Изобретение относится к промышленности строительных материалов, в частности к термоопалубкам для изготовления предварительно напряженных монолитных железобетонных конструкций.
Известны «термоопалубка для изготовления предварительно напряженного железобетона» - патент RU 2122086 С1, кл. E04G9/10, состоящая из независимых силовых термоотсеков (термоэлементов) с входными и выходными патрубками для высокотемпературного теплоносителя, проходящих через термоподдон (термоотсек) с входными и выходными патрубками для обычного теплоносителя и снабженных на концах торцевыми силовыми упорами с пазами для напрягаемых элементов. Однако в данной термоопалубке имеются следующие недостатки - большая трудоемкость изготовления как независимых силовых термоотсеков, так и термоподдона; большой расход металла и значительные затраты энергии высокотемпературного теплоносителя.
Наиболее близким по технической сущности является устройство по патенту RU 2396399 С1, кл. E04G 21/12, включающее монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником, при этом все силовые упоры содержат пазы, в которых размещены напрягаемые элементы заданной длины с анкерами на концах, закрепленные за первым неподвижным и подвижным силовыми упорами, причем напрягаемые элементы снабжены надетыми на них по длине между неподвижными силовыми упорами теплоизоляционными термостойкими съемными кожухами-оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых арматурных стержней до заданной температуры Т°C=300-450°C.
Недостатком данного устройства является отсутствие возможности изготовления предварительно напряженных железобетонных конструкций при различных напряженных состояниях предварительного напряжения - линейном и плоском.
Техническим решением задачи является расширение технологических возможностей устройства для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным и плоским предварительным напряжением при использовании термического способа натяжения напрягаемой арматуры по патенту RU 2396399 С1.
Задача достигается тем, что в известном устройстве, включающем монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено закрепленное к ним механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен электрическим ключником. Все силовые упоры содержат пазы, в которых размещены напрягаемые элементы заданной длины с анкерами на концах, закрепленные за первым неподвижным и подвижным силовыми упорами. Кроме того, напрягаемые элементы снабжены надетыми на них по длине между неподвижными силовыми упорами теплоизоляционными термостойкими съемными кожухами-оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемых элементов до заданной температуры Т°C=350-400°C.
Согласно изобретению рассматривают два варианта термоопалубок для изготовления предварительно напряженных монолитных железобетонных конструкций, например каркасных зданий, - первый вариант с линейным предварительным напряжением и второй вариант с плоским предварительным напряжением. С линейным предварительным напряжением напрягаемая арматура расположена в одном поперечном направлении изготавливаемой плоской конструкции перекрытия, при этом термоопалубка снабжена по сечению в нижней части силовым элементом для восприятия усилий предварительного напряжения от напрягаемой арматуры, поверх которого установлен через термоизоляцию независимый термоподдон с входным и выходным партубками для циркуляции в нем теплоносителя. Термоопалубка также имеет продольные неподвижные силовые упоры первый и второй, жестко соединенные к продольным торцам силового элемента, продольный подвижный силовой упор, расположенный за первым продольным неподвижным силовым упором, где между ними размещено механическое устройство для перемещения продольного подвижного силового упора и уже за ним ограничитель-ключник. Термоопалубка также содержит в поперечном направлении по торцам первый и второй съемные опалубочные вкладыши с торцевыми опалубочными бортами, а для создания в поперечной арматуре предварительного напряжения на нее установлены съемные теплоизоляционные термостойкие кожухи-оболочки с входными и выходными патрубками для циркуляции в них высокотемпературного теплоносителя Т с температурой нагрева поперечной арматуры до Т°C=350-400°C.
Для второго варианта изготовления предварительно напряженных монолитных железобетонных конструкций с плоским предварительным напряжением напрягаемая арматура расположена как в поперечном, так и в продольном направлениях плоской конструкции - ячейки монолитного железобетонного перекрытия каркасного здания, причем термоопалубка содержит в поперечном направлении по торцам съемные опалубочные вкладыши - первый с силовым торцевым упором и второй с торцевым упором, причем данные торцевые упоры вкладышей имеют пазы для продольной напрягаемой арматуры, которая одним концом закреплена анкерами в пазах силового торцевого упора первого опалубочного вкладыша, при этом термоопалубка дополнительно оснащена жестко соединенным к ее поперечному торцу, отдельным съемным участком силового элемента без термоподдона, на котором расположены в непосредственной близости ко второму опалубочному вкладышу термоопалубки первый поперечный подвижный силовой упор участка силового элемента с пазами для продольной напрягаемой арматуры железобетонного изделия и на определенном расстоянии от него поперечный неподвижный силовой упор и далее второй поперечный подвижный силовой упор участка силового элемента, где между этими двумя силовыми упорами размещено механическое устройство для перемещения подвижного силового упора и уже за ним ограничитель-ключник, причем все поперечные силовые упоры участка силового элемента имеют в уровне продольной напрягаемой арматуры изготавливаемого железобетонного изделия металлические штанги из высокопрочной термостойкой стали и диаметром, большим, чем продольная напрягаемая арматура, для обеспечения в ней требуемого усилия натяжения, при этом данные напрягаемые штанги закреплены анкерами в силовом отсеке - одним концом в отверстиях второго подвижного силового упора, а другим концом в отверстия первого поперечного подвижного силового упора, где в пазах которого также закреплена вторым концом продольная напрягаемая арматура плоского железобетонного изделия, а для создания в силовых штангах предварительного напряжения они снабжены надетыми на них кожухами-оболочками с входными и выходными патрубками для циркуляции в них высокотемпературного теплоносителя и их нагрева до температуры Т°C=350-400°С.
Сопоставительный анализ заявляемого устройства с прототипом показывает, что термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций в двух вариантах - с линейным и плоским предварительным напряжением, где для линейного предварительного напряжения напрягаемая арматура расположена в одном поперечном направлении изготавливаемой плоской конструкции - ячейки монолитного железобетонного перекрытия каркасного здания, при этом термоопалубка снабжена в нижней части силовым элементом для восприятия усилий предварительного напряжения от напрягаемой арматуры, поверх которого установлен через термоизоляцию независимый термоподдон с входным и выходным патрубками для циркуляции в нем теплоносителя, продольными неподвижными силовыми упорами - первым и вторым, жестко закрепленными к продольным торцам силового элемента, продольным подвижным силовым упором, расположенным за первым продольным неподвижным силовым упором, где между ними размещено механическое устройство для перемещения продольного подвижного силового упора и уже за ним ограничитель-ключник, причем термоопалубка содержит также в поперечном направлении по торцам первый и второй съемные опалубочные вкладыши с торцевыми опалубочными бортами, а для создания в поперечной арматуре предварительного напряжения на нее установлены съемные термостойкие кожухи-оболочки для нагрева ее до заданной температуры Т°C=350-400°C.
Для второго варианта изготовления предварительно напряженных монолитных железобетонных конструкций с плоским предварительным напряжением напрягаемая арматура расположена как в поперечном, так и в продольном направлениях изготавливаемой плоской железобетонной конструкции - ячейки монолитного железобетонного перекрытия каркасного здания, причем термоопалубка содержит в поперечном направлении по торцам съемные опалубочные вкладыши - первый с силовым торцевым упором и второй с торцевым упором, причем данные торцевые упоры вкладышей имеют пазы для продольной напрягаемой арматуры, которая одним концом закреплена анкерами в пазах силового торцевого упора первого опалубочного вкладыша, при этом термоопалубка дополнительно оснащена жестко соединенным к ее поперечному торцу, отдельным съемным участком силового элемента без термоподдона, на котором расположены в непосредственной близости ко второму опалубочному вкладышу термоопалубки первый поперечный подвижный силовой упор участка силового элемента с пазами для продольной напрягаемой арматуры железобетонного изделия и на определенном расстоянии от него поперечный неподвижный силовой упор и далее второй поперечный подвижный силовой упор участка силового элемента, где между этими двумя силовыми упорами размещено механическое устройство для перемещения подвижного силового упора и уже за ним ограничитель-ключник, причем все поперечные силовые упоры участка силового элемента имеют в уровне продольной напрягаемой арматуры изготавливаемого железобетонного изделия металлические штанги из высокопрочной термостойкой стали и диаметром, большим, чем продольная напрягаемая арматура, для обеспечения в ней требуемого усилия натяжения, при этом данные напрягаемые штанги закреплены анкерами на участке силового элемента - одним концом в отверстиях второго подвижного силового упора, а другим концом в отверстия первого поперечного силового упора, где в пазах которого также закреплена вторым концом продольная напрягаемая арматура плоского железобетонного изделия, а для создания в силовых штангах предварительного напряжения они снабжены надетыми на них несъемными кожухами-оболочками многократного пользования с входными и выходными патрубками для циркуляции в них высокотемпературного теплоносителя для нагрева до температуры Т°C=350-400°C.
Таким образом, заявляемое устройство - термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным и плоским предварительным напряжением соответствует критерию «новизна».
По данным патентной и научно-технической литературы не обнаружено аналогичного предложения, что позволяет судить об изобретательском уровне заявляемой совокупности признаков.
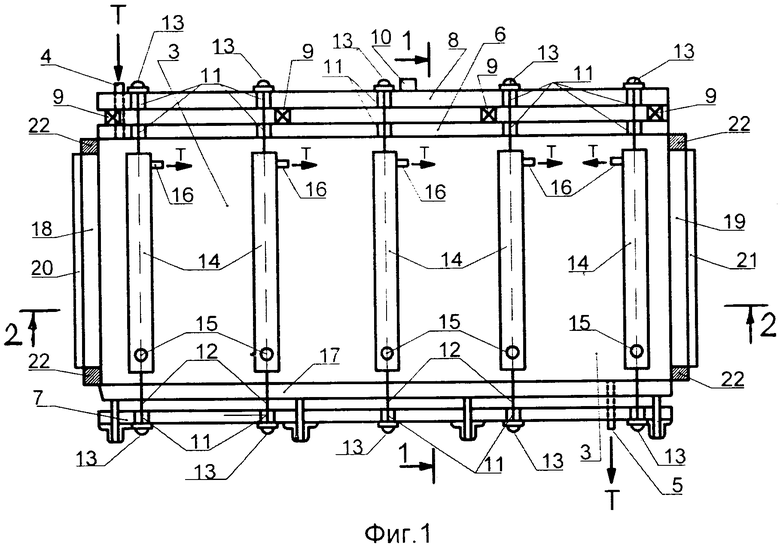
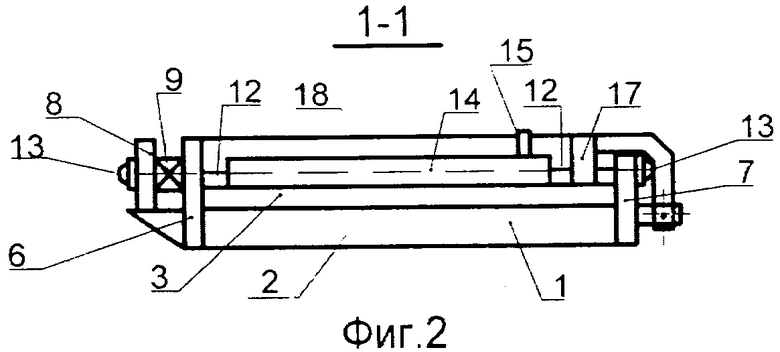
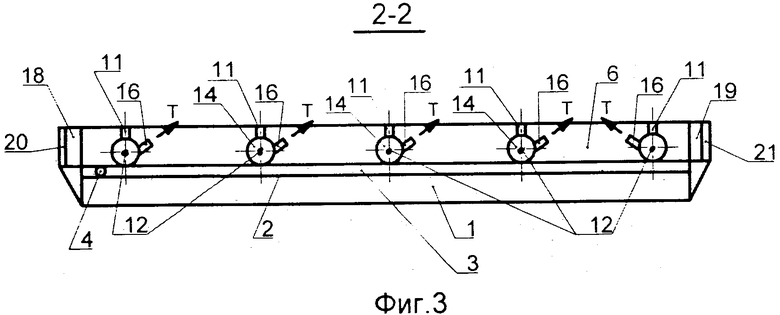
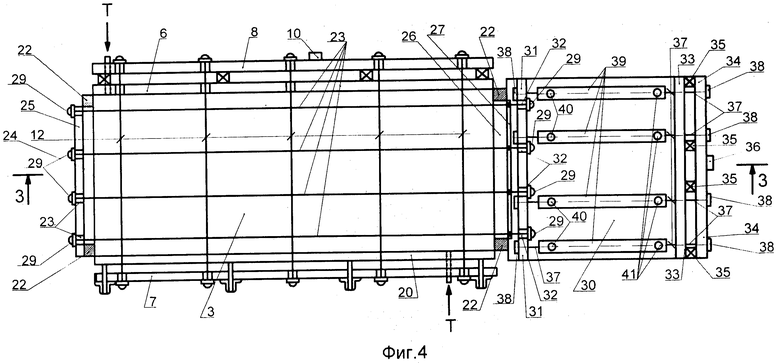
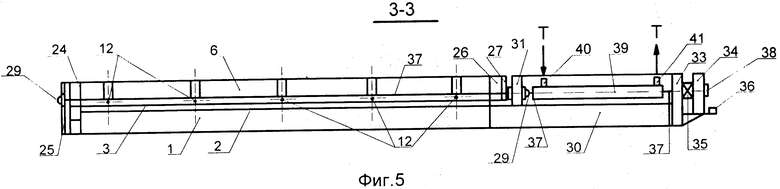
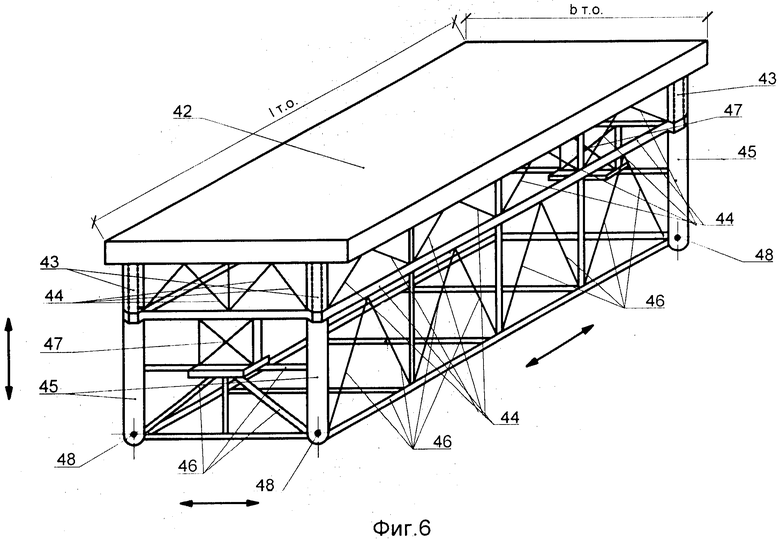
Сущность изобретения поясняется чертежами (см. фиг.1 - фиг.6), где на фиг.1 представлен план термоопалубки для первого варианта изготовления предварительно напряженных монолитных железобетонных конструкций с линейным предварительным напряжением, на фиг.2 и фиг.3 - соответственно разрезы 1-1 и 2-2 данного плана. На фиг.4 представлен план термоопалубки для изготовления предварительно напряженной монолитной железобетонной плиты перекрытия с плоским предварительным напряжением, а на фиг.5 - разрез данного плана. На фиг.6 показан общий вид специальной механизированной установки для обеспечения проектного положения термоопалубки при изготовлении предварительно напряженного монолитного железобетона с линейным и плоским предварительным напряжением. Следует отметить, что термоопалубки на фиг.1 и фиг.4 являются участком одной ячейки плана монолитного железобетонного перекрытия каркасного здания.
Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным предварительным напряжением (см. фиг.1, фиг.2, фиг.3) содержит: 1 - силовой элемент для восприятия усилий предварительного напряжения от напрягаемой арматуры изготавливаемого изделия; 2 - термоизоляция поверх силового элемента 1; 3 - термоподдон, независимый от силового элемента с входным 4 и выходным 5 патрубками для теплоносителя Т, 6 и 7 - продольные неподвижные силовые упоры, жестко соединенные к продольным торцам силового элемента 1; 8 - продольный подвижный силовой упор, расположенный за первым продольным неподвижным силовым упором 6. Между силовыми упорами 6 и 8 находятся механические устройства 9 для перемещения силового упора 8, движение которого в конечном итоге ограничено ограничителем-ключником 10. Все силовые упоры 6, 7, 8 имеют пазы 11 для размещения в них поперечной напрягаемой арматуры 12 с анкерами на концах 13. На арматуру 12 между силовыми упорами 6 и 7 надеты теплоизоляционные термостойкие кожухи-оболочки 14 с входными 15 и выходными 16 патрубками для циркуляции высокотемпературного теплоносителя Т. 18 - откидной продольный опалубочный борт. Термоопалубка содержит также в поперечном направлении по торцам первый опалубочный вкладыш 18 с торцевым опалубочным бортом 20 и второй опалубочный вкладыш 19 с торцевым бортом 21. 22 - колонны ячейки плана каркасного здания.
Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с плоским предварительным напряжением (см. фиг.4, фиг.5) содержит, кроме поперечной напрягаемой арматуры 12, также и продольную напрягаемую арматуру 23. В поперечном направлении между колоннами 22 расположены съемные опалубочные вкладыши - первый 24 с силовым торцевым упором 25 и второй 26 с торцевым упором 27. Торцевые упоры 25 и 27 имеют пазы для продольной напрягаемой арматуры 23. К торцу термоопалубки жестко закреплен съемный участок силового элемента 30, на котором расположен первый поперечный подвижный силовой упор 31 с пазами 32, в которых расположена продольная напрягаемая арматура 23 с анкерами на концах 29, 33 и 34 неподвижный и силовой подвижный поперечные упоры силового элемента 30. Между этими упорами 33 и 34 размещено механическое устройство 35 для перемещения силового подвижного упора 34, ход которого ограничен ключником 36. На уровне продольной арматуры 23 по вертикали в упорах 31, 33, 34 имеются отверстия под металлические штанги 37, которые закреплены анкерами 38 одним концом в отверстия второго поперечного подвижного силового упора 34, далее проходят через отверстия поперечного неподвижного силового упора 33, а другим концом в отверстия первого поперечного подвижного силового упора 31, где в пазах 32 которого также закреплена вторым концом продольная напрягаемая арматура 23 плоского железобетонного изделия, а для создания в силовых штангах 37 предварительного напряжения они снабжены надетыми на них герметичными кожухами-оболочками 39 с входными 40 и выходными 41 патрубками для циркуляции в них высокотемпературного теплоносителя Т для нагрева до температуры Т°C=350-400°C.
Для сохранения проектного положения термоопалубок при производстве монолитных железобетонных конструкций с линейным и плоским предварительным напряжением применяют, например, представленную схематично на фиг.6 специальную механизированную установку, состоящую из несущих вертикальных стоек и плоских ферм. Назначение данной установки - перемещение, подъем и установка съемной термоопалубки 42 в проектном положении. В целом данная установка снабжена верхней передвижной в вертикальной плоскости частью и нижней стационарной. К верхней части установки относят вертикальные стойки 43 и верхние стропильные фермы 44. Нижнюю часть установки представляют нижние части стоек 45 и нижние стропильные фермы 46. К нижним частям стоек 45 закреплены по торцам механизмы подъема 47 термоопалубки 42 до ее горизонтального проектного положения. По нижним торцам нижних частей стоек 45 имеются механизмы перемещения 48 механизированной установки в различных горизонтальных положениях. При этом в нижней части термоопалубки 42 имеются пазы для крепления ее к верхней части механизированной установки.
Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным предварительным напряжением работает следующим образом (см. фиг.1, фиг.2, фиг.3).
На первом этапе внизу собирают термоопалубку без какой-либо арматуры и без первого и второго опалубочных вкладышей 18 и 19. Для чего на силовой элемент 1, состоящий, например, из соединенных между собой взаимно перпендикулярных силовых балок двутавровых или коробчатого сечений, устанавливают через термоизоляцию 2 независимый термоподдон 3, необходимый для целей опалубки и тепловой обработки бетона. Независимость термоподдона 3 выражается в отсутствии связи его с силовым элементом, чтобы не воспринимать вместе с ним усилия и деформации от предварительного напряжения рабочей арматуры изготавливаемого железобетонного изделия. По продольным торцам силового элемента 1 жестко крепят неподвижные продольные силовые упоры 6 и 7, где за силовым упором 6 устанавливают подвижный продольный силовой упор 8. Между упорами 6 и 8 ставят механическое устройство 9 для перемещения упора 8 и за ним ограничитель-ключник 10. Далее откидной опалубочный борт 17 закрывают.
На втором этапе собранную термоопалубку 42 (см. фиг.6) устанавливают на механизированную установку и закрывают ее. С помощью механизмов 48 перемещают механизированную установку с термоопалубкой в поперечном направлении между колоннами каркаса и останавливают у места изготовления железобетонного монолитного перекрытия. Далее с помощью механизма 47 установки термоопалубку поднимают до горизонтального проектного положения. Изготавливают, например ячейку монолитного железобетонного перекрытия, где размер ячейки соответствует размерам термоопалубки - ширине и длине.
Для термоопалубке 42, находящейся в проектном положении, заранее заготавливают поперечную напрягаемую арматуру 12 с анкерами на концах 13, предварительно надев на нее термостойкие кожухи-оболочки 14 (см. фиг.1, фиг.2, фиг.3) с полной герметизацией. Открывают откидной опалубочный борт 17. Далее в пазы 11 всех силовых упоров 6, 7, 8 устанавливают готовую поперечную арматуру 12. Силовым механизмом 9 перемещают незначительно подвижный силовой упор 8, несколько подтягивая поперечную напрягаемую арматуру 12. Для создания в ней предварительного напряжения к входным 15 и выходным 16 патрубкам кожухов-оболочек 14 подсоединяют трубопроводы системы циркуляции высокотемпературного теплоносителя Т, с помощью которого и нагревают поперечную арматуру 12 до температуры Т°C=350-400°C. Вместе с нагревом арматуры 12 одновременно включают механическое устройство 9, которое перемещая подвижный силовой упор 8, фиксирует постоянный прирост температурных деформаций арматуры 12. Когда температура нагрева арматуры 12 достигнет своего максимума Т°C=350-400°C, перемещение силового упора также будет наибольшим и его фиксируют. В данный момент включается ограничитель-ключник 10, который одновременно отключает как систему нагрева теплоносителя Т, так и механизм перемещения силового упора. Полная величина температурного удлинения арматуры 12 соответствует величине удлинения заданного предварительного напряжения. Время нагрева 5-7 минут. После этого в систему циркуляции теплоносителя Т вводят холодный теплоноситель, охлаждающий поперечную арматуру 12 до нормальной температуры и обеспечивая тем самым в ней заданное предварительное напряжение. После чего циркуляцию холодного теплоносителя отключают, кожухи-оболочки снимают. Далее к поперечным торцам термоопалубки закрепляют первый и второй опалубочные вкладыши 18, 19 с торцевыми бортами 20, 21. Откидной опалубочный борт 17 закрывают и выполняют бетонирование термоопалубки бетоном заданного класса прочности. Для ускорения твердения бетона к входному 4 и выходному 5 патрубкам термоподдона 3 подключают систему циркуляции теплоносителя Тс температурой нагрева Т°C=70-100°C для прогрева бетона по заданному режиму термообработки - период подъема температуры, период изотермического, прогрева и период остывания. Для обеспечения времени периода остывания производят циркуляции через термоподдон 3 холодного теплоносителя. После набора бетоном требуемой прочности открывают опалубочный откидной борт 17, производят отпуск напряженной поперечной арматуры 12 на бетон, или обрезкой арматуры 12 на свободных ее участках, или с использованием механического устройства 9. Далее открепляют от поперечных торцов термоопалубки поперечные опалубочные вкладыши 18, 19 с торцевыми бортами 20, 21 и включением механизма 47 механизированной установки (см. фиг.6) термоопалубку 42 отпускают вниз отделяя ее от изготовленного железобетонного изделия. После этого механизированную установку отвозят на исходный пост для установки на нее очередной термоопалубки.
При изготовлении монолитного предварительно напряженного железобетонного перекрытия, например, в несколько ячеек в поперечном или в продольном направлениях, термоопалубку собирают в выбранном направлении вплотную друг к другу со своими механизированными установками. При необходимости некоторые детали термоопалубки убирают и дополнительно в поперечном направлении в свету между средними колоннами ставят средние опалубочные вкладыши без торцевых бортов.
Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с плоским предварительным напряжением работает следующим образом (см. фиг.4, фиг.5).
Первоначально собирают в проектном положении термоопалубку с линейным предварительным напряжением поперечной напрягаемой арматуры 12, только вместе торцевых опалубочных вкладышей 18, 19 с торцевыми бортами 20, 21 (см. фиг.1, фиг.2, фиг.3), крепят к поперечным торцам термоопалубки опалубочные вкладыши 24 с силовым торцевым бортом 25 и 26, с торцевым бортом 27, где торцевые борта 25 и 27 имеют пазы для продольной напрягаемой арматуры 23. Только после этого к поперечному торцу термоопалубки, например к правому (см. фиг.4, фиг.5), крепят отдельный съемный участок силового элемента 30 без термоподдона 3, на который устанавливают расположенный в непосредственной близости ко второму опалубочному вкладышу 26 с торцевым бортом 27 первый поперечный подвижный силовой упор 31 силового элемента 30 с пазами 32 для продольной напрягаемой арматуры 23 с анкерами 29 на концах. На определенном расстоянии от силового упора 31 на силовой элемент 30 устанавливают поперечный неподвижный силовой упор 33, закрепленный к торцу силового элемента 30. Далее за силовым упором 33 ставят второй поперечный подвижный силовой упор 34. Между силовыми упорами 33 и 34 устанавливают механическое силовое устройство 35 для перемещения упора 34. За упором 34 крепят ограничитель его перемещений - ключник 36. Далее на уровне продольной напрягаемой арматуры 23, по вертикали, в силовых упорах 31, 33, 34 выполняют отверстия под напрягаемые металлические штанги 37, которые крепят одним концом в первом поперечном подвижном упоре 31 силового элемента анкерами 38, далее они проходят через отверстия в неподвижном силовом упоре 33 и уже вторым концом закрепляют в силовом упоре 34 анкерами 38. Только после этого продольную напрягаемую арматуру 23 устанавливают в пазы силового упора 25 первого опалубочного вкладыша 24, в пазы торцевого упора 27 опалубочного вкладыша 26 и в пазы первого подвижного силового упора 31 силового элемента. Закрепляют арматуру 23 анкерами 29 в силовых упорах 25 и 31. Таким образом в силовом упоре 31 с одной стороны закреплена в пазах 32 продольная напрягаемая арматура 23, а с другой стороны - напрягаемые металлические штанги 37, соединенные со вторым подвижным силовым упором 34 силового элемента 30. Для создания в металлических штангах 37 предварительного напряжения на них надевают герметичные термостойкие кожухи-оболочки 39 с входными 40 и выходными 41 патрубками для циркуляции в них высокотемпературного теплоносителя Т и нагрева данных штанг до температуры Т°С=350-400°С. В цепи предварительного напряжения продольной напрягаемой арматуры 23 подвижный силовой упор 31 силового элемента является общим для данной арматуры и силовых напрягаемых штанг 37, поэтому за счет их предварительного напряжения получит предварительное напряжение и продольная напрягаемая арматура 23. Технологический процесс данного натяжения следующий. Первоначально механизмом 35 (см. фиг.4, фиг.5) выполняют подтяжку силовых штанг 37 и, соответственно, продольной напрягаемой арматуры 23. Далее к входным 40 и выходным 41 патрубкам кожухов-оболочек 39 подсоединяют трубопроводы циркуляции высокотемпературного теплоносителя Т, с помощью которого нагревают силовые штанги 37. Одновременно вместе с этим нагревом включают механическое устройство 35, которая перемещая силовой упор 34, фиксирует постоянный прирост температурных деформаций силовых штанг 37. Когда температура штанг достигает своего максимального значения Т°С=350-400°С и перемещения силового упора 34 также будут наибольшими, включается ограничитель-ключник 36, который отключит как систему нагрева теплоносителя Т, так и механизм перемещения силового упора 35. Время нагрева силовых штанг 37 - 5-7 минут, после чего в систему трубопроводов и в кожухи-оболочки 39 циркулируют холодный теплоноситель, охлаждающий силовые штанги 37 до нормальной температуры и создающий в них заданное предварительное напряжение. Вместе со штангами 37 получает предварительное напряжение и продольная напрягаемая арматура 23. После этого термоопалубку с плоским предварительным напряжением арматуры бетонируют, заполняя ее бетоном заданного класса прочности и далее выполняют его тепловую обработку с использованием термоподдона 3. После набора бетоном требуемого класса прочности открывают откидной опалубочный борт 17 термоопалубки и производят отпуск обоих видов напрягаемой арматуры 12 и 23 на бетон изделия, или обрезкой данных арматур на их свободных участках или используют механизмы 9 термоопалубки или механизм 35 силового элемента. Далее силовой элемент 30 отсоединяют от торца термоопалубки и снимают поперечные торцевые вкладыши 24 и 26.
Включением механизма 47 механизированной установки (см. фиг.6) термоопалубку 42 отпускают вниз, отделяя ее от изготовленного железобетонного изделия, и используют далее механизированную установку для аналогичных целей.
Что касается монолитного железобетонного перекрытия в несколько ячеек в поперечном или продольном направлениях, то сначала собирают все термоопалубки с поперечной напрягаемой арматурой и поперечными торцевыми вкладышами 24, 26 (см. фиг.4, фиг.5) и торцевыми бортами 25, 27, устанавливаемые по торцам перекрытия, и далее уже к их торцам крепят участки силовых элементов 30, создавая с помощью их продольное предварительное напряжение арматуры 23.
Предлагаемая термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным и плоским предварительным напряжением позволяет повысить качество и производительность изготовления данных конструкций за счет упрощения опалубочных процессов, армирования и технологии изготовления. Вместе с тем открывается возможность снять давно существующий основной недостаток монолитных железобетонных конструкций - использование в железобетоне мягких арматурных сталей. Применение же предварительного напряжения открывает широкие возможности использования в монолитном железобетоне эффективных высокопрочных видов бетонов и арматурных сталей, что позволяет повысить жесткость и трещиностойкость самих конструкций, уменьшить их размеры поперечного сечения и дать определенную экономию как бетона, так и арматурной стали. При этом также можно снизить в целом вес здания, что благоприятно сказывается для строительства в сейсмичных районах. Кроме того, плоское предварительное напряжение железобетона, как известно, повышает также его несущую способность до 10%.
Следует отметить, что предлагаемые технологии производства монолитного железобетона с линейным и плоским предварительным напряжением можно применять и в сборном железобетоне.
Изобретение относится к промышленности строительных материалов, в частности к термоопалубкам для изготовления монолитных железобетонных конструкций с линейным и плоским предварительным напряжением. Для линейного предварительного напряжения, когда напрягаемая арматура расположена в поперечном направлении изготавливаемой плоской конструкции, термоопалубка снабжена в нижней части силовым элементом для восприятия усилий предварительного напряжения от напрягаемой арматуры. Поверх силового элемента установлены через термоизоляцию независимый термоподдон с входным и выходным патрубками для теплоносителя, продольные неподвижные силовые упоры - первый и второй, жестко соединенные к продольным торцам силового элемента, а также продольный подвижный силовой упор, расположенный за первым продольным неподвижным, где между ними размещено механическое устройство для перемещения продольного подвижного силового упора и за ним ограничитель-ключник. Все продольные силовые упоры имеют пазы для размещения в них поперечной напрягаемой арматуры с анкерами на концах, на которую установлены между неподвижными первым и вторым силовыми упорами теплоизоляционные термостойкие кожухи-оболочки для нагрева ее до температуры Т°C=350°-400°C. Термоопалубка также содержит поперечные первый и второй силовые упоры с пазами для напрягаемой арматуры. Дополнительно термоопалубка для линейного предварительного напряжения оснащена для колонн каркасного здания съемными крайними и средними опалубочными вкладышами. Для плоского предварительного напряжения, когда напрягаемая арматура расположена как в поперечном, так и в продольном направлении изготавливаемой плоской конструкции, термоопалубка оснащена жестко соединенным к ее поперечному торцу отдельным съемным участком силового элемента без термоподдона, на котором расположены в непосредственной близости ко второму поперечному силовому упору термоопалубки с линейным предварительным напряжением первый поперечный подвижный силовой упор участка силового элемента с пазами для продольной напрягаемой арматуры и на определенном расстоянии от него поперечный неподвижный силовой упор и далее второй поперечный подвижный силовой упор силового элемента, где между этими двумя силовыми упорами размещено механическое устройство для перемещения подвижного силового упора и за ним ограничитель-ключник. Все поперечные силовые упоры силового элемента в уровне продольной напрягаемой арматуры имеют отверстия под силовые напрягаемые металлические штанги, которые закреплены одним концом в отверстия первого поперечного подвижного силового упора, в пазах которого также закреплена одним концом продольная напрягаемая арматура, далее штанги проходят в отверстия поперечного неподвижного силового упора и вторым концом закреплены в отверстиях второго подвижного силового упора, а для создания в них предварительного напряжения штанги снабжены надетыми на них несъемными кожухами-оболочками с входными выходными патрубками для циркуляции в них высокотемпературного теплоносителя и нагрева силовых штанг до температуры Т°C=350°-400°C, причем термоопалубка для плоского предварительного напряжения дополнительно оснащена средними опалубочными вкладышами. 2 н.п. ф-лы, 6 ил.
1. Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с линейным предварительным напряжением, включающая монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен ключником, при этом все силовые упоры содержат пазы, в которых размещена напрягаемая арматура заданной длины с анкерами на концах, закрепленные в пазах за первым неподвижным и подвижным силовыми упорами, причем напрягаемая арматура снабжена одетыми на нее по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемой арматуры до заданной температуры Т°C=350-400°C, отличающаяся тем, что напрягаемая арматура расположена в одном поперечном направлении изготавливаемой плоской конструкции - ячейки плана монолитного железобетонного перекрытия каркасного здания, при этом термоопалубка снабжена в нижней части силовым элементом для восприятия усилий предварительного напряжения от напрягаемой арматуры, поверх которого установлен через термоизоляцию независимый термоподдон с входным и выходным патрубками для циркуляции в нем теплоносителя, продольными неподвижными силовыми упорами - первым и вторым, жестко закрепленными к продольным торцам силового элемента, продольным подвижным силовым упором, расположенным за первым продольным неподвижным силовым упором, где между ними размещено механическое устройство для перемещения продольного подвижного силового упора и уже за ним ограничитель - ключник, причем термоопалубка содержит также в поперечном направлении по торцам первый и второй съемные опалубочные вкладыши с торцевыми опалубочными бортами, а для создания в поперечной арматуре предварительного напряжения на нее установлены съемные теплоизоляционные термостойкие кожухи оболочки с входными и выходными патрубками для циркуляции в них высокотемпературного теплоносителя Т с температурой нагрева поперечной арматуры до Т°C=350-400°C.
2. Термоопалубка для изготовления предварительно напряженных монолитных железобетонных конструкций с плоским предварительным напряжением, включающая монтажный участок или силовую форму, на которой расположены два неподвижных силовых упора - первый и второй, и находящийся за вторым подвижный силовой упор, где между вторым неподвижным и подвижным силовыми упорами установлено механическое устройство для перемещения подвижного силового упора, максимальный ход которого ограничен ключником, при этом все силовые упоры содержат пазы, в которых размещены напрягаемые арматурные элементы заданной длины с анкерами на концах, закрепленные в пазах за первым неподвижным и подвижным силовыми упорами, причем напрягаемые элементы снабжены одетыми на них по длине, между неподвижными силовыми упорами, теплоизоляционными термостойкими съемными кожухами - оболочками, которые содержат внутри замкнутое пространство для нагрева напрягаемой арматуры до заданной температуры Т°C=350-400°C, отличающаяся тем, что напрягаемая арматура расположена как в поперечном, так и в продольном направлениях плоской конструкции ячейки плана монолитного железобетонного перекрытия каркасного здания, причем термоопалубка содержит в поперечном направлении по торцам съемные опалубочные вкладыши - первый с силовым торцевым упором и второй с торцевым упором, причем данные торцевые упоры вкладышей имеют пазы для продольной напрягаемой арматуры, которая одним концом закреплена анкерами в пазах силового торцевого упора первого опалубочного вкладыша, при этом термоопалубка дополнительно оснащена жестко соединенным к ее поперечному торцу, отдельным съемным участком силового элемента без термоподдона, на котором расположены, в непосредственной близости ко второму опалубочному вкладышу термоопалубки, первый поперечный подвижный силовой упор участка силового элемента с пазами для продольной напрягаемой арматуры железобетонного изделия, и на определенном расстоянии от него поперечный неподвижный силовой упор и далее второй поперечный подвижный силовой упор участка силового элемента, где между этими двумя силовыми упорами размещено механическое устройство для перемещения подвижного силового упора и уже за ним ограничитель - ключник, причем все поперечные силовые упоры участка силового элемента имеют, в уровне продольной напрягаемой арматуры изготавливаемого железобетонного изделия, отверстия под напрягаемые металлические штанги из высокопрочной термостойкой стали и диаметром большим, чем продольная напрягаемая арматура для обеспечения в ней требуемого усилия натяжения, при этом данные напрягаемые штанги закреплены анкерами на участке силового элемента - одним концом в отверстиях второго поперечного подвижного силового упора, далее они проходят через отверстия неподвижного силового упора, и другим концом в отверстия первого подвижного поперечного силового упора, где в пазах которого также закреплена вторым концом продольная напрягаемая которого также закреплена вторым концом продольная напрягаемая арматура плоского железобетонного изделия, а для создания в силовых штангах предварительного напряжения они снабжены одетыми на них термостойкими герметичными кожухами - оболочками с входными и выходными патрубками для циркуляции в них высокотемпературного теплоносителя - Т с температурой нагрева Т°C=350-400°C.

