Изобретение относится к способу и устройству для изготовления растяжимой оберточной пластмассовой пленки и, в частности, хранению такой пластмассовой пленки, которая перед хранением в рулоне была подвергнута растяжению.
Предпосылки создания изобретения
В выложенной германской патентной заявке Р3409117 раскрыт способ обертывания упакованных товаров в имеющую форму полотна растяжимую пленку, причем пленка поставляется уже в растянутом состоянии, будучи свернута в рулон под натяжением; растяжение имеет место в процессе фактического изготовления или в качестве промежуточной операции после обработки пленки. Иными словами, для каждой пленки, растянутой перед направлением ее на хранение, существует возможность ее хранения в растянутом состоянии, не допуская ослабления.
Таким образом, существует возможность добиться, чтобы пленка действовала таким образом, чтобы остаточное натяжение пленки воздействовало на груз или упаковку при ослаблении пленки для устойчивого состояния после ее обертывания вокруг груза или упаковки. В предложенном варианте необходимо избежать избыточного натяжения и может потребоваться нанести на хранящуюся пленку адгезив с тем, чтобы избежать ее разматывания. Кроме того, обнаружено, что относительно высокое натяжение хранения в рулоне может привести к сплющиванию сердечника рулона.
В австралийском патенте 643902 раскрыты способ и устройство для изготовления предварительно растянутой пленки из расплавленного исходного материала, охлаждение пленки, растяжение охлажденной пленки с превышением предела текучести и существенное ослабление пленки с целью уменьшения ее натяжения. Показано, что основным преимуществом, которого можно добиться с помощью этого способа и устройства, является холодная ориентация и ослабление пленки с целью получения уменьшенной толщины полотна, а также то, что пленку не требуется растягивать при ее применении к наружной конфигурации, например груза, для экономии материала. Пленку требуется в процессе применения просто натянуть вокруг груза, обеспечивая таким образом более высокую герметичность упаковки груза, чем при аналогичном применении вручную существующих пленок.
В австралийской патентной заявке 55564/94 раскрыт рулон растянутой пленки из пластмассового материала, имеющей тисненую поверхность, предназначенную для захвата воздуха с тем, чтобы облегчить разматывание рулона растянутой пленки для обертывания груза на поддонах. Пленка подвергается полному ослаблению перед сматыванием в рулон для хранения.
Сущность изобретения
Настоящее изобретение предназначено для того, чтобы свести к минимуму известные недостатки существующих технических решений, и имеет своей главной целью создание способа изготовления продукции из растянутой пленки, согласно которому растянутую пленку легче использовать в качестве обертывающего материала в промышленности, торговле или сельском хозяйстве, включая применение для получения силоса.
В соответствии с этим настоящее изобретение предлагает способ изготовления растяжимой пленки, включающий операции растяжения пленки с превышением предела текучести до величины относительного удлинения, превышающей 100%, удаления противоположных краевых зон растянутой пленки для получения пленки, обладающей относительно равномерной толщиной, частичного ослабления пленки для высвобождения части компонента упругой деформации пленки и сохранения от приблизительно 20% до приблизительно 80% упругой деформации и хранения частично ослабленной пленки для будущего использования в частично ослабленном состоянии.
Предпочтительно растяжение пленки с превышением ее предела текучести может составлять от 100% до приблизительно 400% от ее первоначальной длины. Удобно, чтобы это растяжение происходило при изготовлении пленки на экструдере или сразу после него, так что пленка хранится для последующего применения в, по меньшей мере, частично растянутом состоянии. Обнаружено, что растяжение пленки с превышением предела текучести вызывает коробление на участках кромки пленки, что ведет к образованию участков, утолщенных по сравнению с основной частью полотна растянутой пленки. Наличие таких утолщенных краевых участков ведет к образованию после наматывания пленки на сердечник для хранения мягкой или упругой центральной зоны, что может препятствовать поддержанию остаточной степени упругой деформации. Кроме того, при хранении утолщенные краевые участки имеют тенденцию к взаимодействию во взаимно перекрывающих друг друга слоях пленки, препятствуя правильной раздаче пленки в момент, когда ее потребуется использовать. Поэтому желательно в достаточной степени удалить боковые зоны, чтобы получить пленку, имеющую по существу однородную толщину. В этом случае взаимно перекрывающие друг друга краевые зоны не взаимодействуют при хранении друг с другом.
Настоящее изобретение требует сохранения от 20% до 80% упругой деформации пленки после ее растяжения, по меньшей мере, на 100% от ее первоначальной длины. Более предпочтительным является сохранение от 40% до 70% упругой деформации. Нижнее предельное значение, равное 20%, представляет собой минимальную степень полезного упругого растяжения, сохраняемую для эффективного обертывания груза без применения избыточной дополнительной растягивающей нагрузки при операции обертывания, то есть во время раздачи пленки из состояния хранения. Верхнее предельное значение, равное 80%, представляет собой максимальную степень растяжения, которую можно сохранить, не допуская при этом повреждения несущего сердечника, на котором хранится пленка, и телескопического выдвижения пленки во время хранения.
Согласно одному конкретному предпочтительному аспекту пленка может быть изготовлена в экструдере известной конструкции и с помощью известного способа в форме трубы, и после охлаждения она растягивается перед разрезанием трубы для получения полотен заданной ширины и с заданной памятью или упругой деформацией в процессе растяжения, которая может затем быть сохранена для последующего повторного применения.
Настоящее изобретение предусматривает также применение растяжимой пленки из пластмассы, изготовленной любым из упомянутых выше способов.
Согласно другому предпочтительному аспекту предлагается способ обертывания груза пленкой из пластмассы, включающий применение пленки из пластмассы, растянутой с превышением ее предела текучести, которая в положении для хранения сохраняет от 20% до 80% своей способности к упругой деформации, и последующее обертывание указанной пленкой указанного груза. Грузом может служить любой продукт или материал, требующий обертывания, но он может включать в себя обертывание поддона, обертывание растительного материала во время получения силоса, а также обертывание пакетов продукции, таких как мерные лесоматериалы, консервные банки, включая банки с напитками и любую другую подобную продукцию. Обертывание груза может быть достигнуто за счет хранения пластмассового материала в рулоне, пригодном для использования как в упаковочной машине с ручным управлением, так и механизированной упаковочной машине любой подходящей конфигурации. Достигаемое преимущество заключается в том, что усилие, требующееся для достижения требующейся упругой нагрузки, воздействующей на обертываемый груз, значительно уменьшается благодаря сохранению в пластмассовой пленке определенных значений упругой деформации.
Согласно еще одному аспекту настоящего изобретения предлагается способ раздачи пленки из пластмассы, включающий применение пленки из пластмассы, растянутой с превышением ее предела текучести, которая в положении для хранения сохраняет от 20% до 80% своей способности к упругой деформации, и последующую раздачу указанной пленки из положения хранения.
В случае обоих указанных аспектов желательно, чтобы пленка из пластмассы перед тем, как быть направленной на хранение в положении хранения, была подвергнута растяжению с превышением предела текучести до относительного удлинения в диапазоне от 100% до 400%.
Далее изобретение будет описано более подробно со ссылкой на примеры и предпочтительный вариант реализации, показанный на прилагаемых чертежах, на которых:
фиг. 1 схематично изображает устройство для изготовления растяжимой пленки с использованием экструзионного способа и средство модификации этой обычной конструкции для осуществления растяжения пленки в ходе производственного процесса;
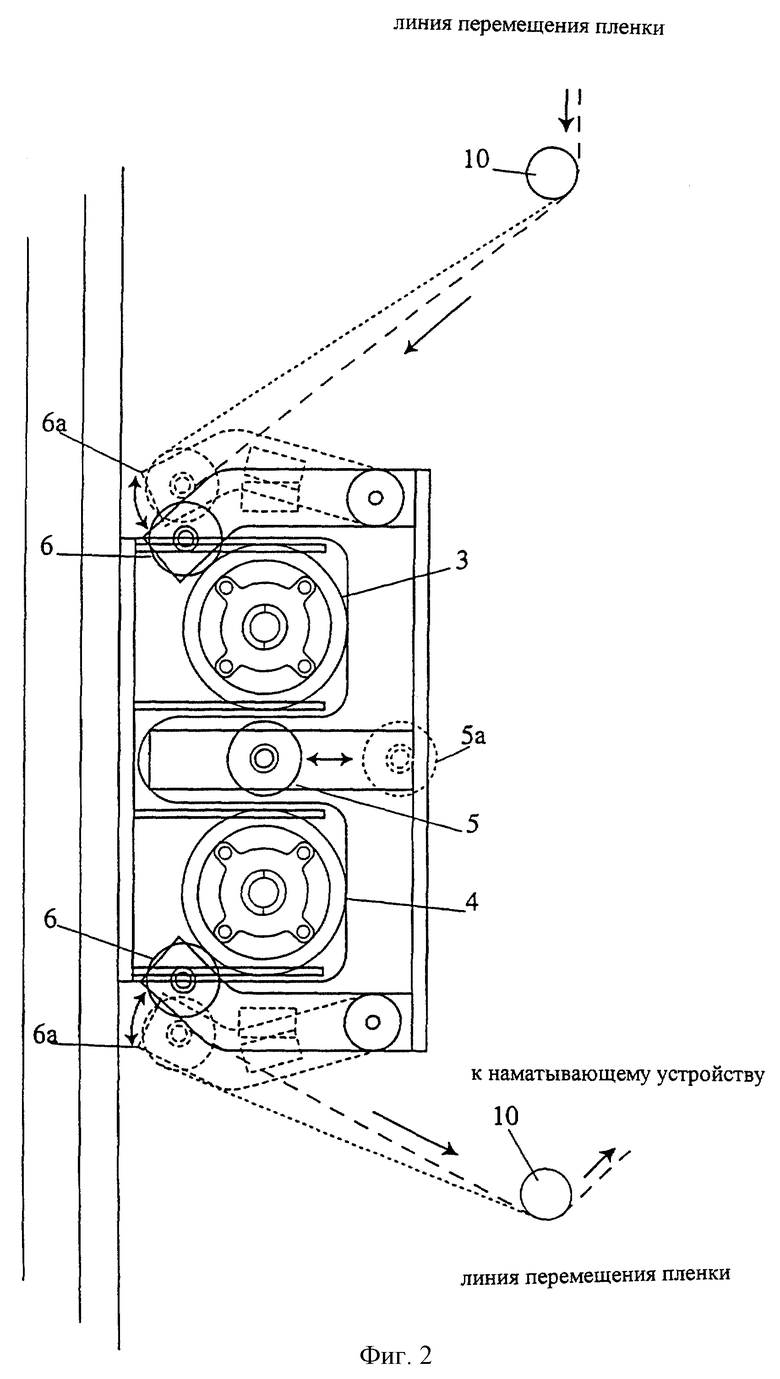
фиг. 2 изображает вид сбоку в вертикальной проекции деталей устройства для растяжения пленки из пластмассы, которое может быть использовано в настоящем изобретении;
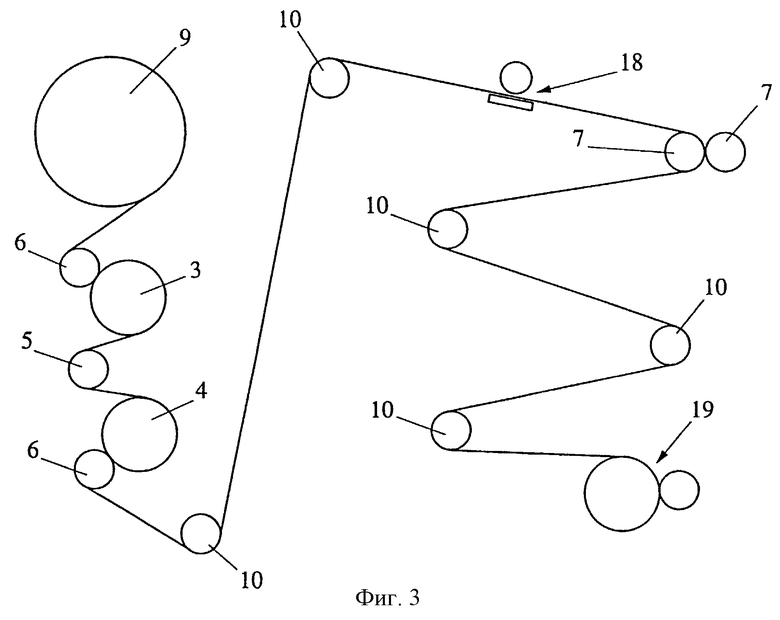
фиг. 3 схематично изображает устройство для отдельного растяжения пленки из пластмассы согласно настоящему изобретению.
Как показано на фиг.1, экструдер 1а действует известным образом с целью получения раздутого "пузыря" 1 из пленки, который отводят от экструдера в ходе фазы охлаждения на большую высоту и затем пропускают через первичный зазор, образуемый зажимными валками 2, чтобы сжать "пузырь", откуда пленка поступает во вторичный зазор, образуемый зажимными валками 7, через участок 8 обрезки кромок или продольной резки, или же, в другом варианте, через участок растяжения А-АА, образуемый несколькими растягивающими и, при желании, регулирующими ширину полотна валками.
Экструзионная линия, включающая в себя экструдер 1а, работает по существу в непрерывном режиме как линия выдува пленки, в которой пленка поступает во вторичные зажимные валки 7, вращающиеся с приблизительно такой же скоростью, как и первичные зажимные валки 2.
В некоторых случаях при желании можно допустить некоторое ослабление на 1-2% пленки между верхними первичными зажимными валками 2 и намоточными валками 9, расположенными после вторичных зажимных валков 7, чтобы уменьшить натяжение пленки во время процесса намотки.
Трубу можно разделить, обрезав две наружные кромки пленки при прохождении участка 8 обрезки кромок, непосредственно предшествующего вторичным зажимным валкам 7, и получив таким образом два отдельных полотна пленки. Дальнейшая продольная резка пленки может производиться непосредственно на участке 8 или далее перед намоточными валками 9 с целью получения полосы пленки различной ширины.
В соответствии с одним предпочтительным аспектом настоящего изобретения предлагается расположенное в технологическом потоке растягивающее устройство 11, обозначенное позицией А-АА на фиг.1. Узел А-АА может быть вставлен, как показано, после первичных зажимных валков 2 и перед вторичными зажимными валками 7. Таким образом, растягивающий блок может быть по желанию добавлен к обычной экструзионной установке, и установка может работать в двух режимах - как с растяжением, так и без растяжения пленки в технологическом потоке.
В процессе применения растягивающего устройства в технологическом потоке пленку пропускают вокруг низкоскоростного натяжного ролика 3, высокоскоростного натяжного ролика 4 и затем обратно вокруг холостых роликов 10, и от них ко вторичным зажимным валкам 7. Как показано на фиг.2 чертежей, холостые зажимные валки 6 растягивающего устройства могут разводиться в положение 6а с целью облегчить заправку между ними пленки. Зажимные валки 6 могут быть оставлены в разведенном положении 6а во время образования экструдированного "пузыря" пленки, когда в сплющенной трубе шириной 1900 мм получается нужная толщина пленки порядка 25 мкм. После этого холостой ролик 6 может быть переведен в закрытое положение или зацепление с низкоскоростным натяжным роликом 3 и высокоскоростным натяжным роликом 4.
Возможно также применение ролика 5 регулирования ширины полотна, который перемещается в различные положения, например, как показано позицией 5а. Регулирование зависит от степени прогиба, придаваемого пленке, что в свою очередь непосредственно влияет на характеристики растянутой пленки.
В соответствии со следующим предпочтительным аспектом настоящего изобретения предлагается растягивающее устройство, работающее отдельно, в которое можно вставить рулон 9 растяжимой пленки из пластмассы, такой, который может быть изготовлен на обычной экструзионной линии, схематически показанной на фиг.1, и в любое время после его растяжения, как схематически показано на фиг.3. Пленку пропускают через растягивающее устройство 11, которое может быть похоже на показанное на фиг.1 и 2. Устройство 11 включает в себя низкоскоростной ролик 3 и высокоскоростной ролик 4, причем растяжение пленки 9 с превышением предела текучести обычно происходит между этими двумя роликами. Привод вторичных зажимных валков 7 осуществляется со скоростью, близкой к скорости высокоскоростного ролика 4, при частичном ослаблении, имеющем место между валками 7 и намоточным барабаном 19, так что пленка сохраняет частичную упругую деформацию в пределах от 20% до 80%. Обнаружено, что растяжение пленки с превышением предела текучести вызывает неравномерность толщины полотна пленки в поперечном направлении по его ширине. А именно образуются утолщенные кромки при широкой центральной зоне с по существу одинаковой толщиной, уменьшенной по сравнению с толщиной пленки до ее растяжения. Утолщенные кромки в значительной степени затрудняют сматывание такой пленки в рулон, и поэтому предпочтительным аспектом настоящего изобретения является удаление этих утолщенных участков кромки для получения полотна пленки со значительно уменьшенной и равномерной по ширине толщиной. Для этого предусмотрен участок резания 18, предназначенный для удаления кромок растянутой пленки. Если требуется разрезать пленку на несколько полос различной ширины, это тоже может быть выполнено на участке 18 или на следующем участке резания, расположенном перед намоточным барабаном 19.
Процесс предварительного растяжения будет описан со ссылкой на следующие примеры и со ссылкой на прилагаемые фиг.1 и 2, в которых установка работает так, как уже было описано выше.
Пример 1
Приблизительная скорость перемещения пленки составляет 100 м/мин, в результате чего получается пленка толщиной 25 мкм при ширине уплощенной трубы 1900 мм. Первичные зажимные валки 2 и низко- и высокоскоростные натяжные ролики 3, 4 первоначально работают с той же скоростью приблизительно 100 м/мин. При таком режиме происходит наматывание трубы на намоточные барабаны 9 и обрезка кромок на участке 8 обрезки кромок.
Теперь операцию растяжения можно начать при поддержании на низкоскоростном натяжном ролике 3 той же скорости, что и на зажимных валках 2, в то время как высокоскоростной натяжной ролик 4 и следующие за ним вторичные зажимные валки 7 и намоточные барабаны 9 ускоряют до нужной скорости вращения с тем, чтобы добиться заданной степени растяжения и требующегося ослабления. Для обеспечения нужного растяжения и ослабления может оказаться желательным измерять фактическую скорость перемещения пленки, а не скорость вращения роликов для исключения эффекта скольжения пленки на роликах. Так, например, предварительное растяжение пленки до 200% относительного удлинения при сохранении в рулоне приблизительно 50% упругой деформации достигается путем увеличения скорости высокоскоростного ролика 4 до 300 м/мин, в то время как намоточный барабан 9 для пленки ускоряют в меньшей степени, приблизительно до 270 м/мин. Достижение нужной скорости намоточного барабана 9 осуществляется по следующей формуле:
100 м/мин+(200 м/мин•85%)=270 м/мин.
Условие, что 30% суммарной деформации (200%) пластмассы является упругой или обратимой при релаксации пленки, означает 50% релаксации пленки при ее наматывании на намоточный барабан 9. Иными словами, пленка хранится с сохранением 50% упругой деформации пленки, все еще годящейся для выполнения работы или высвобождения.
Растяжение пленки на 200% означает удлинение от 1 до 3 м при суммарной деформации 2 м, которая делится между пластической деформацией и упругой деформацией.
Следовательно, суммарная деформация = пластической деформации и упругой деформации.
В приведенном выше случае на долю пластической деформации приходится 70%, а на долю упругой деформации - 30%.
Предполагается, что указанные соотношения могут варьироваться без отклонения от объема изобретения.
Поэтому для достижения растяжения пленки при хранении с указанными параметрами требуются следующие скорости роликов:
Первичные зажимные валки 2: 100 м/мин
Низкоскоростной натяжной ролик 3: 100 м/мин±1-2%
Высокоскоростной натяжной ролик 4: 300 м/мин
Намоточный барабан для пленки 9: 270 м/мин
Кроме того, было бы желательно использовать вторичный зажимной валок 7 со скоростью, несколько меньшей 270 м/мин для создания натяжения на намоточном барабане 9 и сведения к минимуму производственных проблем обертывания пленки в процессе ее намотки.
Пример 2
Первичные зажимные валки 2: 70 м/мин
Низкоскоростной натяжной ролик 3: 70 м/мин
Высокоскоростной натяжной ролик 4: 245 м/мин с обеспечением удлинения 250%
вторичный зажимной валок 7: 215 м/мин с обеспечением удлинения 207%
намоточный барабан для пленки 9: 218,75 м/мин с обеспечением окончательного удлинения 212,5%
Контроль параметров скорости пленки позволяет сохранять упругую деформацию в диапазоне от приблизительно 20% до приблизительно 80%, причем верхнее предельное значение зависит от сердечника, применяемого при хранении скатанной в рулон пленки. Обнаружено, что остаточная упругая деформация в диапазоне от 40 до 60% дает превосходные результаты.
Существует возможность получения предварительно растянутых рулонов различной ширины следующим образом:
(a) Изготовление способом, описанным выше, предварительно растянутых рулонов полной ширины, которые передаются на вторичное перемоточное устройство (не показано), и последующее продольное резание рулонов на нужную ширину с последующим сматыванием нужных длин пленки, например 400 м, в рулоны, предназначенные для применения вручную, и 2000 м в рулоны, предназначенные для механизированного применения при ширине 500 мм.
(b) Изготовление предварительно растянутой уплощенной трубы полной ширины, перемотка сдвоенных полотен после разделения двух полотен и намотка каждого полотна на отдельном перемоточном устройстве после обрезки кромок.
(с) Изготовление на технологической линии нерастянутого одинарного или сдвоенного полотна или уплощенной трубы с последующим автоматическим растяжением перед перемоточным устройством для получения таких же рулонов, как в пунктах (а) и (b).
Обнаружено, что применение предварительно растянутой пленки, подвергнутой только частичному ослаблению, позволит добиться воздействия на груз таких же обертывающих усилий, но требует приложения к пленке меньших усилий, сводя таким образом к минимуму возможное механическое повреждение пленки при ее применении с растяжением. То есть к предварительно растянутой пленке требуется приложить меньшие усилия, чем в случае применения полностью ослабленной или не подвергшейся предварительному растяжению пленки.
Так, например, при растяжении от 1 м до 3 м и ослаблении до 2,7 м последующее растяжение вновь до 3 м требует усилия X.
При растяжении от 1 м до 3 м и ослаблении до 2,4 м (полное ослабление) последующее растяжение вновь до 3 м требует усилия Х+Y, каковое усилие превышает усилие X.
Изготовление частично ослабленной пленки позволяет расширить возможности применения пленки к различным грузам.
Такая частично ослабленная пленка может быть обернута вокруг нужного продукта или груза без дополнительного растяжения на месте применения, и в этом случае остаточная упругость может быть использована для получения требующегося усилия для удерживания груза. Частично ослабленная пленка согласно настоящему изобретению может быть дополнительно растянута (или повторно растянута) для достижения первоначальной степени растяжения или, в некоторых случаях, даже с превышением первоначальной степени растяжения, но для этого потребуется большее усилие, чем то, которое потребовалось бы в ходе первоначального процесса растяжения.
Растянутая пленка может использоваться в различных областях, не связанных с обертыванием, например в качестве ленты, применяемой полицией, у которой натяжение ленты является явным преимуществом.
Изобретение относится к способу и устройству для изготовления растяжимой оберточной пластмассовой пленки и, в частности, хранению такой пластмассовой пленки, которая перед хранением в рулоне была подвергнута растяжению. Способ включает растяжение пленки, удаление противоположных краевых зон растянутой пленки, частичное ослабление пленки и ее хранение. Растяжение пленки осуществляют с превышением ее предела текучести до относительного удлинения, превышающего 100%. После удаления противоположных краевых зон растянутой пленки получают пленку, обладающую относительно равномерной толщиной. Частичное ослабление пленки производят для высвобождения части компонента упругой деформации пленки и сохранения приблизительно 20% - 80% упругой деформации. Хранение пленки для будущего использования осуществляют в частично ослабленном состоянии. Описана также пленка, изготовленная описываемым способом, и способ обертывания груза. Изобретение позволяет изготавливать пленку равномерной толщины и использовать ее для обертывания груза без дополнительного растяжения. 6 з.п. ф-лы, 3 ил.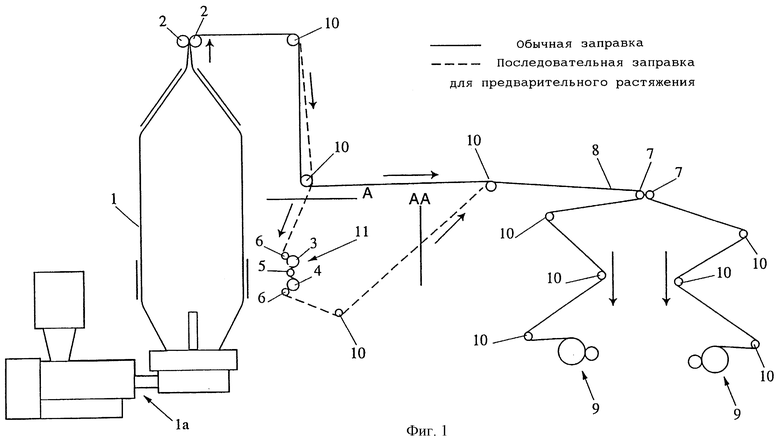
| Устройство для измерения вибраций | 1975 |
|
SU531021A1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Устройство сигнализации превышения уровня ионизирующего излучения | 1976 |
|
SU728102A1 |
| US 4436888 А, 13.03.1984 | |||
| US 5458841 А, 17.10.1995 | |||
| Установка для изготовления двухосноориентированных термоусаживающихся полимерных пленок | 1973 |
|
SU439120A1 |

