Изобретение относится к устройствам для изготовления крупноразмерных железобетонных изделий с предварительно напрягаемой арматурой.
Известно устройство для изготовления предварительно напряженных железобетонных изделий, содержащее пространственную траверсу и натяжное приспособление, при этом на одном конце нижнего пояса траверсы смонтирован вилкообразный неподвиж ный упор, а на другом конце - перемещающийся на катках подвижный упор, связанный соединительной серьгой с натяжным приспособлением 1.
Недостатком устройства является его большая металлоемкость и невозможность одновременно изготовления нескольких железобетонных изделий.
Наиболее близким к изобретению является стенд для изготовления предварительно напряженных железобетонных изделий, содержащий станину с основанием, на котором установлены формующие опалубочные элементы, направляющие каналы с размещенными в них подвижными и неподвижными захватами для арматуры, силовые балки и гидравлические натяжные устройства для арматуры 2.
Недостатком известного стенда является возникновение больщих давлений захватов на поверхности направляющих каналов при натяжении несимметрично расположенной арматуры, что вызывает быстрый износ захватов, которые испытывают значительные реактивные давления от стенок каналов.
Целью изобретения является уменьщение давления захватов на поверхности направляющих каналов при несимметричном расположении арматуры и обеспечение возможности изготовления железобетонных изделий различных типоразмеров.
Цель достигается тем, что стенд для изготовления предварительно напряженных железобетонных изделий, содержащий станину с основанием, на котором установлены формующие опалубочные элементы, направляющие каналы с размещенными в них подвижными и неподвижными захватами для арматуры, силовые балки и гидравлические натяжные устройства для арматуры, снаб жен уравновешивающими устройствами, каждое из которых выполнено в виде компенсирующего стержня с регулируемыми приспособлениями для закрепления его концов, смонтированными на захватах для арматуры, при этом одно из этих приспособлен НИИ выполнено в виде подвижного упора с приводным винтом, а другое - в виде тяги с захватом, винтовыми регуляторами и соединенным с тягой гидравлическим домкратом.
Гидравлический домкрат- каждого уравновешивающего устройства выполнен двуходовым и его насосная станция через задающие и регистрирующие устройства соединена с натяжным устройством для арматуры.
Кроме того, захваты для арматуры снабжены сменными наборными анкерными пластинами, а формующие опалубочные элементы - трубчатыми вкладышами, взаимодей-. ствующими с коническими фиксаторами, 0 смонтированными на основании стенда.
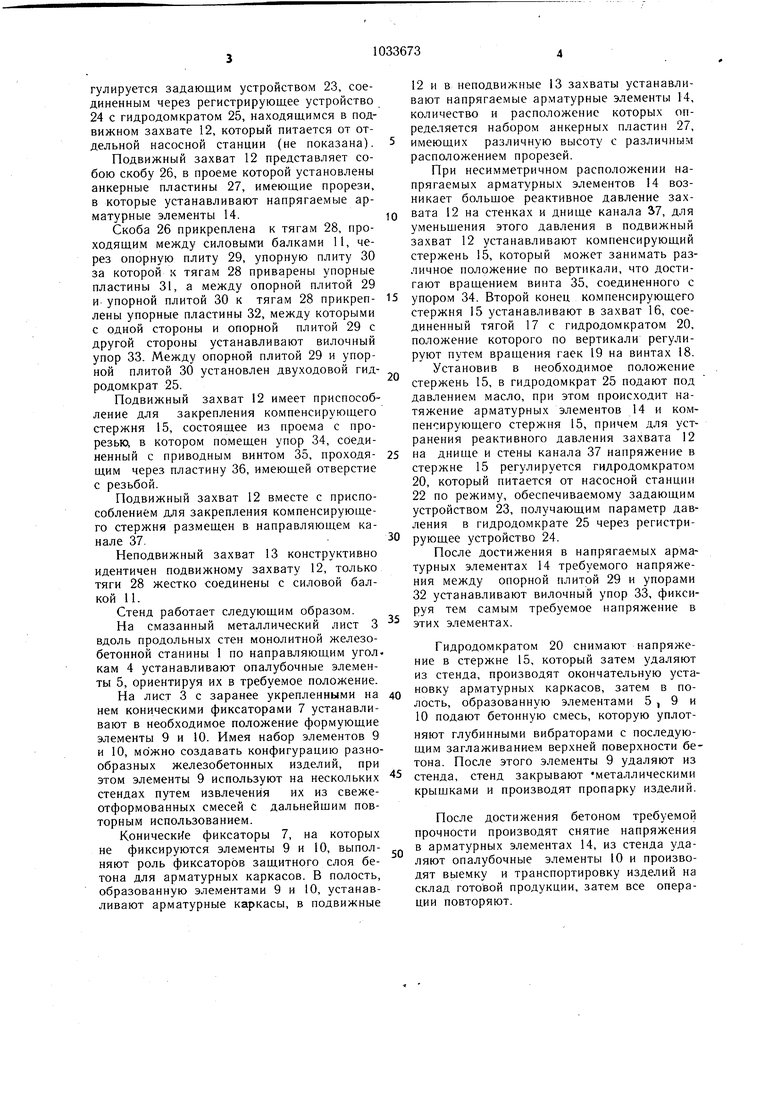
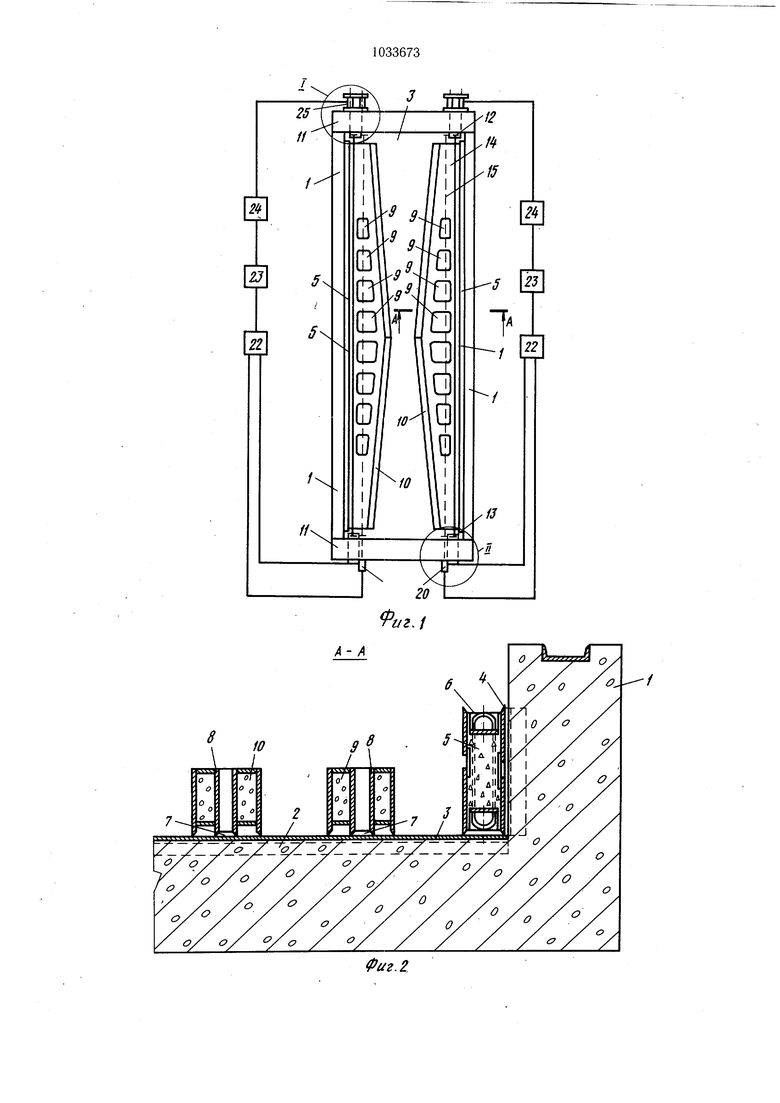
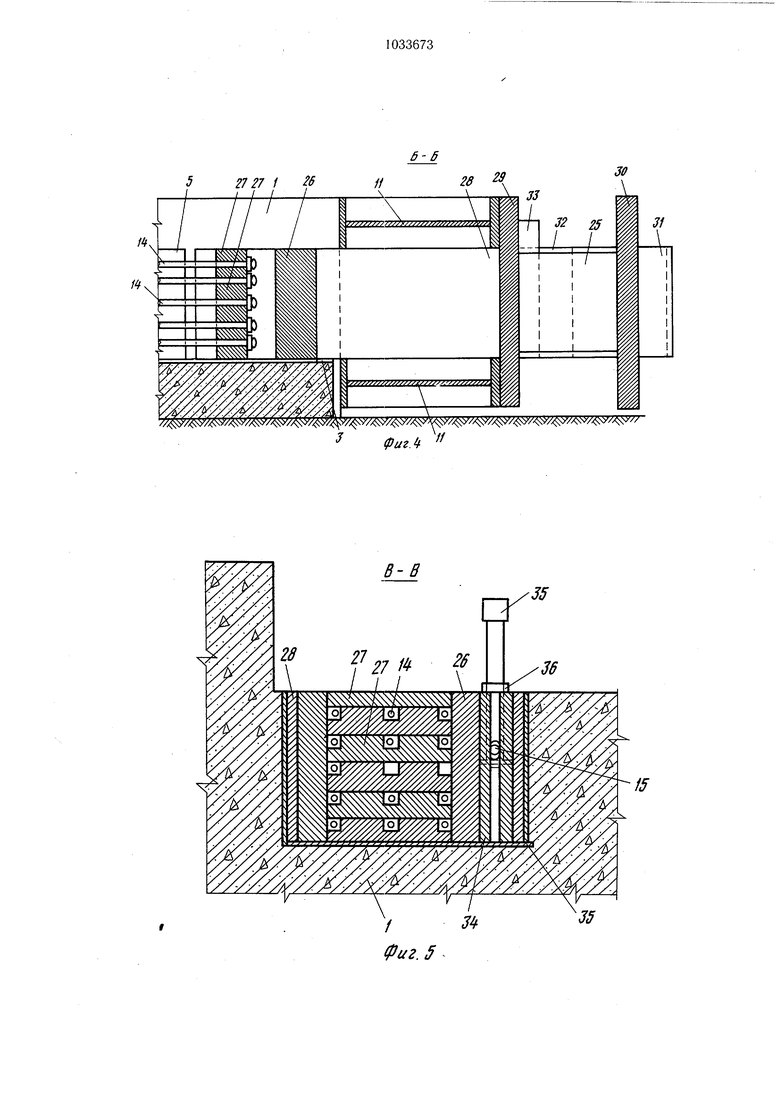
На фиг. 1 изображен стенд, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - узел II на фиг. 1; на фиг. 7 - разрез Г-Г на фиг. 6. Стенд состоит из монолитной железобебетонной станины 1, по горизонтальной поверхности которой установлены металлические уголки 2, к которым прикреплен образующий основание станины металлический лист 3, а в вертикальных стенах установлены уголки 4, выступающие из поверхности бетона своими полками, которые являются направляющими для опалубочных элементов 5 коробчатого сечения, состоящих из четырех разных по высоте листов. Полость элементов 5 для большей жесткости заполнена бетоном, а в торцевых сторонах имеются углубления с установленными в них подъемными петлями 6, с помощью которых элемент 5 можно устанавливать в одно из четырех положений в зависимости от необходимой высоты ориентированного от стены станины 1 бокового листа элемента 5. Для улучшения фиксации элемента 5 на
, основании станины, его боковые листы с торцевых сторон выполнены с заостренными кромками.
На металлическом основании 3 установлены конические фиксаторы 7, на которые посредством тру&чатых вкладыщей 8, имеющих на нижних концах конические гнезда, устанавливаются в заданное положение формующие опалубочные элементы 9 и 10 коробчатого сечения.
По торцам монолитной железобетонной станины 1 с обеих сторон установлены силовые металлические балки 11, между которыми с одной стороны установлены подвижные захваты 12, а с другой - неподвижные захваты 13 для напрягаемых армаi,TypHbix элементов 14.
0 В подвижный захват 12 установлен компенсирующий стержень 15, который посредством захвата 16 и тяги 17, установленной в винты 18, закрепленные гайками 19 на силовых балках II, соединен с двуходовым гидродомкратрм 20, опирающимся через
5 пластины 21 на силовые балки 11, который посредством шлангов высокого давления соединен с насосной станцией 22, работающей по определенному режиму, который регулируется задающим устройством 23, соединенным через регистрирующее устройство 24 с гидродомкратом 25, находящимся в подвижном захвате 12, который питается от отдельной насосной станции (не показана). Подвижный захват 12 представляет собою скобу 26, в проеме которой установлены анкерные пластины 27, имеющие прорези, в которые устанавливают напрягаемые арматурные элементы 14. Скоба 26 прикреплена к тягам 28, проходящим между силовыми балками 11, через опорную плиту 29, упорную плиту 30 за которой к тягам 28 приварены упорные пластины 31, а между опорной плитой 29 и упорной плитой 30 к тягам 28 прикреплены упорные пластины 32, между которыми с одной стороны и опорной плитой 29 с другой стороны устанавливают вилочный упор 33. Между опорной плитой 29 и упорной плитой 30 установлен двуходовой гидродомкрат 25. Подвижный захват 12 имеет приспособление для закрепления компенсирующего стержня 15, состоящее из проема с прорезью, в котором помещен упор 34, соединенный с приводным винтом 35, проходящим через пластину 36, имеющей отверстие с резьбой. Подвижный захват 12 вместе с приспособлением для закрепления компенсирующего стержня размещен в направляющем канале 37. Неподвижный захват 13 конструктивно идентичен подвижному захвату 12, только тяги 28 жестко соединены с силовой балкой П. Стенд работает следующим образом. На смазанный металлический лист 3 вдоль продольных стен монолитной железобетонной станины 1 по направляющим уголкам 4 устанавливают опалубочные элементы 5, ориентируя их в требуемое положение. На лист 3 с заранее укрепленными на нем коническими фиксаторами 7 устанавливают в необходимое положение формующие элементы 9 и 10. Имея набор элементов 9 и 10, можно создавать конфигурацию разнообразных железобетонных изделий, при этом элементы 9 используют на нескольких стендах путем извлечения их из свежеотформованных смесей с дальнейщим повторным использованием. Конические фиксаторы 7, на которых не фиксируются элементы 9 и 10, выполняют роль фиксаторов защитного слоя бетона для арматурных каркасов. В полость, образованную элементами 9 и 10, устанавливают арматурные каркасы, в подвижные 12 и в неподвижные 13 захваты устанавливают напрягаемые арматурные элементы 14, количество и расположение которых определяется набором анкерных пластин 27, имеющих различную высоту с различным расположением прорезей. При несимметричном расположении напрягаемых арматурных элементов 14 возникает большое реактивное давление захвата 12 на стенках и днище канала 37, для уменьшения этого давления в подвижный захват 12 устанавливают компенсирующий стержень 15, который может занимать различное положение по вертикали, что достигают вращением винта 35, соединенного с упором 34. Второй конец компенсирующего стержня 15 устанавливают в захват 16, соединенный тягой 17 с гидродомкратом 20, положение которого по вертикали регулируют путем вращения гаек 19 на винтах 18. Установив в необходимое положение стержень 15, в гидродомкрат 25 подают под давлением масло, при этом происходит натяжение арматурных элементов 14 и компенсирующего стержня 15, причем для устранения реактивного давления захвата 12 на днище и стены канала 37 напряжение в стержне 15 регулируется гилродомкратом 20, который питается от насосной станции 22 по режиму, обеспечиваемому задающим устройством 23, получающим параметр давления в гидродомкрате 25 через регистрирующее устройство 24. После достижения в напрягаемых арматурных элементах 14 требуемого напряжения между опорной плитой 29 и упорами 32 устанавливают вилочный упор 33, фиксируя тем самым требуемое напряжение в этих элементах. Гидродомкратом 20 снимают напряжение в стержне 15, который затем удаляют из стенда, производят окончательную установку арматурных каркасов, затем в полость, образованную элементами 5 , 9 и 10 подают бетонную смесь, которую уплотняют глубинными вибраторами с последующим заглаживанием верхней поверхности бетона. После этого элементы 9 удаляют из стенда, стенд закрывают «металлическими крышками и производят пропарку изделий. После достижения бетоном требуемой прочности производят снятие напряжения в арматурных элементах 14, из стенда удаляют опалубочные элементы 10 и производят выемку и транспортировку изделий на склад готовой продукции, затем все операции повторяют.
az.i
Фиг. 2
Фиг.З
27 27 1 S
III J
/«.
Ш:
fI I $Ш
30
33
I
л
f f
I
I
(, фиг Л 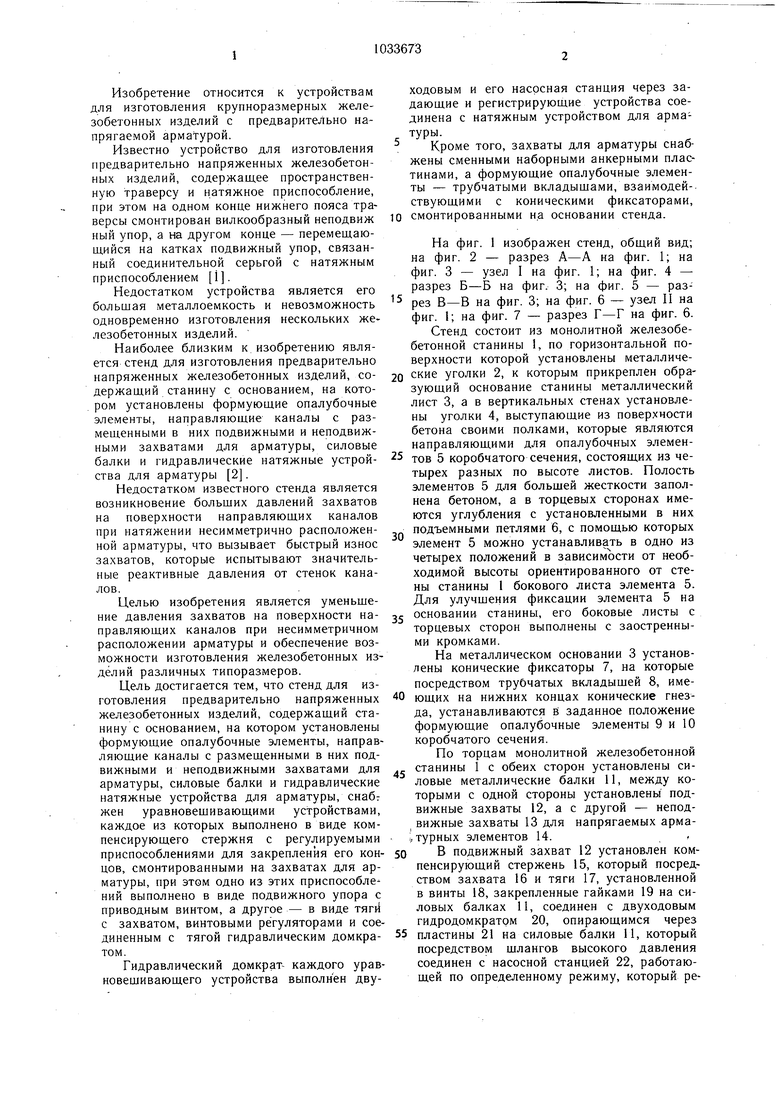
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для изготовления крупноразмерных железобетонных изделий с предварительно напряженной арматурой | 2022 |
|
RU2789550C1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1984 |
|
SU1178883A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1985 |
|
SU1294965A1 |
| Стенд для изготовления ригелей с термовкладышами шириной до 600 мм | 2019 |
|
RU2719806C1 |
| СПОСОБ ПРЕДНАПРЯЖЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕРНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724077C1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ И СПУСКА АРМАТУРНЫХСТЕРЖНЕЙ | 1971 |
|
SU319720A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций | 1983 |
|
SU1114770A1 |
| Поддон для изготовления ригеля с термовкладышами каркаса сборно-монолитного здания | 2018 |
|
RU2682832C1 |



1. Стенд для изготовления предварительно напряженных железобетонных изделий, содерж
1. СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащий станину с основанием, на котором установлены формующие опалубочные элементы, направляющие каналы с размещенными в них подвижными и неподвижными захватами для арматуры, силовые балки и гидравлические натяжные устройства для арматуры, отличающийся тем, что, с целью уменьщения давления захватов на поверхности направляющих каналов при несимметричном расположении арматуры, он снабжен уравновещивающими устройствами, каждое из которых выполнено в виде компенсирующего стержня с регулируемыми приспособлениями для закрепления его концов, смонтированными на захватах для арматуры, при этом одно из этих приспособлений выполнено в виде подвижного упора с приводным винтом, а другое - в виде тяги с захватом, винтовыми регуляторами и соединенным с тягой гидавлическим домкра- . том. 2.Стенд по п. , отличающийся тем, что гидравлический домкрат каждого уравновещйвающего устройства выполнен двуходовым и его насосная станция через задающие и регистрирующие устройства соединена с гидравлическим натяжным устройством для арматуры. S 3.Стенд по пп. 1 и 2, отличающийся тем, что, с целью обеспечения возможности изготовления железобетонных изделий различных типоразмеров, захваты для арматуры снабжены сменными наборными анкерными пластинами, а формующие опалубочные элементы - трубчатыми вкладышами, взаимодействующими с коническими фиксаторами, смонтированными на основании стенда. 00 00 О5 оо
,xJ«f
Jcf
Ь
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ, ТРАНСПОРТИРОВКИ И УКЛАДКИ АРМАТУРЫ | 0 |
|
SU250414A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стенд для изготовления предварительно напряженных железобетонных конструкций с двуосным натяжением арматуры | 1972 |
|
SU465464A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
