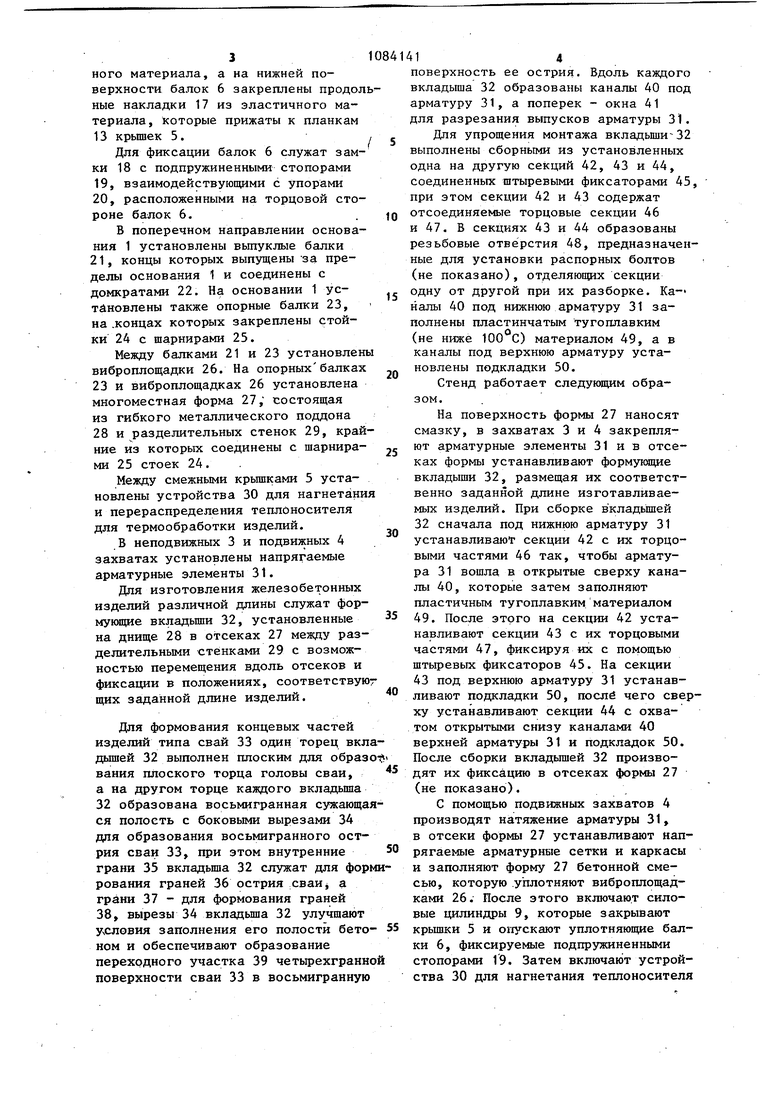
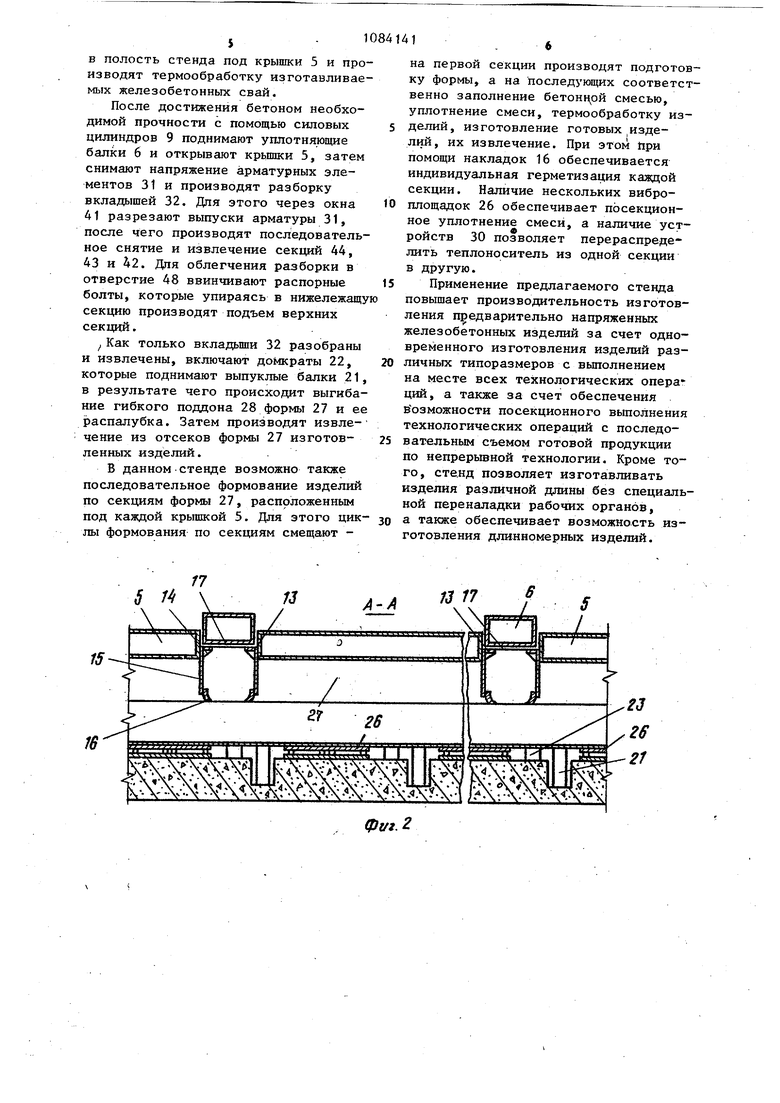
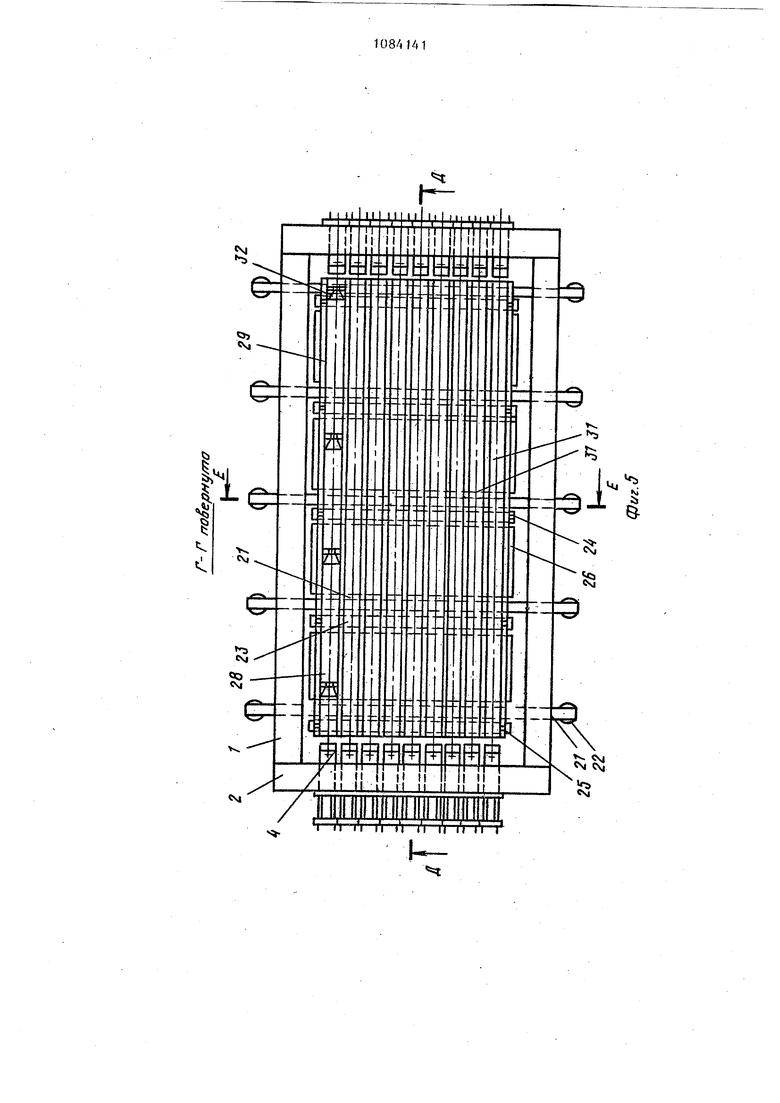
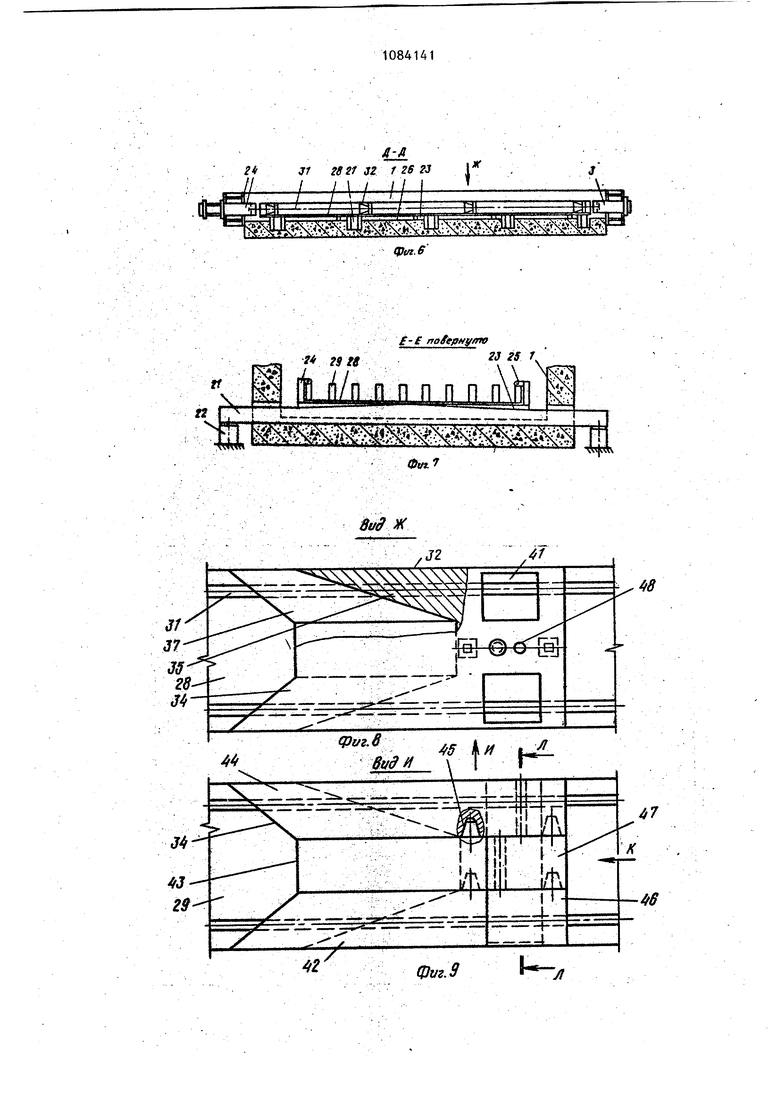
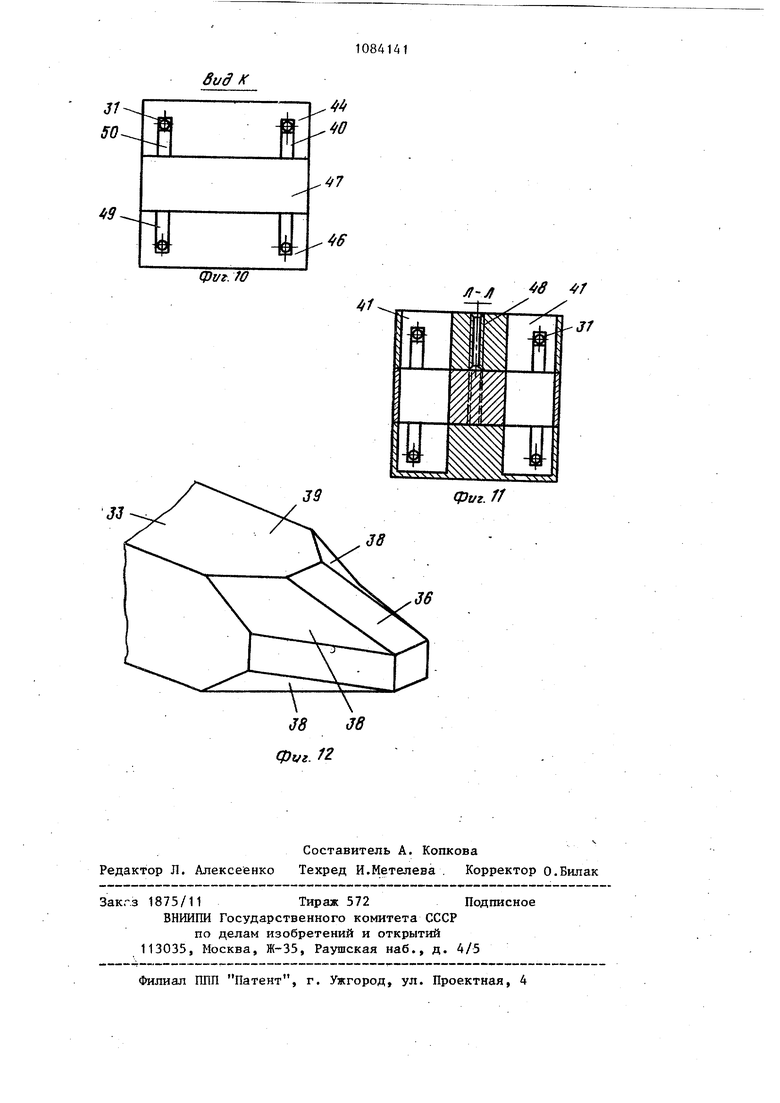
Изобретение относится к устройствам для изготовления предваритель но напряженных железобетонных изделий типа свай. Известен стенд для изготовления железобетонных изделий, содержащий многоместную форму с гибким поддоно опорные площадки, балку с выпуклоскатной .поверхностью и приспособления для захвата балки стропами траверсы, закрепленной на грузоподъем ном кране Cl 3« Недостатком этого стенда является невозможность его работы при отсутствии грузоподъемного крана ,с тр версой или стропами. Наиболее близким к изобретению является стенд для изготовления предварительно напряженных железобе тонньк изделий, содержащий основание, подвижные и неподвижные захваты для арматуры, вибррплощадки, в п клые балки с приводом их перемещения и установленную на них многоместную форму с гибким днищем С 23. Недостатком этого стенда является малая производительность, так как в одном отсеке формы возможно изготовление одного железобетонного изделия или после его разрезки двух изделий типа свай. Кроме того, стенд не обеспечивает изготовления изделий различной длины, и для термообработки изделий форму необходимо помещать в специальную пропарочную камеру. Цель изобретения - повьшенке про изводительности и обеспечение возмо ности изготовления железобетонных изделий различной длины. Поставленная цель достигается тем, что стенд для изготовления пре варительно напряженных железобетонн изделий, содержащий основание, подвижные и неподвижные захваты для арматуры, выпуклые балки, опорные с приводом их перемещения и установ ленную на них многоместную форму с гибким поддоном, снабжен поворотными крышкаш и установленншда между ними поворотными уплотняюпщми балками, а также установленньми на поддоне с возможностью продольного перемещения в отсеках формы, формуюв ими вкладьшами, один торец которых выполнен плоским, а на другом образ вана многогранная сужающаяся полост с боковыми ;вырезами, при этом вдоль каждого вкладыша выполнены :каналы дод арматуру, а поперек - окна для разрезания выпусков арматуры. Для повьшения степени уплотнения внутренней полости стенда, крышки и уплотняющие балки снабжены торцовыми пластинамиj продольными и поперечными накладками из эластичного материала. -, Для упрощения монтажа формующих вкладьшей они вьшолнены из секций, соединенных между собой посредством фиксаторов, при этом каналы под нижнюю арматуру заполнены пластичньм тугоплавким материалом, а в каналах под верхнюю арматуру установлены подкладки. На фиг. 1 схематически изображен-: предлагаемый стенд, общий вид, в плане} на фиг. 2 - разрез А-А на ,фиг. 1j на фиг. 3 - разрез В-Б на фиг. 1i на фиг. 4 - разрез В-В на фиг. 1j на фиг. 5 - разрез Г-Г на фиг. 3} на фиг. 6 - разрез Д-Д на фиг. 5j на фиг. 7 - разрез Е-Е на фиг. 5j на фиг. 8 - вид Ж на фиг. 6 (формующий вкладыш); на фиг. 9 -вид И на фиг. 8 на фиг. 10 - вид К на фиг. 9-, на фиг. 11 - разрез Л-Л на фиг. 9J на фиг. 12 г- форма острия железобетонной сваи, отформованная в полости формующего вкладыша. , Стенд состоит из железобетонного основания 1, по торцам которого установленБ силовые балки 2 с закрепленными в них с одной стороны стенда неподвижными захватами 3 и с другой ; стороны - подвижными захватами 4. Сверху стенда установлены крышки 5 с расположёнными между ними уплот-; нйющими баллеами 6, которые посредством шарниров 7 закреплены на основании 1 и через рычаги 8 соединены с силовыми цилиндрами 9, шарнирно закрепленными на пластинах опорных кронштейнов 10, установленных на основании 1. Крыпцси 5 и уплотняющие балки 6 снабжены торцовыми пластинами-11, входящими в образованные на стенках основания 1 желоба 12, заполненные водой и служащие для предотвращения выхода из полости стенда теплоносителя при термообработке изго авливаеьйлхжелезобетонных изделий. На боковызс сторонах крьшек 5 закреплены планки 13, косынки 14 и пластины 15, к которым прикреплены поперечные уплотните л ьные накладки 16 из эластич3ного материала, а на нижней поверхности балок 6 закреплены продол ные накладки 17 из эластичного материала, которые прижаты к планкам 13 крышек 5. Для фиксации балок 6 служат замки 18 с подпружиненными стопорами 19,взаимодействующими с упорами 20,расположенными на торцовой стороне балок 6.. В поперечном направлении основания 1 установлены вьтуклые балки 21,концы которых выпущены за пределы основания 1 и соединены с домкратами 22. На основании 1 устАновлены также опорные балки 23, на .концах которых закреплены стойки 24 с шарнирами 25. Между балками 21 и 23 установлен виброплощадки 26. На опорныхбалках 23 и виброплощадках 26 установлена многоместная форма 27, состоящая из гибкого металлического поддона 28 и разделительных стенок 29, край ние из которых соединены с шарнирами 25 стоек 24.. Между смежными крьшками 5 установлены устройства 30 для нагнетани и перераспределения теплоносителя для термообработки изделий. В неподвижных 3 и подвижных 4 захватах установлены напрягаемые арматурные элементы 31. Для изготовления железобетонных изделий различной длины служат фор мукицие вкладьши 32, установленные на днище 28 в отсеках 27 между раз делительными стенками 29 с возможностью перемещения вдоль отсеков и фиксации в положениях, соответству щих заданной длине изделий. Для формования концевых частей изделий типа свай 33 один торец вкл дышей 32 выполнен плоским для обра вания плоского торца головы сваи, а на другом торце каждого вкладьша 32 образована восьмигранная сужающ ся полость с боковыми вырезами 34 для образования восьмигранного ост рия сваи 33, при этом внутренние грани 35 вкладьша 32 служат для фо рования граней 36 острия сваи а грани 37 - для формования граней 38, вырезы 34 вкладьша 32 улучшают УчСловия заполнения его полости бет ном и обеспечивают образование переходного участка 39 четьфехгран поверхности сваи 33 в восьмигранную 14 поверхность ее острия. Вдоль каждого вкладыша 32 образованы каналы 40 под арматуру 31, а поперек - окна 41 для разрезания выпусков арматуры 31. Для упрощения монтажа вкладыши-32 выполнены сборными из установленных одна на другую секций 42, 43 и 44, соединенных штыревыми фиксаторами 45, при этом секции 42 и 43 содержат отсоединяемые торцовые секции 46 и 47. В секциях 43 и 44 образованы резьбовые отверстия 48, предназначенные для установки распорных болтов (не показано), отделяющих секции одну от другой при их разборке. Кайалы 40 под нижнюю арматуру 31 заполнены пластинчатым тугоплавким (не ниже 100 С) материалом 49, а в каналы под верхнюю арматуру установлены подкладки 50. Стенд работает следующим образом. На поверхность формы 27 наносят смазку, в захватах 3 и 4 закрепляют арматурные элементы 31 и в отсеках формы устанавливают формукндие вкладыши 32, размещая их соответственно заданной длине изготавливаемых изделий. При сборке вкладьшей 32 сначала под нижнюю арматуру 31 устанавливают секции 42 с их торцовыми частями 46 так, чтобы арматура 31 вошла в открытые сверху каналы 40, которые затем заполняют пластичным тугоплавким материалом 49. После этого на секции 42 устанавливают секции 43 с их торцовыми частями 47, фиксируя их с помощью штыревых фиксаторов 45. На секции 43 под верхнюю арматуру 31 устанавливают подкладки 50, после чего сверху устанавливают секции 44 с охватом открытыми снизу каналами 40 верхней арматуры 31 и подкладок 50. После сборки вкладышей 32 производят их фиксацию в отсеках формы 27 (не показано). С помощью подвижных захватов 4 производят натяжение арматуры 31, в отсеки формы 27 устанавливают напрягаемые арматурные сетки и каркасы и заполняют форму 27 бетонной смесью, которую .уплотняют виброплощадками 26. После этого включают силовые цилиндры 9, которые закрывают крьш1ки 5 и О1тускают уплотняющие балки 6, фиксируемые подпружиненными стопорами 19. Затем включают устройства 30 для нагнетания теплоносителя
в полость стенда под крышки 5 и производят термообработку изготавливаемых железобетонных свай.
После достижения бетоном необходимой прочности с помощью силовых цилиндров 9 поднимают уплотняющие балки 6 и открывают крьппки 5, затем снимают напряжение арматурных элементов 31 и производят разборку вкладышей 32. Для этого через окна 41 разрезают выпуски арматуры 31, после чего производят последовательное снятие и извлечение секций 44, 43 и . Для облегчения разборки в отверстие 48 ввинчивают распорные болты, которые упираясь в нижележащу секцию производят подъем верхних секций.
Как только вкладьш1и 32 разобраны и извлечены, включают домкраты 22, которые поднимают выпуклые балки 21, в результате чего происходит выгибание гибкого поддона 28 формы 27 и ее распалубка. Затем производят извлечение из отсеков формы 27 изготовленных изделий.
В данном стенде возможно также последовательное формование изделий по секциям формы 27, расположенным под каждой крышкой 5. Для этого циклы формования по секциям смещают на первой секции производят подготовку формы, а на последующих соответственно заполнение бетонц ой смесью, уплотнение смеси, термообработку изделий, изготовление готовых изделий, их извлечение. При этом При помощи накладок 16 обеспечивается индивидуальная герметизация каждой секции. Наличие нескольких виброплощадок 26 обеспечивает посекционное уплотнение смеси, а наличие устройств 30 позволяет перераспределить теплоноситель из одной секции в другую.
Применение предлагаемого стенда повышает производительность изготовления предварительно напряженных железобетонных изделий за счет одновременного изготовления изделий различных типоразмеров с выполнением на месте всех технологических операций, а также за счет обеспечения возможности посекционного выполнения технологических операций с последовательным съемом готовой продукции по непрерьтной технологии. Кроме того, стенд позволяет изготавливать изделия различной длины без специальной переналадки рабочих органов, а также обеспечивает возможность изготовления длинномерных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1094743A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1984 |
|
SU1255700A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1984 |
|
SU1178883A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1984 |
|
SU1230846A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1985 |
|
SU1308740A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1033673A1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1502330A1 |
| Установка для группового изготовления железобетонных линейных элементов | 1987 |
|
SU1505785A1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU772860A1 |
1. СТЕНД ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ, содержащий основание, подвижные и неподвижные захваты для арматуры, выпуклые балки, опорные балки с приводом их перемещения и установленную на них многоместнзпо форму с гибким поддоном, отличающийся тем, что, с целью повышения производительности и обеспечения возможности изготовления изделий различной длины, он снабжен поворотными крышками и установленными между ними поворотными уплотняющими балками, а также установленными на поддоне с возможностью продольного перемещения в отсеках формы формующими вкладьшами, один торец которых выполнен плоским, а на другом образована многогранная сужающаяся полость с боковыми вырезами, при этом вдоль каждого вкладыша выполнены каналы под арматуру, а поперек - окна для разрезания вы- пусков арматуры. 2.Стенд по п. 1, отличающийся тем, что, с целью повышения степени уплотнения его внутренней полости, крьппки и уплотняющие балки снабжены торцовыми пласI тинами, продольными и поперечными накладками из эластичного материа(Я ла. 3.Стенд по п. 1, отличающийся тем, что, с целью упрощения монтажа формующих вкладьщ1ей, они выполнены из секций, соединенных между собой посредством фиксаторов, при этом каналы под нижнюю арма00 туру заполнены пластичным тугоплавким материалом, а в каналах под верхнюю арматуру установлены подкладки.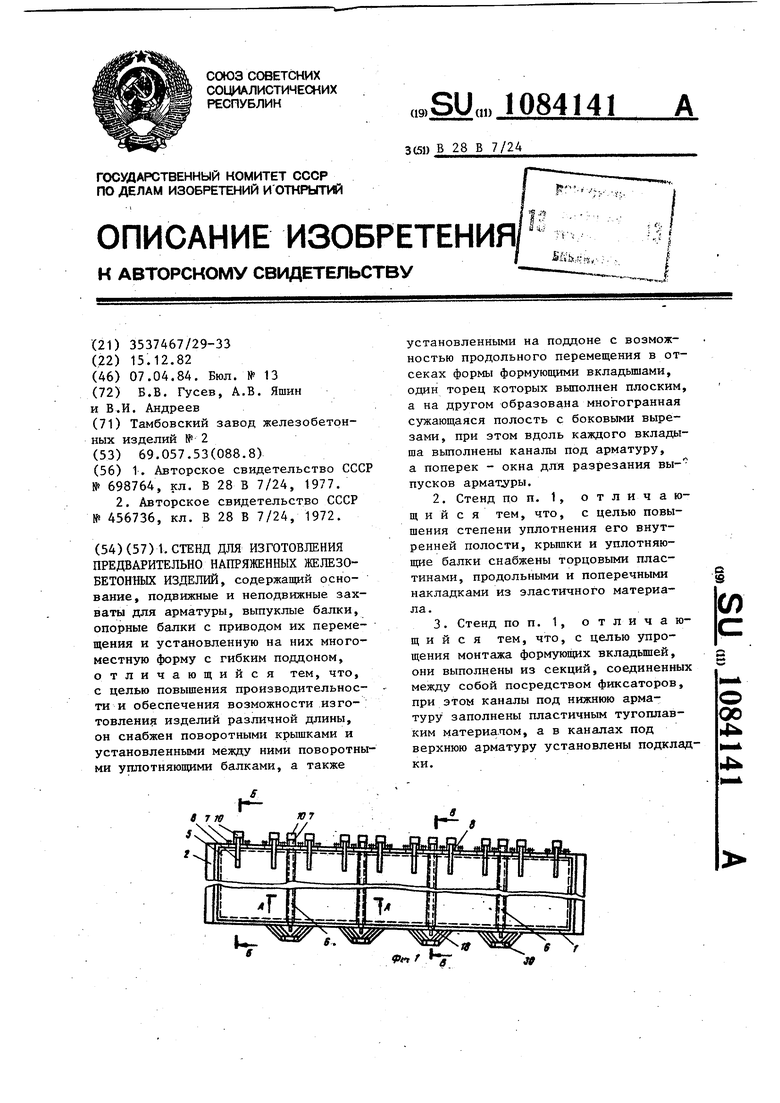
5
фуг. 2 /
Sts
|
г 29 ft
ff
::
j-fnotfpHymo
23 2S Л
Фп
iStfff ж
Фш.9
фи. fO
39
4-Jf /« /
J/
фиг. //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления железобетонных изделий | 1977 |
|
SU698764A2 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления железобетонных изделий | 1972 |
|
SU456736A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
