Изобретение относится к способу, в частности, наматывания полотна материала, в частности сжимаемого материала, без использования сердечника и к устройству для осуществления способа.
Устройство для наматывания сжимаемых волокнистых материалов известно из патента DE698 00 627 T2. Такое устройство имеет пространство для наматывания, в котором из сжимаемого волокнистого материала образуют намотанный рулон без сердечника. Сжимаемый волокнистый материал предусмотрен в виде полотен и перемещается к пространству для наматывания посредством первого средства транспортировки. Напротив первого средства транспортировки и перед пространством для наматывания предусмотрено устройство предварительного сжатия, посредством которого лентообразный волокнистый материал сжимается от первой толщины в направлении транспортировки перед устройством предварительного сжатия до второй (более тонкой) после устройства предварительного сжатия. Кроме того, предусмотрено второе средство транспортировки, которое расположено в касательном зацеплении с роликом для наматывания и под углом к первому средству транспортировки. Кроме того, предусмотрен ограничительный элемент, например ролик, который вместе с двумя транспортирующими средствами образует пространство для наматывания. Ограничительный элемент выполнен с возможностью перемещения вдоль прямой линии (биссектрисы угла транспортирующего средства) относительно образовываемого рулона и с возможностью привода от двигателя. Из этой публикации известно, что расстояние D между окружностью наматываемого рулона и устройством предварительного сжатия должно оставаться практически неизменным. С этой целью, диаметр намотанного рулона определяется посредством подходящих датчиков, а устройство предварительного сжатия смещается во время процесса наматывания в соответствии с расширяющимся намотанным рулоном, так что расстояние D остается по возможности постоянным. Такое устройство не позволяет устанавливать расстояние D устройства предварительного сжатия в зависимости от качества намотки намотанного рулона.
Кроме того, из патента EP 2 328 746 B1 известны устройство и способ определения измерения расстояния на намотанных материалах. Здесь, материал, намотанный на рулон, освещается источником света, в частности, источником лазерного света. Результирующий высотный узор на намотанном материале полотна захватывается и анализируется устройством захвата изображения (камерой). Посредством оценки лазерной линии может быть обнаружен шаг на перекрытии двух витков, и, таким образом, может быть определено, полностью или еще не полностью обернуто изделие.
Способ изготовления полотна тканевого материала известен из патента DE 102 185 09 A1. Согласно этому способу, полотно тканевого материала направляется через сжимающий зазор, образованный между сушильным цилиндром и противоположным блоком. После сжимающего зазора, полотно тканевого материала наматывается посредством устройства для наматывания, при этом на прочность получаемого рулона можно влиять, в частности, управляемым и/или регулируемым задаваемым образом. Для управления линейной нагрузки в наматывающем зазоре, предусмотрен контроль области наматывающего зазора посредством камеры CCT. Предпочтительно, расстояние между несущим барабаном и валком или рулоном, образованным на нем, является фиксированным. Таким образом, контроль над областью наматывающего зазора в этом способе обеспечивает средство для проверки и регулировки усилия намотки. Оценивая такое отображение, можно достичь целевого значения давления гидравлического цилиндра, действующего на перемещаемый намотанный рулон, который должен быть достигнут.
Изобретение относится, в частности, без его ограничения, к намотке полотен из волокнистого изоляционного материала, а более конкретно, к намотке полотен из нетканых материалов из минеральной ваты (стекловаты и/или каменной ваты). В таком нетканом материале волокна расположены в определенном предпочтительном направлении и связаны связующим. Во время наматывания, нетканый материал неизбежно получает незначительные повреждения. Таким образом, для однородного качества нетканой минеральной ваты важно, чтобы это повреждение оставалось как можно более постоянным по всей длине полотна. Соответствующим образом, процесс наматывания должен быть управляемым. До сих пор этим занимается оператор машины. Он смотрит на свернутое полотно и регулирует определенные параметры процесса на основе своего опыта.
Задачей настоящего изобретения является обеспечение способа наматывания полотна материала посредством устройства, которое особенно подходит для сжимаемых полотен материала, в частности, сжимаемых полотен материала, изготовленных из волокнистого материала, например полотен изоляционного материала и тому подобного. Способ предназначен для обеспечения оптимального по качеству результата наматывания, при этом способ предназначен для автоматического управления, так что способ делает практически ненужным активное вмешательство оператора машины.
Дополнительной задачей настоящего изобретения является обеспечение устройства для реализации этого способа.
Согласно настоящему изобретению, задача решается способом с признаками согласно пункту 1 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
Кроме того, задача решается устройством, имеющим признаки п.11 формулы изобретения. Один предпочтительный вариант выполнения является объектом п.12 формулы изобретения.
Согласно настоящему изобретению предложен способ для наматывания полотна материала посредством устройства, имеющего неподвижные и подвижные устройства, при этом указанное устройство имеет пространство для наматывания для размещения, по меньшей мере, частично намотанного рулона полотна материала (намотанного рулона), имеет центр наматывания и средство для транспортировки и/или манипулирования полотном материала до и во время наматывания, причем способ включает следующие этапы, при которых:
- управляют устройством;
- контролируют полотно материала и/или полученный намотанный рулон посредством, по меньшей мере, одного устройства захвата изображения для получения, по меньшей мере, одного текущего состояния (фактического состояния) полотна материала и/или намотанного рулона;
- сравнивают, по меньшей мере, одно фактическое состояние, по меньшей мере, с одним соответствующим целевым состоянием, и определяют, по меньшей мере, одно отклонение фактического состояния от целевого состояния;
- при этом, если, по меньшей мере, одно отклонение превышает/снижается ниже, по меньшей мере, одного заданного порога, выполняют коррекцию, по меньшей мере, одного рабочего параметра устройства, причем этот рабочий параметр является, по меньшей мере, фактором, способствующим отклонению.
Предпочтительно, целевое состояние хранится в базе данных.
Способ согласно изобретению позволяет улучшить качество наматывания намотанного рулона, образованного, в частности, из сжимаемого материала, при этом, в частности, может быть достигнут постоянный конечный диаметр намотанного рулона. Кроме того, степень сжатия/уплотнения полотна материала является очень стабильной по всей длине намотанного полотна. Можно гарантировать, что центр наматывания намотанного полотна материала в значительной степени расположен по центру относительно окружности намотанного рулона. И наконец, что не менее важно, гарантируется, что окружность намотанного рулона в значительной степени (за исключением изменения толщины материала) (см. фиг.3) является круглой.
В варианте выполнения способа согласно настоящему изобретению, контроль выполняется таким образом, что:
- определяется окружность намотанного рулона вокруг его центра наматывания, и/или
- форма полотна, полотна материала определяется в направлении высоты до достижения намотанного рулона, и/или
- определяется положение центра наматывания намотанного рулона относительно окружности намотанного рулона.
Эти меры позволяют особенно легко обнаружить неправильное наматывание или тенденцию к неправильному наматыванию. Посредством контроля окружности намотанного рулона и/или формы полотна, материала, могут быть проведены эффективные сравнения с целевыми состояниями, из которых можно сделать выводы для изменения определенных рабочих параметров.
В другом предпочтительном варианте выполнения, контроль полотна материала и намотанного рулона осуществляется по отдельности или в совокупности в местах, перечисленных ниже:
- области A контроля между первым средством транспортировки и вторым средством транспортировки;
- области B контроля между вторым средством транспортировки и намоточным рычагом ролика для наматывания;
- области C контроля между роликом для наматывания и первым средством транспортировки;
- при этом области A, B, C контроля расположены вблизи текущей окружности U намотанного рулона.
Указанные места контроля, то есть локализованные основные области контроля, оказались особенно эффективными для обнаружения окружности намотанного рулона и формы полотна материала.
В другом предпочтительном варианте выполнения способа, сравнение фактического состояния с целевым состоянием выполняется путем сравнения фактических окружных контуров с целевыми окружными контурами намотанного рулона и/или полотна материала.
Для стабильно хорошего результата наматывания, особенно полезным является сравнение фактического состояния с целевым состоянием на основе окружных контуров намотанного рулона и/или полотна материала. Эти параметры напрямую влияют на качество наматывания.
В другом предпочтительном варианте выполнения способа согласно настоящему изобретению, по меньшей мере, один рабочий параметр, выбранный из следующих рабочих параметров, корректируется и/или регулируется для уменьшения определенных отклонений:
- высота h зазора предварительного сжатия устройства предварительного сжатия;
- расстояние D до свободного торцевого конца бруса предварительного сжатия от окружности намотанного рулона, причем свободный торцевой конец обращен в направлении транспортировки;
- скорость v1 транспортировки первого средства транспортировки;
- скорость v2 транспортировки второго средства транспортировки;
- сила F контакта ролика для наматывания с окружностью намотанного рулона;
- угол α между первым направлением транспортировки первого средства транспортировки и вторым направлением транспортировки второго средства транспортировки;
- кривая движения намоточного рычага;
- окружная скорость ролика для наматывания;
- третья скорость v3 транспортировки устройства предварительного сжатия.
Заданные рабочие параметры устройства позволяют особенно эффективным образом противодействовать непреднамеренному отклонению между различными фактическими и целевыми состояниями.
В другом конкретном варианте выполнения способа согласно настоящему изобретению, контроль, сравнение и/или корректировки являются непрерывными.
Указанные меры дают возможность на ранней стадии выявить зарождающееся отклонение, которое грозит выйти за пределы допустимого диапазона.
В другом конкретном варианте выполнения способа согласно настоящему изобретению, для сравнения используется среднее значение нескольких последовательных фактических состояний.
В качестве альтернативы, для сравнения может использоваться среднее значение нескольких дискретных фактических состояний, то есть, в частности, дискретных моментов времени контроля. Это помогает снизить требуемую вычислительную мощность или сократить время вычислений для данной вычислительной мощности контроллера.
В другом конкретном варианте выполнения настоящего изобретения, рабочий параметр корректируется/регулируется, если:
- при непрерывном контроле фактического состояния, отклонение обнаруживается в течение минимального периода времени, и отклонение превышает/снижается ниже предельного значения в течение указанного минимального периода времени, или
- при периодическом контроле, среднее значение нескольких отклонений превышает/снижается ниже соответствующего предельного значения.
Эти меры обеспечивают две альтернативы, которые подходят для классификации отклонения как существенного, чтобы избежать, что единичное фактическое состояние или короткое временное окно оценивается как ошибочный результат при превышении/занижении предельного значения.
В другом конкретном варианте выполнения настоящего изобретения, контроль полотна материала и/или полученного намотанного рулона посредством, по меньшей мере, одного устройства захвата изображения дополнительно содержит контроль, по меньшей мере, части устройства, в частности, по меньшей мере, части подвижных устройств.
Эта мера, которая должна выполняться в дополнение к признаку b) пункта 1 формулы изобретения, может использоваться для более точного прогнозирования ошибок относительно результата наматывания и/или для проверки регулировок или модификаций, внесенных в устройство или его неподвижные и/или подвижные устройства, а также для контроля и, при необходимости, анализа их влияния на качество наматывания.
Кроме того, задача настоящего изобретения решается устройством для выполнения вышеупомянутого способа, причем указанное устройство имеет:
- пространство для наматывания для размещения, по меньшей мере, частично намотанного рулона полотна материала (намотанного рулона), имеющего центр наматывания;
- средство для транспортировки и/или манипулирования полотном материала до и/или во время наматывания;
- по меньшей мере, одно устройство захвата изображения для контроля над полотном материала и/или намотанным рулоном;
- по меньшей мере, один блок анализа, сравнивающий информацию изображения фактических состояний с сохраненными целевыми состояниями и определяющий отклонения;
- по меньшей мере, один блок коррекции для корректировки, по меньшей мере, одного рабочего параметра устройства;
- средство для установки, по меньшей мере, одного исправленного рабочего параметра на устройстве.
Это устройство обеспечивает простое средство для осуществления способа. В частности, требуется всего несколько аппаратных средств контроля. В простейшем случае, достаточно недорогой цифровой камеры и вычислительного устройства.
Предпочтительный вариант выполнения устройства согласно настоящему изобретению имеет память, по меньшей мере, для хранения данных изображения, касающихся целевых состояний устройства или намотанного рулона.
В конкретном варианте выполнения, само устройство имеет память для таких целевых состояний. Альтернативно, такая память может также быть предусмотрена вне устройства.
Далее, изобретение объясняется более детально в виде примера со ссылкой на чертежи. Фигуры представляют:
Фиг.1: схематичный вид сбоку устройства для осуществления способа согласно изобретению;
Фигуры 2a-2c: дефектные состояния (фигуры 2a, 2b) и состояние без дефектов (фиг.2c) намотанного рулона и полотна материала до наматывания на намотанный рулон, соответственно;
Фигуры 3a, 3b: целевое состояние намотанного рулона (фиг.3b) и первое нежелательное состояние отклонения намотанного рулона (фиг.3a), имеющего эксцентрично расположенный центр Z наматывания;
Фиг.4а: дефект, характерный для намотанного рулона с недостаточной скоростью v2 второго средства транспортировки;
Фиг.4b: целевое состояние намотанного рулона с правильной скоростью v2 транспортировки второго средства транспортировки;
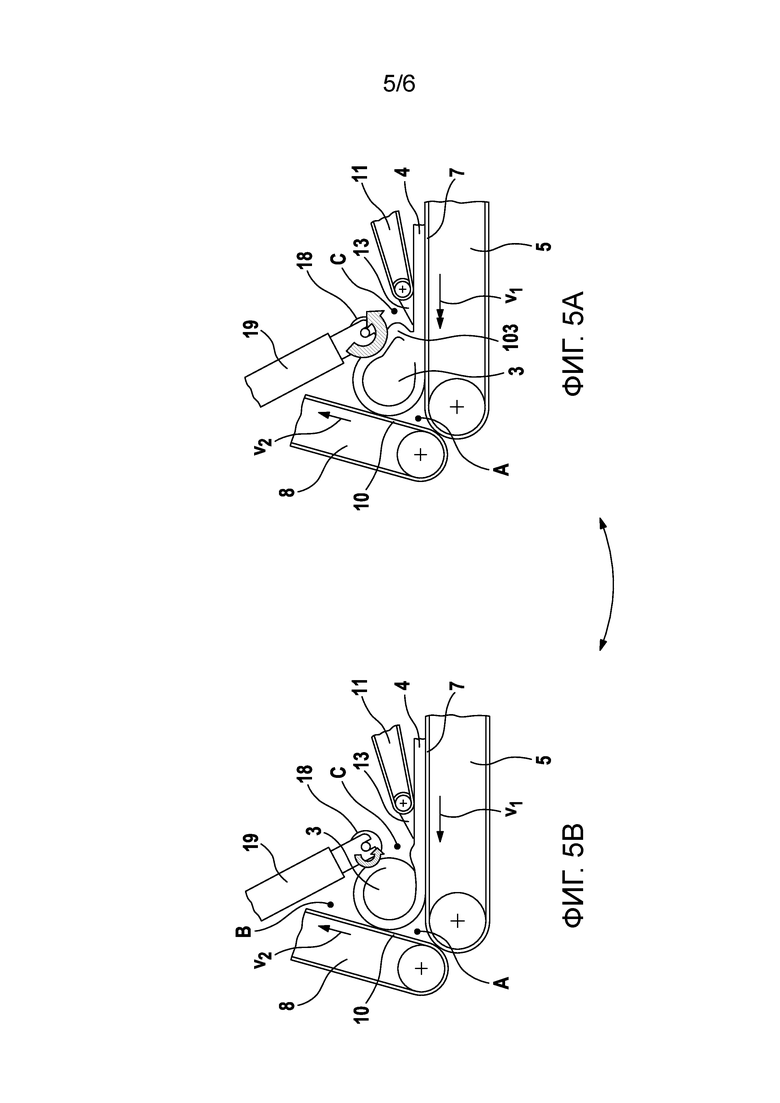
Фиг.5а: дефект, характерный для намотанного рулона с чрезмерной скоростью вращения ролика для наматывания;
Фиг.5b: целевое состояние намотанного рулона с правильной скоростью вращения ролика для наматывания;
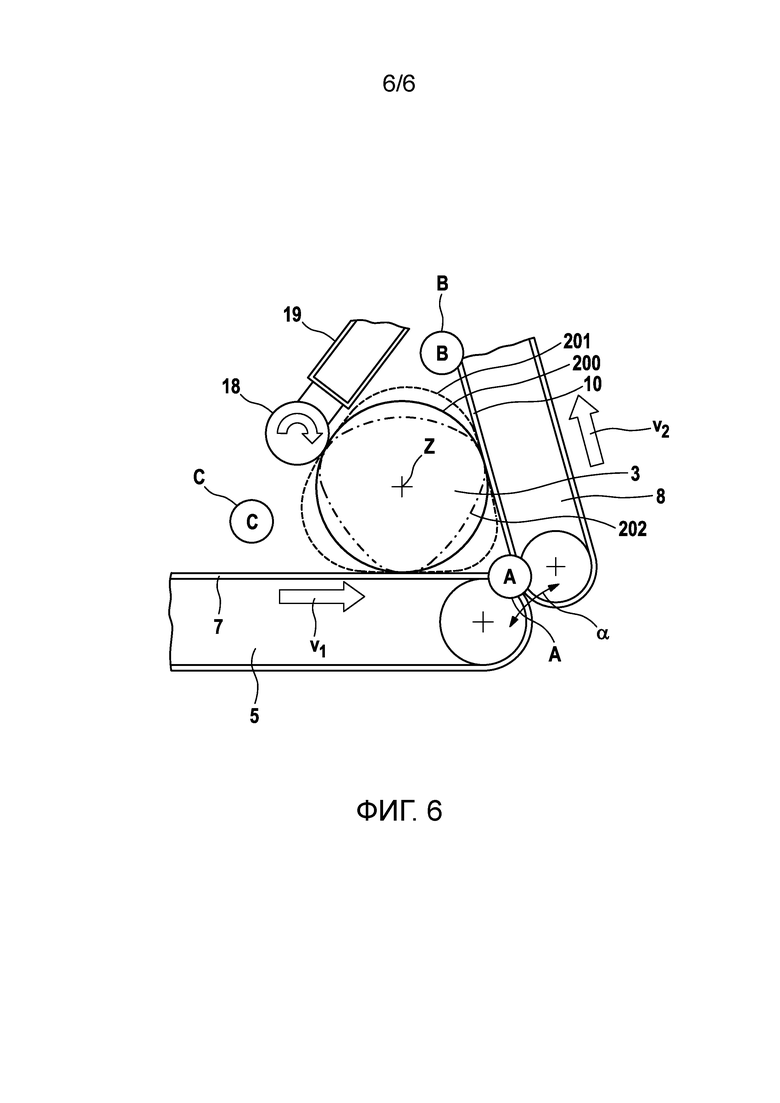
Фиг.6: предпочтительные области контроля для контроля контура намотанного рулона.
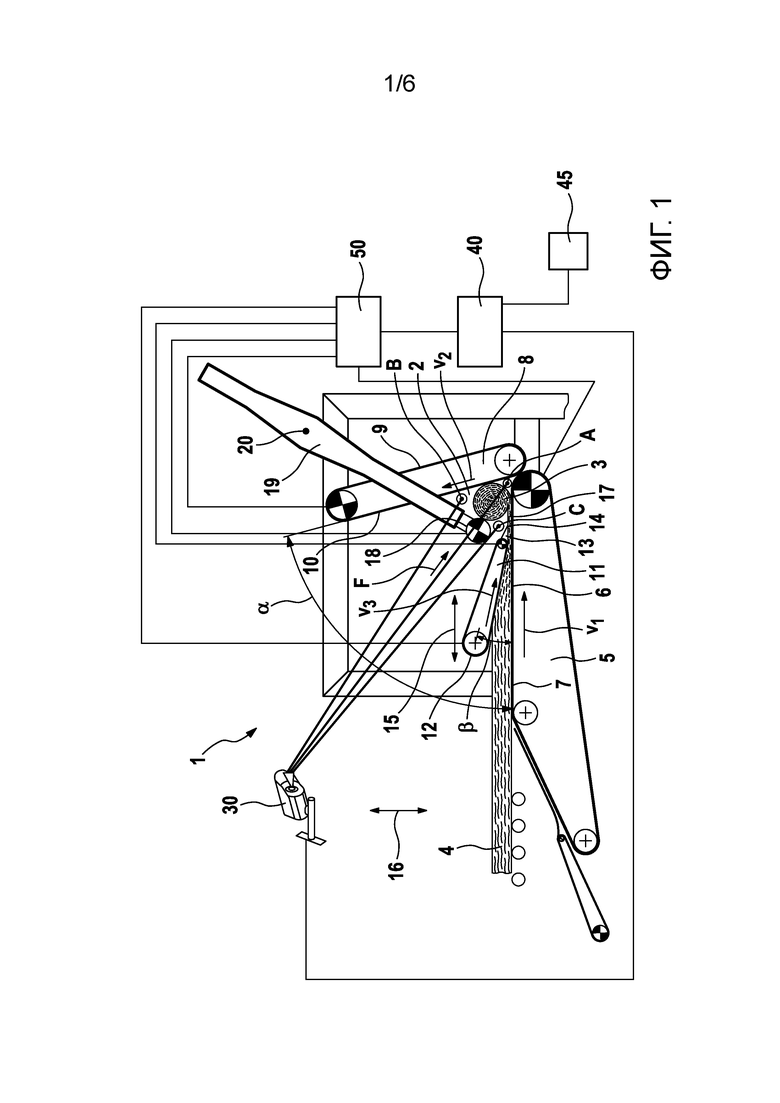
Для объяснения способа согласно настоящему изобретению наматывания полотна материала посредством устройства, сначала устройство для осуществления способа будет объяснено более подробно с использованием Фиг.1 в качестве примера.
Устройство 1 для осуществления способа согласно изобретению имеет открытое пространство 2 для наматывания для размещения наматываемого рулона полотна материала (намотанного рулона 3). Намотанный рулон 3, в частности, наматывается без сердечника, то есть намотанный рулон 3 не содержит какого-либо твердого тела, вокруг которого наматывается полотно 4 материала, подлежащего наматыванию.
Устройство 1 дополнительно содержит средство для транспортировки и/или манипулирования полотном 4 материала, причем указанное средство механически воздействует на полотно 4 материала до и во время наматывания или на полученный намотанный рулон 3. Для этой цели, устройство 1 содержит первое средство 5 транспортировки, которое, в частности, выполнено в виде ленточного конвейера с конвейерной лентой 6. В состоянии транспортировки, полотно 4 материала размещается на рабочей стороне 7 конвейерной ленты 6, причем рабочая сторона 7 движется в изображенном направлении стрелки (направление транспортировки) со скоростью v1 транспортировки.
Второе средство 8 транспортировки также выполнено в виде ленточного конвейера с конвейерной лентой 9. Рабочая сторона 10 второго средства 8 транспортировки движется в направлении стрелки (направление транспортировки) со скоростью v2 транспортировки. На виде сбоку, первая рабочая сторона 6 и вторая рабочая сторона 10 образуют угол α друг с другом, и каждая из них охватывает часть пространства 2 для наматывания.
Расположенное перед пространством 2 для наматывания в направлении транспортировки (направление скорости v1) полотна 4 материала, устройство 1 имеет устройство 11 предварительного сжатия. Устройство 11 предварительного сжатия имеет ленточный конвейер 12 и брус 13 предварительного сжатия. Брус 13 предварительного сжатия имеет свободный торцевой конец 14, обращенный к намотанному рулону 3. Свободный торцевой конец 14 является перемещаемым в направлении X (двойная стрелка 15) и в направлении Z (двойная стрелка 16) относительно пространства для наматывания и рабочей стороны 7 первого средства транспортировки, соответственно. В частности, смещение может быть выполнено с возможностью приведения в движение двигателем.
Кроме того, угол β между ленточным конвейером 12 устройством 11 предварительного сжатия и рабочей стороной 7 первого средства транспортировки является регулируемым, в частности, регулируемым посредством двигателя.
Смещение устройства 11 предварительного сжатия в направлении двойной стрелки 16 приводит к высоте h зазора 17 предварительного сжатия (см. Фиг.2a) между брусом 13 предварительного сжатия и конвейерной лентой 6 первого средства 5 транспортировки.
Кроме того, устройство 1 содержит ролик 18 для наматывания с приводом от двигателя, ось вращения которого расположена приблизительно на биссектрисе угла α. Ролик 18 для наматывания прикреплен к намоточному рычагу 19, который установлен с возможностью поворота вокруг оси 20 поворота и выполнен с возможностью, в частности, быть регулируемым двигателем.
Средство 5, 8 транспортировки является неподвижным в направлениях 15, 16 двойной стрелки во время процесса наматывания. Если требуется, угол α между рабочими сторонами 7 и 10 является изменчиво регулируемым, а если применимо, регулируемым двигателем. Ось 20 поворота является перемещаемой в направлении двойной стрелки 16. Ролик 18 для наматывания приводится в движение двигателем вокруг своей оси и расположен таким образом, что указанный ролик для наматывания контактирует с окружностью U намотанного рулона 3 уже намотанного полотна 4 материала, и является поворотным вокруг оси 20 расширяющегося намотанного рулона 3. Контактное давление (сила F) ролика 18 для наматывания на окружность намотанного рулона 3 регулируется посредством намоточного рычага 19. Первая рабочая сторона 7, вторая рабочая сторона 10 и ролик 18 для наматывания образуют пространство 2 для наматывания формируемого намотанного рулона 3.
Для оценки качества намотки наматываемого рулона 3, в частности, большой интерес представляют области контроля вблизи намотанного рулона 3. Эти области контроля отмечены на фигурах буквами A, B, C. Посредством контроля этих областей A, B, C контроля, можно сделать обоснованные заявления о качестве намотки намотанного рулона 3.
Полотно 4 материала представляет собой, например, полотно материала, изготовленного из волокнистого сжимаемого материала, такого как полотно из изоляционного волокнистого материала. Тем не менее, все полотна материала, которые сжимаются в направлении толщины, могут быть обработаны устройством согласно настоящему изобретению.
Согласно настоящему изобретению, устройство 1 имеет, по меньшей мере, одно устройство 30 захвата изображения, размещенное в пространстве и выровненное относительно линии его обзора, так что, в частности, области A, B, C контроля могут быть проконтролированы. Устройство 30 захвата изображения может быть, например, камерой CCD или любым другим устройством 30 захвата изображения, которое, предпочтительно, обеспечивает данные электронного изображения.
Кроме того, по меньшей мере, одно устройство 30 захвата изображения может быть выровнено так, чтобы контролировать дополнительные или альтернативные участки устройства за пределами областей A, B, C контроля.
Вышеупомянутый дополнительный или альтернативно выполняемый контроль участков устройства за пределами областей A, B, C контроля служит для выполнения любых мер контроля, специфичных для устройства, например, действительно ли установлена автоматически настроенная коррекция параметра.
Следует подчеркнуть, что для решения задачи настоящего изобретения, требуется только контроль полотна материала и/или полученного намотанного рулона согласно признаку b) пункта 1 формулы изобретения. Дополнительный контроль самого устройства может быть предпочтительным вариантом выполнения настоящего изобретения. В частности, отдельные приспособления устройства, например, неподвижные и подвижные приспособления, приспособления, которые влияют на образовываемое полотно материала и/или намотанный рулон, или которые взаимодействуют с полотном материала и/или образовываемым намотанным рулоном, могут быть проконтролированы. Такой дополнительный контроль самого устройства или отдельных приспособлений устройства, который является целесообразным, но не существенным для реализации изобретения, может иметь место в дополнение к контролю полотна материала и/или намотанного рулона, образовываемого согласно признаку b), так что эффект изобретения достигается, когда контролируются либо образовываемое полотно материала и/или намотанный рулон, либо образовываемое полотно материала и/или намотанный рулон, и приспособление или приспособления указанного устройства.
Устройство 30 захвата изображения соединено, по меньшей мере, с одним блоком 40 анализа, который сравнивает информацию изображения фактических состояний намотанного рулона 3 с сохраненными целевыми состояниями намотанного рулона 3 и определяет отклонения между этими состояниями. Для сохранения целевых состояний, устройство 1 целесообразно имеет память 45, которая хранит необходимые данные, касающиеся целевых состояний, и при необходимости обеспечивает эти данные блоку 40 анализа.
Кроме того, устройство имеет, по меньшей мере, один блок 50 коррекции, который определяет по отклонениям, определяемым блоком 40 анализа, необходимые коррекции, по меньшей мере, одного рабочего параметра устройства 1. Блок 50 коррекции заставляет средство для установки, по меньшей мере, одного соответствующего рабочего параметра на устройстве изменять связанный рабочий параметр. Возможными рабочими параметрами могут быть:
- расстояние D (см. фиг.2a) до свободного торцевого конца 14 планки 13 предварительного сжатия от области 21 подачи намотанного рулона 3, или высота h, при которой свободный торцевой конец обращен в направлении транспортировки (направление скорости v1);
- уровни скорости v1, v2;
- сила F контакта ролика 18 для наматывания с окружностью U намотанного рулона 3;
- окружная скорость, с которой приводится в движение ролик 18 для наматывания;
- третья скорость v3 транспортировки ленточного конвейера 12;
- кривая движения намоточного рычага 19 вокруг оси 20 поворота;
- угол α между первым средством 5 транспортировки и вторым средством 8 транспортировки.
Взаимосвязи, в частности, причинно-следственные связи, корреляции и/или причинно-следственные связи между возникающими отклонениями фактических состояний от целевых состояний намотанного рулона 3 и рабочими параметрами, сохраняются как информационная база данных знаний в памяти 45.
Взаимосвязи между рабочими параметрами и фактическими состояниями намотанного рулона 3 поясняются ниже с использованием фигур 2а-6 в качестве примеров, но не являющихся исчерпывающими, на основе выбранных параметров.
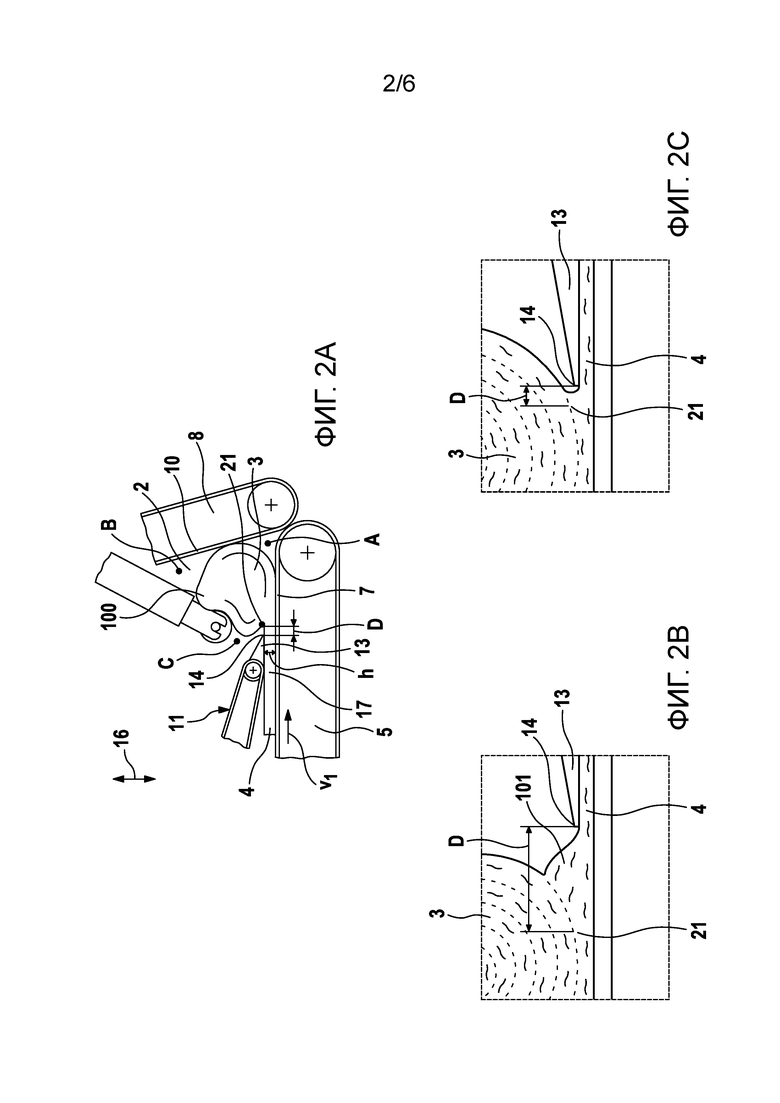
Фиг.2а показывает зазор 17 предварительного сжатия, а также его высоту h. Частично показано первое средство 5 транспортировки с первой рабочей стороной 7, на которую полотно материала 4 подается со скоростью v1 транспортировки.
Кроме того, частично показано второе средство 8 транспортировки со второй рабочей стороной 10.
Далее показано устройство 11 предварительного сжатия с планкой 13 предварительного сжатия, свободный торцевой конец 14 которой находится на определенном расстоянии D от области 21 подачи полотна 4 материала в окружное полотно намотанного рулона 3. В области ролика 18 для наматывания заметны выпуклости 100 намотанного рулона 3, отклоняющиеся от цилиндрической формы. Такая характеристика дефекта возникает, например, если кривая движения намоточного рычага 19 выбрана со вступительной скоростью, которая является слишком малой для наматывания определенного полотна 4 материала. Одной из причин этого может быть неправильно выбранная чрезмерная высота h области предварительного сжатия. Такая характеристика дефекта (выпуклости 100) может быть обнаружена устройством 30 захвата изображения (контроль областей B и C).
Выпуклости 100 возникают из-за недостаточного предварительного сжатия сжимаемого полотна 4 материала устройством 11 предварительного сжатия, что приводит к чрезмерному увеличению диаметра рулона при наматывании. Такой чрезмерный диаметр проявляется в выпуклостях 100 вблизи ролика 18 для наматывания.
Фиг.2b показывает еще один выступ 101 в области между свободным торцевым концом 14 планки 13 предварительного сжатия и областью 21 подачи полотна 4 материала в намотанный рулон 3. Такая характеристика дефекта появляется при чрезмерном расстоянии D между свободным торцевым краем 14 и областью 21 подачи.
Фиг.2c показывает исправленное состояние по фиг.2b, при этом исправленное состояние больше не имеет выпуклости 101. Расстояние D между областью 21 подачи и свободным торцевым краем 14 значительно меньше по сравнению с расстоянием D на фиг.2b.
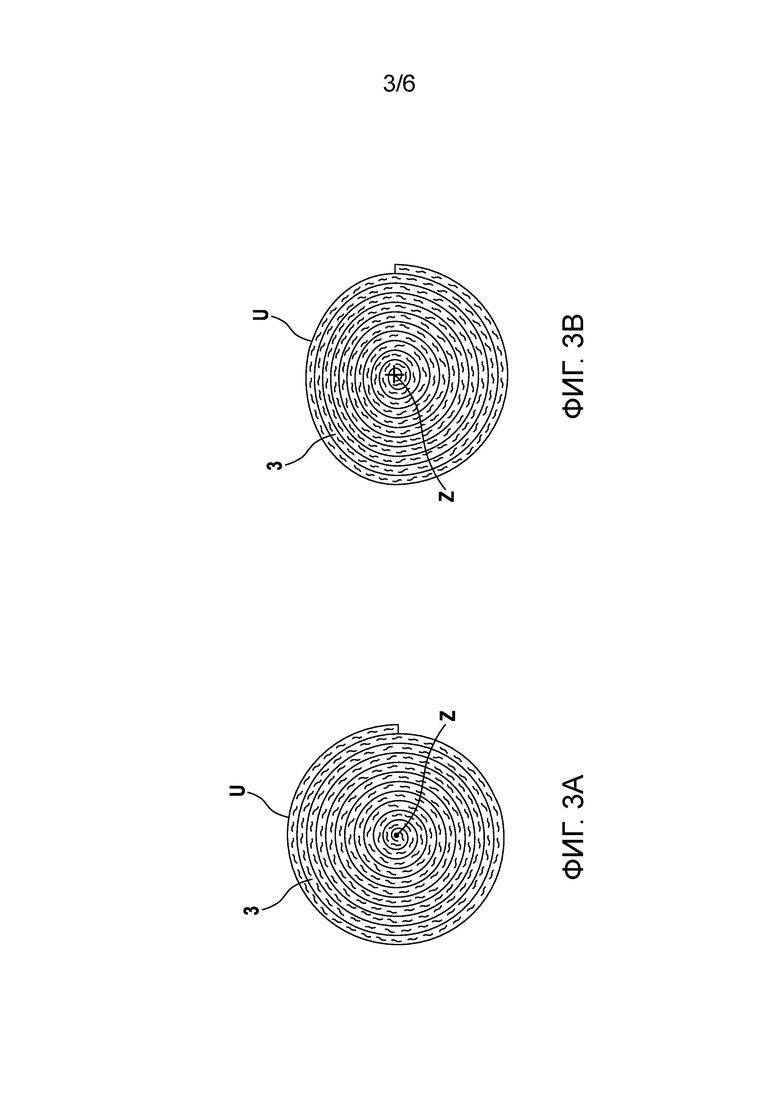
Фиг.3а показывает идеальный намотанный рулон 3 с центром Z наматывания, расположенным по центру окружности U намотанного рулона 3.
Фиг.3b показывает возможный дефект намотанного рулона 3, в котором центр Z наматывания смещен эксцентрично вверх относительно окружности U намотанного рулона (на виде согласно фиг.3b). Кроме того, на участке рулона над центром Z, витки, то есть, слои намотки намотанного рулона 3, являются более сжатыми и имеют меньшую толщину, чем в области ниже центра Z намотки.
Корректировка переменной толщины стенок всех витков и правильное расположение центра Z наматывания в центре связанного с ним намотанного рулона 3 напрямую зависит от положения поворота намоточного рычага 19. На контактное давление ролика 18 для наматывания можно напрямую влиять путем поворота намоточного рычага, который приводится в движение электродвигателем вокруг оси 20 поворота. Поворотное смещение намоточного рычага 19 вокруг оси 20 поворота и его протяженность, например, за один оборот намотанного рулона 3, влияет на локальную толщину полотна материала и, таким образом, на положение центра Z намотки. Влияя на кривую движения намоточного рычага 19 посредством регулировки соответствующих рабочих параметров, такая характеристика дефекта может быть устранена, если она возникнет.
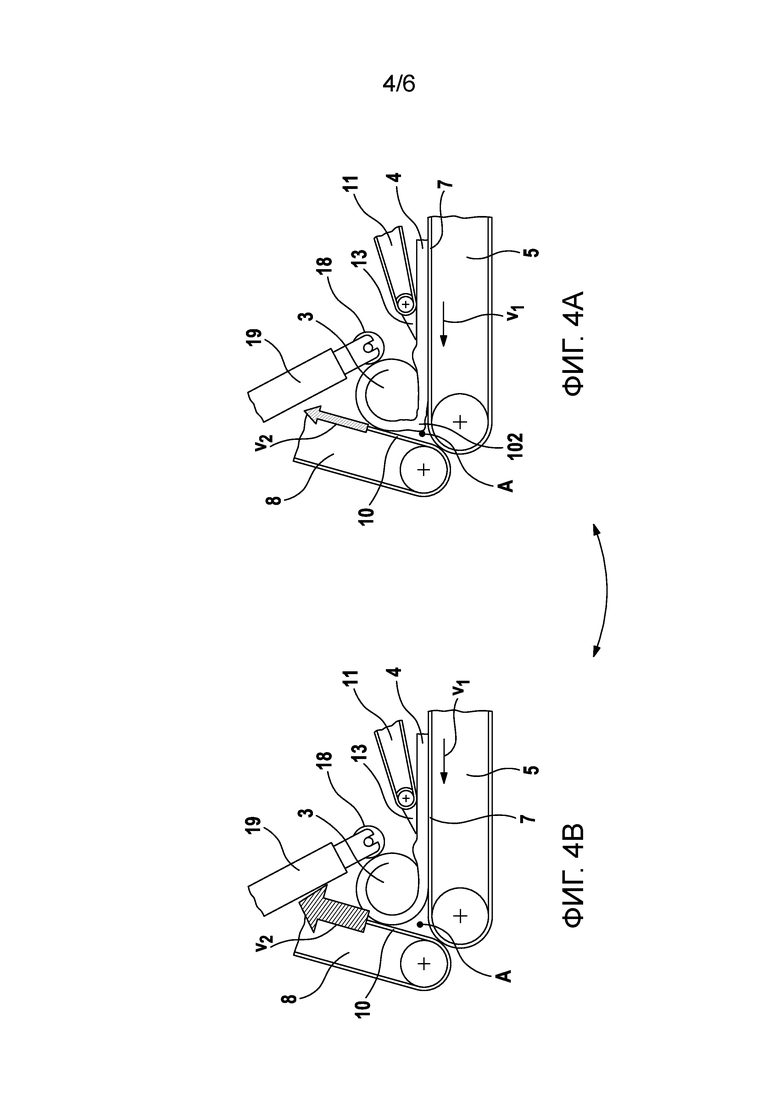
Фиг.4а показывает характеристику дефекта намотанного рулона 3 в области A контроля. Здесь нежелательная выпуклость 102 образована в области A контроля. Причиной такого отклонения является, например, недостаточная скорость v2 транспортировки рабочей стороны 10 второго средства 8 транспортировки.
Выпуклости 102 можно избежать посредством увеличения скорости v2 транспортировки (более толстая стрелка), как показано на фиг.4b. Таким образом, когда возникает характеристика дефекта согласно фиг.4а, устройство согласно настоящему изобретению обеспечивает правильное наматывание за счет увеличения рабочего параметра v2.
Другая возможная характеристика дефекта, то есть возможное отклонение фактического состояния намотанного рулона 3 от целевого состояния, показана на фиг.5а. В области C контроля возникает нежелательная выпуклость 103. Такая нежелательная выпуклость 103 вызвана чрезмерной скоростью привода (толстая изогнутая стрелка) ролика 18 для наматывания.
Фиг.5b показывает исправленное состояние, в котором выпуклость 103 больше не возникает в области C контроля, как это желательно. Соответственно, уменьшена скорость вращения ролика 18 для наматывания (тонкая стрелка).
Фиг.6 в общем виде показывает идеальный контур 200 намотанного рулона 3 (сплошная линия) и первое состояние отклонения 201 окружности намотанного рулона (пунктирная линия). Первое состояние отклонения 201 характеризуется увеличением диаметра/изменением контура намотанного рулона 3 наружу в областях A, B, C контроля.
Второе состояние отклонения 202 показано пунктирной линией на фиг.6, в которой окружность в каждой из областей A, B, C контроля является слишком малой.
Далее, способ согласно настоящему изобретению будет описан более подробно на основе устройства согласно фиг.1.
Способ согласно настоящему изобретению включает, в частности, этапы, при которых:
а) управляют устройством, в частности устройством 1 согласно фиг.1;
b) контролируют полотно 4 материала и/или получаемый намотанный рулон 3 посредством, по меньшей мере, одного устройства 30 захвата изображения для получения, по меньшей мере, одного фактического состояния намотанного рулона 3.
Соответствующие целевые состояния (желаемые состояния) образовываемого намотанного рулона 3 являются известными для конкретных этапов процесса наматывания. Эти целевые состояния, предпочтительно, хранятся в базе данных, в частности, в памяти 45. Фактические состояния, захваченные устройством 30 захвата изображения, сравниваются с соответствующими целевыми состояниями, то есть с хронологически соответствующими целевыми состояниями, например, с состоянием, в котором рулон имеет конкретное количество X витков. Если обнаруживаются отклонения, превышающие конкретный допуск, то на выбранные рабочие параметры устройства 1 влияют посредством блока 50 коррекции. Выбор соответствующего рабочего параметра, а также направление и величина изменения этого рабочего параметра (скорость, угол, контактное давление, расположение в пространстве) корректируются соответственно. Здесь не исключено, что неверно установленный рабочий параметр можно однозначно отнести к характеристике дефекта. Однако, также возможно, что несколько неверных рабочих параметров могут привести к определенной характеристике дефекта, и они затем изменяются согласно заключениям в базе данных в памяти 45.
Со способом согласно настоящему изобретению и/или устройством согласно настоящему изобретению для выполнения указанного способа, возникновение известных отклонений фактических состояний от целевых состояний намотанного рулона 3 может быть обнаружено и автоматически исправлено посредством модифицированной работы устройства 1. Таким образом, больше не требуется корректирующее вмешательство оператора машины.
Кроме того, способ согласно настоящему изобретению имеет особое преимущество, заключающееся в том, что контроль может быть непрерывным или с короткими интервалами, так что возможны немедленные действия, когда возникает ошибка наматывания (слишком большое отклонение), и возможно избежать брака наматывания.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Устройство
2 Пространство наматывания
3 Намотанный рулон
4 Полотно материала
5 Первое средство транспортировки
6 Конвейерная лента
7 Рабочая сторона
8 Второе средство транспортировки
9 Ленточный конвейер
10 Рабочая сторона
11 Устройство предварительного сжатия
12 Ленточный конвейер
13 Планка предварительного сжатия
14 Свободный торцевой конец
15 Двойная стрелка (направление X)
16 Двойная стрелка (направление Y)
17 Зазор предварительного сжатия
18 Ролик для наматывания
19 Намоточный рычаг
20 ось поворота
21 Область подачи
30 Устройство захвата изображения
40 Блок анализа
45 Память
50 Блок корректировки
100 Выпуклость
101 Выпуклость
102 Выпуклость
103 Выпуклость
201 Идеальное состояние
201 Первое состояние отклонения
202 Второе состояние отклонения
v1 скорость транспортировки
v2 скорость транспортировки
v3 скорость транспортировки
h Высота
U Окружность
D Расстояние
A, B, C Области контроля
α, β Угол.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ РУКАВОВ ИЗ МИНЕРАЛЬНОЙ ВАТЫ | 2004 |
|
RU2335690C2 |
| Способ производства нетканого волокнистого материала | 1980 |
|
SU922206A1 |
| РУЛОН ЛИСТОВОГО МАТЕРИАЛА, СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1994 |
|
RU2091288C1 |
| ПЕРЕМОТОЧНАЯ МАШИНА ДЛЯ ФОРМИРОВАНИЯ РУЛОНОВ ПОЛОТНА, НАМОТАННОГО НА СЕРДЕЧНИК, И СПОСОБ ФОРМИРОВАНИЯ РУЛОНОВ ПОЛОТНА, НАМОТАННОГО НА СЕРДЕЧНИК | 1994 |
|
RU2118936C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, А ТАКЖЕ СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2594920C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ, А ТАКЖЕ СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2007 |
|
RU2456145C2 |
| СПОСОБ НАМАТЫВАНИЯ ЛИСТОВОГО МАТЕРИАЛА В РУЛОНЫ БЕЗ СЕРДЕЧНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078731C1 |
| Машина для промера и браковки текстильных материалов | 1989 |
|
SU1666602A1 |
| ПЕРЕМОТОЧНЫЙ СТАНОК ДЛЯ ОБРАЗОВАНИЯ РУЛОНА ЛЕНТОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2128617C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАСТЯЖИМОЙ ОБЕРТОЧНОЙ ПЛАСТМАССОВОЙ ПЛЕНКИ | 1998 |
|
RU2191694C2 |
Изобретение относится к области наматывания полотна в рулон. Предложен способ наматывания полотна из нетканой минеральной ваты в рулон, согласно которому управляют устройством для наматывания, контролируют полотно из нетканой минеральной ваты и/или полученный намотанный рулон посредством, по меньшей мере, одного устройства захвата изображения для получения, по меньшей мере, одного фактического состояния полотна из нетканой минеральной ваты и/или намотанного рулона; сравнивают, по меньшей мере, одно фактическое состояние, по меньшей мере, с одним целевым состоянием, соответствующим фактическому состоянию, и определяют, по меньшей мере, одно отклонение фактического состояния от соответствующего целевого состояния. Если отклонение превышает/снижается ниже, по меньшей мере, одного заданного предельного значения, выполняют коррекцию, по меньшей мере, одного рабочего параметра устройства, причем этот рабочий параметр является, по меньшей мере, фактором, способствующим отклонению. Изобретение обеспечивает высокую эффективность в процессе использования. 2 н. и 9 з.п. ф-лы, 11 ил.
1. Способ наматывания полотна (4) из нетканой минеральной ваты в рулон посредством устройства (1), содержащего неподвижное и подвижное приспособления, включающие, по меньшей мере:
- пространство (2) для наматывания для размещения, по меньшей мере, частично намотанного рулона (3), имеющее центр (Z) наматывания;
- средство для транспортировки и/или манипулирования полотном (4) из нетканой минеральной ваты до и/или во время наматывания;
включающий следующие этапы, при которых:
а) управляют устройством (1);
b) контролируют полотно (4) из нетканой минеральной ваты и/или полученный намотанный рулон (3) посредством, по меньшей мере, одного устройства (30) захвата изображения для получения, по меньшей мере, одного фактического состояния полотна (4) из нетканой минеральной ваты и/или намотанного рулона (3);
с) сравнивают, по меньшей мере, одно фактическое состояние, по меньшей мере, с одним целевым состоянием, соответствующим фактическому состоянию, и определяют, по меньшей мере, одно отклонение фактического состояния от соответствующего целевого состояния;
d) при этом, если отклонение превышает/снижается ниже, по меньшей мере, одного заданного предельного значения, выполняют коррекцию, по меньшей мере, одного рабочего параметра устройства (1), причем этот рабочий параметр является, по меньшей мере, фактором, способствующим отклонению.
2. Способ по п.1, отличающийся тем, что, по меньшей мере, одно целевое состояние хранится в базе данных.
3. Способ по любому из пп.1, 2, отличающийся тем, что контроль выполняется таким образом, что:
- определяют окружность (U) намотанного рулона (3) вокруг его центра (Z) наматывания, и/или
- форму полотна (4) из нетканой минеральной ваты определяют в направлении (16) высоты до достижения намотанного рулона (3), и/или
- определяют положение центра (Z) наматывания намотанного рулона (3) относительно окружности (U) намотанного рулона (3).
4. Способ по любому из пп.1-3, отличающийся тем, что
- контроль полотна (4) из нетканой минеральной ваты и намотанного рулона (3) осуществляют по отдельности или вместе в местах, перечисленных ниже:
- области (А) контроля между первым средством (5) транспортировки и вторым средством (8) транспортировки;
- области (В) контроля между вторым средством (8) транспортировки и намоточным рычагом (19) ролика (18) для наматывания;
- области (С) контроля между роликом (18) для наматывания и первым средством (5) транспортировки;
- при этом области (A, B, C) контроля расположены вблизи текущей окружности (U) намотанного рулона (3).
5. Способ по любому из пп.1-4, отличающийся тем, что сравнение фактического состояния с целевым состоянием выполняют путем сравнения фактических окружных контуров с целевыми окружными контурами намотанного рулона (3) и/или полотна (4) из нетканой минеральной ваты.
6. Способ по любому из пп.1-5, отличающийся тем, что для уменьшения выявленных отклонений корректируют, по меньшей мере, один рабочий параметр, выбранный из следующих рабочих параметров:
- высота (h) зазора предварительного сжатия устройства (11) предварительного сжатия;
- расстояние (D) до свободного торцевого конца (14) планки предварительного сжатия от окружности (U) намотанного рулона (3), причем свободный торцевой конец обращен в направлении транспортировки;
- скорость (v1) транспортировки первого средства (5) транспортировки;
- скорость (v2) транспортировки второго средства (8) транспортировки;
- сила (F) контакта ролика (18) для наматывания с окружностью (U) намотанного рулона (3);
- угол (α) между первым направлением транспортировки первого средства (5) транспортировки и вторым направлением транспортировки второго средства (8) транспортировки;
- кривая движения намоточного рычага (19);
- окружная скорость ролика (18) для наматывания;
- третья скорость (v3) транспортировки устройства (11) предварительного сжатия.
7. Способ по любому из пп.1-6, отличающийся тем, что контроль, сравнение и/или корректировка выполняют непрерывно.
8. Способ по любому из пп.1-7, отличающийся тем, что для сравнения используют среднее значение нескольких последовательных фактических состояний.
9. Способ по любому из пп.1-8, отличающийся тем, что, по меньшей мере, один рабочий параметр корректируют, если:
a) при непрерывном контроле фактического состояния, отклонение обнаруживается в течение минимального периода времени, и отклонение превышает/снижается ниже предельного значения в течение минимального периода времени, или
b) при периодическом контроле, среднее значение нескольких отклонений превышает/снижается ниже соответствующего предельного значения.
10. Способ по любому из пп.1-9, отличающийся тем, что контроль полотна (4) из нетканой минеральной ваты и/или полученного намотанного рулона (3) посредством, по меньшей мере, одного устройства (30) захвата изображения дополнительно включает контроль, по меньшей мере, части устройства (1), в частности, по меньшей мере, части подвижных приспособлений.
11. Устройство для выполнения способа по любому из пп.1-10, содержащее признаки устройства по п.1, дополнительно содержащее:
- по меньшей мере, одно устройство (30) захвата изображения для контроля полотна (4) из нетканой минеральной ваты и/или намотанного рулона (3);
- по меньшей мере, один блок (40) анализа, сравнивающий информацию изображения фактических состояний с сохраненными целевыми состояниями и определяющий отклонения;
- по меньшей мере, один блок (50) коррекции для корректировки, по меньшей мере, одного рабочего параметра устройства (1);
- средство для установки, по меньшей мере, одного исправленного рабочего параметра на устройстве (1).
12. Устройство по п.11, отличающееся тем, что имеется память (45), по меньшей мере, для хранения данных изображения, касающихся целевых состояний устройства (1) или намотанного рулона (3).
| US 20050156078 A1, 21.07.2005 | |||
| JP 2014213952 A, 17.11.2014 | |||
| KR 20000022358 A, 25.04.2000 | |||
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ТРЕНИЕМ | 1929 |
|
SU17858A1 |

