Изобретение относится к области изготовления рулонов из полотен материалов, таких как бумага, без внутреннего центрального сердечника.
Известен рулон листового материала, выполненный без сердечника намоткой материала по спирали от центра к периферии [1]
В предлагаемом изобретении для повышения качества рулона, центральную его часть выполняют с постоянной плотностью витков, превышающей плотность витков периферии рулона.
Известен также способ формирования рулона листового материала без центрального сердечника, при котором материал подают в зазор между двумя вращающимися в одном направлении намоточными валиками с частичным огибанием первого из них и с осуществлением спиральной намотки материала путем фрикционного взаимодействия поверхности рулона с намоточными валиками.
Устройство для формирования рулона листового материала по известному способу без сердечника содержит два намоточных валика, установленных с возможностью вращения в одном направлении и фрикционного взаимодействия с поверхностью, формируемого в зазоре между валиками рулона и опорный поворотный элемент для материала, размещенный перед зазором валиков по ходу материала [2]
Недостатками известных способа и устройства являются низкие производительность и качество намотки рулонов.
Для устранения этих недостатков в предлагаемом способе формирование центральной части рулона осуществляют из нескольких начальных витков материала путем скручивания его ведущей кромки на себя до поступления ее в зазор между валиками, после чего сформированную центральную часть рулона переводят в зазор между валиками для завершения формирования периферийной части рулона.
В устройстве подвижный элемент установлен до зазора между двумя намоточными валиками с возможностью циклического движения к боковой поверхности первого намоточного валика для зажима и скручивания его ведущего конца, при этом рабочая поверхность подвижного элемента образует с цилиндрической первого валика пространство для начальной намотки формирования рулона по ходу движения до указанного зазора.
Таким образом, полотно материала обрывается в момент торможения за счет зажима (если только подобный обрыв уже не был получен другим путем).
Подвижный элемент, который используется для начала намотки нового рулона, располагается на некотором расстоянии и независимо от второго намоточного валика. Следовательно, его инерция чрезвычайно ограничена и, таким образом, обеспечивается возможность получения значительных ускорений, и, следовательно, обеспечивается очень краткое время цикла для последующего обрыва, и достижение большой производительности. Поскольку операция начала намотки происходит не с помощью одного из намоточных валиков, их конструкция может быть выполнена так, чтобы выгружать только что изготовленный рулон, не влияя на операции начала намотки и не вызывая возможного разрыва полотна материала.
Подвижный элемент также может использоваться для того, чтобы вызвать обрыв полотна материала в конце намотки рулона, чтобы начать следующую операцию намотки. Это может выполняться за счет торможения или фактического зажима полотна материала между подвижным элементом и намоточным валиком, фактически, в соответствии с возможным вариантом выполнения изобретения, подвижный элемент прижимается к поверхности намоточного валика, тем самым зажимая бумагу. Чтобы избежать износа и ограничить механические напряжения, возможно выполнить форму поверхности подвижного элемента и поверхности валика такой, чтобы заставить их проникать друг в друга и деформировать полотно материала, расположенное между ними, тем самым останавливая и обрывая его.
Обрыв рулонного материала может также выполняться с помощью других самостоятельных операций, не связанных с подвижным элементом. В этом случае подвижный элемент служит только для начала намотки следующего рулона.
Вариант выполнения изобретения, в котором подвижный элемент используется также и для обрыва полотна материала, является особенно рациональным, поскольку это позволяет исключить дополнительные отрезные устройства или устройства для обрыва.
Рационально, если подвижный элемент, используемый для осуществления контакта с полотном материала, для возможного обрыва его в заранее определенном месте и для начала намотки нового рулона, расположен до зазора, образованного первым и вторым намоточными валиками, по ходу движения полотна материала. Подвижный элемент может иметь поверхность, которая вместе с цилиндрической поверхностью первого намоточного валика ограничивает пространство для начала намотки рулона до зазора между намоточными валиками по ходу движения полотна материала. Таким образом, можно начать намотку каждого рулона без сердечника до того, как этот рулон войдет в контакт со вторым намоточным валиком. Рационально, если поверхность подвижного элемента (на которой начинающий наматываться рулон поворачивается за счет вращения первого намоточного валика) является касательной к цилиндрической поверхности второго намоточного валика. Это позволяет регулярно передавать наматываемый рулон с криволинейной поверхности подвижного элемента к цилиндрической поверхности нижнего намоточного валика.
В особенно предпочтительном варианте выполнения изобретения перемещение подвижного элемента осуществляется вокруг оси, совпадающей с осью вращения второго намоточного валика.
В еще одном варианте выполнения перемоточно-разрезного станка согласно изобретению перемоточно-разрезной станок может быть снабжен третьим подвижным, контролирующим диаметр рулона, валиком, который вместе в первыми двумя намоточными валиками ограничивает пространство для намотки, где завершается наматывание рулона без сердечника.
На фиг. 1 показан схематический вид устройства согласно изобретению; на фиг. 2 8 последовательные стадии цикла намотки, причем фиг. 5 представляет собой увеличенное изображение зоны IVA на фиг. 4; на фиг. 9 схематически изображен вариант выполнения изобретения, в котором полотно материала приостанавливается и обрывается с помощью дополнительного отрезного устройства, расположенного до подвижного элемента по ходу движения полотна материала; на фиг. 10 показана операция обрыва полотна материала, выполняемая путем ускорения валика, контролирующего диаметр рулона; на фиг. 11 показан другой вариант выполнения поверхности подвижного элемента; на фиг. 12 показан модифицированный вариант выполнения изобретения; на фиг. 13 показан частичный вид по линии XII-XII на фиг. 12; на фиг. 14 представлен вид сбоку, частично с разрезом, усовершенствованного варианта выполнения станка согласно изобретению; на фиг. 15 разрез по линии XIV-XIV на фиг. 14; на фиг. 16 - изображение элемента, образующего концевую часть поверхности подвижного элемента; на фиг. 17 увеличенное изображение зоны зазора между намоточными валиками на фиг. 14; на фиг. 18 вид сбоку модифицированного варианта выполнения изобретения; на фиг. 19 схематическое изображение изделия, получаемого с помощью станка и способа согласно изобретению; на фиг. 20 и 21 показаны два последовательных положения, которые занимают намоточные валики в варианте выполнения, в котором межцентровое расстояние между указанными валиками является переменным.
На фиг. 1 схематично показаны основные элементы станка, согласно изобретению в соответствии с первым вариантом его выполнения. Позиция N обозначает полотно материала, которое сматывается с рулона большого диаметра (не показанного) и подается в направлении стрелки fN в зону намотки. Позиции 3 и 5 обозначают валики для смещения полотна материала N, а позиции 7 и 9 обозначают перфорирующие валики перфорирующей группы. Валик 7 представляет собой неподвижный валик, несущий ответные режущие устройства, с которыми взаимодействуют множество режущих устройств, закрепленных на вращающемся валике 9. Конструкция валиков 7 и 9 перфорирующей группы может быть любого хорошо известного типа, и не описывается здесь подробно. Полотно материала от перфорирующей группы валиков 7 и 9 подается к первому намоточному валику 11, вокруг которого указанное полотно материала наматывается. Первый намоточный валик 11 взаимодействует со вторым намоточным валиком 13, который вместе с валиком 11 ограничивает зазор 14, через который проходит полотно материала. За зазором 14 по направлению движения полотна материала ограничена зона, внутри которой формируют рулон. Рулон контактирует с намоточными валиками 11 и 13, а также с третьим подвижным, контролирующим диаметр рулона, валиком 15.
Вокруг оси А-А нижнего намоточного валика 13 установлен с возможностью поворота подвижный колеблющийся элемент 21, который предназначен для обрыва полотна материала в конце намотки рулона и для начала намотки следующего рулона, не имеющего центрального трубчатого сердечника. В показанном примере подвижный элемент 21 задействуется качающимся рычагом 23, толкатель 25 которого взаимодействует с кулачком 27. Однако, будет рационально, если задействование подвижного элемента 21 может также выполняться иным образом, например, с помощью независимого управляемого электродвигателя или с помощью других исполнительных устройств.
Подвижный элемент 21 используется для зажима полотна материала между указанным подвижным элементом и цилиндрической поверхностью первого намоточного валика 11, тем самым предопределяя обрыв полотна материала в заранее заданном месте и начало намотки нового рулона в соответствии с операциями, которые будут описаны ниже со ссылками на фиг. 2 8.
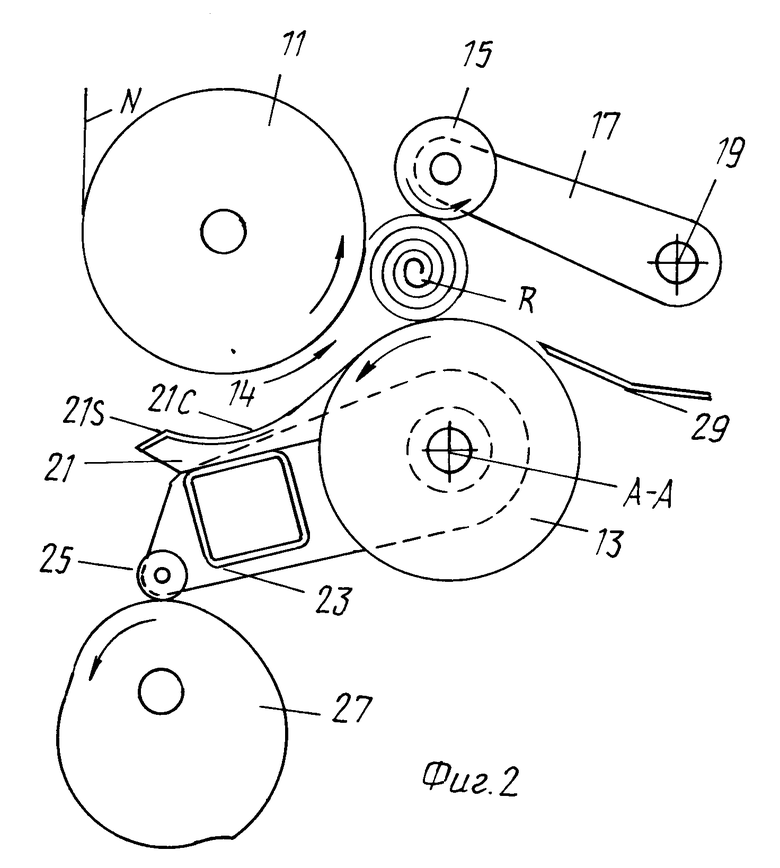
На фиг. 2 показан промежуточный этап намотки рулона R без сердечника. Рулон R, находится в контакте с тремя валиками 11, 13 и 15, которые вращаются в направлении против часовой стрелки. Окружная скорость этих валиков, по существу, равна скорости подачи полотна материала N. Подвижный элемент 21 находится в таком положении ниже намоточного валика 11, чтобы не влиять на продвижение вперед полотна материала N.
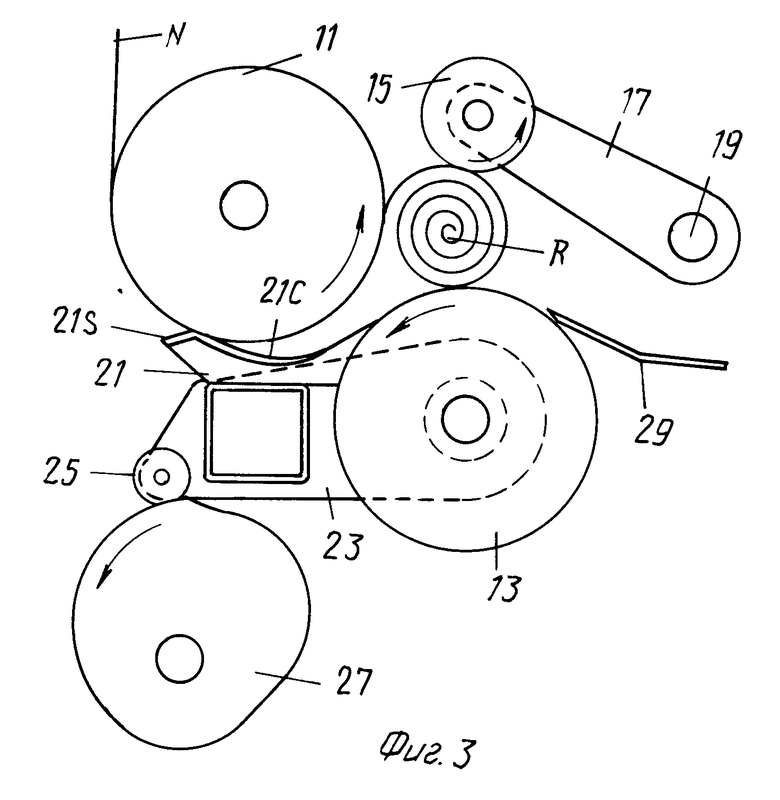
Когда рулон R достиг заранее определенной величины (которая определяется как функции диаметра и/или длины намотанного рулонного материала), подвижный элемент 21 смещается к первому намоточному валику 11, как показано на фиг. 3. Как показано на фигуре, это смещение осуществляется с помощью кулачка 27, который поворачивается в направлении против часовой стрелки и совершает один оборот за каждый цикл намотки, то есть для каждого образуемого рулона R. При показанном на фиг. 3 расположении узлов поверхность 21S подвижного элемента 21 находится очень близко от полотна материала N, но еще не касается его.
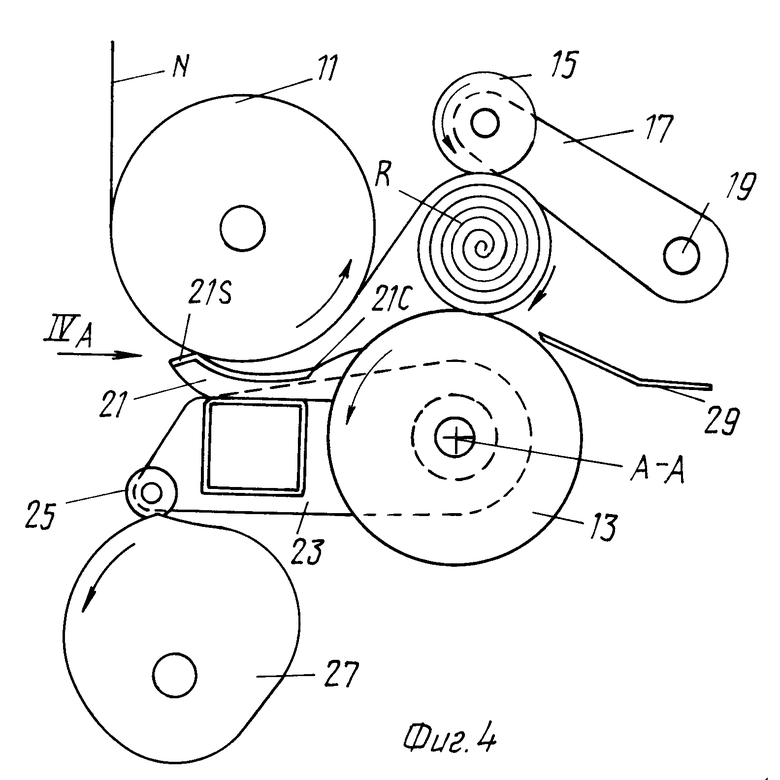
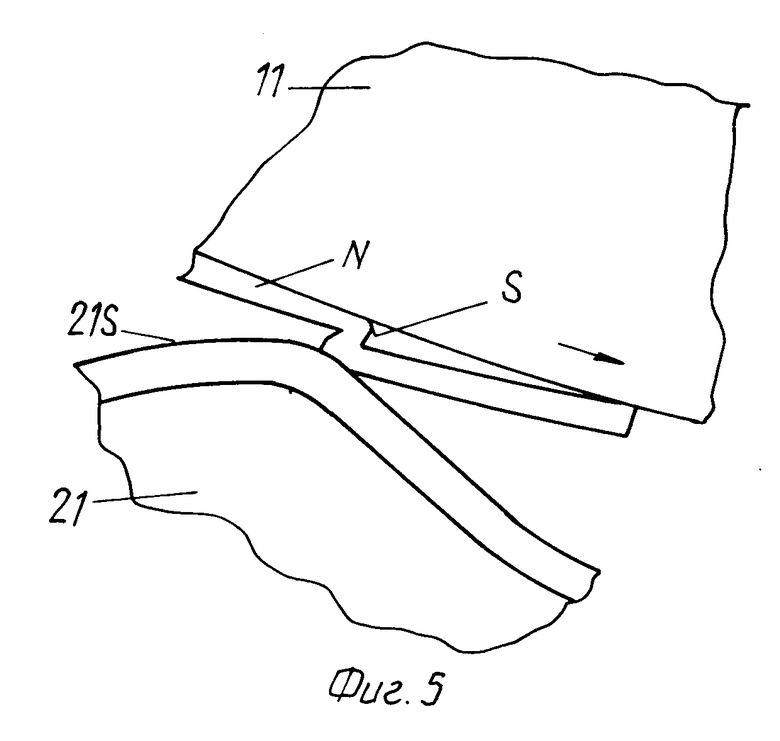
В тот момент, когда полотно материала N нужно оборвать и начать намотку следующего рулона, подвижный элемент 21 резко переводится из положения на фиг. 3 в положение на фиг. 3 в положение на фиг. 4, в котором поверхность 21S подвижного элемента 21 находится в контакте с полотном материала. При этом полотно материала придавливается, то есть зажимается, между указанной поверхностью 21 и цилиндрической поверхностью первого намоточного валика 11. Это зажимающее действие вызывает обрыв полотна материала вдоль перфорированной линии, которая находится между точкой контакта элемента 21 с полотном материала и только что изготовленным рулоном R. Зажим полотна материала между поверхностью 21S и поверхностью намоточного валика 11 заставляет закручиваться ведущий участок полотна материала, то есть тот участок, который находится рядом с местом обрыва. Это подробно показано на увеличенном изображении на фиг. 5.
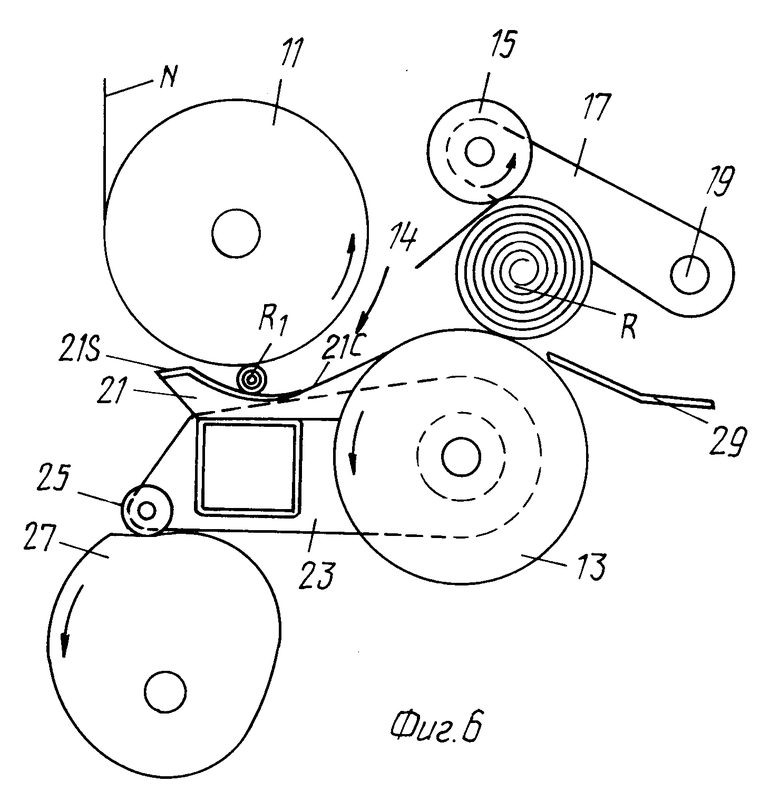
Как только полотно материала образовало петлю или виток S (фиг. 5), вращение намоточного валика 11 и небольшое удаление поверхности 21S подвижного элемента 21 от цилиндрической поверхности указанного намоточного валика 11 вызывают начало намотки следующего рулона. Следующий рулон начинает формироваться в зоне или полости/канале для намотки, ограниченной цилиндрической поверхностью намоточного валика 11 и вогнутой поверхностью 21С подвижного элемента 21 (фиг. 6). Кривизна поверхности 21 выбрана так, чтобы дать возможность наматываемому рулону увеличиваться в диаметре, сохраняя рулон в контакте с поверхностью 21С и цилиндрической поверхностью первого намоточного валика 11. В некоторых случаях поверхность 21С может быть плоской, как в случае, когда она имеет ограниченные размеры.
Перемещение вперед нового рулона в процессе его образования (показано поз. R1 на фиг. 6) осуществляется путем его перекатывания по поверхности 21С вследствие вращения намоточного валика в направлении против часовой стрелки. Скорость перемещения вперед нового рулона R1 равна половине скорости подачи полотна материала N. Как показано на фиг. 5, в этом положении подвижный элемент 21 не перемещается и находится на небольшом расстоянии от цилиндрической поверхности намоточного валика 11, то есть в том же положении, что показано и на фиг. 3, чтобы обеспечить свободное перемещение вперед полотна материала.
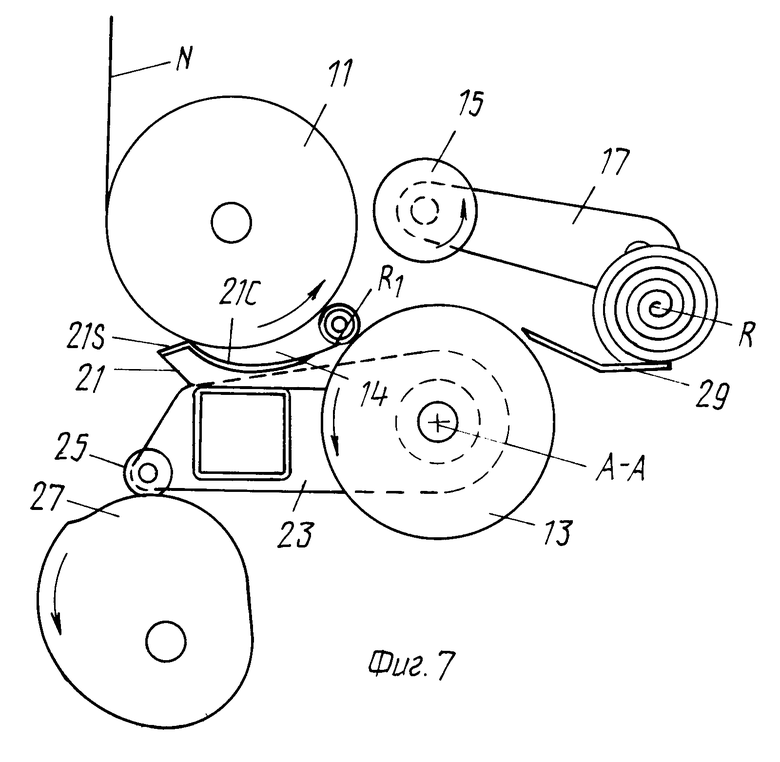
Форма поверхности 21С выполнена так, что она является касательной к цилиндрической поверхности второго намоточного валика 13, так что рулон R1 в процессе образования может плавно и без напряжения смещаться из положения, при котором он находится в контакте с поверхностью 21С, в положение, при котором он находится в контакте с цилиндрической поверхностью второго намоточного валика 13, тем самым принимая положение, показанное на фиг. 7. Из этого положения рулон R1 смещается вперед в зону намотки, ограниченную намоточными валиками 11 и 13 и контролирующим диаметр рулона валиком 15, причем эта зона освобождена от рулона, изготовленного в предыдущем цикле и выгружаемого по спускному лотку 29 для выгрузки.
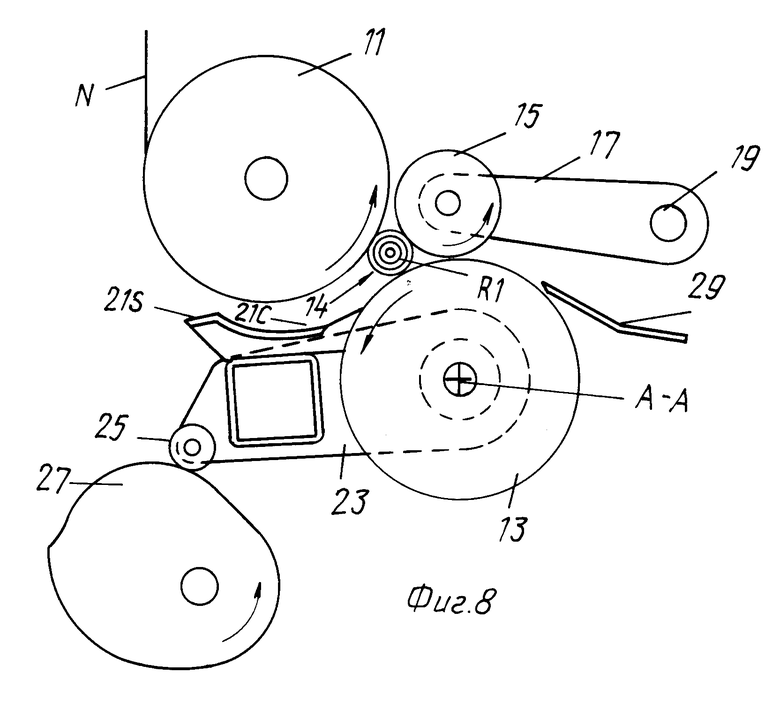
Выгрузка готового рулона R и перемещение нового рулона R1 через зазор 14 в зону намотки, ограниченную тремя валиками, может осуществляться за счет разницы в скорости. В частности, выгрузка рулона R может осуществляться или с помощью ускорения контролирующего диаметр рулона валика 15, или с помощью замедления второго намоточного валика 13, или даже за счет комбинированного действия этих двух изменений скорости. Если намоточный валик 13 замедляется, действие замедления также может служить для завершения ввода небольшого рулона R1, находящегося в процессе образования, через зазор 14 в зону намотки, ограниченную валиками 11, 13 и 15. Также существует возможность ввода наматываемого рулона R1 за счет постоянной разницы скоростей между намоточными валиками 11 и 13. В этом случае могут быть предусмотрены средства для изменения межцентрового расстояния между валиками 11 и 13 в процессе намотки.
Для облегчения выгрузки готового рулона R также можно использовать подвижный опускной лоток 29, который временно смещается ближе к рулону R.
Когда рулон R1 вышел из контакта с поверхностью 21С, подвижный элемент 21 можно сместить дальше от намоточного валика 11 в положение на фиг. 2 с тем, чтобы он не мешал перемещению полотна материала N вперед.
Подвижный элемент 21 может задействоваться не от кулачка 27, а от отдельного электродвигателя. Когда используется кулачок 27, он может приводиться через передачу, приводимую от центрального привода станка или от отдельного электродвигателя, который непосредственно приводит вал, на котором указанный кулачок 27 установлен с помощью шпонки.
Поверхность 21S подвижного элемента 21, которая контактирует с полотном материала, может быть покрыта эластично упругим материалом, чтобы улучшить образование витка или петли в начале намотки для получения каждого нового рулона. В качестве альтернативы этому или в сочетании с этим поверхность намоточного валика 11 может быть покрыта упругим материалом, таким как резина. Далее, можно способствовать началу намотки каждого рулона путем покрытия поверхности 21S и/или цилиндрической поверхности первого намоточного валика 11 материалом, имеющим высокий коэффициент трения.
В показанном предпочтительном варианте выполнения изобретения станок снабжен группой перфорирующих валиков 7 и 9. Это же является обязательным требованием, но при наличии таких валиков желательно, чтобы колебательное движение подвижного элемента 21 происходило синхронно с движением перфораторов 7 и 9 с тем, чтобы контакт между подвижным элементом 21 и валиком 11 происходил на определенном расстоянии от линии перфорации, находящейся впереди по направлению движения полотна материала от зоны контакта, чтобы обрыв происходил по указанной линии перфорации.
В варианте выполнения изобретения, изображенном на фиг. 1 8, обрыв полотна материала происходит за счет взаимодействия между подвижным элементом 21 и намоточным валиком 11. Однако это не является строго обязательным, даже если это и особенно рационально, поскольку обеспечивается более простая конструкция станка.
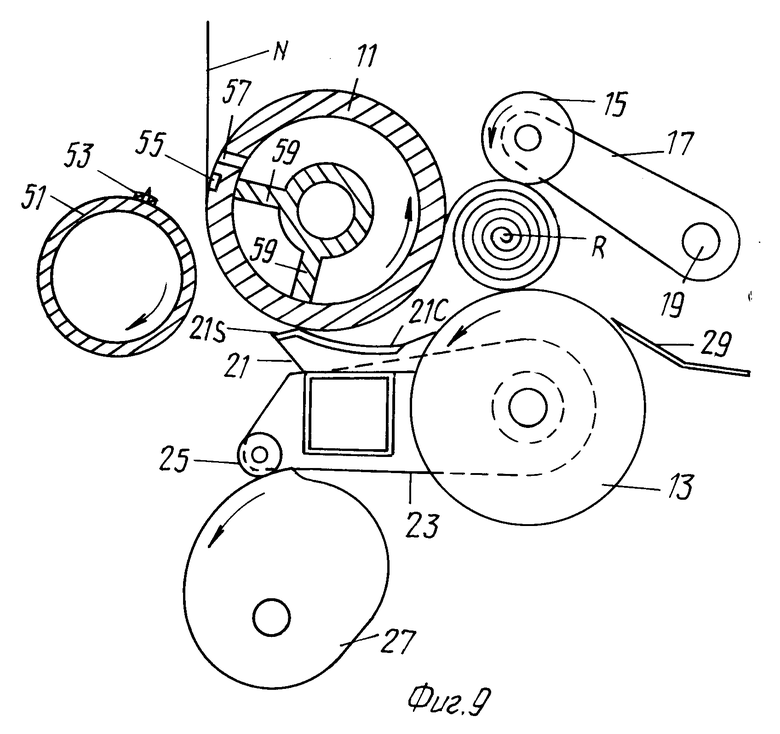
Фиг. 9 показывает возможный вариант выполнения станка согласно изобретению, в котором полотно материала N отрезается или обрывается до подвижного элемента 21. Детали, аналогичные или соответствующие деталям в варианте выполнения изобретения на фиг. 1 8, обозначены позициями с теми же номерами. В отличие от варианта выполнения изобретения на фиг. 1 8, в варианте выполнения на фиг. 9 имеется отрезное приспособление, которое в данном случае показано на фиг. 9 (не должно рассматриваться в ограничивающем смысле) и имеет резательный цилиндр 51 с резаком 53 или другим аналогичным режущим элементом. Цилиндр 51 вращается синхронно с валиком 11, и в заранее определенные моменты времени резак 53 может взаимодействовать с каналообразным ответным режущим элементом 55, выполненным на поверхности валика 11. Обрезка может выполняться или путем приближения цилиндра 51 к валику 11, или путем смещения резака 53 из гнезда, выполненного в цилиндре 51.
В настоящем случае на валике 11 выполнен ряд всасывающих отверстий 57 для удерживания, по меньшей мере, ведущего края полотна материала после его отрезания и для перемещения его в зону, где действует подвижный элемент 21. Позицией 59 обозначены разделительные стенки внутри валика 11, которые ограничивают вакуумную камеру.
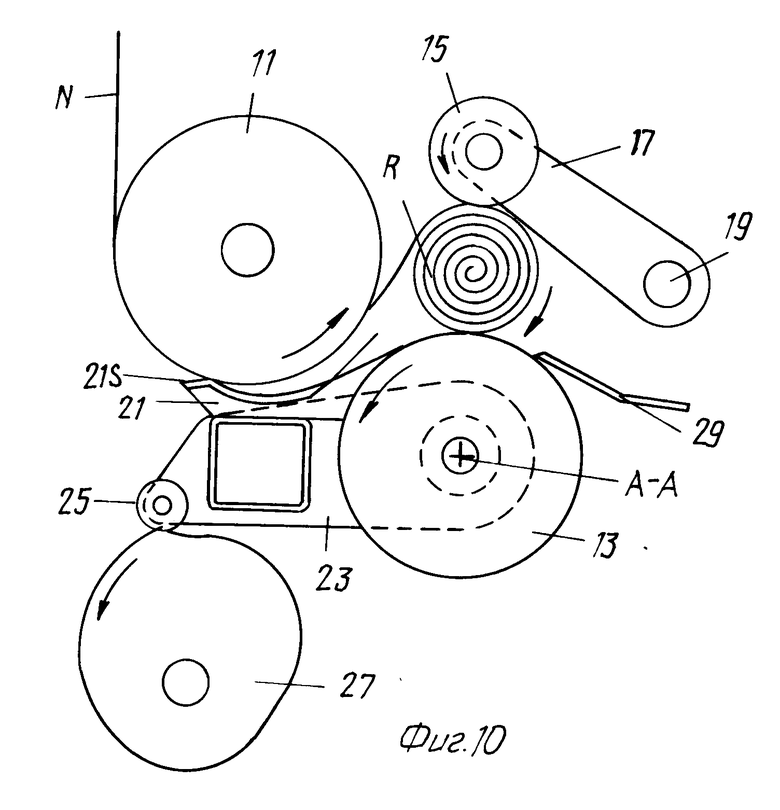
Отделение полотна материала также может выполняться другими способами. Например, путем ускорения контролирующего диаметр рулона валика 15 можно осуществить натяжение материала N, приводящее к его обрыву. В этом случае обрыв происходит соответственно по линии перфорации, как показано на фиг. 10. Обрыв может выполняться легче, если элемент 21 войдет в контакт с материалом N.
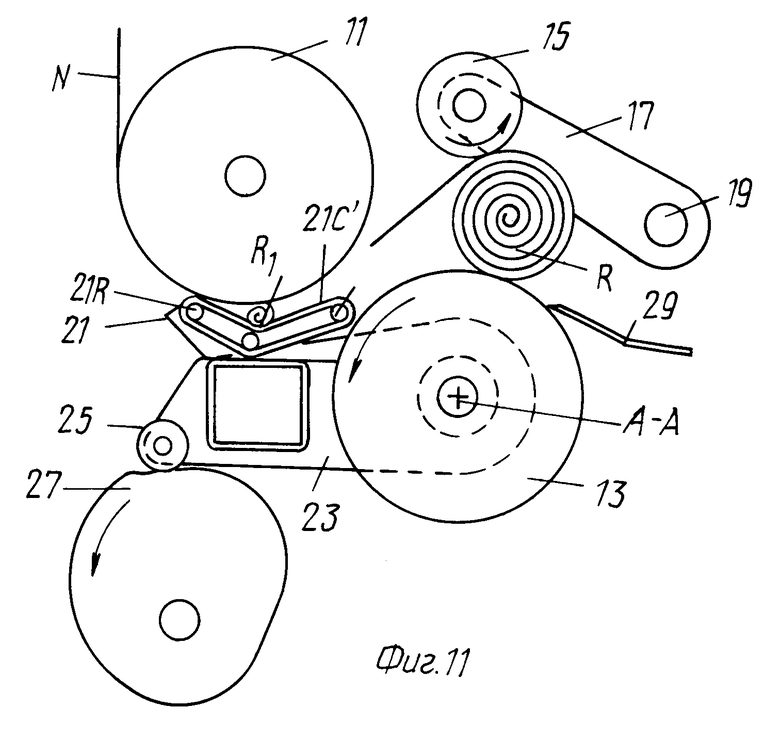
Конструктивные параметры поверхности 21С подвижного элемента 21 могут быть выбраны такими, чтобы соответствовать размеру рулона R, который образуется в пределах зоны, ограниченной поверхностью 21С и валиком 11. Это может быть достигнуто с помощью слоя упругого материала, нанесенного на образующую поверхность элемента 21 и составляющего поверхность 21С, или путем использования системы с гибким элементом в виде ремня или т.п. Этот вариант выполнения изобретения схематично показан на фиг. 11, и поверхность 21С' в этом случае образована ремнем, перемещающимся вокруг двух роликов 21R. Такая конструкция предотвращает проскальзывание ремня 21С (путем прижима его, например, к одному из роликов 21R), но она обеспечивает возможность деформации того же самого ремня под действием силы, приложенной к нему от рулона R1 в процессе образования рулона. Вместо бесконечного ремня можно использовать разомкнутый ремень с одним концом, прижатым к неподвижному элементу, и другим концом прижатым, например, к упругому ограничителю.
В вышеописанных вариантах выполнения изобретения рассматривался валик 11, имеющий наружную сплошную поверхность, к которой прижимается поверхность 21S подвижного элемента 21 для зажима полотна материала. Такой характер работы предполагает появление неоднократных механических напряжений вследствие непосредственного механического контакта между подвижным элементом 21 и намоточным валиком 11.
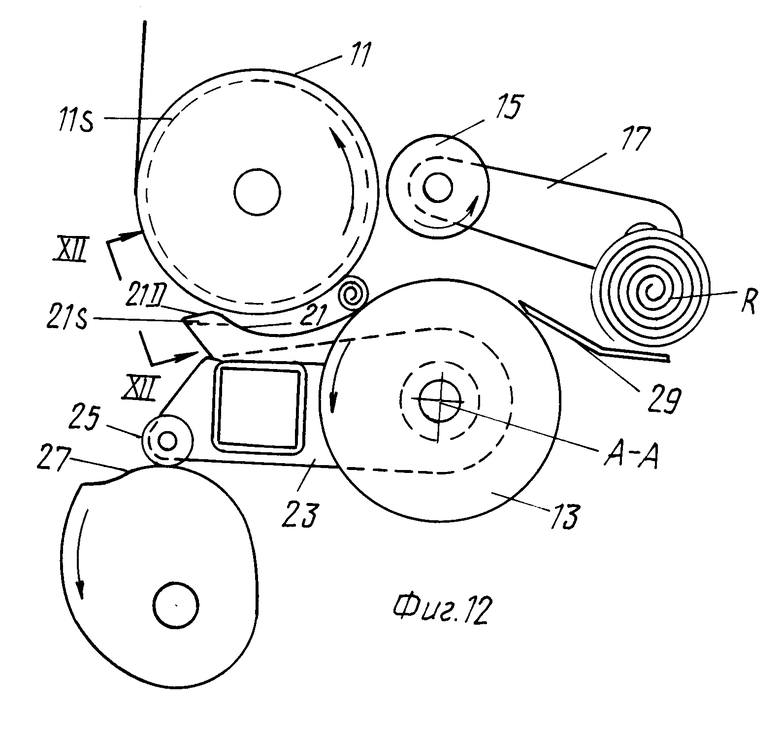
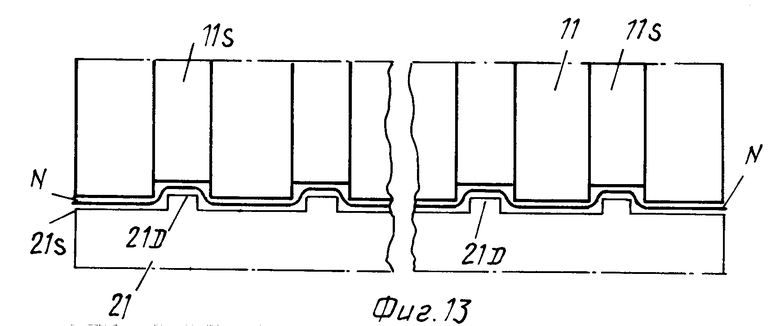
Чтобы избежать неоднократного механического взаимодействия и уменьшить таким образом напряжение и износ, можно, в соответствии со следующим вариантом выполнения изобретения, показанным на фиг. 12 и 13, выполнить на валике 11 множество кольцевых канавок 11S. В свою очередь, на поверхности 21S подвижного элемента 21 выполняется множество выступов 21D, расположенных напротив пазов 11S валика 11. Когда нужно начать намотку для образования нового рулона, подвижный элемент 21 приближается к намоточному валику 11 так, что выступы 21D входят, по меньшей мере частично, в кольцевые пазы 11S, как показано на фиг. 12. Это вызывает деформацию полотна материала N в поперечном направлении (то есть параллельно оси валика 11), как показано на фиг. 13, и, таким образом, действие трения на тот же материал. Трение достаточно для того, чтобы вызвать обрыв полотна материала по линии перфорации (если только такой обрыв уже не выполнен путем другой операции) и закручивание ведущего конца полотна материала, который тем самым начинает наматываться вокруг самого себя для получения нового рулона. Чтобы усилить эффект захвата полотна материала, как поверхности выступов 21D, так и ролика 11, в данном случае выполняются из материала, имеющего высокий коэффициент трения.
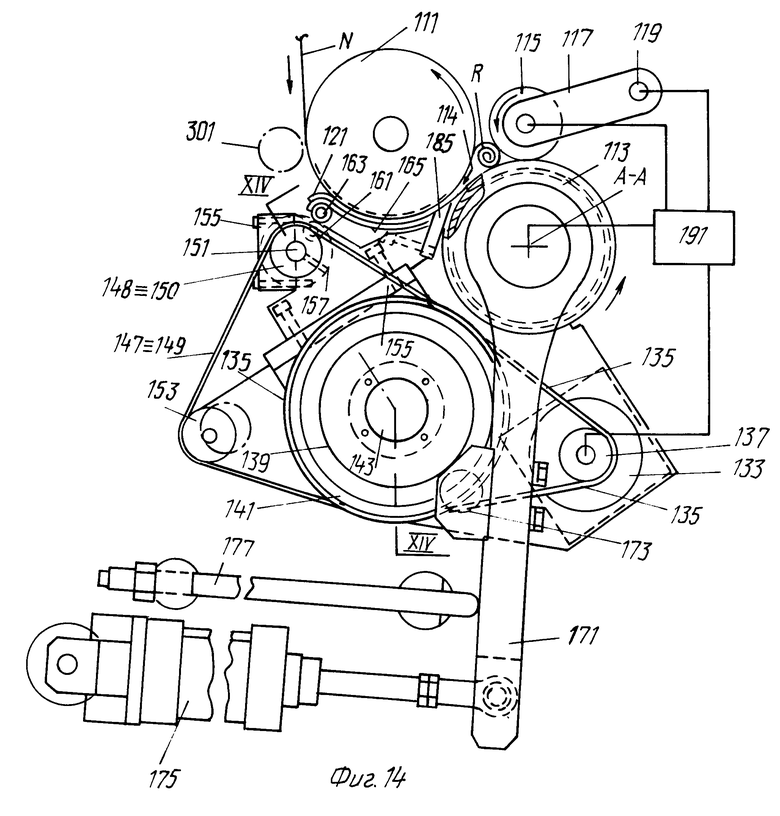
Фиг. 14 17 показывают модифицированный вариант выполнения изобретения.
Рассматривая сначала фиг. 14 и 15, можно видеть, что позиция 111 обозначен первый намоточный валик, вокруг которого перемещается полотно материала N, которое должно заматываться с целью образования рулонов R. Позиция 113 обозначен второй намоточный валик, ограничивающий вместе с первым намоточным валиком зазор 114. Оба намоточных валика 113 и 111 вращаются против часовой стрелки (фиг. 14). Позиция 115 обозначен третий валик, также вращающийся в направлении против часовой стрелки и способный перемещаться, чтобы обеспечить возможность увеличения и контроля диаметра рулона R в процессе образования. Третий валик 115 установлен на рычаге 117, шарнирно закрепленном в точке 119 на станине станка.
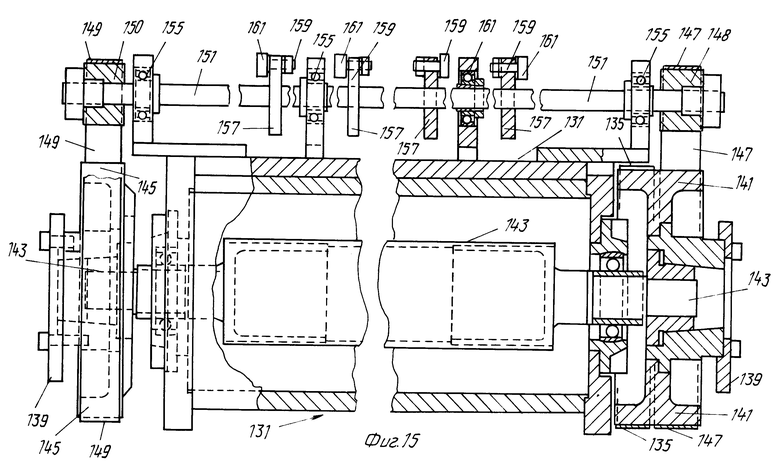
Позицией 131 в целом обозначен колеблющийся узел, закрепленный с возможностью поворота на оси вращения А-А второго намоточного валика 113. На узле 131 смонтирован электродвигатель 133, который с помощью ремня 135, приводимого вокруг приводного шкива 137, вращает два кулачка 139. Более точно, что показано в сечении на фиг. 15, ремень 135 приводится вокруг второго шкива 141, который с помощью шпонки крепится на конце вала 143. Первый кулачок 139 жестко связан со шкивом 141. На противоположном конце вала 143 c помощью шпонки крепится второй шкив 145 меньшего диаметра, который жестко связан со вторым кулачком 139, имеющим тот же профиль, что и первый кулачок. Профиль двух кулачков 139 показан на виде сбоку на фиг. 14. С помощью двух шкивов 141 и 145 приводятся соответствующие ремни 147, 149, которые передают движение от вала 143 к валу 151 через следующие передаточные шкивы 148, 150, установленные с помощью шпонок на валу 151. Далее ремни 147 и 149 направляются вокруг направляющих шкивов 153, только один из которых показан на фиг. 13.
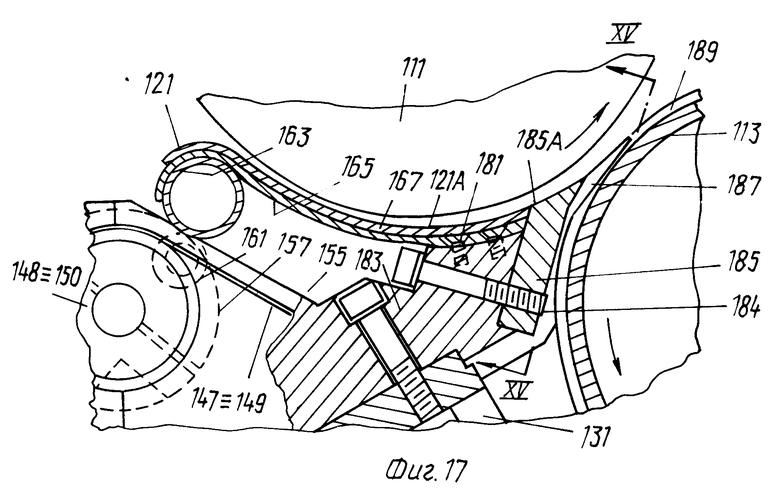
Вал 151 опирается на множество расположенных на некотором расстоянии друг от друга опор 155, установленных в узле 131. На валу 151 между опорами 155 с помощью шпонок установлены диски 157, каждый из которых несет ось 159, на которой установлен небольшой ролик 161 холостого хода. Небольшие ролики 161 взаимодействуют со стальным трубчатым элементом 163, прикрепленным к пластине 165 из легкого и гибкого материала, такого как углеродное волокно. Позиция 121 в целом обозначает элемент, образованный трубчатым элементом 163 и тонкой пластиной 165. К тонкой пластине 165 прикреплена прокладка 167 из эластично упругого материала, такого как резина или т.п. Позиция 121А в целом обозначает криволинейную поверхность, задаваемую подвижным элементом 121, который вместе с цилиндрической поверхностью намоточного валика 111 образует канал с увеличивающимся поперечным сечением, в котором в соответствии с операциями, описанными выше, начинается намотка для образования каждого нового рулона.
Пара рычагов 171 установлена с возможностью поворота на оси А-А, вокруг которого вращается намоточный валик 113 и относительно которой колеблется колеблющийся узел 131. На фиг. 14 показан только один рычаг 171, а второй симметрично расположен на противоположной стороне станка. На каждом рычаге 171 установлен небольшой направляющий ролик 173, образующий толкатель для соответствующего кулачка 139. При обычных условиях работы блок поршень-цилиндр 175 прижимает рычаги 171 к регулируемому упору 177, расположенному на станине станка, то есть жестко закрепленному относительно осей вращения намоточных валиков 111, 113. Задействуя средство регулирования упора 177, можно изменить взаимное положение поверхностей валика 11 и подвижного элемента 121.
Когда перемоточно-разрезной станок работает, валики 111, 113 и 115 вращаются в одном и том же направлении, чтобы поддерживать вращение рулона R в процессе намотки. После завершения намотки рулона R подвижный элемент 121 приближается к поверхности намоточного валика 111, по которой перемещается полотно материала, полотно материала зажимается или тормозится различными способами между поверхностью 121А подвижного элемента 121 и поверхностью валика 111, тем самым вызывая обрыв полотна материала между точкой зажима и готовым рулоном R, закручивание свободного конца оборванного таким образом полотна материала и начало намотки его вокруг самого себя для образования нового рулона.
Вышеупомянутые операции выполняются аналогично таким же операциям, рассмотренным подробно для ранее описанного варианта выполнения изобретения по фиг. 1 8, и снова подробно описываться не будут.
Однако, в отличие от того, что предусмотрено в предыдущем варианте выполнения изобретения, движение приближения подвижного элемента 121 к валику 111 может выполняться в два этапа. Фактически в течение намотки для образования рулона электродвигатель 133 не задействуется. Когда остается намотать еще определенное количество материала на почти готовый рулон, электродвигатель 133 запускается со скоростью, пропорциональной скорости работы станка, и его движение передается к двум кулачкам 139 через ремень 135. Профиль кулачка выполнен так, чтобы вызывать смещение узла 131 относительно оси А-А и, таким образом, вызвать постепенное приближение подвижного элемента 121 к поверхности валика 111. В каждом цикле намотки, то есть во время образования каждого рулона R, кулачок совершает полный оборот со скоростью, пропорциональной скорости полотна материала, и затем останавливается, ожидая следующего цикла, так что в течение каждого цикла намотки подвижный элемент 121 смещается к валику 111 и затем от него. Однако, смещение, получаемое с помощью двух кулачков 139, подводит поверхность 121 А к поверхности валика 111 недостаточно близко для того, чтобы вызвать обрыв полотна материала и его последующую намотку. Фактически, в то время, как поворот двух кулачков 139 вызывает постепенное приближение к валику 111, движение электродвигателя 133 передается также на вал 151 и, таким образом, на небольшие ролики 161, которые вращаются вокруг оси вала 151 и приводят упругую пластину 165 в колебательное движение относительно узла 131. Максимальное сближение между поверхностью 121А и цилиндрической поверхностью валика 111 происходит тогда, когда к сближающему смещению, обеспеченному двумя кулачками 139, добавляется сближающее перемещение платины 165, которое вызывается небольшими роликами 161, приводимыми во вращение с помощью вала 151.
Как показано на фиг. 14 и 15, диаметр шкивов 141, 145 значительно больше (как правило, в четыре раза больше), чем диаметр приводного шкива 137, диаметр которого, в свою очередь, приблизительно равен диаметру шкивов 148, 150, установленных на вале 151 с помощью шпонок. Это означает, что во время каждого оборота двух кулачков 139 и, следовательно, в течение каждого цикла намотки для образования рулона имеют место колебательные движения узла 131, приближающие его к валику 111, и определенное количество быстрых колебательных движений подвижного элемента 121 по отношению к узлу 131. Когда шкивы 137 и 148, 150 имеют один и тот же радиус, а каждый из шкивов 141, 145 имеет радиус, превышающий в четыре раза радиус шкива 137, происходит одно колебание узла 131 и четыре колебания подвижного элемента 121 в течение каждого цикла намотки. Колебательные движения так смещены по фазе друг относительно друга, что только одно из быстрых колебательных движений подвижного элемента 121 совпадает по времени с точкой максимального приближения узла 131 относительно валика 111.
Следовательно, вышеописанное устройство позволяет разделить движение сближения подвижного элемента 121 с намоточным валиком 111 на два движения, первое из которых (управляемое двумя кулачками 130) обеспечивает медленный и "грубый" подвод с низкой скоростью, а второе (управляемое небольшими роликами 161) дает быстрый и точный подвод. Это позволяет резко уменьшить имеющую место инерцию, поскольку подвижный элемент 121, который осуществляет циклическое движение с более высокой частотой, выполняется из деталей, имеющих значительно меньшую массу. Например, более тяжелые элементы, образующие узел 131, выполняют движения, которые в четыре раза медленнее и, следовательно, вызывают меньшие инерционные напряжения.
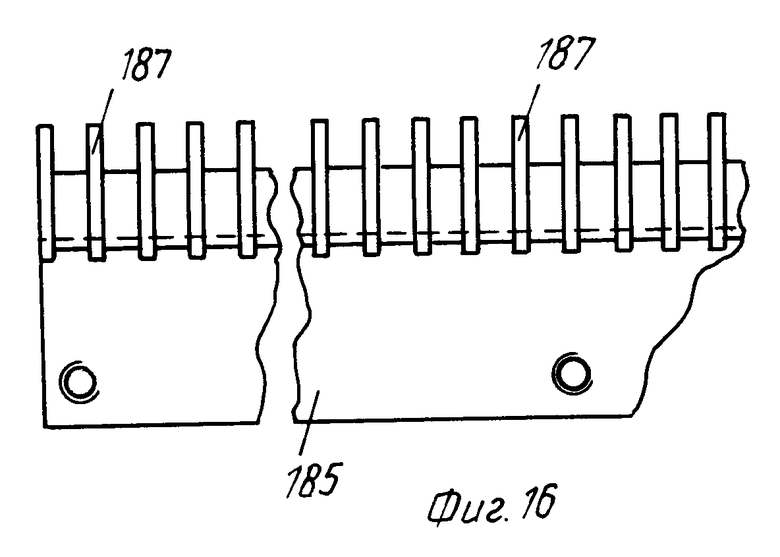
Обращаясь к фиг. 16 и 17, можно видеть, что тонкая пластина 165 крепится рядом винтов 181 к имеющей соответствующую форму передней части 183 опор 135, которые жестко закреплены на подвижном узле 131. На той же части 183 с помощью винтов 184 закреплен гребенчатый элемент 185, снабженный множеством зубьев 187, которые проходят внутрь кольцевых канавок 189 намоточного валика 113. Фиг. 16 показывает отдельное изображение гребенчатого элемента при виде по стрелке Г на фиг. 14, на котором зубья обозначены позицией 187. Далее, гребенчатый элемент имеет поверхность 185а, которая представляет собой продолжение поверхности 121А элемента 121.
Следовательно, гребенчатый элемент 185 обеспечивает гладкую, лишенную выступов поверхность качения для рулона в процессе намотки, который, таким образом, может легко и плавно перекатываться с поверхности 121А подвижного элемента 121 на цилиндрическую валика 113. Более того, если во время прохождения от поверхности 121А к поверхности валика 113 наматываемый рулон не является абсолютно параллельным осям намоточных валиков 111 и 113 (что, вероятно, будет иметь место, поскольку не предусмотрено никакого центрального сердечника, вокруг которого наматывается рулонный материал), гребенчатый элемент 185 позволяет автоматически выровнять рулон, когда он переходит с поверхности 121 А, 185А на поверхность валика 113. Действительно, если бы ось рулона была наклонена относительно оси валика 113, самая передняя часть рулона вошла бы в контакт с валиком 113 раньше, чем самая задняя часть, которая все еще находится в контакте с поверхностью 185А. С другой стороны, поскольку скорость движения цилиндрической поверхности валика 113 почти равна скорости движения поверхности валика 111, в то время как поверхность 185А неподвижна, происходит автоматическое замедление самой передней части рулона. Различным частям рулона только тогда будет придана одна и та же скорость поступательного перемещения вдоль зазора, ограниченного валиками 111 и 113, когда ось этого рулона будет абсолютно параллельна осям валиком 111 и 113.
Это действие по выравниванию наматываемого рулона относительно осей намоточных валиков может быть выполнено более эффективно путем соответствующего снижения скорости вращения второго намоточного валика относительно скорости вращения первого намоточного валика. Например, используя центральное управляющее устройство 191, схематично показанное на фиг. 14, можно назвать постепенное замедление намоточного валика 113 по отношению к намоточному валику 111 с тем, чтобы вызвать перемещение наматываемого рулона по зазору, ограниченному валиками. Если замедление началось с некоторой задержкой по отношению к моменту времени, к который рулон достиг зоны передачи между гребенчатым элементом 185, 187 и поверхностью намоточного валика 113, наступит момент времени, в который рулон стремится остаться неподвижным в точке, в которой он входит в контакт обоими валиками 111, 113. В том случае, если рулон не выровнен полностью относительно осей намоточных валиков, выравнивание рулона будет достигнуто именно в этот момент времени. В этом случае предусмотрены средства для отвода валиков 111, 113 друг от друга.
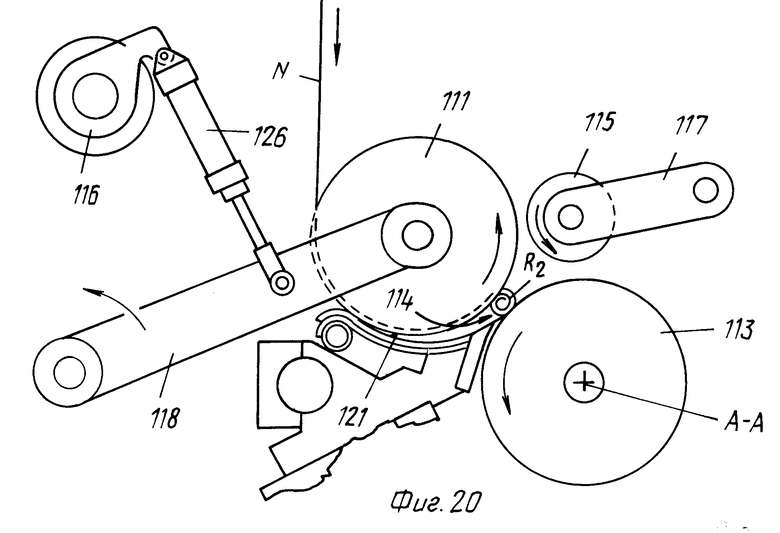
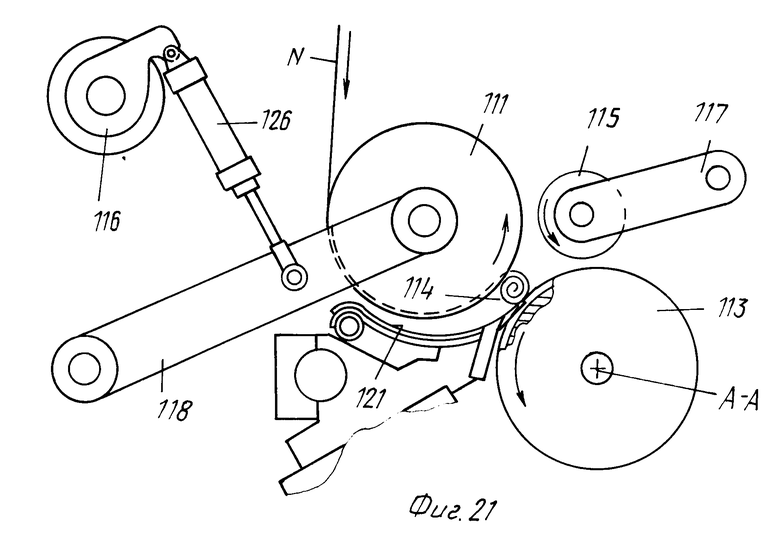
Возможность взаимного перемещения намоточных валиков 111, 113 как в направлении друг от друга, так и в направлении друг к другу, также может быть предусмотрена независимо от операций, с помощью которых регулируется скорость вращения валика 113. Например, может быть обеспечена или постоянная, или переменная скорость между валиками 111, 113 без остановки рулона (то есть при постепенном и непрерывном движении указанного рулона вперед между валиками 111, 113) за счет движения постепенного смещения осей валиков. Это постепенное смещение может управляться исполнительным механизмом или может осуществляться за счет упругой деформации, вызываемой увеличением рулона в процессе намотки. Модифицированный вариант выполнения изобретения показан на фиг. 20 и 21, на которых намоточные валики 111, 113 показаны в двух последовательных положениях во время операции передачи рулона 2 внутри зазора 114.
При этом варианте выполнения изобретения валики 111, 113 постепенно удаляются друг от друга с помощью исполнительного механизма 116, который соединен с парой колеблющихся рычагов 118, несущих валик 111, только один из которых показан на рисунке, а второй расположен симметрично ему.
Исполнительный механизм 116 соединен с рычагом 118 с помощью упругого элемента 126. Очевидно, что управляемое движение удаления и повторного сближения валиков 111, 113 также может быть получено путем смещения валика 113 относительно валика 111, при этом ось валика 111 остается неподвижной, но в данном случае недостатком является то, что приходится также перемещать колеблющиеся вокруг оси валика 113 элементы.
Величина взаимного смещения валиков достаточно ограничена с тем, чтобы не вызвать отрицательного действия, связанного с натяжением полотна материала даже тогда, когда перемещающимся валиком является валик 111.
Центральное управляющее устройство 191 также может служить для управления: движением подъема и опускания подвижного контролирующего диаметр рулона валика 115; возможным ускорением валика, чтобы вызвать выгрузку готового рулона; электродвигателем 133 для управления колебанием узла 131; и, взаимно, исполнительным механизмом, который определяет взаимное удаление друг от друга валиков 111, 113.
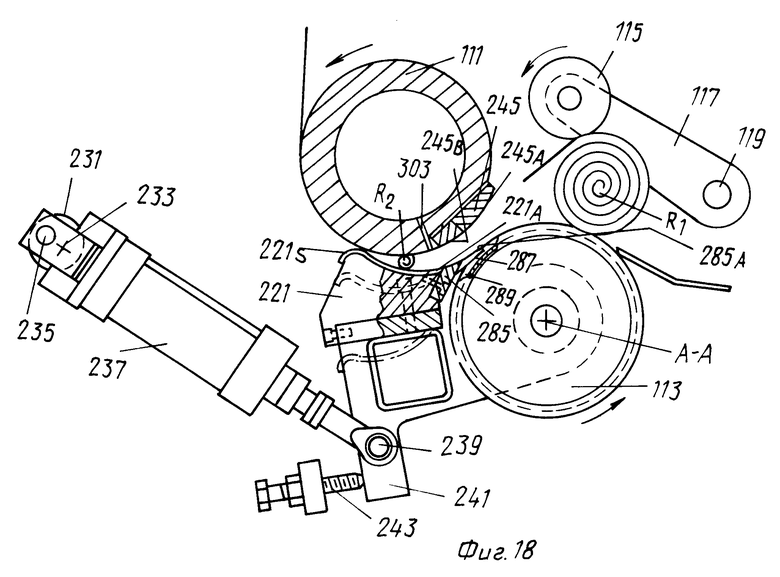
Фиг. 18 показывает модифицированный вариант выполнения перемоточно-разрезного станка, согласно изобретению. Позиция 221 в целом обозначает подвижный элемент, закрепленный с возможностью поворота вокруг оси А-А вращения нижнего намоточного валика, обозначенного снова позицией 113. Верхний намоточный валик и третий валик снова обозначены позиции 111 и 115. Поверхность качения рулона в начале цикла намотки обозначена позиция 221А. Гребенчатый элемент, аналогичный элементу 185, обозначен позицией 285 и имеет зубья 287, взаимодействующие с кольцевыми канавками 289 валика 113. Готовый рулон в процессе выгрузки обозначен R1, а рулон на первой стадии намотки обозначен R2.
В этом варианте исполнения движения сближения между поверхностью 221А подвижного элемента 221 и цилиндрической поверхностью валика 111 также разделено на два этапа, но они выполняются иначе, чем описанные в предыдущем варианте выполнения. Действительно, подвижный элемент 221 смещается с помощью диска 231, вращающегося вокруг оси 233 и поворотно связанного через эксцентриковую ось 235 поворота с упругим элементом 237, представляющим узел поршень цилиндр или аналогичное устройство, шарнирно закрепленным в точке 239 на выступе 241 колеблющегося элемента 221. На практике система, образованная элементами 231, 233, 235, 237, 239, 241, является двойной и расположена на двух боковых рамах станка. Вращение диска 231, передаваемое с помощью элемента 237, действующего как соединительный шток, вызывает движение вокруг оси А-А. В момент максимального приближения элемента 221 к валику 111, плечо 241 контактирует с регулируемым упором 243. Положение упора 243 может быть отрегулировано таким образом, что сближение будет иметь место только в тот момент, когда кривошипно-шатунный механизм, состоящий из диска 231, оси 235 поворота и упругого элемента 237, находится в наружной мертвой точке или даже перед этой мертвой точкой, и в этом случае остающийся ход демпфируется за счет упругости пневматической пружины, состоящей из узла поршень-цилиндр 237.
В любом случае, в тот момент, когда плечо 241 находится в контакте с упором 243, точка 221S поверхности подвижного элемента не контактирует с поверхностью валика 111, поскольку окончательное сближение на очень высокой скорости достигается путем выдвижения сектора 245 валика 111 радиально наружу. Движение выдвижения сектора 245 может происходить во время оборота, который предшествует полезному контакту, в то время как возвратное движение в положение покоя может происходить во время последующего оборота. Масса сектора 245 достаточно ограничена для того, чтобы обеспечить в этом временном интервале временное выдвигающее смещение с тем, чтобы добиться контакта между наружной поверхностью сектора 245 и поверхностью 221S подвижного элемента 221 во время прохождения сектора 245 перед указанным подвижным элементом 221.
Приостановка (торможение) рулонного материала N в конце цикла намотки также может выполняться с помощью отрезного устройства, расположенного по ходу движения полотна материала до подвижного элемента 121 или 221, например, с помощью резального цилиндра, несущего резак, взаимодействующий с пазом на валике 111, и с помощью всасывающих средств, которые удерживают (свободный) край за местом разреза по ходу движения полотна материала, чтобы подать его в направлении подвижного элемента 121 или 221. В этом случае сближение указанного подвижного элемента с валиком 111 имеет целью вызвать только закручивание свободного конца полотна материала и начало намотки для образования нового рулона, такое сближение должно происходить после того, как свободный край прошел точку максимального сближения между валиком 111 и подвижным элементом 221 или 121.
Однако для упрощения конструкции станка предпочтительно выполнить отделение полотна материала N путем обрыва благодаря торможению указанного материала, зажатого между подвижным элементом 121 или 221 и валиком 111, как схематично показано на примерах, изображенных в приложенных графических материалах. В этом случае процесс обрыва можно облегчить путем выполнения продольной части поверхности валика 111 с коэффициентом трения, значительно меньшим по сравнению с коэффициентом трения поверхности, которая непосредственно примыкает к данной продольной части ниже по ходу движения подачи полотна материала. В варианте выполнения на фиг. 18 подвижный сектор 245 может иметь, например, два разных участка наружной поверхности, обозначенные соответственно позициями 245А и 245В. Поверхность 245А имеет более низкий коэффициент трения и может представлять собой, например, гладкую поверхность, в то время как поверхность 2458 имеет более высокий коэффициент трения и может быть образована, например, слоем наждачного полотна, имеющим коэффициент трения, равный или даже больший, чем коэффициент трения оставшейся поверхности валика 111. При такой конструкции путем соответствующей синхронизации движений подвижного элемента 221 и сектора 245 с положением линий перфорации на полотне материала N можно добиться того, что одна линия перфорации будет находиться на поверхности 245А или непосредственно за ней по ходу движения полотна материала именно в тот момент времени, когда подвижный элемент 221 контактирует с сектором 245, и зажать полотно материала между подвижным элементом 221 и поверхностью 245А. Это вызывает проскальзывание (которому способствует низкий коэффициент трения) полотна материала по поверхности 245А и последующий его обрыв по линии перфорации. Последующий практически немедленный подвод участка поверхности 2458, имеющий высокий коэффициент трения, способствует закручиванию полученного таким образом ведущего края полотна материала и началу намотки.
Изложенная выше идея облегчения обрыва с помощью параметра шероховатости поверхности валика 111 может также применяться в варианте выполнения на фиг. 14, в этом случае поверхности, имеющие низкий и высокий коэффициенты трения, выполняются непосредственно на валике 111, а не на подвижном секторе указанного валика.
Когда поверхности намоточного валика и подвижного элемента вступают в контакт друг с другом, чтобы вызвать приостановку (торможение) полотна материала и/или начало намотки, может появиться тенденция ослабления натяжения полотна материала перед точкой контакта по ходу движения материала. Могут быть предусмотрены средства для предотвращения распространения этой потери натяжения в полотне материала выше по ходу его движения. Соответствующее приспособление для этой цели может состоять из небольшого валика, или приводимого от электродвигателя, или установленного без принудительного привода, контактирующего с полотном материала в зоне, в которой указанный материал подается на первый намоточный валик. Такой небольшой валик показан на фиг. 14 пунктирной линией и обозначен позицией 301. Контакт между валиками 111 и 301 предотвращает потерю натяжения полотна материала N до указанных валиков по ходу движения полотна материала.
Могут быть предусмотрены дополнительные средства для предотвращения ослабления натяжения в виде множества всасывающих отверстий 303 на цилиндрической поверхности валика 111, которые вызывают прилипание полотна материала к поверхности того же самого валика 111. Такое решение показано на фиг. 18. Очевидно, что эти два решения взаимозаменяемы или могут действовать совместно и могут применяться или альтернативно, или совместно во всех вариантах выполнения, показанных на прилагаемых графических материалах. При использовании всасывающей системы вакуум внутри отверстий 303 может быть прерван в соответствующее время любым хорошо известным образом.
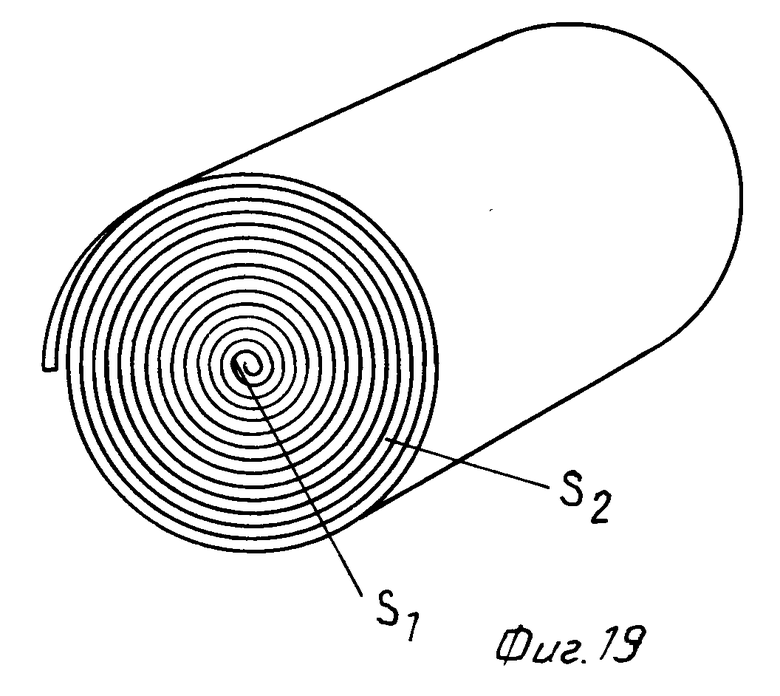
Фиг. 19 схематично показывает часть небольшого рулона, полученного путем поперечной резки рулона вышеописанным перемоточно-разрезным станком. Как ясно показано на фиг. 19, у небольшого рулона нет центрального сердечника. В нем также нет никакого отверстия и нет пустой центральной зоны, но вместо этого он полностью заполнен материалом. В частности, видна центральная зона сердечника, обозначенная S1, в которой витки имеют более высокую плотность, то есть более плотно упакованы, и наружная зона, обозначенная S2, в которой витки имеют немного меньшую плотность. Зона S1 это зона, которая образуется во время перемещения рулона внутри зазора, образованного поверхностью 121А или 221А и поверхностью валика 111. Зона S2 это зона, которая образуется во время намотки между намоточными валиками 111, 113 и, после этого, между валиками 111, 113 и 115. Диаметр более плотной зоны S1 может составлять от 1 до 20 мм.
Вышеописанное устройство позволяет получать рулон из полотна материала, как правило, типа бумаги, который используется, например, при изготовлении небольших рулонов туалетной бумаги, универсальных полотен и т.п. Бумажное полотно материала может быть однослойным или состоять из более, чем одного слоя, причем слои могут быть соединены любым известным способом, таким как каландрировано, тиснение или т.п.
Следует понимать, что изобретение может быть реализовано в других вариантах его выполнения без отступлений от его идеи или от его отличительных признаков.
Изобретение относится к изготовлению рулонов из полотна материала, намотанных без центрального сердечника. Станок содержит первый намоточный валик, вокруг которого подается полотно материала, и второй намоточный валик, ограничивающий вместе с первым намоточным валиком зазор, через который проходит полотно материала. Предусмотрен также элемент, который может перемещаться относительно первого намоточного валика и который циклично смещается к поверхности первого намоточного валика при наличии полотна материала между элементом и валиком, чтобы зажать и, следовательно, затормозить полотно материала между ними, тем самым обрывая полотно материала и вызывая начало намотки ведущего края, образованного при обрыве полотна материала, вокруг самого себя. 3 с.п., 45 з.п. ф-лы, 21 ил.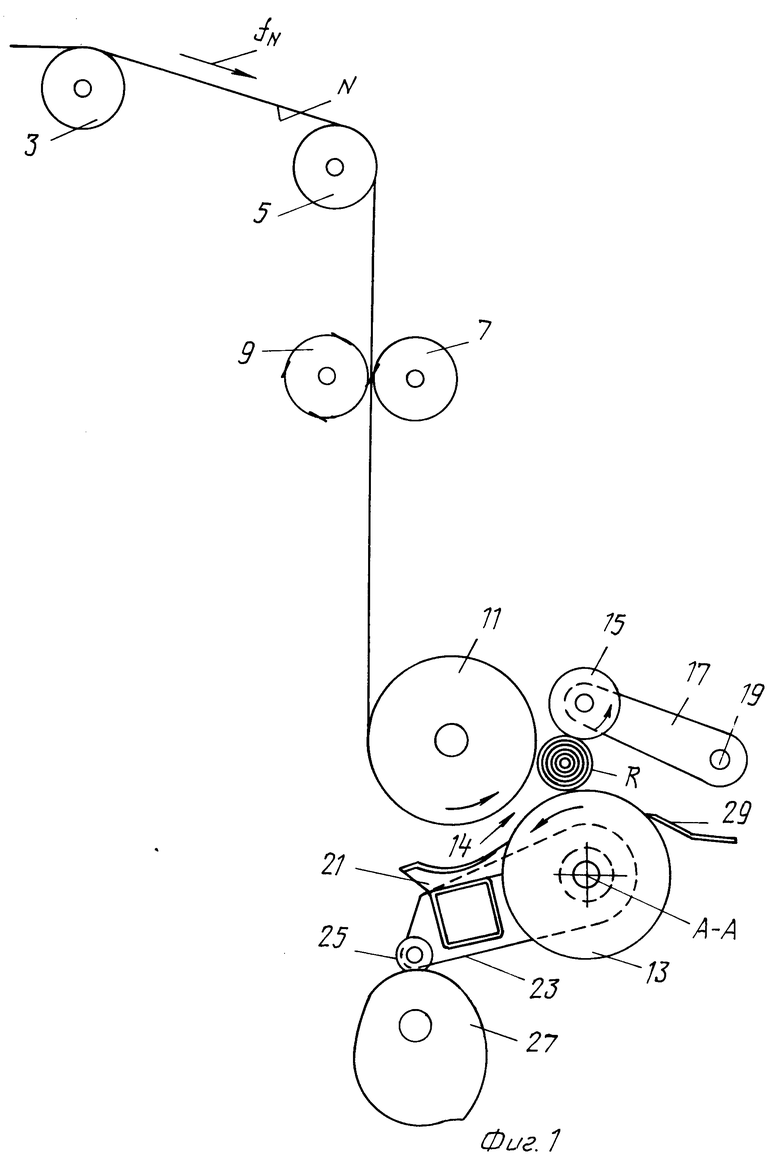
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Заявка ФРГ N 3739341, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СИСТЕМА КОНДЕНСАЦИИ, РАБОТАЮЩАЯ ПРИ ОДНОМ И РАЗЛИЧНЫХ ДАВЛЕНИЯХ | 2015 |
|
RU2706094C2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

