматриваемой области техники.
Отдельное устройство на фиг. 2 в первую очередь содержит источник 8 лазерного излучения традиционно известного типа для создания радужных эффектов на металлических поверхностях, и соответственно источник 8 генерирует импульсный лазерный луч 9 с короткой продолжительностью импульса меньше одной наносекунды, причем диаметр каждого импульса составляет порядка 30 – 40 мкм. Величина энергии, подаваемой на поверхность нержавеющей стали с помощью импульса, должна определяться экспериментально с целью генерирования волн ЛИППС на поверхности металлического листа 1, предпочтительно LSFL-типа, и предотвращения образования выступов и тем более шипов, и частота и мощность лазерного луча 9 должны выбираться согласно критериям, известным специалистам в этой области и имеющим отношение к точным характеристикам других элементов устройства и материала, подлежащего обработке. Лазерный луч 9, генерируемый источником 8, проходит через оптическую систему 10, формирующую луч 9, которая в добавление к традиционным компонентам, обеспечивающим регулирование формы и размера луча 9, при необходимости содержит согласно предпочтительному варианту изобретения поляризующий оптический элемент 12, обеспечивающий поляризацию луча 9, выбираемую оператором или автоматическими средствами, управляющими устройством.
Далее лазерный луч 9 проходит через сканирующее устройство (например, сканер) 13, который, как известно, позволяет лучу 9 сканировать поверхность металлического листа по прямолинейной траектории (быстрая ось) в области обработки. На выходе сканера 13, как обычно, расположена система 14 фокусировки, например, фокусирующая линза, с помощью которой лазерный луч 9 фокусируется в направлении металлического листа 1.
В показанном примере металлический лист 1 поддерживается опорой 15, обеспечивающей перемещение металлического листа 1 по плоскости в направлении 7 (медленная ось) или, при необходимости, в трехмерном пространстве относительно устройства, генерирующего, поляризующего и сканирующего лазерный луч 9, так что последний может обрабатывать поверхность металлического листа 1 вдоль новой линии поля обработки показанного устройства.
Предпочтительно, перед этой обработкой указанной новой линии по варианту изобретения, результат которой показан на фиг. 3, была изменена регулировка оптического поляризующего устройства 12 для поляризации лазерного луча 9, которая отличается от его предыдущей поляризации при обработке предыдущей линии. С помощью оптического поляризующего устройства 10 могут быть получены по меньшей мере два различных угла поляризации и, предпочтительно, по меньшей мере три, и они чередуются предпочтительно, но необязательно, с периодичностью при каждом изменении линии. Периодичность схемы поляризации не является существенной, и, как упомянуто, достаточно, чтобы углы поляризации двух смежных линий 16, 17, 18, 16’, 17’, 18’ вдоль медленной оси отличались друг от друга, предпочтительно отличались по меньшей мере на 20°, но не больше чем на 90°. Однако периодичность схемы, например, как показано с помощью углов поляризации, которые повторяются каждые три линии 16, 17, 18, 16’, 17’, 18’, является предпочтительной, поскольку периодическое программирование изменения поляризации является более простым, чем случайное программирование, в частности, поскольку две линии 16, 16’ или 17, 17’ или 18, 18’, относящиеся к двум разным полям и лежащие на продолжении друг друга вдоль быстрой оси и встречающиеся у сочленения 2, должны иметь одну и ту же ориентацию волн.
Последовательность случайных поляризаций в заданном оптическом поле, предпочтительно, принимая во внимание вышеуказанную минимальную разницу в углах 20° – 90°, была бы приемлемой.
По изобретению устройство в сборе для обработки металлического листа 1 содержит множество отдельных устройств, описанных выше, которые расположены таким образом, что они обращены к металлическому листу 1 и помещены рядом друг с другом, так что соответствующие поля для обработки двух помещенных рядом отдельных устройств, т.е. оптические поля систем 14 фокусировки соответствующих сканеров 13, слегка перекрываются. Это перекрытие составляет приблизительно два размера импульса плюс погрешность позиционирования относительно периода подачи импульса лазера 8 и скорости сканирования лазерного луча вдоль быстрой оси. Должно быть экспериментально подтверждено, что это перекрытие является достаточным для исключения необработанной зоны на металлическом листе 1 в конце операции. Кроме того, линии 16, 16’ или 17, 17’ или 18, 18’, генерируемые каждым из этих полей, должны лежать на продолжении друг друга в двух смежных полях, и регулирование отдельных устройств должно быть идентичным для двух смежных полей в момент времени t, в частности, с точки зрения размера, формы, мощности и угла поляризации соответствующих лазерных лучей 9, так чтобы обработка была однородной по всей линии, имеющей ширину металлического листа 1, и так чтобы чередование углов поляризации лазерного луча 9 между двумя следующими друг за другом линиями 16, 17, 18, 16’, 17’, 18’ вдоль медленной оси 7 было одинаковым по всей ширине металлического листа 1.
Средства управления этими отдельными устройствами являются общими для всех отдельных устройств, так что они действуют в полной синхронизации друг с другом. Предпочтительно, они также управляют перемещениями опоры 15 металлического листа 1 также для наилучшей синхронизации относительных перемещений металлического листа 1 и лазерных лучей 9 отдельных узлов.
Понятно, что подвижная опора 15 могла бы быть заменена неподвижной опорой, и относительное перемещение металлического листа 1 и лазерных лучей 9 отдельных узлов обработки могло бы быть обеспечено посредством их размещения на подвижной опоре. Кроме того, оба варианта могли бы быть скомбинированы, в том смысле, что устройство по изобретению содержало бы подвижную опору 15 для металлического листа 1 и другую подвижную опору для отдельных устройств обработки, причем по желанию пользователя любая из двух опор или обе опоры одновременно могут быть приведены в действие с помощью управляющего устройства. Если предусмотрено только одно устройство обработки, оно перемещается вдоль быстрой оси после обработки части металлического листа 1. В этом случае схема сочленений 2, полученная после обработки части металлического листа 1 указанным устройством, хранится в памяти, и эту же схему получают на обрабатываемом поле (полях) после перемещения (перемещений) устройства вдоль быстрой оси.
Кроме того, относительное перемещение металлического листа 1 и лазерных лучей 9 отдельных устройств вдоль медленной оси 7 может быть обеспечено с помощью оптических средств, встроенных в отдельные устройства обработки и действующих на точки быстрой оси для перемещения лазерных лучей 9 этих отдельных устройств. Эти оптические средства заменяют или являются дополнением к механическим средствам для перемещения подвижной опоры 15 металлического листа 1 и/или подвижной опоры лазеров 8 отдельных устройств обработки.
Использование только оптических средств могло бы быть достаточным для обработки изделий небольшого размера, но, весьма вероятно, может быть недостаточным для обработки изделий относительно большого размера с надлежащей точностью. Однако можно комбинировать оптические средства и механические средства посредством размещения механических средств в заданном положении и обеспечения относительного перемещения лазерного луча 9 вдоль медленной оси 7 с оптическими средствами на достаточно короткое расстояние d, так чтобы точность относительного перемещения была достаточной, и затем перемещения механических средств на расстояние, равное d, для продолжения обработки металлического листа 1, используя оптические средства для обеспечения последующего относительного перемещения лазерных лучей 9 и металлического листа 1 вдоль медленной оси.
В предпочтительном варианте изобретения количество M соответствует количеству различных ориентаций, которые желательно придать волнам, обеспечивая расстояние в M раз больше, чем при обычной обработке, и смещая линии на традиционное расстояние при выполнении линий. На фиг. 3 показан пример внешнего вида согласно вышеприведенному описанию с M = 3.
Металлический лист 1 на своей поверхности имеет периодическую последовательность линий 16, 17, 18, 16’, 17’, 18’, образованных двумя устройствами изобретения, что обеспечивает создание этой периодической схемы трех видов указанных линий на двух смежных оптических полях 19, 20, причем линии 16, 17, 18 заданного поля лежат в продолжении сходных линий 16’, 17’, 18’, выполненных в смежном оптическом поле.
Линии 16, 17, 18, 16’, 17’, 18’ схемы отличаются друг от друга эффектами различных поляризаций, которые поляризующее устройство 12 в момент формирования выполняет в отношении лазерного луча 9.
Как можно видеть на участке из фиг. 3, где показана увеличенная часть поверхности металлического листа 1, в показанном неограничивающем примере поляризация, выполняемая в отношении лазерного луча 9 при генерировании первой линии 16, 16’ ведет к ориентации волн в направлении, перпендикулярном относительному направлению 7 движения (медленная ось) металлического листа 1 относительно устройства лазерной обработки. Далее для генерирования второй линии 17, 17’ схемы поляризация лазерного луча 9 была изменена для получения ориентации волн под углом 45° относительно ориентации волн первой линии 16, 16’. И, наконец, для генерирования третьей линии 18, 18’ схема поляризация лазерного луча 9 была изменена для получения ориентации волн под углом 45° относительно ориентации волн второй линии 17, 17’, т.е. под углом 90° относительно ориентации волн первой линии 16, 16’: таким образом, волны третьей линии 18, 18’ ориентированы параллельно направлению 7 движения металлического листа 1 относительно устройства лазерной обработки.
В зоне соединения двух линий 16, 16’, 17, 17’, 18, 18’, лежащих на продолжении друг друга, к поверхности металлического листа 1 подается энергия, которая больше энергии, подаваемой к остальной поверхности, как в основном варианте изобретения, описанном выше. Это подтверждается существованием зон 2, которые были избыточно обработаны и расположены в сочленении смежных полей, точное положение которых внутри зоны перекрытия полей является неопределенностью, подтверждающей изобретение. Однако в этих зонах 2 сочленения, поскольку соединяющиеся линии 16, 17, 18, 16’, 17’, 18’ каждого оптического поля были получены с помощью одной и той же поляризации лазерного луча 9, это дополнительно и в большей степени ослабляет ухудшение визуального радужного эффекта поверхности, что было бы проблемой при отсутствии регулируемой поляризации лазерного луча 9. Отсутствие непрерывности ориентации волн от одного оптического поля к другому имело бы тенденцию к увеличению видимости зоны сочленения полей на данной линии, создавая на поверхности область неоднородности. Необходимо следить за тем, чтобы линии 16, 17, 18, 16’, 17’, 18’ двух смежных полей, выполненных с одинаковыми поляризациями, располагались в соответствующем продолжении друг друга, но это предупреждение в отношении коллинеарности линий 16, 17, 18, 16’, 17’, 18’ смежных полей также должно быть принято во внимание при реализации основного варианта способа изобретения, как показано на фиг. 1, и оборудование, использованное для этой цели, также может использоваться для указанного варианта изобретения. Необходимо только обеспечить, чтобы изменения поляризации лазерных лучей 9 устройств для каждого поля выполнялись с одними и теми же величинами для сочленяющихся линий 16, 17, 18, 16’, 17’, 18’ полей.
Использование M = 2 ориентаций различных поляризаций, смещенных, например, на 90°, уже является достаточным для получения видимого радужного эффекта в большинстве направления наблюдения. Однако интенсивность радужного эффекта всё же варьируется в значительной степени при наблюдении под углом 45°, и можно считать, что проблема отсутствия направленности радужного эффекта всё еще полностью не решена. Эта проблема решается, как только M становится больше 2, и предпочтительно, если углы между последовательными линиями 16, 17, 18, 16’, 17’, 18’ отличаются больше, чем на 20°.
Опыт показывает, что благодаря выполнению обработки по меньшей мере с тремя различными углами поляризации, распределенными между 0° и 90° и предпочтительно имеющими различия в поляризации по меньшей мере 20° между двумя последовательными линиями 16, 17, 18, 16’, 17’, 18’ вдоль медленной оси 7, радужный эффект поверхности становится видимым с одинаковой интенсивностью во всех направлениях. Существует возможность использования ориентаций M больше 3, но следует обеспечить, чтобы углы поляризации двух смежных линий достаточно отличались друг от друга во избежание направленности требуемого радужного эффекта.
Однако очевидно, что распределение структуры поверхности в различных ориентациях вызывает уменьшение общей интенсивности радужного эффекта по сравнению с поверхностью, обработанной в одиночном направлении поляризации и наблюдаемой под оптимальным углом (под углом в поперечном направлении относительно структуры). Таким образом, должно быть найдено компромиссное соотношение между интенсивностью визуального радужного эффекта, воспринимаемого наблюдателем, и всенаправленностью этого радужного эффекта. Однако три направления поляризации (и, таким образом, периодичность трех линий этих направлений, как показано на фиг. 3) уже представляют собой указанное надлежащее компромиссное соотношение, по меньшей мере, в большинстве частых случаев.
И, наконец, для достижения эффекта наиболее возможной однородности рекомендуется чередовать ориентации, предпочтительно с периодичностью, на минимально возможных расстояниях. Для M различных ориентаций предпочтительно периодически чередовать только одну линию каждой ориентации, имеющую ширину, равную или предпочтительно (для обеспечения обработки всей поверхности металлического листа) немного меньше диаметра импульса.
Существует возможность обработки металлических листов 1, которые не имеют идеальной плоскостности, посредством включения в состав устройства обработки средств для измерения расстояния между системой 14 фокусировки и металлическим листом 1 и их соединения со средствами управления системой 14 фокусировки, так что последние могут обеспечивать, что диаметр импульса и плотность лазерного луча 9, по существу, являются одинаковыми независимо от фактического расстояния между системой 14 фокусировки и металлическим листом 1. Как вариант, указанные средства для измерения расстояния между системой 14 фокусировки и металлическим листом 1 могут быть сервоуправляемыми посредством обеспечения относительного перемещения устройства изобретения и металлического листа 1, что позволяет поддерживать постоянное расстояние между системой 14 фокусировки и поверхностью металлического листа 1 на протяжении всей обработки металлического листа 1.
Применение способа также может быть предусмотрено в отношении других материалов помимо плоских металлических листов (например, формованных листов, прутков, труб, деталей, имеющих, в общем, трехмерные поверхности) за счет приспосабливания средств для относительного перемещения лазеров и деталей, подлежащих обработке, и/или регулирования средств фокусировки, если требуется регулирование расстояния между лазерным излучателем и поверхностью. Что касается изделий, имеющих, по существу, цилиндрические поверхности (например, прутки, трубы круглого сечения), лазерные устройства могли бы быть помещены на неподвижную опору, и могла бы быть предусмотрена опора для изделия, позволяющая приводить изделие во вращение, так чтобы поверхность изделия перемещалась в оптических полях лазеров.
И, наконец, следует принять во внимание, что, несмотря на приоритетность использования в качестве материалов нержавеющих сталей, настоящее изобретение также предусматривает использование другого металла и неметаллических материалов, на поверхности которых с помощью лазерной обработки может быть получен радужный эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ РАДУЖНОГО ВИЗУАЛЬНОГО ЭФФЕКТА НА ПОВЕРХНОСТИ МАТЕРИАЛА, УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПОЛУЧЕННАЯ ТАКИМ ОБРАЗОМ ДЕТАЛЬ | 2019 |
|
RU2790856C1 |
| СПОСОБ ЗАПИСИ ИНФОРМАЦИИ ВНУТРИ КРИСТАЛЛА АЛМАЗА | 2020 |
|
RU2750068C1 |
| Способ маркировки поверхности контролируемыми периодическими структурами | 2018 |
|
RU2696804C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2573160C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ КОНТРОЛИРУЕМЫМИ ПЕРИОДИЧЕСКИМИ НАНОСТРУКТУРАМИ | 2008 |
|
RU2494035C2 |
| Способ двухкоординатного отклонения оптического излучения | 2024 |
|
RU2825981C1 |
| Способ и устройство считывания данных с носителя из стекла | 2019 |
|
RU2710388C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| Устройство для обработки материалов | 2024 |
|
RU2830129C1 |


Изобретения относятся к способу и устройству для создания радужного эффекта на поверхности изделия (1). Лазерные лучи (9) с длительностью импульса меньше одной наносекунды направляют на указанную поверхность в смежных оптических полях систем (14) фокусирования по меньшей мере двух неподвижных устройств или в оптической области по меньшей мере одного подвижного устройства. Каждое указанное устройство (устройства) содержит источник (8) лазерного излучения, сканер (13) и указанную систему (14) фокусирования для нанесения структуры в виде небольших волн на указанную поверхность на ширину указанного импульса. Указанную поверхность сканируют по меньшей мере одним сканером (13) с помощью указанных лазерных лучей (9) вдоль группы линий (5, 6; 16, 17, 18, 16’, 17’, 18’), которые следуют друг за другом в направлении (7) относительного перемещения изделия (1) и по меньшей мере одного сканера (13), и вдоль группы линий, лежащих на продолжении друг друга в направлении, перпендикулярном указанному направлению (7) относительного перемещения, и каждая из которых относится к оптическому полю одного или нескольких устройств. Каждая линия (5, 6; 16, 17, 18, 16’, 17’, 18’) имеет ширину, равную диаметру указанного импульса. Оптические поля перекрываются в области перекрытия и имеют ширину в диапазоне между удвоенным диаметром импульса лазерного луча (9) и 2 см, так что две линии, лежащие на продолжении друг друга, перекрываются в сочленении (2). Между двумя группами линий (5, 6; 16, 17, 18, 16’, 17’, 18’), которые следуют друг за другом в направлении (7) относительного перемещения изделия (1) и по меньшей мере одного сканера (13) указанные зоны (2) сочленения расположены вразброс или организованы периодическим образом по произвольной схеме внутри указанной области перекрытия оптических полей. В результате обеспечивают обработку большого участка поверхности (в большинстве случаев всю поверхность), чем это было бы возможно в случае обработки с использованием одиночного оптического поля, что позволяет повысить производительность обработки изделий с большой площадью поверхности. 2 н. и 16 з.п. ф-лы, 3 ил.
1. Способ создания визуального радужного эффекта на поверхности изделия, включающий направление лазерных лучей с длительностью импульса меньше одной наносекунды на указанную поверхность изделия для нанесения структуры в виде волн на указанную поверхность на ширине указанного импульса, при этом используют по меньшей мере два неподвижных устройства или по меньшей мере одно подвижное устройство, причем каждое из устройств содержит источник лазерного излучения, сканер и систему фокусирования, и лазерные лучи направляют в смежных оптических полях систем фокусирования указанных устройств, при этом указанным сканером или сканерами сканируют указанную поверхность указанными лазерными лучами вдоль группы последовательных линий в направлении относительного перемещения изделия и сканера или сканеров и вдоль группы линий, лежащих на продолжении друг друга в направлении, перпендикулярном указанному направлению относительного перемещения, каждая из которых относится к оптическому полю устройства или устройств, причем каждая линия имеет ширину, равную диаметру указанного импульса, отличающийся тем, что указанные оптические поля двух неподвижных смежных устройств или оптические поля, соответствующие двум последовательным положениям указанного подвижного устройства, перекрывают в области перекрытия шириной, составляющей величину в диапазоне между удвоенным диаметром импульса лазерного луча и 2 см, с обеспечением перекрытия двух линий, лежащих на продолжении друг друга, в месте сочленения, а между двумя группами последовательных линий в направлении относительного перемещения изделия и сканера или сканеров указанные зоны сочленения располагают вразброс или располагают периодическим образом по произвольной схеме на длине в направлении оси перемещения лазерных сканеров или в направлении перемещения металлического изделия, равной по меньшей мере десятикратной максимальной величине смещения между сочленениями на двух последовательных линиях в указанном направлении относительного перемещения внутри указанной области перекрытия оптических полей.
2. Способ по п. 1, отличающийся тем, что между выполнением сканирования вдоль двух последовательных линий в указанном направлении относительного перемещения изделия и сканера или сканеров осуществляют поляризацию лазерного луча, которую изменяют для создания волн различных ориентаций на указанных двух последовательных линиях и создания общей попарной ориентации в направлении, перпендикулярном направлению относительного перемещения.
3. Способ по п. 2, отличающийся тем, что поляризацию лазерного луча изменяют по периодической схеме, причем указанная периодическая схема простирается на M последовательных линий в направлении относительного перемещения изделия и сканеров, при этом M равно по меньшей мере 2.
4. Способ по п. 2 или 3, отличающийся тем, что две последовательные линии в направлении относительного перемещения изделия и сканеров имеют углы поляризации, отличающиеся по меньшей мере на 20°.
5. Способ по одному из пп. 2 – 4, отличающийся тем, что поляризации двух линий двух смежных полей, лежащих на продолжении друг друга, являются одинаковыми.
6. Способ по любому из пп. 1 – 5, отличающийся тем, что указанное относительное перемещение указанной поверхности указанного изделия и устройств, испускающих указанные лазерные лучи, получают путем размещения указанного изделия на подвижной опоре.
7. Способ по любому из пп. 1 – 6, отличающийся тем, что указанное относительное перемещение указанной поверхности указанного изделия и устройств, испускающих указанные лазерные лучи, получают путем размещения устройств, испускающих указанные лазерные лучи, на подвижной опоре.
8. Способ по любому из пп. 1 – 7, отличающийся тем, что указанное изделие является металлическим листом.
9. Способ по любому из пп. 1 – 7, отличающийся тем, что указанная поверхность указанного изделия является трехмерной, при этом измеряют расстояние между системой фокусирования и поверхностью изделия и систему фокусирования регулируют таким образом, чтобы обеспечить, по существу, одинаковые диаметр импульса и плотность энергии лазерного луча независимо от фактического расстояния между системой фокусирования и изделием.
10. Способ по любому из пп. 1 – 7, отличающийся тем, что указанная поверхность указанного изделия является трехмерной, при этом измеряют расстояние между системой фокусирования и поверхностью изделия и относительное положение указанного устройства и указанной поверхности регулируют таким образом, чтобы при осуществлении способа расстояние между указанной системой фокусирования и указанной поверхностью сохранялось одним и тем же.
11. Способ по любому из пп. 1 – 10, отличающийся тем, что указанное изделие выполнено из нержавеющей стали.
12. Устройство для создания визуального радужного эффекта поверхности изделия посредством формирования волн на указанной поверхности с помощью импульса лазерного луча, состоящее по меньшей мере из двух неподвижных расположенных рядом отдельных устройств или по меньшей мере одного подвижного отдельного устройства, при этом каждое из отдельных устройств содержит источник лазерного излучения для генерации лазерного луча с длительностью импульса меньше 1 нс, оптическую систему для формирования луча, сканер, выполненный с возможностью сканирования импульсом луча после его прохождения через систему фокусирования в форме линий оптического поля по поверхности изделия, причем указанные оптические поля двух расположенных рядом отдельных устройств перекрываются на ширину в диапазоне между двойным диаметром импульса лазерного луча и 2 см и содержат сочленения двух линий, каждое из которых создается отдельным устройством, при этом каждое отдельное устройство содержит средства для создания относительного перемещения в заданном направлении между указанным устройством и указанным изделием для выполнения обработки по меньшей мере на одном участке поверхности указанного изделия, отличающееся тем, что указанные сканеры указанных отдельных устройств выполнены с возможностью обеспечивать расположение указанных сочленений таким образом, что вместе они образуют произвольную схему или указанные зоны сочленения располагаются периодическим образом по произвольной схеме на длине в направлении оси перемещения лазерных сканеров или в направлении перемещения металлического изделия, равной по меньшей мере десятикратной максимальной величине смещения между сочленениями на двух последовательных линиях в указанном направлении относительного перемещения внутри указанной области перекрытия оптических полей.
13. Устройство по п. 12, отличающееся тем, что оптические системы указанных отдельных устройств содержат оптическую систему поляризации, которая обеспечивает заданную поляризацию указанного луча, и средства, вызывающие изменение этой поляризации таким образом, чтобы две смежные линии в направлении на указанной поверхности были получены с помощью импульсов с различной поляризацией.
14. Устройство по п. 13, отличающееся тем, что указанные отдельные устройства выполнены с возможностью формирования двух смежных линий с помощью импульсов, поляризация которых отличается по меньшей мере на 20°.
15. Устройство по любому из пп. 12 – 14, отличающееся тем, что указанные отдельные устройства содержат средства для измерения расстояния между системой фокусирования и поверхностью изделия, соединенные со средствами регулирования системы фокусирования таким образом, чтобы система фокусирования поддерживала постоянный диаметр импульса и постоянную плотность энергии на указанной поверхности независимо от указанного расстояния.
16. Устройство по любому из пп. 12 – 14, отличающееся тем, что указанные отдельные устройства содержат средства для измерения расстояния между системой фокусирования и поверхностью изделия, при этом указанные средства для измерения соединены со средствами управления относительным положением указанного устройства и указанной поверхности таким образом, чтобы поддерживалось постоянное расстояние между указанной системой фокусирования и указанной поверхностью.
17. Устройство по любому из пп. 12 – 16, отличающееся тем, что указанные средства для создания относительного перемещения в заданном направлении между указанным устройством и указанным изделием содержат подвижную опору для изделия.
18. Устройство по любому из пп. 12 – 17, отличающееся тем, что указанные средства для создания относительного перемещения между указанным устройством и указанным изделием содержат подвижную опору для указанных отдельных устройств.
| US 20150352664 A1, 10.12.2015 | |||
| СВЕТИЛЬНИК | 2008 |
|
RU2379581C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАСКИ ДЛЯ ЛАЗЕРНОЙ УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ МИКРОСТРУКТУР | 2010 |
|
RU2580901C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2573160C2 |
| Циферблатные весы | 1930 |
|
SU26083A1 |

