Область техники, к которой относится изобретение
Изобретение касается перемоточного станка для образования валиков или рулонов ленточного материала, например, и в частности, бумажной ленты для производства рулонов туалетной бумаги, рулонов впитывающей бумаги для бытового использования, промышленных рулонов и тому подобное.
Более конкретно, изобретение касается автоматических периферийных перемоточных станков, в которых перемотка происходит, по меньшей мере, частично с валика или рулона при образовании в контакте с системой вращающихся намоточных валиков.
Существует много различных типов автоматических периферийных перемоточных станков, которые отличаются друг от друга, в частности, системой отрезания или прерывания ленточного материала в конце цикла намотки, чтобы начать следующий намоточный цикл.
Автоматические периферийные перемоточные станки известны, например, из патентов США NN 4.487.377; 4.723.724; 4.828.195 и 5.137.225.
Перемоточный станок, в частности, с простой и эффективной системой прерывания ленточного материала в конце каждого отдельного наматывания описан в заявке на патент PCT/1Т94/00031 с приоритетом итальянской заявки на патент N F 1934000058, содержание которой образует неотъемлемую часть настоящего описания. Соответствующие описанию в вышеупомянутых заявках на патенты станки изготавливает и продает заявитель с фирменным названием SlNCRO (зарегистрированный товарный знак). Перемоточный станок, описанный в заявке на патент PCT/IT94/00031, имеет:
- первый намоточный валик, вокруг которого движется ленточный материал;
- второй намоточный валик, образующий вместе с первым намоточным валиком захват, через который должна проходить втулка ленточного материала;
- средства подачи ленточного материала в упомянутый захват, где эти средства имеют скорость продвижения вперед, по существу равную скорости подачи ленточного материала;
- средство введения втулки, на которой должен наматываться ленточный материал;
- перед упомянутым захватом относительно направления продвижения вперед ленточного материала, поверхность качения, образующая вместе со средством подачи ленточного материала канал, в который вводится втулка;
- средства прерывания ленточного материала, взаимодействующие с упомянутыми средствами подачи ленточного материала в промежуточном местоположении вдоль упомянутого канала между точкой введения новой втулки и упомянутым захватом.
Цель настоящего изобретения состоит в том, чтобы обеспечить усовершенствование станка, описанного в заявке на патент PCT/IT94/00031, которое делает станок особенно гибким в отношении разнообразия диаметров намоточной втулки, на которой наматывается рулон, и которое делает возможным с минимальным вмешательством и без замены деталей переходить от производства рулонов с трубчатой втулкой определенного диаметра к производству рулонов с трубчатой втулкой, имеющей больший или меньший диаметр, возможно, на несколько десятков миллиметров.
В соответствии с изобретением, поверхность качения, образующая упомянутый канал, по существу делают, по меньшей мере частично, посредством отклоняющейся опоры.
Более конкретно, в предпочтительном варианте осуществления, поверхность качения, образующая канал перед захватом между первым и вторым намоточными валиками, делится на две или лучше на три части: первая часть представляет область введения втулок в неподвижной части относительно средства введения, вторая образована упомянутой отклоняющейся опорой, и третья образована связующей поверхностью, которая неподвижна относительно оси второго намоточного валика. Следовательно, втулка после введения продвигается вперед по каналу, образованному отклоняющейся поверхностью качения, которая может отклоняться благодаря упругой эластичности таким образом, что размер канала приспосабливается к диаметру втулки, который может поэтому изменяться довольно в широком диапазоне диаметров. До введения в захват, отделенный намоточными валиками, втулка (с ленточным материалом, намотанным на ней) проходит от отклоняющейся опоры к связующей поверхности, которая являясь неподвижной относительно второго намоточного валика, может всегда располагаться в положении, где она по существу образует касательную к цилиндрической поверхности упомянутого второго валика, так, что втулка всегда проходит от поверхности качения перед захватом к намоточному валику без толчка и без напряжения, независимо от диаметра втулки и отклонения опоры.
В предпочтительном варианте осуществления канал образован между изогнутой поверхностью качения и цилиндрической поверхностью первого намоточного валика, но не исключаются различные решения и конфигурации, предлагаемые в заявке на патент PCT/IT94/00031.
Расстояние между центрами первого и второго валиков может быть фиксированным или меняющимся в течение обработки такого типа рулона, который имеет втулку заранее определенного диаметра. Размер захвата между намоточными валиками может быть несколько меньше, чем диаметр втулки (увеличенный за счет толщины первых витков ленточного материала, который наматывается на нее до подхода к захвату). В этом случае прохождение втулки через захват происходит полностью из-за радиальной упругости втулки, которая изготовлена из картона или аналогичного материала. И, наоборот, расстояние между центрами намоточных валиков можно делать таким образом, чтобы оно циклически изменялось во время работы, например, с помощью кулачка или электронной системы управления с независимым двигателем, или другим методом, известным специалистам в данной области техники.
В особенно выгодном варианте осуществления соответствующего изобретению станка, чтобы обеспечить возможность станку приспосабливаться к диаметрам втулки рулона, которые могут сильно меняться, второй намоточный валик и связующую поверхность располагают на подвижном блоке, местоположение которого относительно первого намоточного валика можно регулировать в соответствии с диаметром втулок, используемых в различные моменты времени.
Точно так же отклоняющуюся опору и средство введения можно располагать на подвижном блоке, местоположение которого относительно первого намоточного валика можно изменять таким образом, чтобы приспосабливать размер канала к диаметру втулки.
В случае такого устройства можно на одном и том же станке производить либо рулоны для производства туалетной бумаги или подобные рулоны для бытового использования, либо валики для производства так называемых промышленных рулонов, обычно снабженных намоточными втулками значительно большего диаметра, который может меняться в больших пределах.
В последующем тексте описаны и показаны в прилагаемой формуле изобретения дополнительные выгодные характеристики и предпочтительные варианты осуществления соответствующего изобретению перемоточного станка.
Изобретение будет более понятно из описания и прилагаемых чертежей, на которых показан вариант осуществления изобретения, приведенный в качестве примера и без ограничения.
В частности, на чертежах:
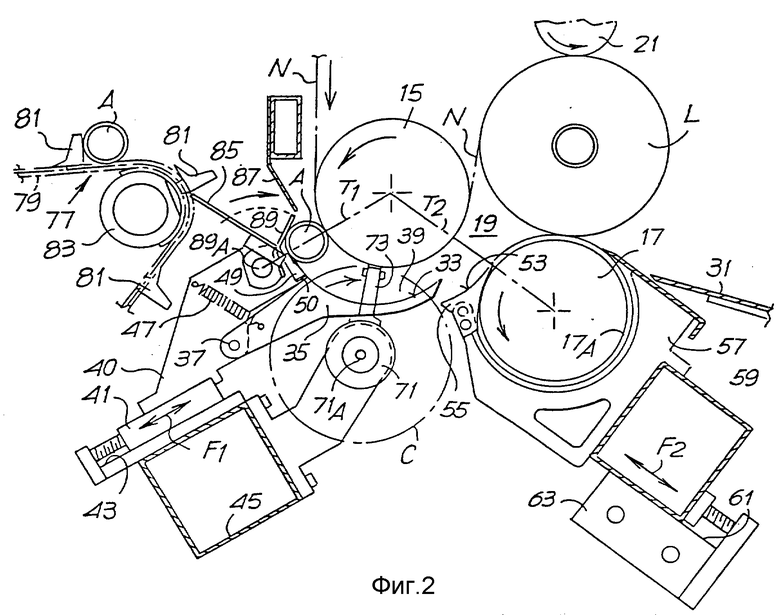
Фиг. 1-6 представляет схематически виды сбоку шести последовательных этапов рабочего цикла соответствующего изобретению перемоточного станка.
Фиг. 7 представляет кинематическую схему возможного механизма для управления средством введения втулки и для прерывания ленточного материала.
Перемоточный станок имеет группу валиков для подачи ленточного материала N, только один из которых виден на фиг. 1 и показан здесь позицией 1. Ленточный материал, обычно бумага, в один или несколько слоев, подается с высокой скоростью (порядка 400-1000 м/мин) через блок перфорирования, обозначенный в общем позицией 5, содержащий (в показанном примере) неподвижную опору 7 и вращающийся цилиндр 9. Неподвижная опора несет на себе контр-нож 11, взаимодействующий с множеством ножей 13, расположенных на вращающемся цилиндре 9.
Первый намоточный валик 15, относительно которого движется ленточный материал N, и второй намоточный валик 17 расположены после блока перфорирования 5. Два валика 15 и 17 вращаются в одном направлении (против часовой стрелки на рисунках). Они образуют захват 19, посредством которого подается ленточный материал N. Позицией 21 показан третий валик, вращающийся в том же направлении, что и валики 15 и 17, и расположен на отклоняющемся рычаге 23, подвешенном на конструкции станка. Исполнительный механизм 27 управляет отклонением рычага 23 таким образом, чтобы допускать управление увеличением рулона во время намотки в станке.
Намоточные валики 15, 17 и 21 образуют участок, где завершается наматывание отдельного рулона в соответствии с методами, описанными в последующем тексте.
После намоточных валиков расположен наклонный скат 31, по которому обеспечивается качение завершенных рулонов L и направление их к средству склеивания, которое на чертежах не показано и известно специалистам в данной области техники.
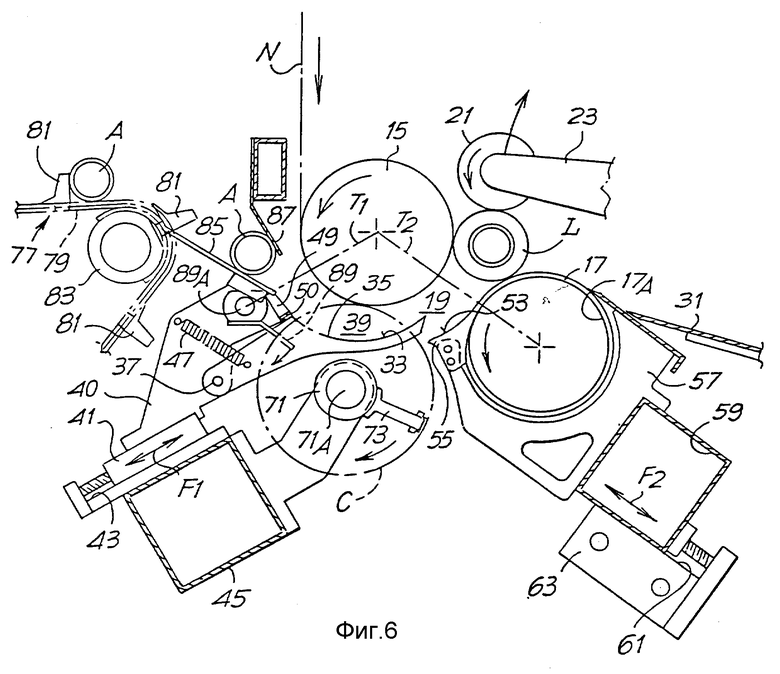
Перед захватом 19 расположена изогнутая поверхность качения 33, состоящая из отклоняющейся опоры 35, образованной из множества параллельных полосок, которые образуют гребневидную конструкцию для указанных ниже целей. Вместе с цилиндрической поверхностью валика 15 отклоняющаяся опора 35 образует канал 39, в который последовательно вводятся намоточные втулки. Отклоняющаяся опора 35 навешена посредством оси 37 к подвижному блоку 40, расположенному на скользящем блоке 41, положение которого можно регулировать вдоль направляющей 43, расположенной на поперечине 45, изготовленной за одно целое с опорной конструкцией станка. Отклоняющаяся опора 35 подвергается упругому воздействию упругим элементом 47, который толкает отклоняющуюся опору 35 в положение, в котором она опирается на принимающий элемент 49, образующий первую входную часть канала 39, и обеспечивается амортизирующим элементом, сделанным из высокоэластичного или подобного материала. Принимающий элемент 39 представляет одно целое с подвижным блоком 40 и образует начальную входную часть поверхности 33. Радиус кривизны входной части упомянутой поверхности примерно равен радиусу первого намоточного валика 15, плюс минимальный диаметр втулки, уменьшенный на несколько миллиметров (примерно на 2-5 мм), чтобы обеспечить достаточное форсирование втулки по отношению намоточного валика 15 в любых рабочих условиях.
Отклоняющаяся опора 35 и поверхность качения 33 идут не до захвата 19, а прерываются на некотором расстоянии от него. Второй намоточный валик 17 соединяется со связующей поверхностью 53, состоящей из множества параллельных полос 55, разнесенных друг от друга с целью образования гребневидной конструкции, аналогичной конструкции отклоняющейся опоры 35. Полоски 55, образующие гребневидную конструкцию, простираются в кольцевые каналы 17A в валике 17, так, что поверхность 53, образованная полосками 55, обеспечивает непрерывное соединение с цилиндрической поверхностью валика 17.
Полоски 55, образующие связующую поверхность 53, расположены на подвижном блоке 57, на котором расположен также второй намоточный валик 17. Подвижный блок 57 изготовлен за одно целое со скользящим блоком 59, местоположение которого регулируется вдоль направляющей 61, которая изготовлена в виде одного целого с поперечиной 63, расположенной на неподвижной конструкции станка. Регулировка местоположения скользящего блока 59 и, следовательно, подвижного блока 57, изменяет расстояние между центрами намоточных валиков 15 и 17 и, следовательно, размер захвата 19, образованного между ними.
Вращающийся элемент 71, несущий на себе средство 73 прерывания ленточного материала N, причем это средство взаимодействует с цилиндрической поверхностью намоточного валика 15, располагается под полосками 55, образующими поверхность качения 33. При таком расположении прерывающее средство 73 имеет форму прижимных устройств, амортизаторов или элементов упругого сжатия, которые слегка давят на поверхность валика 15 во время этапа прерывания или обрывания ленточного материала. Однако возможны другие конфигурации, например, с обычными или зубчатыми лезвиями, непрерывными или прерывистыми в направлении оси валика 15, которые взаимодействуют с каналами или контр-ножами в цилиндрической поверхности валика 15.
В показанном примере вращающийся элемент 71 вращается с перерывами, в направлении по часовой стрелке.
Сжимающее средство 73 движется по теоретической цилиндрической поверхности C, которая имеет круглое сечение и ось которой совпадает с осью 71A вращающегося элемента 71 и образует приблизительно касательную к цилиндрической поверхности валика 15, или с незначительным препятствием со стороны последней поверхности.
Втулки A вводятся в канал 39 с помощью транспортера, показанного в общем позицией 77, содержащего эластичный непрерывный элемент 79, несущий на себе множество толкателей 81, и движущегося вокруг шкива 83. На пути транспортера 77 расположено известным специалистам в данной области техники способом склеивающее устройство, которое наносит клеящее вещество на каждую втулку, на определенных участках, в частности на кольцеобразных участках. Втулки А освобождаются с транспортера 77 на наклонный скат 85, нижний конец которого прикреплен к блоку 40 или расположен на нем для направления втулки к каналу 39. Перед наклонным скатом 85 расположен упругий удерживающий элемент 87, который удерживает втулку на наклонном скате 85 в положении, из которого втулка толкается в канал 39 в соответствующий момент времени толкателем 89, вращающимся с перерывами вокруг своей собственной оси вращения 89A.
Работа описанного выше станка осуществляется следующим образом.
На фиг. 1 показана конечная стадия наматывания рулона L. Первый намоточный валик 15, второй намоточный валик 17 и третий намоточный валик 21 вращаются с одинаковой окружной скоростью, равной скорости подачи ленточного материала N. Новая втулка A освобождена от транспортера 77 на наклонный скат 85 и удерживается с помощью удерживающего элемента 87.
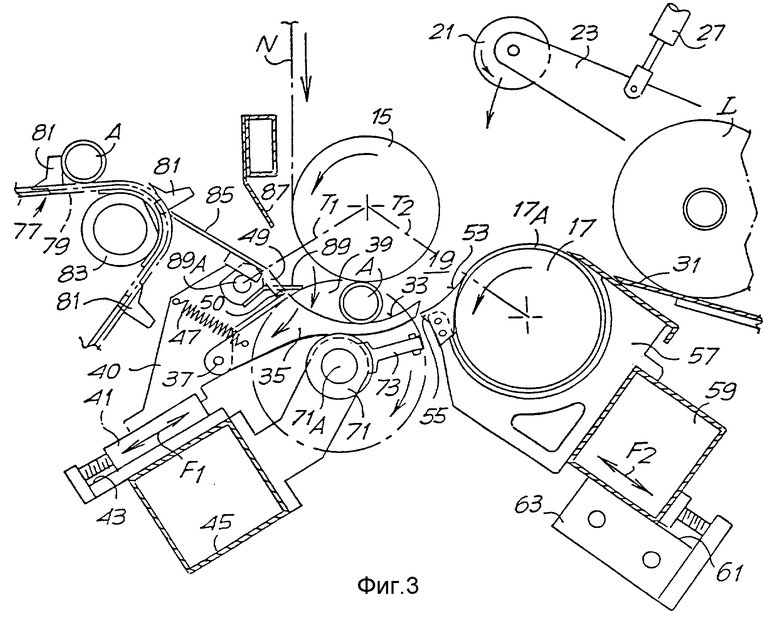
На фиг. 2 показано начало операции смены, другими словами, замена новой втулкой рулона, наматывание которого завершено. Для этой цели скорость второго намоточного валика 17 уменьшается, и в то же время приводится во вращение вращающийся элемент 71 вокруг оси 71A и приводится во вращение толкатель 89 вокруг оси 89A. Эта смена состояния приводит к следующим действиям:
- завершенный рулон L начинает двигаться от первого намоточного валика 15 в результате различий окружных скоростей между валиком 15 и валиком 21,
- средство 73 прерывания ленты N проникает между полосками, образующими отклоняющую опору 35, пока они не войдут в соприкосновение с ленточным материалом N, зажимая его между средством 73 и цилиндрической поверхностью намоточного валика 15,
- толкатель 89, который преимущественно может управляться таким же исполнительным механизмом, как и исполнительный механизм, который вращает вращающийся элемент 71, освобождает втулку A от удерживающего элемента 87 и направляет его во вход канала 39, поперечный размер которого несколько меньше внешнего диаметра втулки.
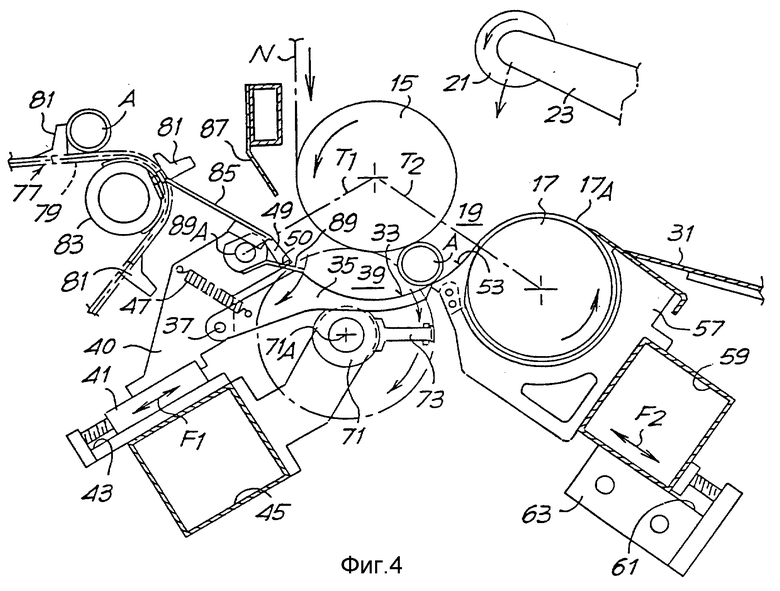
Окружная скорость средства 73 прерывания ленточного материала N несколько ниже, чем скорость подачи ленточного материала, и поэтому несколько ниже также окружной скорости намоточного валика 15. Следовательно, ленточный материал N обрывается в точке, лежащей между завершенным рулоном L и точкой зажатия между средством 73 и валиком 15. Таким образом, образуется свободная кромка ленточного материала и приклеивается к втулке A, которая тем временем начинает вращаться в канале 39 (фиг. 3). Описываемая до данного момента работа по существу не отличается от работы, показанной в заявке на патент PCT/IT94/00031.
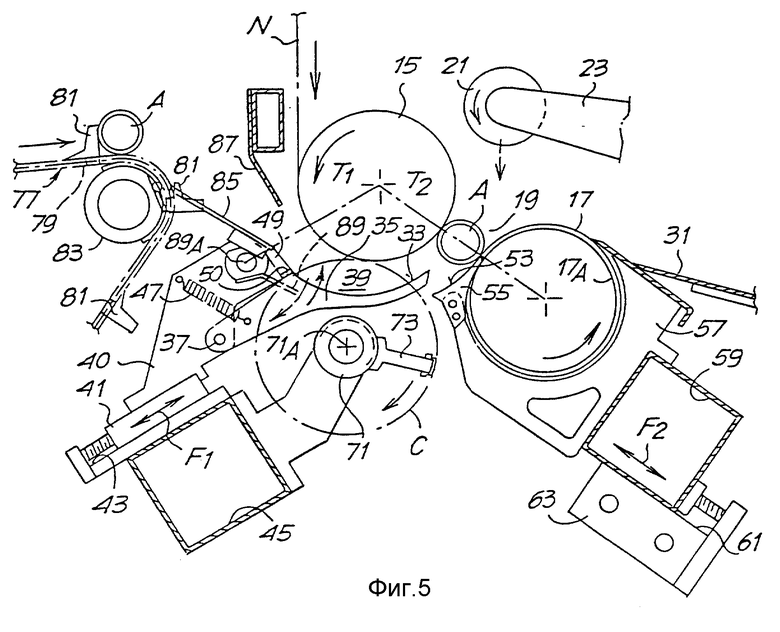
Поверхность 33, образованная отклоняющейся опорой 35, имеет такую кривизну и расположена таким образом, что канал 39 сужается от входа по направлению к захвату 19. Способность опоры 35 отклоняться податливостью упругого элемента 47 дает возможность каналу 39 приспосабливаться к размеру втулки при прохождении. Следовательно, изменения диаметра втулки компенсируются большим или меньшим отклонением опоры 35, так что перемоточный станок может работать с втулками различных диаметров, не требуя никакого вмешательства в действие отклоняющей опоры 35. Связующая поверхность 53 расположена таким образом, что, когда втулка находится на самом краю поверхности качения 33, она может продолжать непрерывно катиться на связующую поверхность 53 и с нее ко второму намоточному валику 17, как можно видеть в последовательности, показанной на фиг. 4 и 5.
Когда втулка A покидает поверхность качения 33, отклоняющуюся опору 35 толкает упругий элемент возврата 47 в положение, в котором она опирается на амортизирующие элементы 49. Это ослабляет удар и снижает до минимума помеху и механическое препятствие. Можно сделать полоски, образующие отклоняющуюся опору 35 эластичного материала таким образом, чтобы они представляли собой полоски, которые деформируются, обеспечивая возможность прохождению втулки. Термин "отклоняющаяся опора" включает в себя опору, сделанную таким образом, другими словами, элемент, в котором отклонение получается посредством упругой деформации образующих опору элементов.
Более того, вместо упругой системы возврата можно обеспечить принудительное управление отклонениями опоры 35, используя исполнительный механизм в виде цилиндра и поршня или электронный кулачок или подобное средство.
Когда втулка входит в захват, она проходит через этот захват в результате различия скоростей между намоточными валиками 15 и 17 и затем вступает в соприкосновение с третьим намоточным валиком 21, который опускается тем временем (фиг. 6). Когда прохождение втулки (с первыми витками ленточного материала, намотанными на ней) через захват 19 завершается, окружная скорость намоточного валика 17 может возвращаться к нормальной рабочей скорости, равной скорости подачи ленточного материала N. На фиг 6 показано промежуточное состояние, в котором рулон L при образовании находится в соприкосновении с тремя валиками. В этот момент времени может останавливаться вращение вращающегося элемента 71 и толкателя 89, их остановка оказывается примерно в угловом положении, показанном на фиг. 1. Они остаются в таком положении до запуска нового цикла замены при завершении намотки нового рулона.
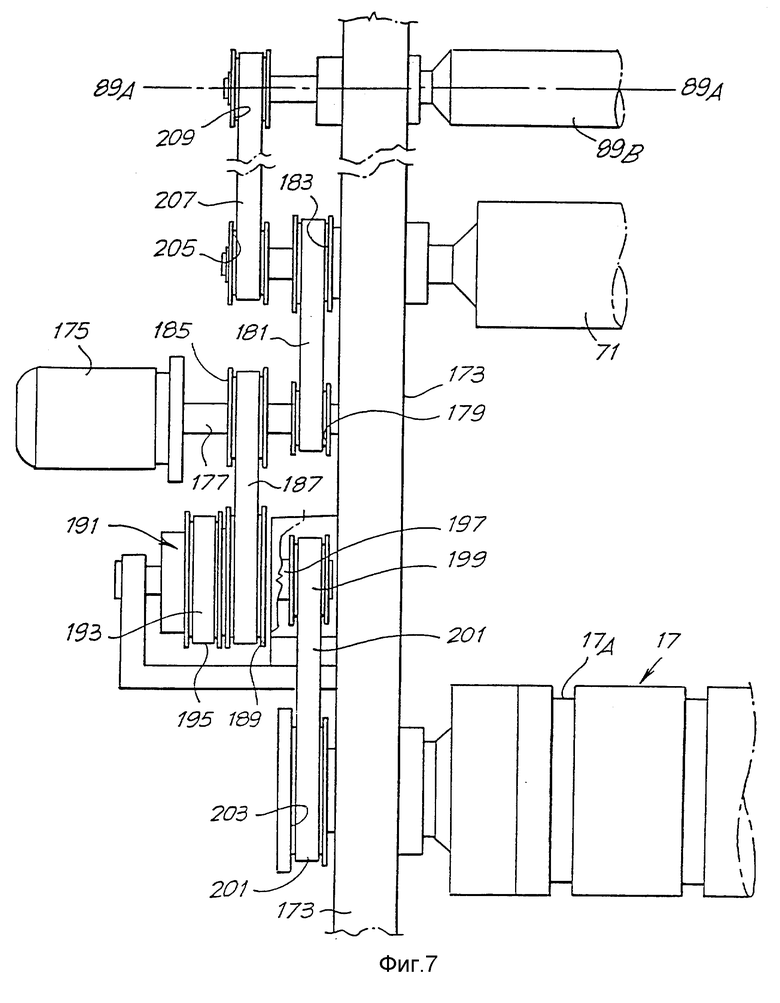
Следует отметить, что операции замедления вращения второго намоточного валика 17, вращения вращающегося элемента 71 и вращения толкателя 89 происходят по существу одновременно. Это дает возможность использовать один управляющий электронным способом исполнительный механизм для приведения в действие вышеупомянутых трех функций. На фиг. 7 показан участок особенно выгодного варианта осуществления механизмов управления вышеописанных элементов.
На фиг. 7 позицией 173 показана боковая сторона станка, на которой удерживаются вместе с другими деталями второй намоточный валик 17, вращающийся элемент 71 и цилиндр 89B (с осью 89A), поддерживающий толкатель 89. Позицией 175 показан двигатель, который образует исполнительный механизм вращающегося элемента 71. Первый зубчатый шкив 179, по которому движется зубчатый ремень 181 и передает движение через дополнительный шкив 183 вращающемуся элементу 71, посажен с помощью шпонки на валу 177 двигателя 175. Второй зубчатый шкив 185, закрепленный с помощью шпонки на валу 177, передает движение через зубчатый ремень 187 зубчатому шкиву 189. Шкив 189 посажен с помощью шпонки на первой входной оси планетарной шестерни, показанной в целом позицией 191. Кожух или крестовина планетарной шестерни 191 изготовлена за одно целое со шкивом 193, вокруг которого движется ремень 195, которому передается движение от не показанного на рисунках элемента станка, вращающегося со скоростью, пропорциональной скорости подачи ленточного материала N. Упомянутый элемент может состоять из любого из валиков, предназначенных для направления и подачи ленточного материала, например, намоточного валика 15. Позицией 197 показана выходная ось планетарной шестерни 191. Зубчатый шкив 199, который через зубчатый ремень 201 передает движение зубчатому шкиву 203, закрепленному с помощью шпонки на валу второго намоточного валика 17, закрепленного с помощью шпонки на упомянутой выходной оси.
Дополнительный шкив 205, который через ремень 207 передает движение шкиву 209, закрепленному с помощью шпонки на валу 89B толкателя 89, закрепляется с помощью шпонки на валу вращающегося элемента 71. На этапе наматывания рулона L между валиками 15, 17 и 21, мотор 175 неподвижен. Намоточный валик 17 вращается непосредственно ремнем 195. Передаточное число дифференциала и используемых шкивов такое, что получается окружная скорость валика 17, равная окружной скорости валика 15. Когда наматывание рулона L почти завершается, начинает вращаться мотор 175. Это вызывает следующие действия: вызывает вращение вращающегося элемента 71, несущего на себе средство прерывания 73, вызывает вращение поддерживающего вала 89B толкателя 89, изменяет передаточное число между шкивом 193 и намоточным валиком 17 в результате вращения входной полуоси дифференциала 191. Изменение передаточного числа между шкивом 193 и валиком 17 вызывает уменьшение числа оборотов последнего и, следовательно, уменьшение его окружной скорости относительно окружной скорости валика 15. Это уменьшение числа оборотов достаточно для разгрузки вновь намотанного рулона L.
Однако можно использовать различные и независимые приводы для различных элементов. Можно также рассмотреть использование намоточного валика 17, который вращается постоянно со скоростью ниже скорости вращения намоточного валика 15. Более того, можно осуществлять вращение валика 21 не на постоянной скорости. Можно также делать так, чтобы его скорость возрастала во время замены, с последующим действием натяжения ленточного материала, происходящее перед вмешательством средства прерывания.
Для приспособления станка к различным диаметрам втулок достаточно регулировать положение блока 40 и блока 57. Отклоняющуюся опору 35 не нужно заменять, поскольку ее можно легко приспособить к любому диаметру втулки. Регулировка местоположения блока 40 дает возможность приспособить размер входа канала 39.
Вместо скользящего блока 59, местоположение которого можно регулировать и на котором расположен блок 57, поддерживающий намоточный валик 17 и связующую поверхность 53, можно обеспечить систему, в которой положением нижнего намоточного валика 17 управляет электронный кулачок или управляемый электронным способом исполнительный механизм. Таким образом, намоточный валик 17 можно перемещать даже в течение каждого цикла намотки, например с целью изменения размера захвата 19 во время прохождения втулки A. В этом случае приспособление к диаметрам отдельных втулок можно производить посредством вмешательства в программу управления станком, возможно через пульт управления.
Регулировку блока 40 и блока 57 можно также выполнять быстро и точно с помощью снабжения, например, системы регулировки с резьбовым стержнем и мотором с электронным приводом, как показано схематически на фиг. 1. Таким образом, отдельные местоположения элементов станка легко можно изменять с пульта управления, используя, если необходимо, запоминаемые данные для различных диаметров втулок.
Перемещение установки блока 40 может благоприятно проходить в направлении стрелок F1 (фиг. 1), параллельно плоскости, проходящей через линию T1, содержащую ось намоточного валика 15 и валика 89B, поддерживающего толкатель 89. И, наоборот, регулировка блока 57 производится в направлении стрелок F2 параллельно плоскости, проходящей через линию T2, содержащую ось двух намоточных валиков 15 и 17.
Когда диаметры втулок изменяются в очень широком диапазоне, размер толкателя 89 можно регулировать в радиальном направлении (например, посредством изготовления его в виде двух телескопических скользящих деталей, которые могут блокироваться в любом положении относительно друг друга), таким образом, чтобы он никогда не мешал намоточному валику 15, но все еще надежно захватывал втулку независимо от ее диаметра.
Должно быть понятно, что на чертежах показан только пример обеспечения исключительно в качестве практической демонстрации изобретения и что форму и расположения этого изобретения можно изменять, не выходя при этом за рамки объема основной концепции изобретения. Любое наличие ссылочных позиций в прилагаемой формуле изобретения имеет целью облегчить понимание пунктов формулы изобретения со ссылкой на описание и чертежи и не налагает ограничивающего действия на объем защиты.
Перемоточный станок предназначен для образования рулонов ленточного материала, намотанного на втулке. Станок содержит первый намоточный валик, относительно которого движется ленточный материал, второй намоточный валик, образующий вместе с первым намоточным валиком захват, средство подачи ленточного материала в упомянутый захват и средство введения втулки, на которой должен наматываться ленточный материал. Перед упомянутым захватом относительно направления продвижения вперед ленточного материала расположена поверхность качения, образующая вместе со средством подачи ленточного материала канал, в который вводится втулка. Средство прерывания ленточного материала взаимодействует со средством подачи ленточного материала в промежуточном местоположении вдоль упомянутого канала между точкой введения новой втулки и упомянутым захватом. Поверхность качения по меньшей мере частично образована посредством отклоняющейся или эластично деформируемой опоры, что позволяет расширить ассортимент изготовляемых изделий за счет использования втулок различных диаметров. 11 з.п. ф-лы, 7 ил.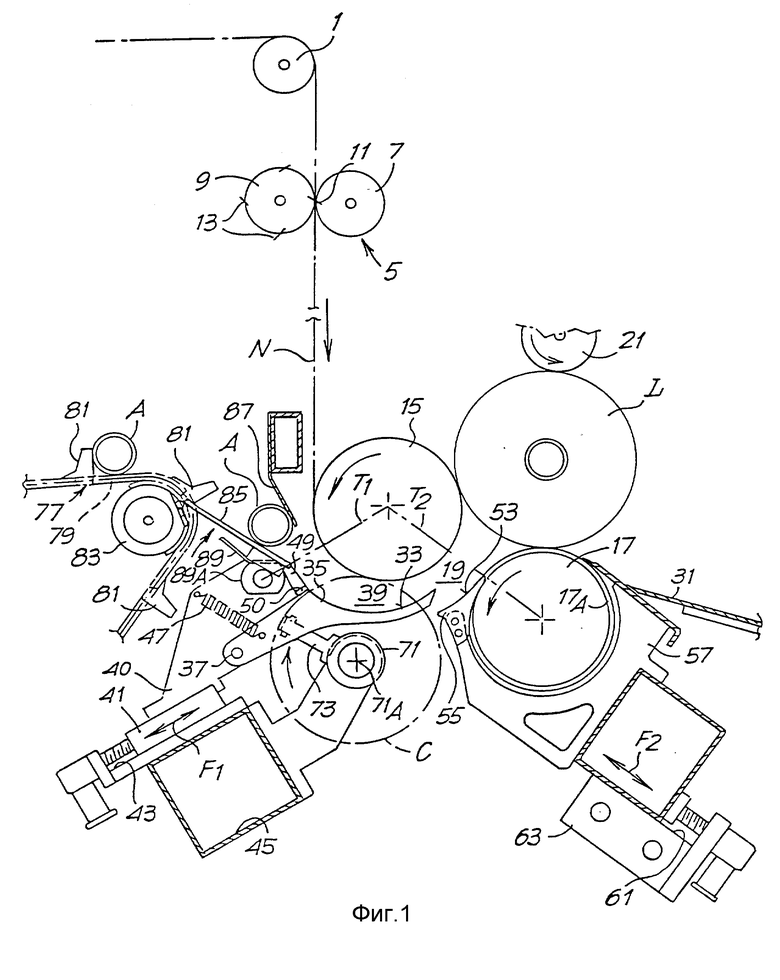
| Perini Jornal | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5137225 A, 11.08.92 | |||
| СПОСОБ РЕГЕНЕРАЦИИ УЛЬТРАФИЛЬТРАЦИОННЫХ КЕРАМИЧЕСКИХ МЕМБРАННЫХ ЭЛЕМЕНТОВ, ИСПОЛЬЗУЕМЫХ В ТЕХНОЛОГИИ ПРОИЗВОДСТВА ТВОРОГА ДЕТСКОГО МЕТОДОМ УЛЬТРАФИЛЬТРАЦИИ | 2013 |
|
RU2544701C1 |
| Пластифицирующий раствор | 1974 |
|
SU524158A1 |
| US 4327877 A, 04.05.82 | |||
| Перемоточный станок | 1991 |
|
SU1830044A3 |
| Устройство для намотки рулонных материалов | 1980 |
|
SU1011479A1 |
| Буровой раствор | 1984 |
|
SU1180377A1 |
