Изобретение относится к устройствам для изготовления крупноразмерных изделий с предварительно напрягаемой арматурой.
За аналог принят стенд для изготовления предварительно напряженных железобетонных изделий (авторское свидетельство №1033673), содержащий станину с основанием, на котором установлены формующие опалубочные элементы. Направляющие с размещенными в них подвижными и неподвижными захватами для напрягаемой арматуры, силовые балки в верхней и нижней части стенда, на силовые балки устанавливаются захватные устройства, которые размещены в опорных плитах, опорные плиты верхней частью устанавливаются на верхние силовые балки, а нижней частью они устанавливаются на нижние силовые балки.
За прототип принят стенд для изготовления предварительно напряженных изделий (авторское свидетельство №1578298), содержащий станину с основанием, на котором установлены формующие опалубочные элементы, направляющие с размещенными в них захватами для арматуры, силовые балки с установленными на них опорными плитами. Недостатком стенда является отсутствие приспособлений направленных на экономию тепла расходуемого на прогрев изготавливаемых железобетонных изделий.
Перед авторами была поставлена техническая задача по уменьшению расхода тепла на прогрев в процессе изготовления железобетонных изделий.
Поставленная техническая задача решается тем, что стенд для изготовления крупноразмерных железобетонных изделий с предварительно напряженной арматурой, который содержит станину с продольными и поперечными вертикальными стенами, с основанием из металлического листа, на котором установлены опалубочные элементы, направляющие каналы в поперечных вертикальных стенах, с размещением в них подвижных и неподвижных захватов для арматуры. Для экономии тепловой энергии, которая израсходована на тепловлажностную обработку изделия между основанием стенда и металлическим листом, который установлен на основании стенда, имеется зазор равный высоте швеллеров, которые установлены и закреплены на основании стенда и на эти швеллера установлен и закреплен металлический лист.
Внутренняя поверхность вертикальных стен, внутренние поверхности швеллеров и горизонтальная поверхность стенда, которая расположена под металлическим листом, покрыты материалом с высокими теплоизоляционными свойствами. Между опорными швеллерами установлены листовые материалы, которые выполнены из теплоотражающих элементов и на них установлены металлопластиковые трубки, по которым происходит циркуляция горячая вода, при этом обеспечивается прогрев металлического листа и отформованных на нем железобетонных изделий. В теле прямолинейных опалубочных элементов установлены металлические трубы, по которым происходит циркуляция горячей воды, которая нагревает тело прямолинейных опалубочных элементов, тепло от нагретых опалубочных элементов передается бетону отформованных изделий. Под металлическим листом основания в местах расположения напрягаемой арматуры на основании стенда установлены и закреплены металлические трубы квадратного сечения, которые необходимы для восприятия усилий, передаваемые на металлический лист во время перевода готовых железобетонных изделий из горизонтального положения в вертикальное, и по ним происходит циркуляция горячей воды, которая подогревает металлический лист и отформованные на нем железобетонные изделия.
Металлический лист основания состоит из составных металлических элементов, расположенных перпендикулярно продольной оси стенда, параллельно поперечной стены стенда. К нижней поверхности металлических листов приварены металлические пластины, которые выполняют роль установочных и фиксирующих элементов для соединения металлических элементов основания между собой.
Элементы крепления металлического листа к основанию стенда, которые установлены в местах расположения горизонтальных поверхностей отформованных изделий выполнены в виде стержней с резьбой и головками в виде усеченных конусов, которые обращены меньшим основанием в сторону формуемых изделий с наличием в конических головках 4 сквозных отверстий, которые необходимы для установки и извлечения элементов крепления специальными приспособлениями, в отверстия конических головок элементов крепления устанавливаются пластмассовые пробки, которые препятствуют попаданию бетонной смеси в отверстия конических головок, пробки извлекаются при необходимости использования отверстий для извлечения элементов крепления.
Крепление металлических листов основания стенда к швеллерам, которые установлены на основания стенда, осуществлено с помощью стержней с резьбой и головками в виде усеченных конусов с положением большего основания в одной верхней плоскости металлических листов основания с наличием в конических головках 4 сквозных отверстий, которые необходимы для установки и извлечения элементов крепления специальными приспособлениями. В отверстия конических головок элементов крепления установлены пластмассовые пробки, которые препятствуют попаданию бетонной смеси в отверстия конических головок. Пробки могут быть извлечены при необходимости использования отверстий, при этом элементы крепления металлических листов с помощью стержней с резьбой установлены во втулки с резьбой закрепленными между швеллерами, в металлических листах в местах установки элементов крепления выполнены конические отверстия с верхним размером отверстия равным верхним диаметром конических головок элементов крепления металлических листов, что позволяет установить металлические листы строго в горизонтальной поверхности без наличия выступающих элементов на их горизонтальной поверхности.
Сущность предложения поясняется чертежами, где:
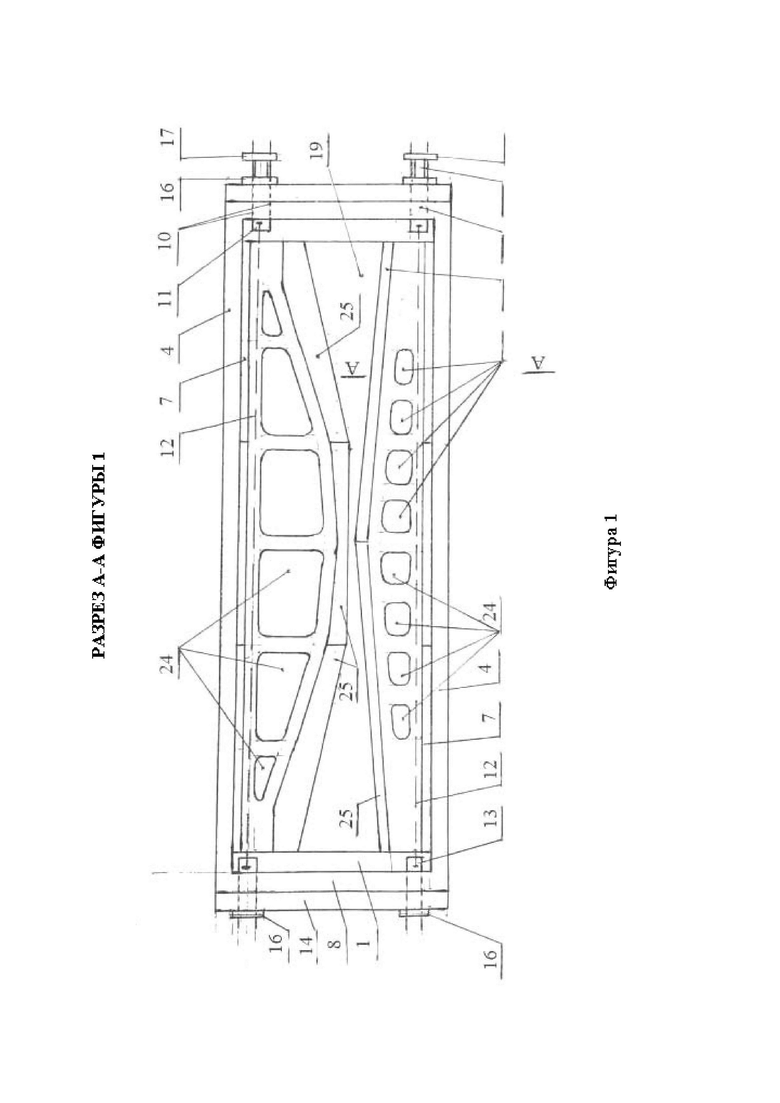
На фигуре 1 – общий вид стенда;
На фигуре 2 – разрез А-А фигуры 1;
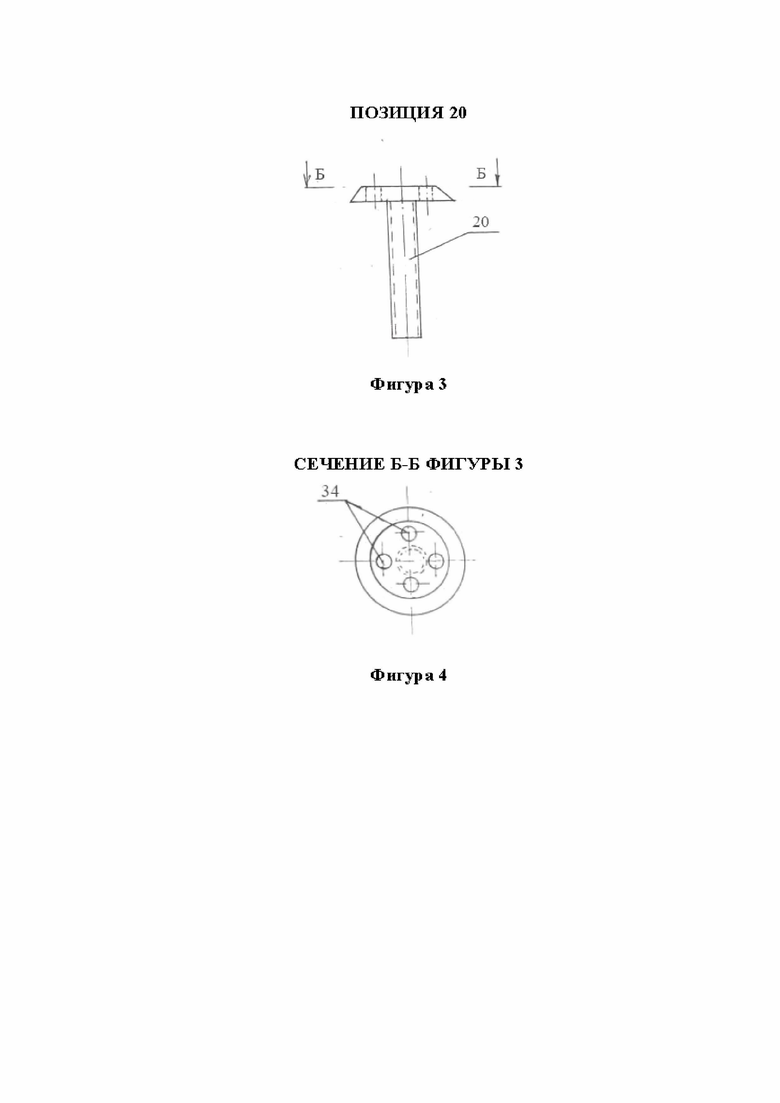
На фигуре 3 – позиция 20;
На фигуре 4 – сечение Б-Б фигуры 3;
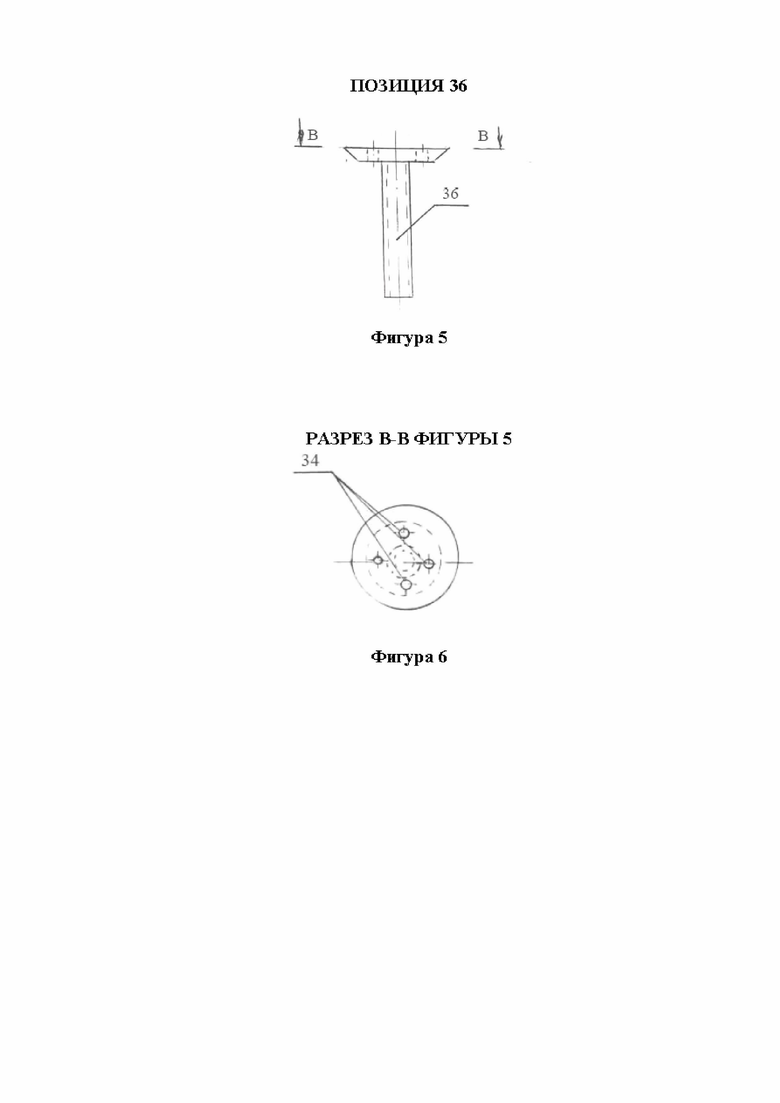
На фигуре 5 – позиция 36;
На фигуре 6 – разрез В-В фигуры 5;
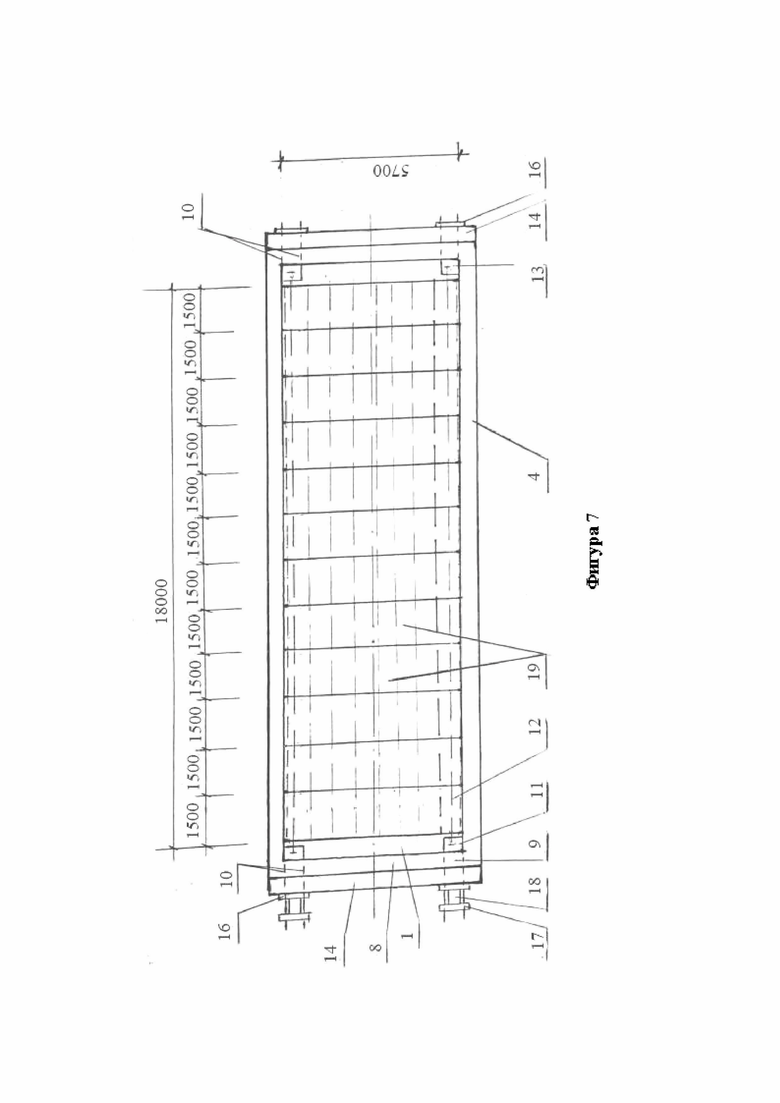
На фигуре 7 – установка металлических листов 19 на основании стенда;
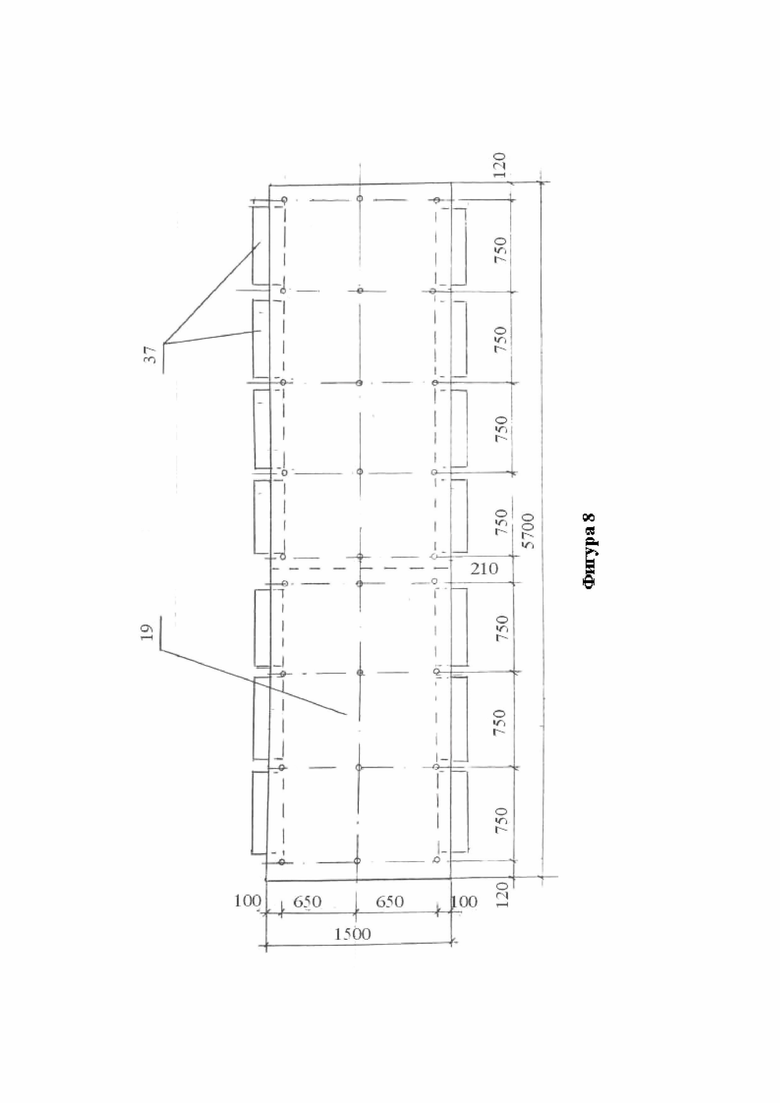
На фигуре 8 – металлический лист 19 с пластинами 37;
На фигуре 9 – сечение А-А фигуры 1 позиций 20 и 36.
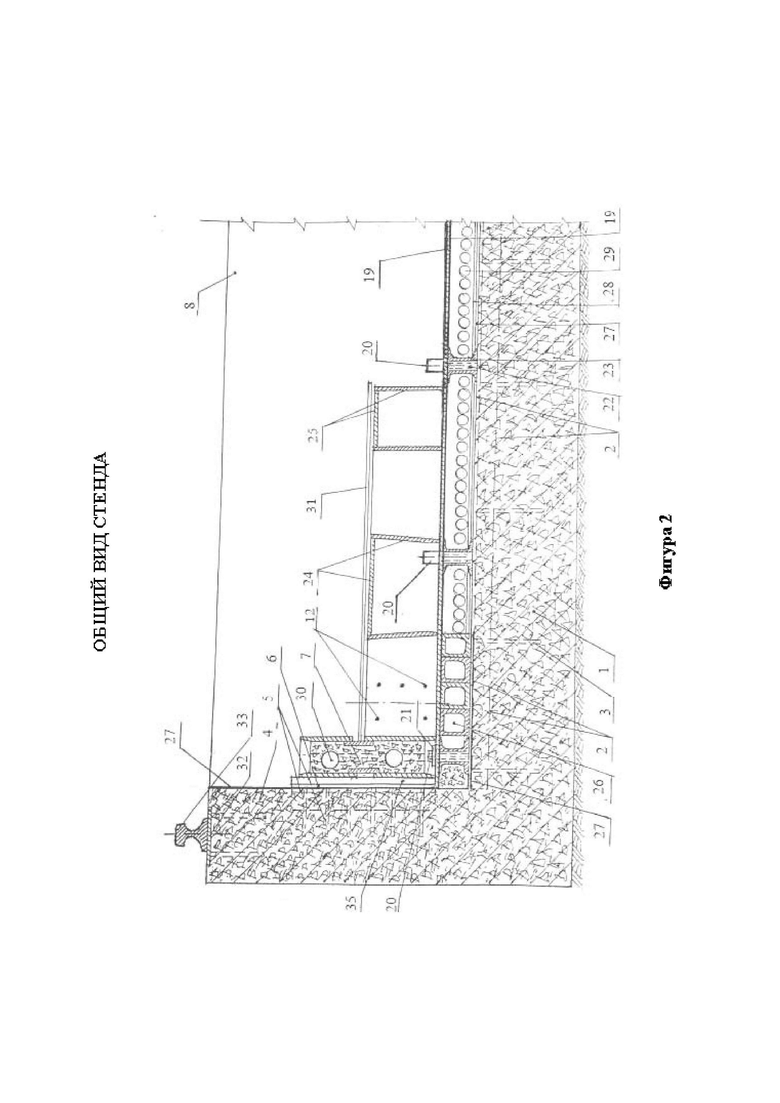
Стенд состоит из монолитной железобетонной станины 1, по горизонтальной поверхности которой установлены металлические уголки 2 с шагом 500÷700 мм. Металлические уголки 2 электродуговой сваркой закреплены к арматурным элементам 3, которые установлены с шагом 500 мм, которые заранее установлены в основание 1, в момент установки уголков 2. Бетон основания 1 имеет достаточную прочность для надежной фиксации элементов 3, уголки 2 установлены строго в горизонтальной плоскости с закреплением их электродуговой сваркой к элементам 3.
Вдоль станины 1 по ее продольным граням выполнены продольные стены 4, которые изготовлены из усиленно армированных бетонных элементов. В стенах 4 установлены закладные элементы 5, которые установлены с внутренней стороны стен 4, к закладным элементам 5 закреплены пластины 6 в строго вертикальном положении, и они выполняют роль направляющих для установки прямолинейных вкладышей 7.
По торцам станины 1 расположены поперечные стены 8, в которых выполнены проемы 9 с установленными в них металлическими каналами 10, в которых с одной стороны установлены подвижные захватные устройства 11 для установки напрягаемой арматуры 12, с другой стороны – неподвижные захватные устройства 13 для установки напрягаемой арматуры 12. За поперечными стенами 8 установлены силовые металлические балки 14, таким образом, что они опираются на опорные плиты 15 (на чертеже не показаны), которые расположены по сечению продольных стен 4. Между балками 14 и поперечными стенами 8 образован зазор равный толщине опорных плит 15, с наружной стороны балок 14 в местах расположения проемов 9 с каналами 10 установлены опорные металлические плиты 16, которые служат для установки подвижных захватных устройств 11 и неподвижных захватных устройств 13. В подвижных захватных устройствах установлены упорные металлические плиты 17. Между плитами 16 и 17 установлены гидродомкраты 18. На горизонтальной поверхности стенда установлен и закреплен металлический лист 19, который крепится с помощью болтов 20 и шайб 21 к втулкам 22 с двумя швеллерами 23 и закреплены к ним с помощью электродуговой сварки. Швеллера 23 электродуговой сваркой приварены к уголкам 2, которые закреплены к арматурным элементам 3, которые расположены в станине 1 с помощью электродуговой сварки в строго горизонтальной плоскости.
Установка уголков 2 в строго горизонтальной плоскости необходима для сохранения горизонтальной плоскости в верхней части швеллеров 23, которые приварены к уголкам 2 электродуговой сваркой, создавая тем самым условия для установки листа 19 в строго горизонтальной плоскости.
На металлический лист 19 установлены съемные вкладыши 24 и несъемные вкладыши 25. Вкладыши 24 и 25 зафиксированы на листе 19 одним из трех способов: с помощью магнитных фиксирующих приспособлений; с помощью конических фиксаторов, которые установлены на листе 19 и взаимодействуют с трубками с коническими гнездами, которые установлены во вкладышах 24, 25; и с помощью простейших фиксаторов из листовых материалов, с закреплением к листу 19 электродуговой сваркой с внутренней стороны съемных и несъемных вкладышей 24 и 25.
При формировании железобетонных изделий на листе 19 между вкладышами 7, 24 и 25 изготовление изделий производится в горизонтальном положении. После получения в бетоне формуемых изделий необходимой прочности бетона, снятия напряжения в напрягаемых арматурных элементах, удаления концов напрягаемых элементов из тела изготовленных изделий возникает необходимость перевода готовых изделий из горизонтального положения в рабочее, вертикальное положение. При переводе изделия из горизонтального положения в вертикальное на элемент 7 и на лист 19 воздействуют значительные усилия, которые не могут оказать вредного воздействия на элементы 7, но могут создать условия для значительной деформации и разрушения листа 19 в районе расположения напрягаемой арматуры 12. Лист 19 расположен между швеллерами 23 на значительном расстоянии, и он не рассчитан на восприятие значительных усилий, которые возникают при переводе изделий из горизонтального положения в рабочее, вертикальное.
Для исключения отрицательного влияния на лист 19 момента перевода изделий из горизонтального положения в вертикальное, под листом 19 в районе расположения напрягаемых арматурных элементов 12 установлены профили холодногнутые сварные квадратного сечения 26 по ГОСТ 12336-66 с размерами равными высоте швеллера 23. Профиль 26 приварен к уголкам 2, швеллерам 23 и сварены между собой. На профиль 26, швеллера 23 установлен лист 19, который закреплен болтами 20 к втулкам 22, таким образом созданы оптимальные условия для работы листа 19.
В случае попадания гаечной головки элемента крепления 20 в тело формуемого изделия возникает возможность образования дефекта в поверхности изделия. Для устранения подобного дефекта может быть применен второй вариант головки элемента 20, который выполнен в виде усеченного конуса, обращенного меньшим основанием к изделию, имеющего в верхней плоскости 4 отверстия 34, которые необходимы для закручивания и откручивания элемента 20 во втулки 22.
В отверстия 34, которые размещены в конической головке элемента 20, установлены пластмассовые пробки, которые создают препятствие попаданию бетонной смеси в отверстия 34, при необходимости откручивания элементов 20 пробки могут быть извлечены из конической головки и элемент 20 с помощью специального ключа удаляется из втулки 22.
Одновременно профили 26 могут служить для подачи горячей воды, которая необходима для подогрева листа 19 и для тепловлажностной обработки бетона формуемых изделий, в случае невозможности использования элементов 26 для подачи горячей воды в них могут быть установлены трубы круглого сечения, которые предназначены для подачи горячей воды.
Горизонтальная поверхность станины 1 покрыта слоем теплоизоляционного материала 27 с температурой теплоносителя от +5 до +150°С толщиной 2 мм марки Изоллат-02 по ТУ 2216-001-592277205-2002, этим материалом покрыты и внутренние поверхности швеллеров 23 и внутренняя поверхность стены 4 и поверхность станины 1 под элементами 26. На материал 27 установлены теплоотражающие листовые материалы 28 (алюминиевый лист, алюминиевая фольга, оцинкованный металлический лист). По материалам 28 установлены металлопластиковые трубки 29, по которым происходит циркуляция горячей воды, которая нагревает лист 19 вместе с отформованными на нем железобетонными изделиями.
В элементах 7 установлены трубы 30, которые предназначены для циркуляции горячей воды, которая используется для прогрева вкладышей 7 и термовлажностной обработки отформованных железобетонных изделий.
При невозможности подачи горячей воды по трубам 30, в эти трубы могут быть установлены трубы меньшего диаметра, и по ним происходит циркуляция горячей воды.
В случае установки элементов крепления 20, при этом элементы 20 могут препятствовать установке опалубочных элементов 24, вместо элементов 20 могут быть установлены элементы 36, которые позволяют образовывать чистую горизонтальную поверхность стенда без выступающих элементов.
Для соединения металлических элементов 19 между собой и ликвидации зазора между металлическими листами 19 к нижней поверхности металлических листов 19 приварены металлические пластины 37, которые предназначены для устранения зазоров между листами 19, и они выполняют роль установочных и фиксирующих элементов для соединения металлических листов основания 19 между собой.
Для упрощения установки металлических листов основания стенда 19, возможно их разделение на два элемента, один элемент имеет длину 3225 мм, второй элемент имеет длину 2475 мм.
Выполнение в металлических элементах 19 отверстий для установки элементов крепления металлических листов должно быть осуществлено в кондукторах. Это позволит выполнить отверстия для установки элементов крепления в строго установленных местах с гарантией, что во всех металлических листах отверстия для установки элементов крепления будут расположены в строго заданных положениях во всех металлических листах основания стенда.
Необходимо обратить внимание на установку швеллеров в строго заданном положении равном 750 мм по центру втулок для установки элементов крепления. Для установки втулок с резьбой с расположением втулок между швеллерами и приваркой их к швеллерам необходимо использование кондуктора для установки втулок с резьбой с обеспечением совмещения отверстий для установки элементов крепления в металлических листах с отверстиями во втулках с резьбой.
После извлечения съемных вкладышей 24 из тела отформованных изделий вся поверхность отформованных изделий должна быть покрыта полотном 31, которое выполнено из теплоизоляционного, влагонепроницаемого материала.
На горизонтальных поверхностях стен 4 установлены закладные детали 32, на которые закреплены рельсы 33, которые необходимы для перемещения установок для укладки и снятия полотнища 31, а также могут быть использованы для перемещения бетоноукладчика, что позволяет освободить мостовые краны от работ по укладке бетонных смесей при формовании железобетонных изделий.
Между элементами 7 и пластинами 6 установлены магнитные вставки 35, которые необходимы для определения требуемого размера между элементами 7 и напрягаемой арматурой 12.
Прогрев металлического листа 19 и вкладышей 7 горячей водой создает оптимальные условия для прогрева бетона отформованных изделий. Наличие теплозащитного слоя 27 из эффективного материала (изоллат – 02 по ТУ 2216-001-592277205-2002 толщиной 2 мм) и укрытие отформованных изделий теплозащитным, влагонепроницаемым полотном 31 позволяют получать требуемую прочность бетона при минимальных расходах тепловой энергии.
Стенд работает следующим образом.
На смазанный металлический лист 19 вдоль продольных стен 4 по направляющим пластинам 6 установлены прямолинейные вкладыши 7 с листом требуемой высоты, которые обеспечивают толщину формуемого изделия. На поверхность листов 19 установлены съемные 24 и несъемные 25 вкладыши опалубки формуемых изделий установлена нижняя арматура изделий в виде сеток и каркасов. В захватные устройства 11 и 13 установлена напрягаемая арматура 12, гидродомкратом 18 в напрягаемой арматуре 12 создано требуемое напряжение и зафиксировано данное положение напрягаемой арматуры 12, далее установлена недостающая арматура формуемых изделий. Стенд готов для изготовления изделий.
Бетонная смесь с помощью мостового крана в бадье подана к месту формования изделий. Из бадьи бетонная смесь роздана в формуемое изделие, либо бетонная смесь погружена в бетоноукладчик и далее подана в формуемое изделие. Бетонная смесь уплотнена глубинными вибраторами, открытые поверхности бетонной смеси тщательно заглажены, после необходимой выдержки для набора распалубочной прочности бетона произведена выемка съемных вкладышей 24, отформованное изделие укрыто полотном 31 по трубкам 29, 26, 30 подана горячая вода, происходит процесс набора прочности бетона отформованных изделий.
После набора требуемой прочности бетона изделий, гидродомкратом 18 осуществлено плавное снятие напряжения в арматурных элементах 12, произведена обрезка концов арматурных элементов 12, выступающих за пределы отформованных изделий. Далее произведена укладка растворной смеси на участки изделий с удаленными концами напрягаемой арматуры, мостовым краном изделие из горизонтального положения установлено в вертикальное положение, далее изделие направлено на пост выдержки и ремонта, а затем на склад готовой продукции и потом на комплектацию строительных объектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033673A1 |
| Стенд для изготовления ригелей с термовкладышами шириной до 600 мм | 2019 |
|
RU2719806C1 |
| Поддон для изготовления ригеля с термовкладышами каркаса сборно-монолитного здания | 2018 |
|
RU2682832C1 |
| Стенд для изготовления вспомогательного несущего элемента ригеля с термовкладышами каркаса сборно-монолитного здания | 2017 |
|
RU2669054C1 |
| Ригель для производства сборно-монолитного каркаса здания | 2018 |
|
RU2681322C1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| ТЕРМООПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ С ЛИНЕЙНЫМ И ПЛОСКИМ ПРЕДВАРИТЕЛЬНЫМ НАПРЯЖЕНИЕМ | 2011 |
|
RU2491395C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ КОНСТРУКЦИЙ ЗДАНИЙ И НЕСЪЁМНАЯ УНИВЕРСАЛЬНАЯ МОДУЛЬНАЯ ОПАЛУБОЧНАЯ СИСТЕМА | 2014 |
|
RU2552506C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |

Изобретение относится к устройствам для изготовления крупноразмерных железобетонных изделий с предварительно напрягаемой арматурой. Технический результат – снижение расхода тепла на прогрев в процессе изготовления железобетонных изделий. Стенд для изготовления крупноразмерных железобетонных изделий с предварительно напряженной арматурой содержит станину с продольными и поперечными вертикальными стенами, с основанием из металлического листа, на котором установлены опалубочные элементы, направляющие каналы в поперечных вертикальных стенах с размещенными в них подвижными и неподвижными захватами для арматуры. На основании станины закреплены швеллеры, на которых установлен и закреплен металлический лист. Внутренняя поверхность вертикальных стен, поверхности швеллеров и горизонтальная поверхность основания станины под металлическим листом покрыты теплоизоляционным материалом. Между швеллерами установлены листовые материалы, выполненные из теплоотражающих элементов, и на них установлены металлопластиковые трубки для циркуляции горячей воды и обеспечения прогрева металлического листа и отформованных на нем железобетонных изделий. В теле прямолинейных опалубочных элементов установлены металлические трубы для циркуляции горячей воды и нагрева прямолинейных опалубочных элементов и передачи тепла бетону отформованных изделий. Под металлическим листом в местах расположения напрягаемой арматуры на основании станины установлены и закреплены металлические трубы квадратного сечения для восприятия усилий, переданных на металлический лист во время перевода готовых железобетонных изделий из горизонтального положения в вертикальное, и циркуляции горячей воды для подогрева металлического листа и отформованных на нем железобетонных изделий. Предложены варианты выполнения металлического листа и его крепления. 3 з.п. ф-лы, 9 ил.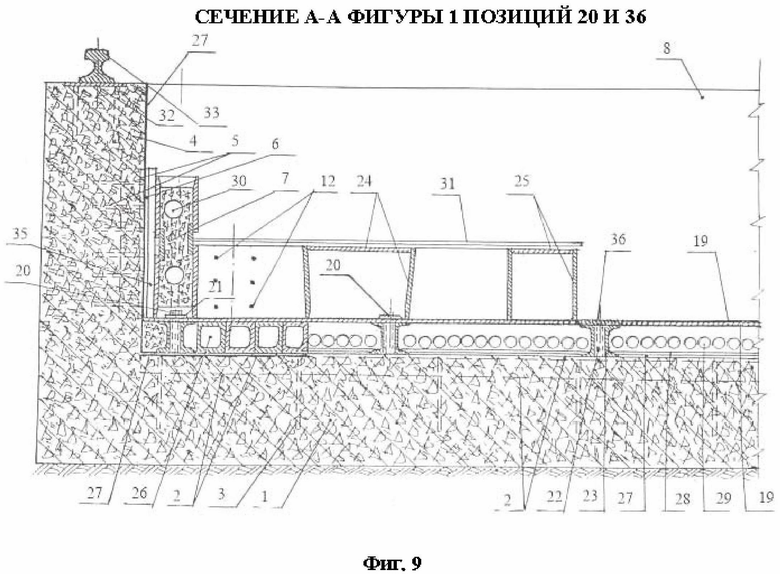
1. Стенд для изготовления крупноразмерных железобетонных изделий с предварительно напряженной арматурой, содержащий станину с продольными и поперечными вертикальными стенами, металлический лист, на котором установлены опалубочные элементы, направляющие каналы, выполненные в поперечных вертикальных стенах с размещенными в них подвижными и неподвижными захватами для арматуры, отличающийся тем, что на основании станины закреплены швеллеры, на которых установлен и закреплен металлический лист, внутренняя поверхность вертикальных стен, поверхности швеллеров и горизонтальная поверхность основания станины под металлическим листом покрыты теплоизоляционным материалом, при этом между швеллерами установлены листовые материалы, выполненные из теплоотражающих элементов, и на них установлены металлопластиковые трубки для циркуляции горячей воды и обеспечения прогрева металлического листа и отформованных на нем железобетонных изделий, в теле прямолинейных опалубочных элементов установлены металлические трубы для циркуляции горячей воды и нагрева прямолинейных опалубочных элементов и передачи тепла бетону отформованных изделий, при этом под металлическим листом в местах расположения напрягаемой арматуры на основании станины установлены и закреплены металлические трубы квадратного сечения для восприятия усилий, переданных на металлический лист во время перевода готовых железобетонных изделий из горизонтального положения в вертикальное, и циркуляции горячей воды для подогрева металлического листа и отформованных на нем железобетонных изделий.
2. Стенд по п. 1, отличающийся тем, что металлический лист основания выполнен из составных металлических элементов, расположенных перпендикулярно продольной оси стенда, параллельно поперечной стене стенда, при этом к нижней поверхности металлических элементов приварены металлические пластины для соединения металлических элементов между собой и выполнения функции установочных и фиксирующих элементов.
3. Стенд по п. 1, отличающийся тем, что элементы крепления металлического листа к основанию станины, установленные в местах расположения горизонтальных поверхностей отформованных изделий, выполнены в виде стержней с резьбой и головками в виде усеченных конусов, обращенных меньшим основанием в сторону формуемых изделий и с 4 сквозными отверстиями в конических головках для установки и извлечения элементов крепления, в отверстия конических головок элементов крепления установлены извлекаемые пластмассовые пробки для предотвращения попадания бетонной смеси в отверстия конических головок.
4. Стенд по п. 3, отличающийся тем, что крепление металлических элементов основания к швеллерам, установленным на основания станины, осуществлено с помощью стержней с резьбой и головками в виде усеченных конусов с положением большего основания в одной верхней плоскости металлических элементов и с 4 сквозными отверстиями в конических головках для установки и извлечения элементов крепления, в отверстия конических головок элементов крепления установлены извлекаемые пластмассовые пробки для предотвращения попадания бетонной смеси в отверстия конических головок, стержни с резьбой установлены во втулки с резьбой, закрепленные между швеллерами, в металлических элементах в местах установки элементов крепления выполнены конические отверстия с верхним размером отверстия, равным верхним диаметрам конических головок элементов крепления металлических элементов для установки последних строго в горизонтальной поверхности.
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1578298A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033673A1 |
| Стенд для изготовления вспомогательного несущего элемента ригеля с термовкладышами каркаса сборно-монолитного здания | 2017 |
|
RU2669054C1 |
| Стенд для изготовления ригелей с термовкладышами шириной до 600 мм | 2019 |
|
RU2719806C1 |
| CN 105345926 A, 24.02.2016 | |||
| WO 2019109056 A1, 06.06.2019. | |||

