Изобретение относится к обработке металлов давлением, в частности к обработке металлов с помощью магнитных полей, и может быть использовано в судостроении, автомобилестроении и в производстве летательных аппаратов.
Известны конструкции индукторов с цилиндрическими и плоскими спиралями, геометрия которых приближена к форме обрабатываемой зоны заготовки. Витки спиралей таких индукторов расположены в один слой и каждый виток взаимодействует с соответствующим участком заготовки. Для лучшего взаимодействия индуктора с заготовкой стремятся к обеспечению минимального зазора между заготовкой и индуктором, так как в противном случае увеличивается рассеивание магнитного потока
и, как следствие этого, снижение КПД установки и уменьшается давление на заготовку. Нноговитковые индукторы многократного использования сложны в изготовлении поэтому изготовление специализированного индуктора для каждого диаметра заготовки невыгодно. Особенно сложно применение таких ин- дукторов для з 1.готовок со ступенчатой поверхностью (например, трубы с кольцевыми ребристыми выступами). В этом случае для одной заготовки требуется как минимум два индуктора.
Прототипом предлагаемого решения является многоступенчатая индукторная система, в которой деформирование заготовки осуществляют через промежуточный элемент, индуктивно связанный с рабочей обмоткой. Этот 1промежуточный элемент называется
Х|
О
«А
СА
Ь, W
317
концентратором магнитного поля и представляет собой массивную металлическую болванку со сквозным металлическим отверстием и сквозной радиальной щелыо на боковой поверхности.
Одна цилиндрическая поверхность взаимодействует со спиралью индукто
ра, а другая - с обрабатываемой поверхностью заготовки. При прохождении разрядного тока по спирали индуктора на поверхности концентратора наводится ток самоиндукции, который по поверхности щели перетекает на поверхность, прилегающую к заготовке. При этом направление тока на этой поверхности совпадает с направлением тока в спирали индуктора. Таким образом, концентратор как бы смещает поле индуктора в сторону заготовки. Такие концентраторы нередко применяют как сменные .вкладыши индуктора, позволяющие использовать их для заготовок различного диаметра, в том числе и для заготовок со ступенчатой поверхностью. У таких концентраторов поверхность, прилегающая к спирали индуктора, выполняется гладкой. Сменные концентраторы имеют простую конструкцию и их изготовление значительно проще, чем спирального индуктора, что расширяет возможности магнитно-импульсной штамповки.
Однако, таким концентраторам присущ целый ряд недостатков:
концентраторы представляют собой толстостенную монолитную втулку сложной конфигурации. Несмотря на наличие щели поверхность, которая взаимодействует со спиралью индуктора, и поверхность, взаимодействующая с заготовкой, электрически соединены между собой по всему периметру, что приводит к сложному распределению наведенного тока и спрямлению тока в зоне щели. Это вызывает рассеивание магнитного поля, возникновением неравномерности давления магнитного поля в зоне ,щели.
Такие концентраторы имеют ограниченную область применения: они наиболее эффективны для обжима трубных заготовок , реже используются для плос-1 ких заготовок и практически не применяются для раздачи трубных заготовок из-за крайне неблагоприятного распределения наведенного тока;
$
o
5
0
5
0
5
0
5
)
5
на изготовление концентратора ( расходуется много металла и довольно большой процент его уходит в стружку;
обработка заготовок со ступенчатой поверхностью таким концентратором возможна только с одной стороны кольцевого ребра.
Целью изобретения является расширение технологических возможностей и уменьшение металлоемкости.
Поставленная цель достигается тем, что в устройстве для магнитно-импульсной обработки металлов, содержащем однослойную спираль и сменный промежуточный элемент, смонтированный коаксиально спирали и выполненный в виде кольца со сквозной щелью вдоль образующей, этот элемент выполнен в виде двух равноудаленных от второй стенок с одинаковой шириной и толщиной, при этом одна из стенок размещена со стороны спирали, а стенки выполнены в контакте одна с второй в зоне щели.
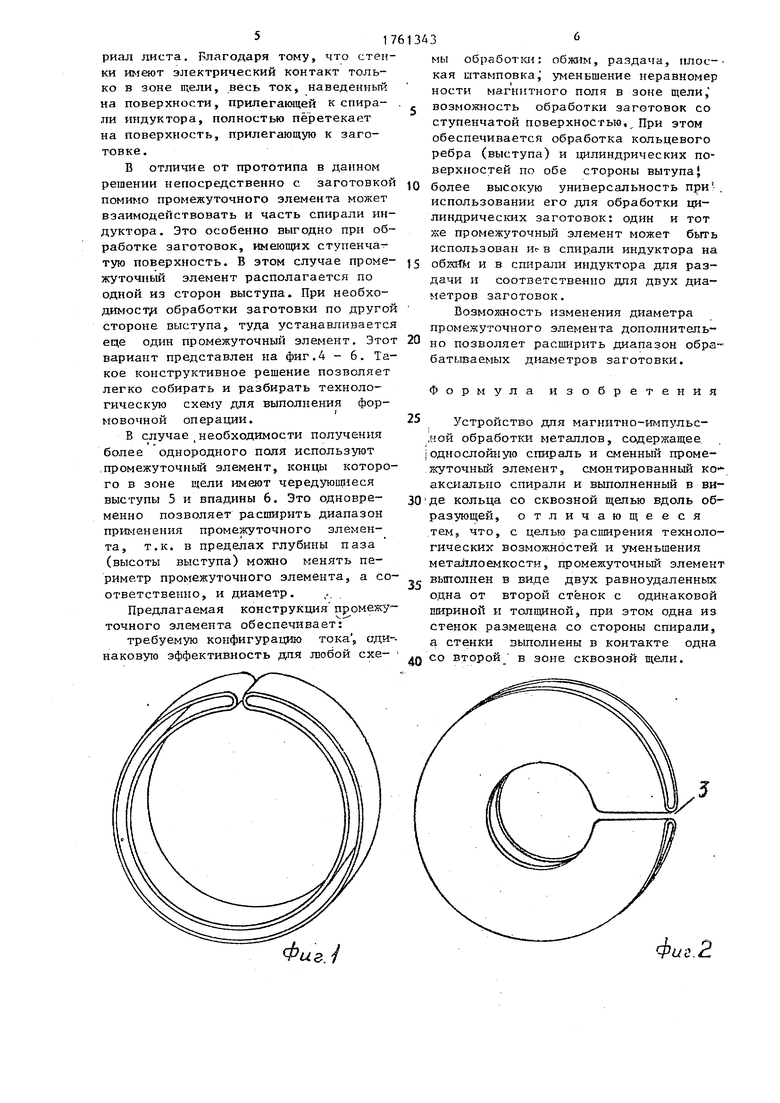
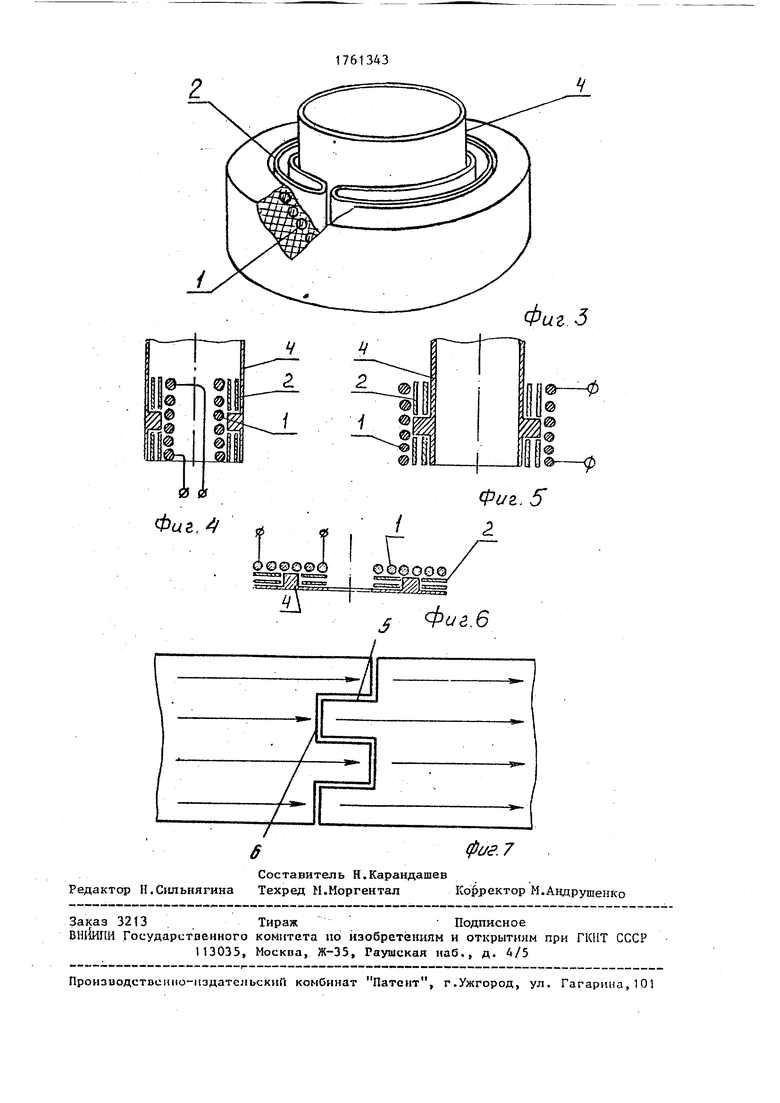
На фиг.1 показан промежуточный элемент для цилиндрических спиралей и заготовок, на.фиг.2 - то же, для плоской спирали и заготовки; на фиг.З - устройство для магнитно-импульсной обработки цилиндрической заготовки по схеме обжим 1, на фиг.4- 6 - примеры использования промежуточных элементов для обработки заготовок со ступенчатой поверхностью (имеющих кольцевые ребра) при обработке по схемам: раздача, обжим и плоская штамповка , на фиг.7 - конструктивное
выполнение концов промежуточного элемента для выравнивания магнитного поля в зоне щели, где стрелками показаны пути токов в стенке, ближайшей к заготовке.
Принцип работы предлагаемого устройства аналогичен указанному в прототипе. При прохоэдении импульсного тока по спирали индуктора 1 в проме- жуточном элементе 2 на стенке, ближайшей к спирали индуктора, наводится ток самоиндукции, который через перемычку в зоне щели 3 перетекает на стенку, прилегающую к заготовке 4. Таким образом, по поверхности, прилегающей к заготовке, ток проходит того же направления, что и ток в спирали
индуктора. Промежуточный элемент выполняется из листового материала с толщиной, равной или близкой глубине проникновения магнитного поля в мате;6Ф
Составитель Н.Карандашев
Корректо
Редактор Н.Сильнягина Техред М.Моргентал
Корректор М.Андрушенко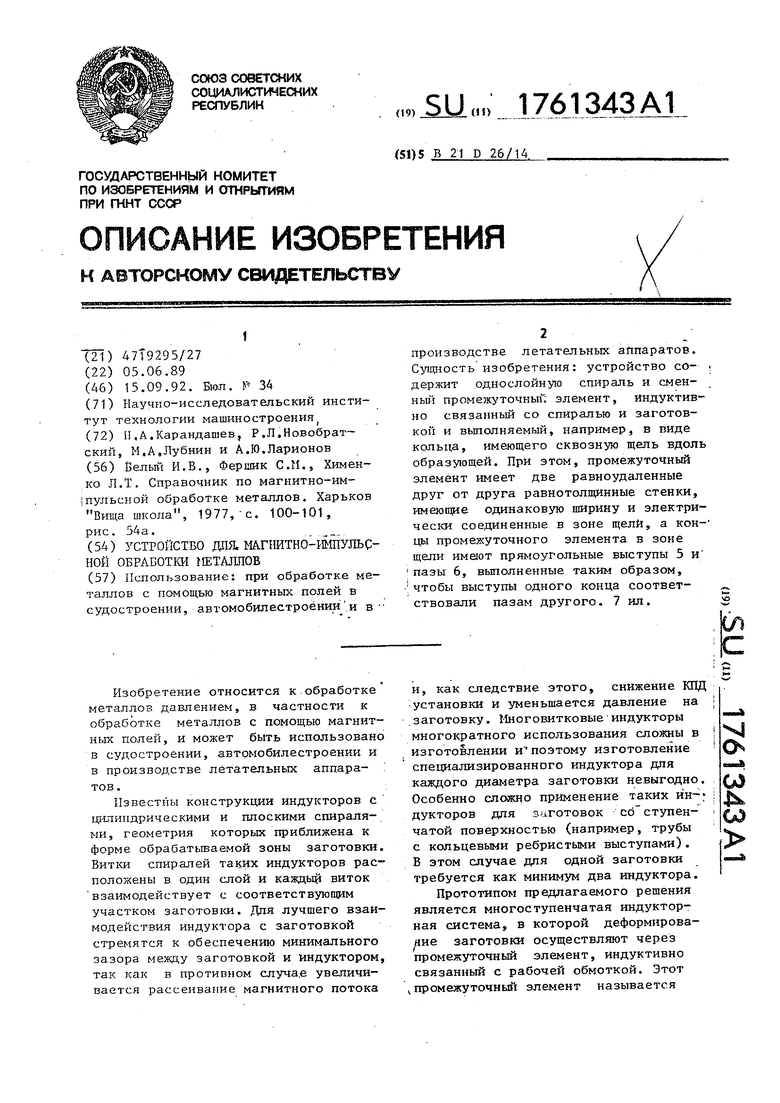

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2012 |
|
RU2518038C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2001 |
|
RU2203760C1 |
| Индуктор с разгруженной обмоткой | 1990 |
|
SU1754283A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Устройство для магнитно-импульсной штамповки трубчатых заготовок | 1991 |
|
SU1810178A1 |
| Разъемный индуктор обжима | 1990 |
|
SU1766559A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2691012C1 |
Использование: при обработке металлов с помощью магнитных полей в судостроении, автомобилестроении и в производстве летательных аппаратов. Сущность изобретения: устройство со- . держит однослойную спираль и сменный промежуточный элемент, индуктив- но связанный со спиралью и заготовкой и выполняемый, например, в виде кольца, имеющего сквозную щель вдоль образующей. При этом, промежуточный элемент имеет две равноудаленные друг от друга равнотолщинные стенки, имеющие одинаковую ширину и электрически соединенные в зоне щели, а кон- цы промежуточного элемента в зоне щели имеют прямоугольные выступы 5 и пазы 6, выполненные таким образом, чтобы выступы одного конца соответствовали пазам другого. 7 ил.
| Белый И.В., Фершик С.11., Химен- ко Л.Т | |||
| Справочник по магиитно-им,пульсыой обработке металлов | |||
| Харьков Вища школа, 1977, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
