Настоящее изобретение относится к лазерной обработке поверхностей листов из нержавеющей стали или других материалов, предназначенной для придания этим поверхностям радужного эффекта.
Радужная обработка, также называемая «ЛИППС (LIPPS – лазерно-индуцированные периодические поверхностные структуры)» или «небольшие волны» (ripples), заключается в облучении поверхности материала импульсным лазерным излучением с короткой длительностью импульса (менее одной наносекунды). Диаметр каждого импульса в точке его воздействия на обрабатываемый материал обычно составляет от 10 до нескольких сотен мкм. Если энергия падающего луча достаточно высока, это облучение вызывает модификацию структуры и/или преобразование поверхности материала, которая принимает периодическую структуру. Однако, если энергия луча слишком высока, может иметь место явление абляции посредством испарения/сублимации/ударной волны, предпочтительно или совместно с образованием периодической поверхностной структуры. Экспериментально легко определить, какой диапазон энергии следует использовать для данного материала, чтобы получить желаемый радужный эффект с изменением или без изменения состояния поверхности или блеска.
Такая обработка практикуется, в частности, но не только, на нержавеющих сталях всех типов. Цель этой обработки может быть чисто эстетической, но она также позволяет изменить смачиваемость поверхности, а также снизить сопротивление трению и прилипание бактерий. Обработку можно проводить непосредственно на поверхности объекта, на котором расположен пассивирующий слой из нержавеющей стали, без необходимости предварительной активации/депассивации.
Другие материалы, на которых проводится эта обработка, - это различные металлы, полимеры, такие как ПВХ, керамика, в частности стекло.
В дальнейшем предпочтение будет отдаваться случаю использования нержавеющих сталей, при этом следует понимать, что изобретение применимо ко всем металлическим или неметаллическим материалам, которые известны в настоящее время, или будут известны в будущем, чтобы иметь возможность получать радужный эффект после лазерной обработки, которая выполняется, как было указано ранее, возможно, с помощью настройки точных рабочих параметров оборудования (мощности и частоты лазеров и т.д.), которые, как известно, играют роль в получении радужного эффекта, возникающего в результате образования периодической поверхностной структуры.
Хотя точный механизм формирования этой периодической поверхностной структуры еще не определен, испытания и характеристики, проведенные в различных лабораториях, показывают, что в соответствии с количеством проходов лазера, и/или энергией импульса, и/или параметрами сканирования, структура поверхности может представлять одну из четырех следующих структур, в соответствии с общей энергией излучения на единицу поверхности, причем эти структуры классифицируются в порядке возрастания энергии, и их названия обычно используются специалистами в данной области техники, даже не говорящими по-английски:
1) Структура, известная как HSFL (High Spatial Frequency LIPPS,ЛИППС с высокой пространственной частотой):
Эта структура состоит из небольших волн, которые в случае нержавеющих сталей ориентированы в направлении поляризации падающего лазерного луча. Пространственная частота этих волн меньше, чем длина волны лазера, используемого для обработки.
2) Структура, известная как «LSFL» (Low Spatial Frequency LIPPS, ЛИППС с низкой пространственной частотой):
Эта структура состоит из волн, которые больше, чем в предыдущей структуре, ориентированных в направлении, перпендикулярном поляризации падающего луча, в случае нержавеющих сталей. Пространственная частота этих волн немного ниже, или выше, или равна длине волны лазера. Для обработки поверхности из нержавеющей стали с длиной волны лазера 1064 нм периодичность волн составляет порядка 1 мкм. В полостях структуры LSFL все еще можно увидеть структуру HSFL.
Следует отметить, что соответствующие ориентации структур HSFL и LSFL могут быть изменены на обратные для некоторых материалов по сравнению с их ориентацией для нержавеющих сталей.
3) Структура, известная как «канавки» (grooves) или «неровности» (bumps):
Эта структура состоит из неровностей микронных размеров, покрывающих всю обрабатываемую поверхность. Эти неровности имеют структуру, напоминающую эффект «змеиной кожи».
4) Структура пиков или «шипов» (spikes):
Эта структура состоит из шипов, высота которых колеблется от нескольких микрометров до нескольких десятков микрометров. Расстояние между шипами зависит от параметров обработки.
Более подробную информацию об этих структурах и механизме их воздействия можно найти в статье B. Liu et al. "Evolution of nano-wavelets on stainless steel irradiated by picosecond laser pulses", Journal of Laser Applications, February 26, 2014. В частности, утверждается, что для равного числа импульсов увеличение плотности потока излучения приводит к получению в большей степени HSFL, чем LSFL (как только что упомянуто), в то время как для равной плотности потока излучения большее количество импульсов приводит к созданию в большей степени LSFL, чем HSFL, до тех пор пока количество импульсов не станет слишком большим для наблюдения волн. Таким образом, точная конфигурация поверхности для данного материала после облучения является результатом механизма, включающего в себя как количество принятых импульсов, так и энергию, передаваемую каждым из них. Этот механизм является сложным, но для данного материала надежные условия получения той или иной из упомянутых выше конфигураций могут быть определены пользователем экспериментально.
Как правило, в первых двух случаях такая периодическая организация поверхности допускает индуцированное явление, хорошо известное операторам лазерной обработки поверхности, которое представляет собой дифракцию света посредством создания оптической сети, когда обрабатываемый образец помещается под источник света. В зависимости от ориентации и положения пользователя, а также света, на образце можно увидеть цвета радуги. Это явление известно как «радужный эффект».
Этот эффект не существует, когда поверхность образца имеет ярко выраженный эффект третьего или четвертого из вышеупомянутых случаев, поскольку в этих двух случаях энергия, передаваемая лазерным источником на поверхность образца, достигает слишком высокого уровня, по меньшей мере, локально, вызывая деформацию поверхности, которая больше не позволяет получить радужный эффект, так как структурирование поверхности потеряло свой периодический характер.
Эту радужность не следует путать с окрашиванием поверхности нержавеющих сталей, которая получается независимо от того, преднамеренно это происходит или нет, за счет плазменной обработки или окисления поверхности, полученными при обработке в печи или с помощью горелки. Радужный же эффект возникает не в результате окрашивания, а в результате проявления цветов на поверхности при определенных условиях наблюдения. Отсутствие периодичности структуры поверхности в процессах окрашивания, как это правильно называют, является существенным отличием между радужностью поверхности в соответствии с настоящим изобретением и окрашиванием нержавеющей стали в результате обработки плазмой, в печи, или горелкой.
Однако проявление такой радужности является в высокой степени направленным, то есть наблюдение радужности и интенсивность наблюдаемой радужности сильно зависит от угла, под которым наблюдается поверхность материала.
Еще одна проблема, с которой сталкиваются практикующие специалисты при создании радужности поверхности, заключается в следующем.
В настоящее время возможно получить однородные образцы в лаборатории с помощью обработки для придания радужности, используя только систему, связывающую вместе лазер и сканер, обеспечивающую ось быстрого перемещения лазерного луча (посредством многоугольного колеса или гальванометрического зеркала) и ось медленного перемещения лазерного луча (посредством гальванометрического зеркала) или систему лазера и сканера, связанную с роботизированной рукой, перемещающей сканер вдоль медленной оси.
Перемещение сканера по медленной оси может быть заменено перемещением обрабатываемого листа перед лазером, который остается зафиксированным на медленной оси. Также можно предусмотреть, чтобы лазер оставался фиксированным по обеим осям (медленной и быстрой), и чтобы именно обрабатываемый объект перемещался по двум осям.
Механизм образования только что описанных структур зависит от полной энергии, передаваемой на поверхность материала, и от пространственного и временного распределения этой энергии. Таким образом, «интенсивность» радужности, полученная с помощью LSFL, будет увеличиваться между каждым новым проходом лазера на уже обработанных областях до тех пор пока не будет достигнут максимум, после чего она будет уменьшаться, когда LSFL постепенно станут «неровностями» под воздействием дополнительной переданной энергии.
Это означает, что существует оптимум по энергии, которая должна передаваться на поверхность материала, оптимум, для которого радужный эффект является наиболее интенсивным, причём этот оптимум должен быть определен и применен ко всей рассматриваемой поверхности.
Однако эти образцы обычно имеют небольшой размер и/или получаются с низкой производительностью.
Ограничение размера образцов в основном связано с ограничением размеров оптических полей узлов, образованных лазером, сканером и фокусирующей системой, при этом последняя, возможно, представляет собой, например, линзу или контррефлектор. Безусловно, для получения однородной обработки требуется совершенный контроль обработки в каждой точке поверхности. Тем не менее независимо от используемых систем фокусировки все они имеют оптическое поле, на котором они имеют стабильный эффект в пределах оптимальной области, но как только происходит выход из этой оптимальной области система создает искажения и/или ослабления мощности лазерного луча, что приводит к неоднородной обработке между оптимальной областью оптического поля и зонами, лежащими за пределами этой оптимальной зоны.
Таким образом, для обработки больших областей листов нержавеющей стали требуются системы фокусировки с широким полем, которые были бы очень дорогими и очень чувствительными. Кроме того, их потребовалось бы использовать совместно с лазерами с ультракороткими импульсами большой мощности, такие системы пока еще не являются широко доступными на рынке.
Чтобы преодолеть этот двойной недостаток, известные решения заключаются в использовании традиционных фокусирующих систем и лазеров, доступных в настоящее время на рынке, или в размещении нескольких устройств, включающих такие фокусирующие и лазерные системы, рядом друг с другом, в случае поточной обработки движущейся полосы, или в выполнении обработки за несколько раз (разделяя поверхность на полосы для прерывистой системы), или в объединении этих двух решений. Однако это решение требует особенно тщательного управления в стыковых зонах между оптическими полями двух последовательных устройств, что при неправильном управлении может вызвать явление, известное специалистам в данной области техники как «стык», которое будет описано ниже.
Таким образом, этот механизм предотвращает использование значительного перекрытия полей для сочленения двух последовательных полей лазерного обработки.
Безусловно, если есть значительное перекрытие полей, составляющее порядка величины разрешения человеческого глаза, это будет означать, что зона перекрытия принимает вдвое больше энергии, чем энергия, передаваемая на остальную поверхность. Это удвоение энергии, вводимой во время обработки, вызывает локальные изменения в структуре и, следовательно, в поверхностном эффекте, по сравнению с областями, которые получили только номинальное количество энергии обработки, и это изменение видно невооруженным глазом. Это явление обычно называют «стыковкой» (stitching), поскольку оно делает видимым область соединения двух полей.
И наоборот, пространственное разнесение между полями лазерной обработки, что позволило бы избежать этого явления локального удвоения обработки и результирующего «стыка», означало бы образование между двумя полями необработанной зоны или менее обработанной зоны, чем при номинальной обработке. Эта зона также будет видна невооруженным глазом.
Следовательно, необходимо почти идеальное сочленение между последовательными полями лазерной обработки.
Напротив, выполнение этого вида высокопроизводительной обработки подразумевает работу на высокой частоте (от сотен кГц). Системы сканирования, используемые для этого типа обработки, чаще всего представляют собой сканеры, имеющие по меньшей мере одно многоугольное колесо. На высоких частотах в этих системах обычно возникают проблемы синхронизации между электроникой лазера и электроникой сканера. Эти отклонения синхронизации приводят к смещению положения первого импульса линии по отношению к ее целевому положению и, следовательно, всей линии. Несмотря на то, что это отклонение предсказуемо и может быть рассчитано (поскольку оно является результатом разницы в частотах управления двух устройств), оно встречается в большинстве современных систем и может представлять собой отклонение в несколько десятков микрометров между началом линий обработки (линий вследствие перемещения многоугольного колеса). Этот зазор является функцией скорости вращения многоугольного колеса и собственной частоты лазера, при этом опыт показал, что перекрытия полей с такой разницей достаточно для того, чтобы зона, в которой обработка была дублирована, повлияла на радужный эффект металлического листа.
Некоторые разрабатываемые системы имеют внутренние средства частичной коррекции этого смещения посредством действия дополнительного отклоняющего зеркала, называемого «гальваническим» (galvo), работающего как гальванометр, расположенного выше по ходу процесса от многоугольника. Например, компания RAYLASE представила концепцию такой системы на конгрессе SLT 2018 в Штутгарте 5 и 6 июня 2018 года: «New Generation of High-Speed Polygon-Driven 2D Deflection Units and Controller for High-Power and High-Rep. Rate Applications” (презентация E. Wagner, M. Weber and L. Bellini). Но одно лишь это улучшение не имеет достаточного качества, чтобы гарантировать, что нежелательные эффекты смещения поля исчезнут. Безусловно, начальная и конечная части каждой линии не могут получать ту же энергию, что и остальная часть линии. Чтобы разрешить этот недостаток локальной обработки, можно вообразить возможность увеличения ввода энергии на остальную часть линии, но тогда это может привести к превышению максимального ввода энергии, настроенного для создания LSFL, тем самым уменьшая или даже подавляя радужность. Использование гальванического зеркала перед многоугольником может облегчить эту проблему, но этот материал все еще находится на экспериментальной стадии, и в случае коммерческого успеха он обязательно будет более сложным и более дорогим, чем тот, который существует в настоящее время. Для всех других систем это отсутствие синхронизации подразумевает необходимость «виртуального» перекрытия на величину порядка по меньшей мере в два раза превышающую дисперсию позиций начала линии между различными оптическими полями. Таким образом, это перекрытие интерпретируется как неоднородная полоса, в которой нет необработанных зон между полями, но в которой в некоторых точках может быть перекрытие, вдвое превышающее эту дисперсию.
Если края каждого поля определены как «прямые», тогда область перекрытия выглядит как тонкая прямая полоса, по существу равная (по ширине) ширине линий обработки, таким образом, по существу равная удвоенному диаметру импульса, на которой эффект обработки не идентичен по отношению к остальной поверхности. Аналогичным образом, если края поля обработки определяются периодическим рисунком, последний останется видимым невооруженным глазом.
В этом случае возможно несколько стратегий, чтобы попытаться ослабить или замаскировать неоднородность область перекрытия.
Первая стратегия заключается в использовании случайного смещения между двумя последовательными линиями, перпендикулярными направлению сканирования сканера, чтобы соединения между оптическими полями двух последовательных линий, взятых вместе, не образовывали линейный или периодический рисунок, и, таким образом, этот рисунок был менее заметен, чем если бы он был по существу прямой линией или периодическим рисунком. Задача состоит в том, чтобы добиться обработки, дефекты которой легко обнаруживаются человеческим глазом, который легко определяет то, что является периодическим и/или линейным. В этом случае, если учесть, что для оптимальной обработки поверхности листа 1 требуется N проходов, случайное смещение серии N наложенных линий является идентичным от одного прохода к другому и от одного поля к другому.
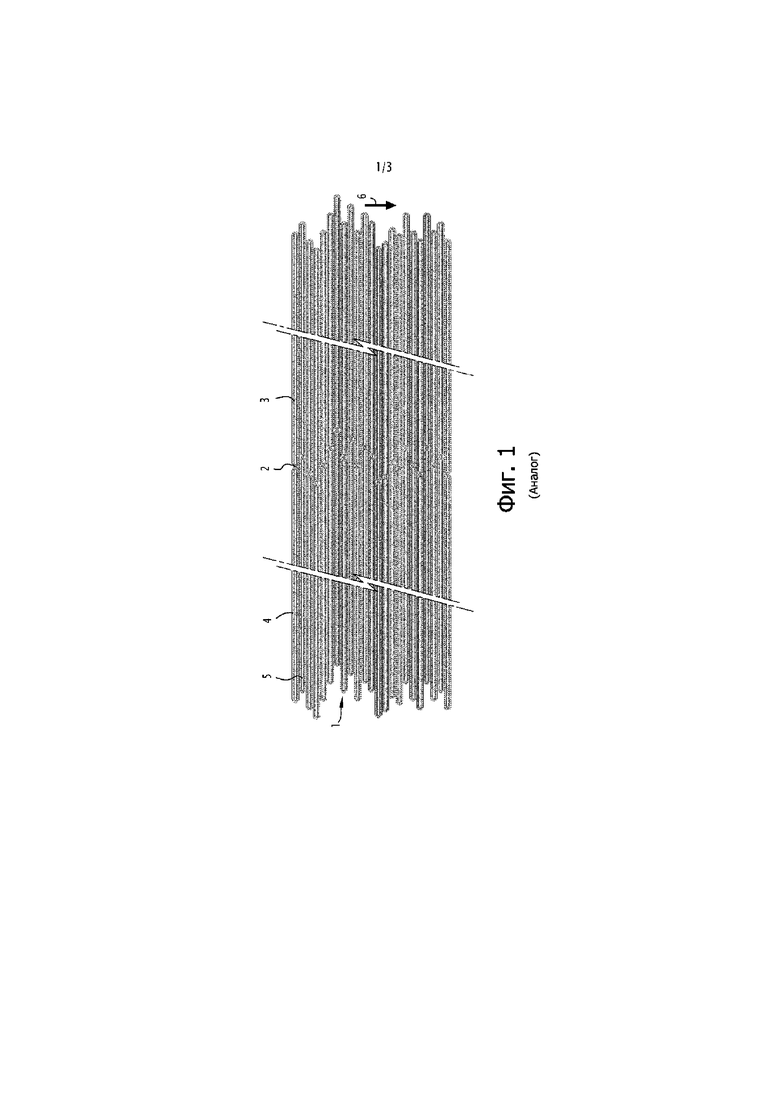
На фиг. 1 показана такая конфигурация, выполненная на листе 1. Здесь можно увидеть, что для серии из двух проходов (линий сканирования) сканером, соответствующих двум последовательным полям, расположенным в виде продолжения друг друга, соединения 2 соответствующих оптических полей двух серий 3, 4 линий смещены нелинейным образом. Другими словами, соответствующие соединения 2 линий 3, 4 образуют между собой не прямую линию или периодический рисунок, а ломаную линию, которую труднее различить, чем прямую. Некоторая периодичность смещений между последовательными соединениями 2 может быть приемлемой, но этот период должен превышать достаточную длину (обычно по меньшей мере в 10 раз больше максимального значения смещения между двумя соединениями 2 двух последовательных линий 4, 5 вдоль направления поступательного перемещения 6 сканеров), таким образом рисунок этой периодичности не является видимым.
Следует отметить, что между двумя последовательными линиями 4, 5, сформированными в одном оптическом поле и, следовательно, смещенными в направлении перемещения 6 сканеров (или в направлении перемещения листа 1, если это лист, который может перемещаться в этом направлении, в то время как сканеры являются фиксированными), эта проблема обычно не возникает с той же интенсивностью до тех пор, пока перекрытие между линиями явно является недостаточным. Действительно, как уже указывалось ранее, разные линии 3, 4, 5 имеют ширину, которая по существу равна диаметру импульса, то есть в общем около 30-40 мкм. Этот диаметр зависит от линзы и диаметра лазерного луча, попадающего в линзу. Чтобы гарантировать отсутствие необработанных областей на поверхности листа между двумя последовательными линиями 4, 5 вдоль медленной оси, можно отрегулировать гальванометр сканера, и/или устройство перемещения листа таким образом, чтобы две последовательные линии 4, 5 перекрывали друг друга. Другими словами, линии 4, 5 формируются после смещения относительных положений импульсов каждого сканера и листа 1, которые немного меньше диаметра импульсов. Таким образом, двойная обработка поверхности листа 1 в области перекрытия линий 4, 5 действительно может иметь место, но поскольку смещение линий 4, 5 можно контролировать с хорошей точностью, гораздо более точно, чем перекрытие соседних оптических полей, ширина этих областей, когда они есть, в любом случае достаточно узкая, чтобы двойная обработка визуально не воспринималась как нарушение радужного эффекта по сравнению с эффектом, полученным на остальной части поверхности листа 1.
Следует понимать, что на фиг. 1 каждая последовательность линий 3, 4, расположенных в виде продолжения друг друга и пересекающихся на соединении 2, сама состоит из наложения N наложенных друг на друга линий, например, с N = 3. Количество наложенных линий для данного оптического поля зависит от величины энергии, передаваемой на поверхность листа 1 для получения желаемой конфигурации волны, ответственной за радужный эффект на поверхности. Чем выше это количество, тем больше количество линий для одной и той же энергии, подаваемой за каждый проход лазера.
Насколько это возможно, эта конфигурация демонстрирует структуру типа LSFL, которая, как мы видели, более способна обеспечивать этот радужный эффект, однако, в условиях, зависящих от угла обзора. Таким образом, энергия, передаваемая вдоль заданной линии, должна находиться между нижним пределом, ниже которого волны не будут достаточно заметны, и верхним пределом, выше которого вероятность чрезмерного присутствия неровностей сильно возрастает. Эти ограничения явным образом сильно зависят от множества факторов, в частности от определённого материала листа 1, состояния его поверхности, энергии, передаваемой импульсами, которые подаются при каждом проходе лазера в заданной зоне. Специалисты в данной области техники будут иметь возможность экспериментально установить порядок, чтобы определить эти пределы в зависимости от доступного оборудования и обрабатываемого материала.
Хотя этот первый подход позволяет существенно уменьшить видимость перекрытия двух последовательных полей в зависимости от используемого материала и/или целевого эффекта, поскольку перекрытия между полями расположены не по прямой линии, а в виде пунктирной линии, которая следует за сдвигами между перекрытиями, однако это оказывается недостаточным для получения достаточно однородной поверхности. В этом случае можно использовать тот же подход, но с изменением смещения между разными проходами лазера. Это позволяет дополнительно усилить случайный характер позиционирования рисунка перекрытий по сравнению с предыдущим случаем. Другими словами, пунктирная линия, соединяющая последовательные перекрытия и образующая упомянутый рисунок, имеет еще менее очевидный непериодический или случайный характер. Но все же необходимо гарантировать, чтобы смежные поля обработки имели те же смещения, что и первые, для каждого прохода, поскольку необходимо избегать локального накопления лазерных проходов для получения обработки с однородным эффектом, аналогичным образом в идеальном случае каждая точка поверхности должна получать одинаковое количество энергии, которое соответствует одинаковому распределению, одинаковому количеству импульсов и проходов.
Таким образом, использование случайного рисунка краев поля позволяет распределить точки неоднородности без образования из них прямой линии, которая была бы слишком заметна невооруженным глазом. Когда рисунок, который они образуют, является идентичным для всех проходов, эти точки являются позициями с сильной неоднородностью, потому что разрыв линии отмечается на каждом проходе.
Однако, когда этот рисунок отличается для каждого прохода (в любом случае, является ли он случайным или нет), хотя количество точек неоднородности умножается на количество проходов N, эти точки имеют менее выраженную неоднородность по сравнению с остальной поверхностью, чем в предыдущем случае, потому что они имеют N-1 непрерывных проходов и только один прерывистый проход.
Этот второй подход позволяет эффективно маскировать область соединения полей обработки. Однако это требует строгого контроля положения полей обработки по отношению друг к другу, как в направлении лазерных линий (чтобы не было перекрытия или необработанной области), так и в поперечном направлении (если поля смещены, соединения больше не будут точными, и это может привести к образованию недостаточно обработанных или, наоборот, чрезмерно обработанных областей. Кроме того, в зависимости от выбранных параметров, иногда можно различать линии или периодичность линий обработки на поверхности. Смещение по высоте этих линий между соседними полями имеет тенденцию усиливать видимость соединения вследствие фазового смещения между линиями.
Выполнение обработки в виде линий позволяет воспользоваться преимуществом высокой частоты повторения для лазеров с импульсами ультракороткой продолжительности для повышения производительности обработки. Таким образом, за одно сканирование линии сканером линия может облучаться N раз, если расстояние между двумя последовательными импульсами равно диаметру импульса в течение N раз. Таким образом, это позволяет устранить эффект, который небольшие колебания мощности могут оказывать на однородность поверхности.
Однако этот способ воздействия имеет недостаток, заключающийся в формировании зон неоднородности на концах линии на расстояниях, эквивалентных диаметру импульса (несколько десятков микрометров).
Чтобы избежать этого, возможным решением было бы проведение обработки таким образом, чтобы импульсы рисовали рисунок в форме не линий, а матрицы точек, причем указанные точки сравнимы с пикселями, и выполнять столько матриц, сколько это необходимо для того, чтобы в конце обработки поверхность листа была полностью покрыта результатом воздействия импульсов, которые перекрываются лишь очень незначительно или совсем не перекрываются. Таким образом, соединение различных полей (и различных импульсов каждого поля) не образует непрерывный рисунок относительно больших размеров и, в принципе, больше не виден. Каждая точка имеет форму и размер (например, круговой для гауссова лазера), сравнимые с формой и размером импульса.
Однако использование точечного подхода с высокой производительностью пока невозможно из-за проблем синхронизации между лазером и сканером, упомянутыми выше. Безусловно, чтобы этот подход был применим и обеспечивал обработку с однородным конечным эффектом, лазер должен каждый раз облучать точно одну и ту же область (одну и ту же точку), чтобы иметь совокупный эффект, необходимый для формирования одного и того же уровня интенсивности излучения структуры LSFL в каждой точке. Однако это отсутствие синхронизации приводит к случайному смещению, которое может иметь такие же размеры, как у импульса, при этом невозможно достичь точности, необходимой для облучения.
Эта проблема может быть частично решена посредством использования сканеров нового поколения, которые имеют дополнительный гальванический элемент для коррекции и/или упреждения этого смещения, которое могло бы быть вызвано плохой синхронизацией. В этом случае точность сопоставления двух полей также улучшится, как и общая однородность поверхности. Однако производительность способа оставалась бы неудовлетворительной для обработки деталей с большой поверхностью.
Кроме того, принцип точечной обработки сам по себе не способен разрешить проблему невозможности наблюдения радужности со всех желаемых углов обзора.
Задачей изобретения является предложить способ лазерной обработки с помощью ультракоротких импульсов для обработки поверхности продукта, такого как лист из нержавеющей стали, но не ограничиваясь этим, позволяющий придавать этой поверхности радужный эффект, так чтобы поверхность после обработки выглядела однородной, по меньшей мере, при большинстве углов наблюдения, а предпочтительно при всех углах наблюдения, даже если этот радужный эффект получен посредством множества смежных полей.
Кроме того, в случае обработки с помощью линий этот способ должен оптимально привести к тому, что зона соединения нескольких последовательных оптических полей будет выполнена невидимой для невооруженного глаза, при этом поля расположены таким образом, чтобы вместе они позволяли обрабатывать больший участок поверхности (обычно полностью всей поверхности), чем было бы возможно с одним оптическим полем. Этот способ должен обладать хорошей производительностью, чтобы его можно было применять для обработки изделий с большой поверхностью.
Для выполнения этой задачи объектом изобретения является способ создания визуального радужного эффекта на поверхности детали, при котором лазерные лучи с длительностью импульса менее одной наносекунды проецируются на указанную поверхность в оптическом поле фокусирующей системы устройства, содержащего лазерный источник, сканер и указанную систему фокусировки, чтобы нанести на указанную поверхность структуру в виде небольших волн, имеющих одинаковую ориентацию по ширине указанного импульса, при этом указанная поверхность сканируется указанным сканером (сканерами) с помощью указанных лазерных лучей вдоль ряда последовательных линий, или матрицы из точек, причём ширина каждой линии или размер каждой точки каждой матрицы равны диаметру указанного импульса, посредством относительного перемещения указанной поверхности и устройства, излучающего указанный лазерный луч. Способ характеризуется тем, что между предварительным формированием сканирования по двум последовательным линиям или двум смежным точкам поляризация лазерного луча изменяется таким образом, чтобы создавать волны различной ориентации на двух последовательных линиях или на двух смежных точках.
Поляризация лазерного луча может быть изменена в соответствии с периодическим рисунком, при этом указанный периодический рисунок охватывает M последовательных линий, M равно по меньшей мере 2, предпочтительно по меньшей мере 3.
Две последовательные линии или соседние точки предпочтительно имеют углы поляризации, которые различаются по меньшей мере на 20° и не более чем на 90°.
Лазерный луч с длительностью импульса менее одной наносекунды может быть направлен на указанную поверхность в оптическом поле фокусирующей системы первого устройства, содержащего лазерный источник, сканер и указанную систему фокусировки, а также лазерный луч с длительностью импульса менее одной наносекунды может быть направлен на указанную поверхность в оптическом поле системы фокусировки по меньшей мере одного второго устройства, содержащего лазерный источник, сканер и указанную систему фокусировки, с поляризациями двух линий, расположенных на продолжении друг друга, либо двух соседних точек, принадлежащих двум соседним полям, которые являются идентичными.
Указанное относительное перемещение указанной поверхности указанной детали и устройства (устройств), излучающего указанный(ые) лазерный луч(лучи), может быть достигнуто путем размещения указанной детали на подвижной опоре.
Указанное относительное перемещение указанной поверхности указанной детали и устройства(устройств), излучающего указанный(ые) лазерный(ые) луч(лучи), может быть достигнуто путем размещения устройства(устройств), излучающего указанный лазерный луч(лучи), на подвижной опоре.
Указанная деталь может быть листовым металлом.
Указанная поверхность указанной детали может быть трехмерной.
Указанная деталь может быть изготовлена из нержавеющей стали.
Изобретение также относится к модульному устройству для придания радужного эффекта на поверхности детали путем формирования небольших волн на указанной поверхности с помощью импульсов лазерного луча; устройство содержит лазерный источник, генерирующий лазерный луч с длительностью импульса менее 1 нс, оптическую систему формирования луча, сканер, позволяющий импульсу луча, после прохождения через систему фокусировки, сканировать линию оптического поля на поверхности детали, и средство для создания относительного перемещения между упомянутым устройством и упомянутой деталью для выполнения обработки по меньшей мере одного участка поверхности упомянутой детали, отличающемуся тем, что упомянутая оптическая система содержит поляризационную оптическую систему, которая придает определенную поляризацию упомянутому лучу, и средство для изменения этой поляризации таким образом, чтобы на упомянутой поверхности две линии или две смежные точки создаются с помощью импульсов различной поляризации.
Предпочтительно, указанное устройство может позволять получать две смежные линии с помощью импульсов, поляризация которых отличается по меньшей мере на 20°.
Указанное устройство может содержать средство для измерения расстояния между фокусирующей системой и поверхностью детали, соединенное со средством управления фокусирующей системы, в результате чего последняя поддерживает постоянный диаметр импульса и постоянную плотность энергии на указанной поверхности, независимо от указанного расстояния.
Указанное средство для создания относительного перемещения между указанным устройством и указанной деталью может включать в себя подвижную опору для этой детали.
Изобретение также относится к устройству для создания радужного эффекта на поверхности детали путем формирования небольших волн на указанной поверхности с помощью импульсов лазерного луча, отличающемуся тем, что оно содержит по меньшей мере два модульных устройства предыдущего типа, причем оптические поля систем фокусировки этих устройств перекрываются.
Указанное средство для создания относительного перемещения между указанным устройством и указанной деталью может содержать подвижную опору для указанного модульного устройства (устройств).
Изобретение также относится к детали, изготовленной из материала, радужность поверхности которой обеспечивается посредством лазерной обработки, причем указанная обработка приводит к формированию небольших волн на поверхности указанной детали, отличающейся тем, что указанные небольшие волны имеют по меньшей мере две ориентации, предпочтительно по меньшей мере три ориентации, распределенные по поверхности указанной детали, предпочтительно в виде периодического рисунка.
Как будет понятно, изобретение состоит в устранении или, по меньшей мере, в очень сильном ослаблении проблем, относящихся к чрезмерной направленности наблюдения радужности поверхности нержавеющей стали, обработанной устройством, содержащим лазерный сканер, путем применения различной поляризации света, излучаемого лазером для формирования ЛИППС из двух последовательных линий или смежных точек двух точечных матриц, образованных с помощью сканирования лазерного луча, в соответствии с оптическим полем фокусирующей линзы устройства. Для получения желаемого эффекта рекомендуется использовать по меньшей мере три различных поляризации для серии из по меньшей мере трех последовательных линий или трех точечных массивов.
Этот способ также может использоваться в сочетании со способом, предназначенным для визуализации невидимых или почти невидимых соединений между двумя линиями, обращенными друг к другу, и обеспеченного путем сопоставления двух устройств лазерного сканирования, поля которых слегка перекрываются, чтобы избежать риска отсутствия обработки или недостаточной обработки этих зон соединения.
Следует отметить, что изобретение применимо, по своему основному принципу, как для линейной обработки лазером, так и для обработки точечным лазерным лучом, или для обработки, сочетающей оба режима. Конечно, можно ограничивать обработку частью поверхности объекта (для которой, возможно, может быть достаточно одного лазера и его оптического поля) или выполнять обработку на всей поверхности объекта. Для этого достаточно адаптировать количество и степень оптического поля (полей) фокусирующей линзы (линз) лазерного устройства (устройств) и степень относительного перемещения между устройством для обработки и объектом, который будет обрабатываться, чтобы можно было обработать всю рассматриваемую поверхность.
Изобретение будет более понятным после прочтения последующего описания, приведенного со ссылкой на следующие прилагаемые чертежи:
Фиг. 1, которая показывает, как упомянуто во введении, поверхность металлического листа, на котором была выполнена лазерная обработка для получения радужности посредством способа в соответствии с известным уровнем техники с помощью двух смежных лазерных устройств известного типа, выполняя произвольное формирование линий, расположенных на продолжении друг друга, с перекрывающимися областями между двумя линиями, созданными в соответствующих оптических полях двух устройств, с целью уменьшения видимости перекрывающихся областей указанных линий;
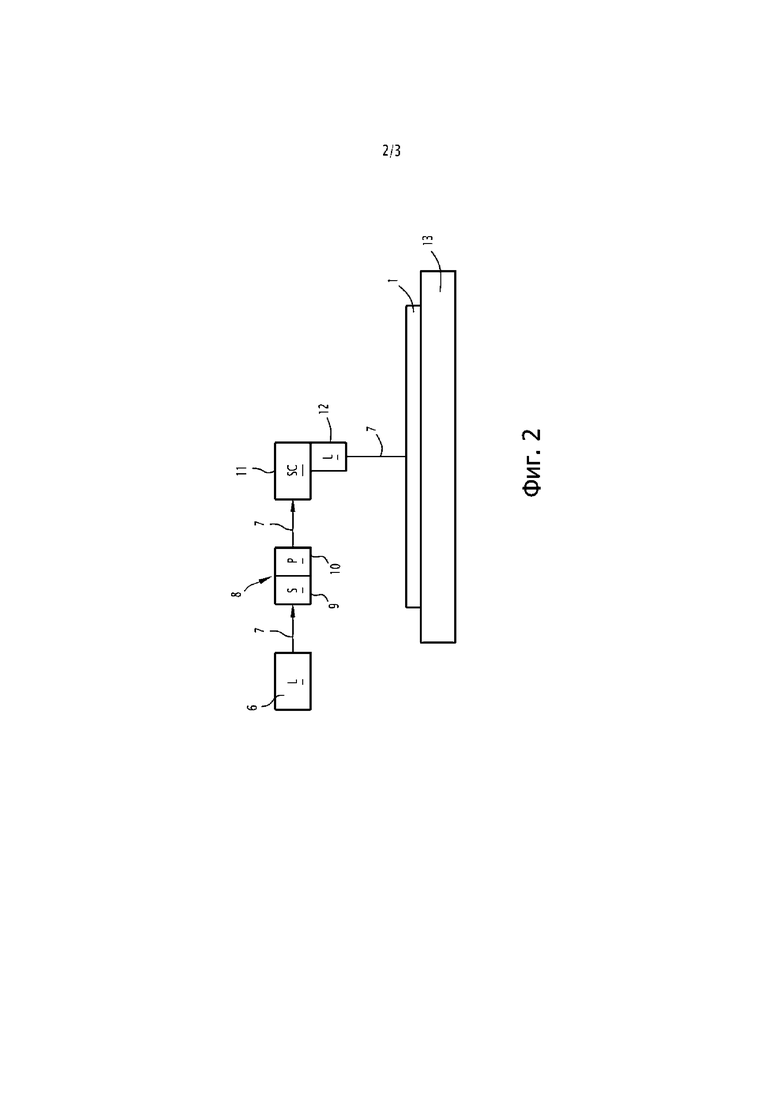
Фиг. 2, на которой показана блок-схема устройства согласно изобретению, позволяющая реализовать способ в соответствии с изобретением в оптическом поле устройства для лазерной обработки, с целью обеспечить радужность поверхности металлического листа, наблюдаемую независимо от угла обзора;
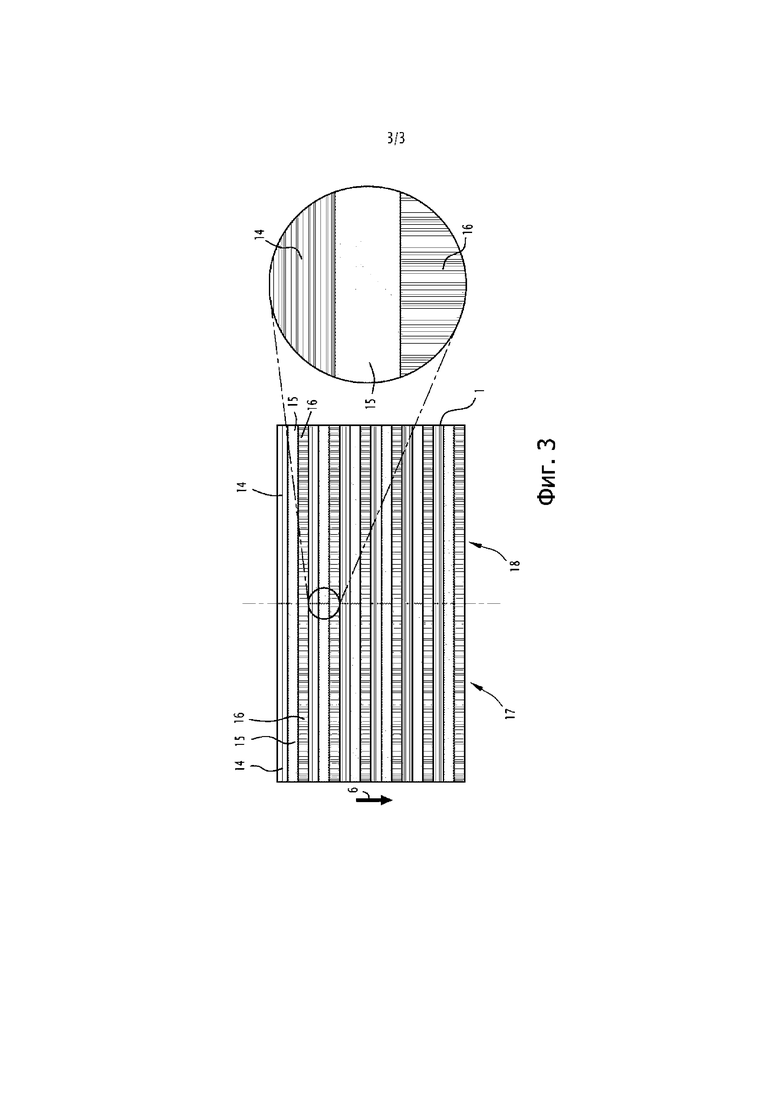
Фиг. 3, на которой показана поверхность металлического листа, полученная в результате реализации способа, улучшающего способ, использованный в случае фиг. 1, с помощью двух смежных устройств для лазерной обработки, использование которых может быть совокупным с реализацией способа в соответствии с изобретением.
Как было указано ранее, радужный эффект, получаемый при обработке лазером с ультракороткими импульсами, относится к спонтанному образованию на поверхности периодической структуры, имеющей характер, подобный оптической структуре, в отраженном от поверхности свете. Как обсуждалось ранее, механизм формирования этой структуры в виде небольших волн, периодически распределённых по обрабатываемой поверхности, еще не установлен научным сообществом.
Однако было показано (см., например, статью "Control Parameters In Pattern Formation Upon Femtosecond Laser Ablation", Olga Varlamova et al, Applied Surface Science 253 (2007) pp. 7932-7936), что ориентация небольших волн в основном зависит от поляризации лазерного луча, облучающего поверхность. Таким образом, ориентация HSFL (ЛИППС с высокой пространственной частотой) параллельна поляризации падающего луча, тогда как LSFL (ЛИППС с низкой пространственной частотой), которые образуются впоследствии, когда к поверхности листа подводится большее количество энергии, ориентированы перпендикулярно поляризации падающего луча.
Таким образом, для лазерной обработки с помощью линий это приводит к тому, что поверхность, обработанная без изменения поляризации лазерного луча на протяжении его различных проходов на заданной линии указанной поверхности, в конце обработки в результате будет иметь структуру, состоящую из линий/небольших волн, которые все ориентированы в одном и том же направлении. Это означает, что эффект «оптической сетки (структуры)» поверхности также является ориентированным.
Действительно, радужный эффект проявляется максимально, если наблюдение осуществляется в направлении, поперечном ориентации небольших волн, и уменьшается по мере выравнивания ориентации угла наблюдения с ориентацией структуры поверхности. Следовательно, наблюдение поверхности, когда волны ориентированы по одной линии, не приводит к появлению какого-либо цвета. Это может быть недостатком для конечного продукта, потому что ориентация волн должна быть тщательно выбрана в начале обработки, чтобы получить продукт, обладающий радужным эффектом при желаемых условиях просмотра. Кроме того, конечный продукт выглядит полностью окрашенным только в одном основном направлении просмотра.
Изобретение позволяет избежать этого недостатка, поскольку используемое устройство позволяет получить поверхность, на которой радужный эффект одинаково виден во всех направлениях наблюдения. Если два последовательных поля, вместе образующих одну и ту же линию, имеют одинаковую поляризацию вдоль этой линии, визуальный эффект двойной обработки зоны сочленения между этими двумя полями будет гораздо менее заметным, чем если бы два поля имели разные поляризации, с разницей по углу поляризации, предпочтительно больше или равна 20° и меньше или равна 90°. Кроме того, наличие поляризаций, которые определенно существенно различаются между двумя последовательными линиями, устраняет направленность наблюдения радужного эффекта. Комбинация этих явлений делает радужный эффект обработанного листа гораздо более однородным во всех направлениях обзора, чем в случае, когда нет этого чередования поляризации между смежными линиями.
Если обработка выполняется «по линиям», с небольшим расстоянием между центрами импульсов, которое немного меньше диаметра импульса в направлении быстрого сканирования, чтобы гарантировать отсутствие зон, не обрабатываемых импульсом, решение в соответствии с изобретением состоит в том, чтобы чередовать линии, для которых ориентация волны изменяется от одной линии к другой, посредством поляризатора или поляризующего оптического устройства любого другого типа, позиционируемого на оптическом пути луча.
Следовательно, либо обработанное поле получается с помощью автоматической системы, позволяющей изменять поляризацию падающего луча между каждой линией, либо обработанное поле получается за М раз, где М равно по меньшей мере двум, а предпочтительно по меньшей мере трем, таким образом, M соответствует количеству различных ориентаций, сообщаемых волнам посредством периодически следующих друг за другом поляризаций импульса лазерного луча, формирующего эти волны.
Принцип изобретения справедлив и тогда, когда обработка проводится «по точкам», в соответствии с матрицей. В каждой точке, соответствующей воздействию импульса, ориентация небольшой волны отличается от ориентации небольшой волны в соседних точках. В двух смежных оптических полях точки генерируются в соответствии с матрицами, которые продолжают друг друга.
На фиг. 2 показана типичная архитектура части модульного устройства, позволяющая реализовать способ согласно изобретению для обработки, по меньшей мере, части листа 1 из нержавеющей стали в заданном поле. Конечно, это устройство управляется автоматизированными средствами, позволяющими синхронизировать относительные перемещения опоры 13 листа 1 и лазерного луча 7, а также регулировать параметры лазерного луча 7 и его поляризацию, по мере надобности.
Устройство сначала содержит лазерный источник 6 того типа, который известен как традиционный источник для получения радужного эффекта на металлических поверхностях, поэтому обычно источник 6 генерирует импульсный лазерный луч 7 с короткой длительностью импульса (менее одной наносекунды), диаметр каждого импульса обычно составляет порядка 30-40 мкм, например, как было показано ранее. Энергия, передаваемая в импульсе на поверхность нержавеющей стали, должна быть определена экспериментально, чтобы создавать на поверхности листа 1 небольшие волны ЛИППС, предпочтительно типа LSFL (ЛИППС с низкой пространственной частотой), и предотвратить образование неровностей, тем более пиков, а частота и мощность лазерного луча 7 должны быть выбраны соответственно, следуя критериям, известным для этой цели специалистам в данной области техники, и с учетом точных характеристик других элементов устройства и материала, который должен обрабатываться. Лазерный луч 7, генерируемый источником 6, затем проходит через оптическуюо систему 8 формирования луча, которая в дополнение к своим традиционным компонентам 9, позволяющим регулировать форму и размеры луча 7, включает, согласно изобретению, оптический поляризационный элемент 10, который позволяет придавать лучу 7 поляризацию, выбранную оператором или автоматами, управляющими устройством.
Затем лазерный луч 7 проходит через сканирующее устройство (например, сканер) 11, которое, как известно, позволяет лучу 7 сканировать поверхность листа 1 по прямолинейному пути в поле обработки. На выходе сканера 11 опять же, как в традиционных устройствах, имеется фокусирующая система 12, такая как фокусирующая линза, с помощью которой лазерный луч 7 фокусируется в направлении листа 1.
В показанном примере лист 1 поддерживается подвижной опорой 13, позволяющей выполнять перемещение листа вдоль плоскости или, при необходимости, в трех пространственных измерениях относительно устройства, генерирующего, поляризующего и сканирующего лазерный луч 7, в результате чего последний способен обрабатывать поверхность листа 1 вдоль новой линии в поле обработки проиллюстрированного устройства. Но перед этой обработкой по указанной новой линии, согласно изобретению, должны быть изменены установочные параметры устройства 10 оптической поляризации лазерного луча 7, чтобы поляризация лазерного луча 7 отличалась от его предыдущей поляризации, при обработке предыдущей линии.
По меньшей мере два разных угла поляризации и предпочтительно по меньшей мере три угла могут быть получены с помощью оптического поляризационного устройства 10, и они чередуются, предпочтительно, но не обязательно, периодически при каждой смене линии. Периодичность поляризационного рисунка не является существенной; как уже упоминалось, достаточно, чтобы углы поляризации для двух соседних линий 14, 15, 16 были разными, предпочтительно, по меньшей мере, на 20° и не более чем на 90°. Однако периодичность рисунка, например, как показано с углами поляризации, которые повторяются через каждые три линии 14, 15, 16, является предпочтительной, поскольку периодическое программирование изменения поляризации проще, чем случайное программирование, в частности, поскольку две линии 14, 15, 16, принадлежащие двум разным полям, но лежащие на продолжении друг друга, должны иметь одинаковую ориентацию волн.
Последовательность случайных поляризаций в заданном оптическом поле, предпочтительно с соблюдением вышеупомянутой минимальной угловой разницы в 20° и вышеупомянутой максимальной угловой разности в 90°, была бы приемлемой, в частности, если бы оборудование должно было использоваться для обработки относительно узких листов, для этой цели требуется только одно поле, при этом не возникает вопрос об идентичности поляризации на двух линиях, расположенных на продолжении друг друга и генерируемых в двух смежных полях.
Всё устройство для обработки листа 1, чаще всего, содержит множество модульных устройств, таких, как только что описанные, размещенных таким образом, что они обращены к листу 1, при этом они размещены рядом таким образом, что их соответствующие поля обработки, то есть оптические поля фокусирующих систем 12 сканеров 11 слегка перекрывают друг друга. Это перекрытие обычно примерно в два раза превышает размер импульса, плюс неопределенность положения, связанная с периодом подачи импульса лазера и скоростью сканирования лазера вдоль быстрой оси. Экспериментально необходимо проверить, что этого перекрытия достаточно для гарантии того, что в конце операции на листе не останется необработанных областей. Кроме того, линии, генерируемые каждым из этих полей, должны быть непрерывными друг с другом, а настройки модульных устройств должны быть идентичными, в частности, с точки зрения формы, размера, мощности и угла поляризации в момент времени t их соответствующих лазерных лучей 7, в результате чего обработка является однородной по всей линии в ширину листа 1, и выполняется таким образом, чтобы чередование углов поляризации лазерного луча 7 между двумя последовательными линиями было одинаковым по всей ширине листа.
Средства управления этими единичными устройствами чаще всего являются общими для всех модульных устройств, в результате чего они работают в полной синхронизации друг с другом. Они также управляют перемещениями опоры 13 листа 1.
Конечно, подвижная опора 13 может быть заменена неподвижной опорой, и относительное перемещение листа 1 и модульных устройств для обработки можно гарантировать посредством размещения их на подвижной опоре. Оба варианта также могут быть объединены в том, что устройство согласно изобретению, будет содержать как подвижную опору 13 для листа 1, так и другую подвижную опору для модульных устройств обработки, причем либо одно из двух, возможно, приводится в действие, либо оба одновременно с помощью устройства управления, по желанию пользователя.
Число M, таким образом, соответствует количеству различных ориентаций, которые нужно придать волнам, обеспечивая расстояние между линиями в M раз большее, чем при традиционной обработке, и смещая линии на обычное (традиционное) расстояние между каждой реализацией поля. На фиг. 3 показан пример результата такого создания ориентаций с M = 3.
На поверхности листа 1 наблюдается периодическая последовательность линий 14, 15, 16, образованная двумя устройствами, соответствующими изобретению, что позволило создать этот периодический рисунок из трех видов линий 14, 15, 16 на двух смежных оптических полях 17, 18, при этом линии 14, 15, 16 данного поля лежат на продолжении линий 14, 15, 16 смежного оптического поля.
Линии 14, 15, 16 на рисунке отличаются друг от друга эффектами различных поляризаций, которые устройство 10 поляризации применило к лазерному лучу 7 во время формирования линий.
Как можно увидеть на части фиг. 3, показывающей увеличенный фрагмент поверхности в проиллюстрированном неограничивающем примере, поляризация лазерного излучения, формируемая во время создания первой линии 14 рисунка, приводит к ориентации волн в направлении, перпендикулярном направлению перемещения 6 листа 1 относительно устройства для лазерной обработки. Затем для создания второй линии 15 рисунка поляризация лазерного луча 7 была изменена, для получения ориентации волн под углом 45° к ориентации волн первой линии 14. И наконец, для создания третьей линии 16 рисунка, поляризация лазерного луча 7 была изменена таким образом, чтобы получить ориентацию волн под углом 45° к ориентации волн второй линии 15, следовательно, под углом 90° к ориентации волн первой линии 14: волны третьей линии 16, таким образом, ориентированы параллельно направлению перемещения 6 листа 1 относительно устройства для лазерной обработки.
В зоне сочленения двух смежных полей на поверхность листа 1 подается больше энергии, чем на остальную поверхность, как и в ранее описанном предшествующем уровне техники. Однако тот факт, что в этой зоне сочленения линии 14, 15, 16 каждого оптического поля, которые встречаются в этой зоне, были созданы с одной и той же поляризацией лазерного луча 7, явно ослабляет ухудшение визуального радужного эффекта поверхности, которое могло бы возникнуть, если бы отсутствовало регулирование поляризации лазерного луча 7. Отсутствие непрерывности ориентации волн при переходе от одного оптического поля к другому будет способствовало бы увеличению видимости зоны сочленения полей на данной линии 14, 15, 16, создавая область неоднородности на поверхности. Необходимо просто позаботиться о том, чтобы линии 14, 15, 16 двух смежных полей, созданных с идентичными поляризациями, были бы выровнены по отношению друг к другу, но эти меры предосторожности относительно коллинеарности линий 14, 15, 16 смежных полей также должны были быть приняты во внимание в способах реализации предшествующего уровня техники (см. фиг. 1), и оборудование, известное для этой цели, может быть использовано в этом варианте изобретения. Необходимо только обеспечить, чтобы изменения поляризации лазерных лучей 7 устройств, относящиеся к каждому полю, выполнялись с одинаковыми значениями для сочленения линий полей.
Использование M = 2 ориентаций с разным смещением поляризации, например, на 90°, уже достаточно для получения видимого радужного эффекта вдоль большей части направлений обзора. Однако интенсивность радужного эффекта тем не менее довольно существенно меняется при просмотре под углом 45°, и можно считать, что проблема отсутствия направленности радужного эффекта все еще не решена полностью удовлетворительным образом. Это больше не является заметным, как только M превышает значение 2, предпочтительно, если углы отличаются более чем на 20° между двумя последовательными линиями 14, 15, 16.
Следовательно, при выполнении обработки по меньшей мере с тремя разными углами поляризации, распределенными между 0 и 90° и предпочтительно имеющими разность поляризации не менее 20° между двумя последовательными линиями 14, 15, 16, как показал опыт, радужный эффект поверхности становится видимым во всех направлениях с одинаковой интенсивностью. Можно использовать несколько ориентаций M в количестве, превышающем 3, но при этом необходимо следить за тем, чтобы углы поляризации двух смежных линий отличались друг от друга в значительной степени, чтобы избежать анизотропности желаемого радужного эффекта.
То же условие разности поляризации не менее 20° между двумя смежными точками предпочтительно должно соблюдаться в случае точечной обработки.
Однако очевидно, что распределение структуры поверхности по различным ориентациям вызывает уменьшение общей интенсивности радужного эффекта по сравнению с поверхностью, обработанной с одним направлением поляризации и рассматриваемой под оптимальным углом (под углом, поперечным к структуре). Следовательно, необходимо найти компромисс между интенсивностью визуального радужного эффекта, воспринимаемого наблюдателем, и всенаправленным характером этого радужного эффекта. Однако три направления поляризации (следовательно, периодичность трех линий этих направлений, как проиллюстрировано на фиг. 3) уже представляют указанный хороший компромисс, по меньшей мере, в большинстве случаев.
Если сканер позволяет проводить обработку «в точках», в соответствии с матрицей, ориентация волны может быть изменена между разными точками линии и/или между последовательными линиями. Однако по-прежнему остается важным, чтобы каждая точка формировалась только посредством накопления излучения, имеющего одну и ту же поляризацию, если энергия, введенная для образования данной точки, должна быть введена посредством нескольких проходов лазерного луча 7. Этого можно достичь путем изменения поляризации облучающего луча для каждой точки, или создавая M массивов точек, где M равно по меньшей мере 2, а предпочтительно по меньшей мере 3, каждый из которых имеет разную ориентацию волны, другими словами, каждый из которых был создана с разной поляризацией лазерного луча 7.
Можно подумать о создании разницы в ориентации волн не с помощью оптических средств (поляризатора 10), а с помощью механических средств, путем изменения относительной ориентации опоры 13 листа 1 и опоры устройств лазерного сканирования, обычно путем поворота опоры 13 на угол, равный желаемой разнице в ориентации волн данной линии 14, 15, 16 по отношению к ранее выполненной линии 14, 15, 16. Но это решение было бы не идеальным. Действительно, точное создание волн будет зависеть от возможных неоднородностей поляризации лазерного луча 7, и вращение опоры 13 с необходимой скоростью и угловой точностью может создавать сложные механические проблемы, в частности, в случае промышленного оборудования, предназначенного для обращения с тяжелыми и крупными объектами. Использование и управление поляризатором 10, как правило, проще в реализации.
И наконец, для получения максимально возможного однородного эффекта рекомендуется чередовать ориентации, предпочтительно периодически, на минимально возможных расстояниях. В случае линий, предпочтительно периодически чередовать одну линию каждой ориентации, имеющей ширину, равную или предпочтительно немного меньшую, чем диаметр импульса (чтобы обеспечить обработку всей поверхности листа). В случае точечной обработки предпочтительно периодически чередовать ориентации на квадратном или прямоугольном рисунке, содержащем количество пятен, равное количеству различных ориентаций, возможных для поляризации лазерных лучей 7.
Конечно, в пределы объёма изобретения все еще будет попадать применение этого способа к листу, относительно небольшая ширина которого потребовала бы только одного сканера для выполнения структурирования всей его поверхности, в виде линий с различными поляризациями в периодическом рисунке. Основное преимущество изобретения заключается в том, что интенсивность радужного эффекта не зависит от угла обзора листа. Если кто-то хочет обрабатывать только такие узкие листы, можно сделать это с помощью оборудования, которое будет включать в себя только одно устройство, соответствующее фиг. 2.
Также возможно на таком же оборудовании обрабатывать как листы относительно небольшой ширины, меньшей или равной ширине поля обработки устройства, соответствующего фиг. 2, так и листы большей ширины, требующие совмещения нескольких устройств, соответствующих фиг. 2, каждое из которых действует в одном поле обработки. Для этого достаточно активировать только одно из этих устройств при обработке узкого листа. Тот факт, что способ согласно изобретению, можно использовать для листов, имеющих различную ширину, одинаковую настройку для каждого поля, взятого индивидуально, позволяет получать листы с одинаковым эффектом независимо от указанной ширины и, таким образом, обеспечивать однородность эффекта для диапазона изделий различной ширины, которые изготовитель пожелает производить.
Возможно выполнять обработку листов 1, не имеющих идеальной плоскостности, включив в устройство обработки также средства измерения расстояния между фокусирующей системой 12 и листом 1 и связав их со средствами управления фокусирующей системой 12, чтобы последняя могла гарантировать, что диаметр импульса и плотность потока энергии лазерного луча по существу одинаковые независимо от эффективного расстояния между фокусирующей системой 12 и листом 1. Расстояние между фокусирующей системой и поверхностью металлического листа 1 также является параметром, на который можно оказывать влияние, если его можно регулировать в реальном времени с помощью соответствующих механических средств.
Также можно предусмотреть применение этого способа к материалам, отличным от плоских металлических листов (например, к формованным листам, стержням, трубам, деталям, обычно имеющим трехмерную поверхность), путем соответствующей адаптации средств относительного перемещения лазеров и обрабатываемой детали, и/или средств управления фокусирующим средством, если необходимо управлять различием в расстоянии между лазерным излучателем и поверхностью. Для деталей, имеющих по существу цилиндрические поверхности (например, стержней, труб круглого сечения), одним из способов обработки было бы размещение лазерных устройств на неподвижной опоре и обеспечение опоры для детали, позволяющей размещать детали с возможностью вращения таким образом, что поверхность детали перемещается в оптических полях лазеров.
Наконец, следует напомнить, что, хотя нержавеющие стали являются материалами, к которым предпочтительно применимо изобретение, другие металлические и неметаллические материалы, на поверхности которых может быть получен радужный эффект с помощью лазерной обработки, также относятся к настоящему изобретению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ РАДУЖНОГО ЭФФЕКТА НА ПОВЕРХНОСТИ МАТЕРИАЛА И УСТРОЙСТВА ДЛЯ ВЫПОЛНЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2789410C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЕРИОДИЧЕСКОГО РИСУНКА НА ПОВЕРХНОСТИ АМОРФНЫХ ТОНКИХ ПЛЕНОК ФАЗОПЕРЕМЕННЫХ ХАЛЬКОГЕНИДНЫХ МАТЕРИАЛОВ | 2022 |
|
RU2786788C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2573160C2 |
| СПОСОБ ЗАПИСИ ИНФОРМАЦИИ ВНУТРИ КРИСТАЛЛА АЛМАЗА | 2020 |
|
RU2750068C1 |
| ФОРМИРОВАНИЕ ИЗОБРАЖЕНИЙ ОПЕРАЦИОННОЙ ТКАНИ-МИШЕНИ ПОСРЕДСТВОМ НЕЛИНЕЙНОГО СКАНИРОВАНИЯ | 2010 |
|
RU2575967C2 |
| Сканирующий лазерный микроскоп | 1982 |
|
SU1074239A1 |
| БЕСКОНТАКТНОЕ ЭЛЕКТРООПТИЧЕСКОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СВЕРХБЫСТРОДЕЙСТВУЮЩИХ ТЕСТЕРОВ ИС | 1991 |
|
RU2066870C1 |
| ОПТИЧЕСКИЙ ЭЛЕМЕНТ ЛАЗЕРНОГО РЕЗОНАТОРА | 1999 |
|
RU2166819C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ КОНТРОЛИРУЕМЫМИ ПЕРИОДИЧЕСКИМИ НАНОСТРУКТУРАМИ | 2008 |
|
RU2494035C2 |
Изобретения относятся к способу создания визуального радужного эффекта на поверхности детали, модульному устройству для создания визуального радужного эффекта на поверхности детали, устройству для придания радужного эффекта поверхности детали и полученной детали с радужным эффектом на ее поверхности. Направляют лазерный луч (7) с длительностью импульса менее наносекунды на указанную поверхность в оптическом поле фокусирующей системы (12) устройства. Устройство содержит лазерный источник (6), сканер (11) и указанную фокусирующую систему (12), чтобы создавать на указанной поверхности на ширине указанного импульса структуру в виде небольших волн, имеющих одинаковую ориентацию. С помощью указанного сканера (11) сканируют поверхность указанным лазерным излучением (7) вдоль серии последовательных линий (14, 15, 16) или матрицы точек посредством относительного перемещения указанной поверхности и устройства, излучающего лазерный луч. Ширина каждой линии (14, 15, 16) или размер каждой точки каждой матрицы равны диаметру указанного импульса. Между выполнением сканирования вдоль двух последовательных линий (14, 15, 16) или в двух соседних точках изменяют поляризацию лазерного луча (7) таким образом, чтобы на двух последовательных линиях (14, 15, 16) или двух соседних точках создавать волны, имеющие разную ориентацию. Технический результат состоит в повышении качества создаваемого радужного эффекта на поверхности детали без усложнения технологического процесса его поучения. 4 н. и 12 з.п. ф-лы, 3 ил.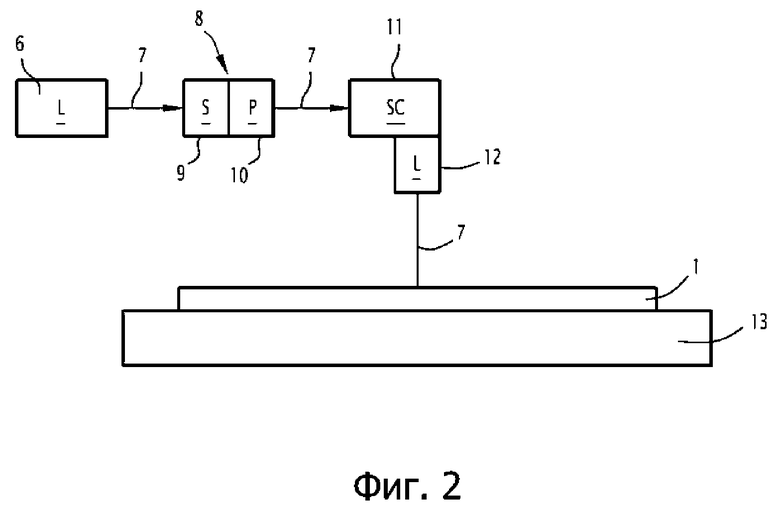
1. Способ создания визуального радужного эффекта на поверхности детали, включающий направление лазерного луча с длительностью импульса менее одной наносекунды на указанную поверхность в оптическом поле фокусирующей системы устройства, содержащего лазерный источник, оптическую систему формирования луча, включающую в себя оптический поляризующий элемент, сканер и указанную фокусирующую систему, чтобы создавать на указанной поверхности на ширине указанного импульса структуру в виде волн, имеющих одинаковую ориентацию, при этом указанным сканером сканируют указанную поверхность указанным лазерным излучением вдоль серии последовательных линий или по матрице из точек посредством относительного перемещения указанной поверхности и устройства, излучающего указанный лазерный луч, причём ширина каждой линии или размер каждой точки в каждой матрице равен диаметру указанного импульса, отличающийся тем, что между сканированиями по двум последовательным линиям или двум соседним точкам посредством оптического поляризующего элемента изменяют поляризацию лазерного луча с обеспечением создания волн разной ориентации на двух последовательных линиях или в двух соседних точках, так чтобы линии, для которых ориентация волны изменяется от одной линии к другой, чередовались, или так чтобы каждая точка матрицы имела ориентацию волны, отличную от ориентации волны в соседних точках.
2. Способ по п. 1, отличающийся тем, что поляризацию лазерного луча изменяют в соответствии с периодическим рисунком, причем указанный периодический рисунок простирается на M последовательных линий, где M равно по меньшей мере 2.
3. Способ по п. 1 или 2, отличающийся тем, что две последовательные линии или две соседние точки имеют соответствующие углы поляризации, которые отличаются один от другого по меньшей мере на 20°, но не более чем на 90°.
4. Способ по одному из пп. 1-3, отличающийся тем, что на указанную поверхность направляют лазерный луч с длительностью импульса менее одной наносекунды в оптическом поле фокусирующей системы устройства, содержащего лазерный источник, сканер и указанную фокусирующую систему, и направляют дополнительный лазерный луч с длительностью импульса менее одной наносекунды в оптическом поле фокусирующей системы по меньшей мере одного дополнительного устройства, содержащего лазерный источник, сканер и фокусирующую систему, при этом поляризации для двух линий, расположенных в виде продолжения друг друга, или двух соседних точек, принадлежащих двум соседним полям, являются идентичными.
5. Способ по п. 4, отличающийся тем, что указанное относительное перемещение указанной поверхности указанной детали и устройства (устройств), излучающего указанный(ые) лазерный луч(лучи), осуществляют путем размещения указанной детали на подвижной опоре.
6. Способ по п. 4 или 5, отличающийся тем, что указанное относительное перемещение указанной поверхности указанной детали и устройства(устройств), излучающего указанный(ые) лазерный луч(лучи), осуществляют путем размещения устройства(устройств), излучающего указанный лазерный луч(лучи), на подвижной опоре.
7. Способ по любому из пп. 1-6, отличающийся тем, что указанная деталь является листовым металлом.
8. Способ по любому из пп. 1-7, отличающийся тем, что указанная поверхность указанной детали является трехмерной.
9. Способ по любому из пп. 1-8, отличающийся тем, что указанная деталь выполнена из нержавеющей стали.
10. Модульное устройство для создания визуального радужного эффекта на поверхности детали посредством формирования волн на указанной поверхности импульсом лазерного луча, содержащее лазерный источник, генерирующий лазерный луч с длительностью импульса менее 1 нс, оптическую систему, формирующую луч, сканер, выполненный с возможностью сканировать импульсом луча оптическое поле на поверхности детали в виде линий или матрицы точек после того, как луч прошел через фокусирующую систему, и средства для создания относительного перемещения между указанным устройством и указанной деталью, чтобы выполнить обработку по меньшей мере на части поверхности указанной детали, отличающееся тем, что указанная оптическая система содержит оптическую поляризационную систему, предназначенную для придания определенной поляризации указанному лучу, и средство для изменения этой поляризации таким образом, чтобы на указанной поверхности каждая линия формировалась импульсами, имеющими поляризацию, отличную от поляризации импульсов смежных линий, или каждая точка формировалась импульсом, имеющим поляризацию, отличную от поляризации импульсов смежных точек.
11. Модульное устройство по п. 10, отличающееся тем, что указанное устройство выполнено с возможностью формирования двух смежных точек импульсами, поляризация которых различается по меньшей мере на 20°, но не более чем на 90°.
12. Модульное устройство по п. 10 или 11, отличающееся тем, что содержит средство для измерения расстояния между фокусирующей системой и поверхностью детали, соединенное со средством для управления фокусирующей системой и/или регулирования расстояния между фокусирующей системой и поверхностью детали, чтобы поддерживать постоянный диаметр импульса и плотность энергии на указанной поверхности, независимо от указанного расстояния.
13. Устройство для создания визуального радужного эффекта на поверхности детали путем формирования волн на указанной поверхности импульсом лазерного луча, содержащее по меньшей мере два модульных устройства по п. 10 или 11, причем оптические поля фокусирующих систем указанных модульных устройств перекрываются.
14. Устройство по любому из пп. 10-13, отличающееся тем, что указанное средство для создания относительного перемещения между указанным устройством и указанной деталью содержит подвижную опору для детали.
15. Устройство по любому из пп. 10-14, отличающееся тем, что указанное средство для создания относительного перемещения между указанным устройством и указанной деталью содержит подвижную опору для модульного устройства (устройств).
16. Деталь из материала с поверхностью, имеющей радужный эффект, полученный посредством лазерной обработки способом по любому из пп.1-9, заключающейся в формировании волн на поверхности указанной детали, при этом указанные волны имеют по меньшей мере две ориентации, распределенные по поверхности указанной детали.
| DE 102010034085 A1, 16.02.2012 | |||
| DE 102005043495 A1, 15.03.2007 | |||
| US 20150352664 A1, 10.12.2015 | |||
| WO 2007012215 A1, 01.02.2007 | |||
| ДЕКОРАТИВНЫЙ СВЕТИЛЬНИК | 2008 |
|
RU2368845C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2573160C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ПОВЕРХНОСТИ КОНТРОЛИРУЕМЫМИ ПЕРИОДИЧЕСКИМИ НАНОСТРУКТУРАМИ | 2008 |
|
RU2494035C2 |

