Изобретение относится к технологии обработки металлов, в частности касается индукторов для магнитно-импульсной установки (МИУ) магнитно-импульсной обработки металлов (МИОМ).
Целью изобретения является повышение стойкости индуктора к ударным нагрузкам.
Для этого в индукторе для магнитно-импульсной установки, содержащем основание, многовитковую цилиндрическую спираль с центральным отверстием, смонтированную на основании, и токоподводы на торцах спирали, выполненные цельноточеными со спиралью, витки спирали, примыкающие к токоподводам, выполнены увеличивающимися к тоководводам по высоте и ширине.
Предлагаемый способ изготовления заявляемого индуктора для магнитно-импульсной установки заключается в том, что при изготовлении спирали сначала нарезают примыкающие к токоподводам витки с плавно увеличивающимися к торцам токоподводов шагом и шириной относительно шага и ширины витков центральной части спирали, затем нарезают витки центральной части от конца нарезки первого витка до начала нарезки последнего витка, после чего осуществляют образование центрального отверстия до оснований пазов нарезки с сужением в зоне витка, примыкающего к торцовому токоподводу, и фрезеруют боковой вывод с плавным переходом к первому витку спирали.
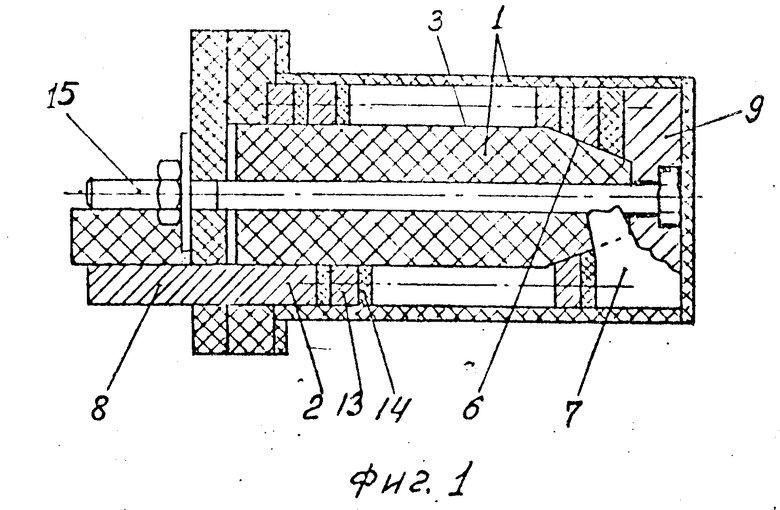
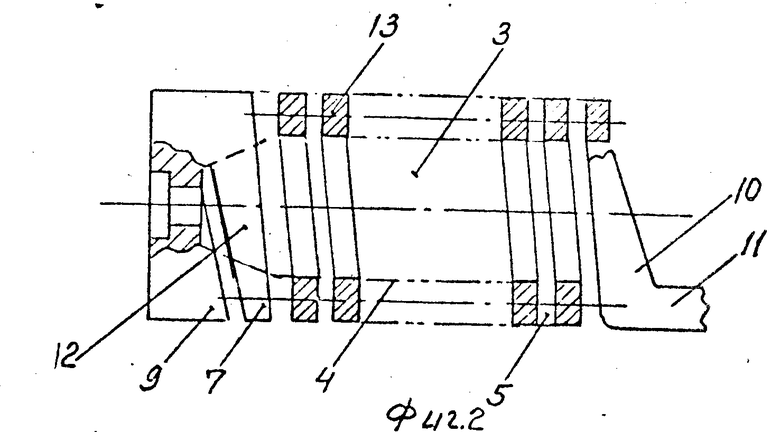
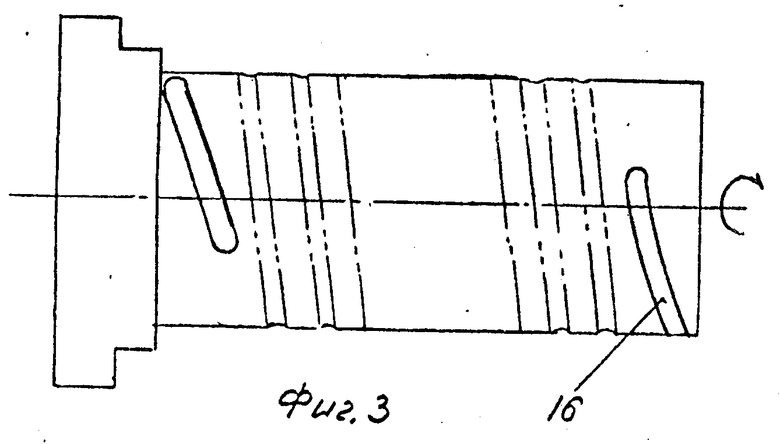
На фиг. 1 изображен предлагаемый индуктор с многовитковой спиралью; на фиг. 2 спираль для индуктора; на фиг. 3 схема изготовления спирали.
Индуктор содержит изоляционное основание 1, спираль 2 с центральным отверстием 3, выполненным по диаметру до основания 4 пазов нарезки 5 с сужением 6 в зоне последнего витка 7. Боковой 8 и торцовой 9 токоподводы выполнены за одно целое со спиралью 2. Первый 10 и последний 7 витки нарезаны с плавным увеличением по ширине к своим началу 11 и концу 12 относительно витков 13 центральной части спирали. Между витками спирали 2 установлена межвитковая изоляция 14. Собранные элементы индуктора стянуты стяжным болтом 15. Собранный индуктор представляет монолитное соединение без узких, ослабленных мест в контактных соединениях.
Основной силовой элемент индуктора спираль изготовляют следующим образом.
На монолитной цилиндрической болванке (заготовке) на токарном станке производят разметку спирали путем нанесения резцом рисок. Затем на фрезерном станке пальцевой фрезой выполняют косые пазы 16 для первого 10 и последнего 7 витков так, чтобы начало нарезки последнего витка 7 и конец нарезки первого витка 10 располагались на нарезке витков 13 центральной части. Нарезку производят на токарном станке на заданную глубину. Затем выполняют центральное отверстие 3 с диаметром до основания 4 пазов нарезки 5. В зоне последнего витка 7 отверстие выполняют с сужением 6, чем достигается увеличение высоты последнего витка 7, примыкающего к торцовому токоподводу 9. Затем фрезеруют боковой токоподвод 8 с плавным переходом к первому витку спирали. Изготовленная спираль с плавным переходом ее от монолитного торцового токоподвода обладает повышенной стойкостью к циклическим токовым нагрузкам.
При изготовлении индуктора придается особое значение тщательности сборки его, так как между витками спирали в осевом направлении возникают отталкивающие силы, что должно быть компенсировано стяжкой витков и межвитковой изоляции стяжным контактным витком и тщательной заливкой эпоксидным компаундом всех возникающих при сборке щелей между элементами индуктора и разрывов изоляции. Особо уделяется внимание равномерности воздействия электромагнитного поля в осевом направлении на обрабатываемую заготовку.
Таким образом, изготовление спирали с плавным переходом от вывода к усиленному первому витку спирали и получение усиленного по ширине и толщине последнего витка, как примыкающего к массовой торцовой части спирали, и тщательная сборка индуктора обеспечивают индуктору повышенную стойкость и механическую сопротивляемость ударным нагрузкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ РАЗДАЧИ ТРУБЧАТЫХ ЗАГОТОВОК | 2013 |
|
RU2542190C2 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ МЕТАЛЛА НА ВНУТРЕННИХ СТЕНКАХ ТРУБОПРОВОДА МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКОЙ | 2023 |
|
RU2805733C1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ И ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИНДУКТОРА ГИБКОЙ | 2010 |
|
RU2465088C2 |
| Цилиндрический индуктор для магнитно- импульсной обработки листовых деталей | 1977 |
|
SU772470A3 |
| Цилиндрический индуктор | 1990 |
|
SU1804935A1 |
| ТРАНСФОРМАТОР ДЛЯ ИНДУКЦИОННЫХ ЭЛЕКТРОТЕРМИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2433495C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ГИДРОИМПУЛЬСНОЙ ОБРАБОТКИ СКВАЖИН (ВАРИАНТЫ) | 2005 |
|
RU2303690C2 |
Использование: в машиностроении, автомобильной, авиационной, электротехнической промышленности. Сущность изобретения: витки спирали, примыкающие к токоподводам, выполнены увеличивающимися к токоподводам по высоте и ширине. При изготовлении спирали сначала нарезают примыкающие к токоподводам витки спирали с плавно увеличивающимися к торцам токоподводов шагом и шириной относительно шага и ширины витков центральной части спирали. Затем нарезают витки центральной части от конца нарезки первого витка до начала нарезки последнего витка, после чего осуществляют образование центрального отверстия до основания пазов нарезки с сужением в зоне витка, примыкающего к торцевому токопроводу. 2 с.п. ф-лы, 3 ил.
| Белый И.В., Фертих С.М., Хименко Л.Т | |||
| Справочник по магнитоимпульсной обработке металлов | |||
| Харьков: Вища школа, 1977, с.140-142, рис.76. |
