Изобретение относится к нефтяной промышленности и может быть использовано при проведении ремонта муфтовых и ниппельных резьбовых соединений бурильных, обсадных и насосно-компрессорных труб в непосредственной близости от места их эксплуатации.
Известен «ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ РЕМОНТА НАСОСНО-КОМПРЕССОРНЫХ ТРУБ», по патенту на изобретение №2376444, опубликованный 20.12.2009, МПК E21B17/01, B23Q41/00, включающий участок прогрева, участок дробеструйной обработки внутренней поверхности ремонтируемой насосно-компрессорной трубы, участок подготовки к лейнерованию, участок совмещения ремонтируемой насосно-компрессорной трубы и лейнера, участок лейнерования с применением смазки, участок промывки от смазки и высушивания, участок обрезки концов лейнерованной трубы и нарезки резьбы, участок дробеструйной обработки внутренней поверхности трубы, участок нанесения материала для внутреннего покрытия трубы, участок прогрева для отверждения материала внутреннего покрытия, участок наворота муфты. На участке обрезки концов лейнерованной трубы и нарезки резьбы размещен участок сварки концов лейнера и ремонтируемой насосно-компрессорной трубы по торцам и зачистки торцов после сварки. Участок подготовки к лейнерованию снабжен участком нанесения на лейнер герметизирующего материала. Участок прогрева лейнерованной трубы размещен после участка промывки от смазки и высушивания или совмещен с участком прогрева состава покрытия на внутренней поверхности лейнерованной трубы. Устройство между участками снабжено промежуточными складами, участками контроля качества, участками подготовки к производству работ на следующем участке, погрузочно-разгрузочными механизмами и механизмами перемещения.
Известный комплекс выполнен стационарным и не позволяет осуществлять ремонт труб в непосредственной близости от места их эксплуатации. Для осуществления ремонта, трубы необходимо транспортировать к месту расположения известного комплекса. Для транспортировки труб большой длины, необходимо использовать специальную технику, что влечет за собой дополнительные логистические издержки и увеличивает срок простоя скважинного оборудования.
Наиболее близкой по технической сути является «МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ», по патенту на изобретение №2602941, опубликованный 20.11.2016, МПК F16L1/024, F16L56/02, содержащая расположенные в укрытии от атмосферных осадков участки приемки труб, их очистки, диагностики и ремонта, подготовки под сварку кромок торцов восстановленных при ремонте труб, участок отгрузки признанных пригодными к повторному применению труб, участок бракованных труб, а также грузоподъемные и транспортные средства перемещения труб, в которой технологические проезды для грузоподъемных средств и основания для технологического оборудования указанных участков выполнены из железобетонных плит, при этом участок приемки и участок бракованных труб располагаются рядом и разделены общим для них технологическим проездом, участок очистки труб выполнен в виде поточной линии с оборудованием резцовой очистки изоляции труб, обжига остатков изоляции, окончательной очистки труб, а также роликовый конвейер, приемный и выходной стеллажи, при этом участок диагностики и ремонта труб содержит не менее шести стендов, на каждом из которых выполняют все работы по диагностике и ремонту размещенной на стенде трубы, а участок подготовки под сварку кромок торцов труб содержит стеллаж накопления отремонтированных труб и стенд для подготовки кромок торцов трубы под сварку режущим инструментом одновременно или последовательно с двух торцов трубы с возможностью изменения геометрии кромки торца трубы в зависимости от толщины ее стенки и вида сварки.
В известном решении предусмотрено укрытие от атмосферных осадков. Однако, известную мобильную базу невозможно использовать в сложных погодных условиях, в том числе при экстремально низких температурах, например, при бурении или эксплуатации скважин на арктическом шельфе.
Задачей предлагаемого технического решения является создание способа и комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, способного функционировать в сложных погодных условиях, в том числе в условиях экстремально низких температур окружающей среды.
Поставленная задача решена за счет комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, содержащего термоизолированный модуль склада реагентов, накопитель обработанных труб и пневмоангар, состоящий из надувных арочных элементов, покрытых общей защитной оболочкой, при этом в пневмоангаре размещены система отопления и последовательно взаимосвязанные модульной стеллажной системой: накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зона инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования и термоизолированный контейнер с гидравлическим ключом; пневмоангар оборудован системой подкачки, включающей датчики давления надувных арочных элементов; система отопления пневмоангара включает инфракрасные нагреватели и тепловые пушки непрямого нагрева. При реализации способа ремонта и восстановления труб в непосредственной близости от места их эксплуатации осуществляют доставку на место проведения работ элементов комплекса, заполняют воздухом надувные арочные элементы и покрывают их общей защитной оболочкой, фиксируют пневмоангар на подготовленной площадке, с внешней стороны ангара устанавливают термоизолированный модуль склада реагентов, накопитель обработанных труб и установку для нанесения наплавки; внутри ангара устанавливают накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зону инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования, термоизолированный контейнер с гидравлическим ключом, после чего позиционируют модули стеллажной системы относительно установленного оборудования и соединяют их между собой; после монтажа комплекса осуществляют загрузку накопителя восстанавливаемых труб, затем с помощью стеллажной системы подают восстанавливаемую трубу в устройство очистки; очищенную трубу перемещают в зону инспекции, где при помощи инспекционного оборудования осуществляют проверку ее геометрии и целостности; проинспектированную трубу перемещают к термоизолированному контейнеру с токарным станком, где осуществляют механическую обработку для устранения выявленных дефектов резьбы; после механической обработки трубу по стеллажной системе перемещают к термоизолированному контейнеру с установкой для фосфатирования, где осуществляют ее химическую обработку; после химической обработки трубу по стеллажной системе перемещают к контейнеру с гидравлическим ключом, где на трубу накручивают муфту либо производят притирочное свинчивание соединения; восстановленную трубу перемещают в расположенный вне ангара накопитель восстановленных труб; после завершения работ, комплекс демонтируют.
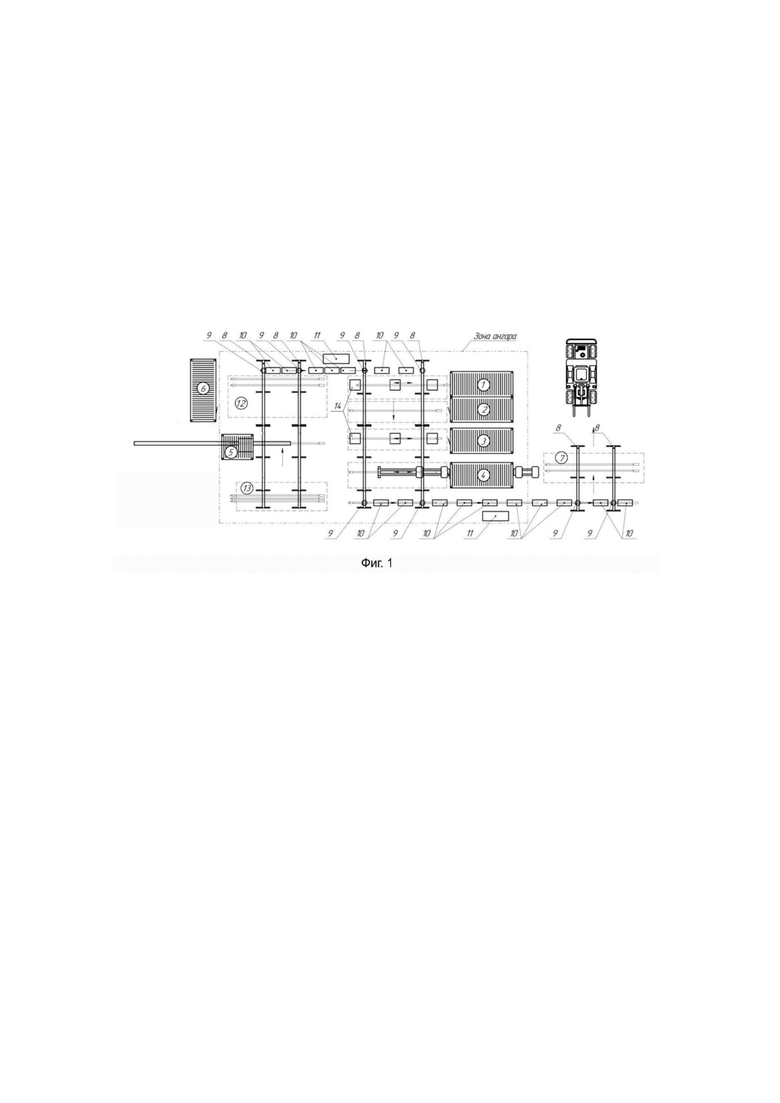
Суть технического решения иллюстрирована чертежом, где на фиг. 1 – схема расположения элементов комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, вид сверху.
На фиг. 1, изображены: термоизолированный контейнер 1 с токарно-винторезным станком с ЧПУ, контейнер 2 с рабочим местом оператора токарно-винторезного станка с ЧПУ, термоизолированный контейнер 3 с установкой для фосфатирования, термоизолированный контейнер 4 с гидравлическим ключом, устройство 5 очистки поверхности трубы, термоизолированный модуль 6 склада реагентов, накопитель 7 обработанных труб, модульная стеллажная система 8, опрокидыватели 9 труб, роликовые модули 10, пульты 11 управления опрокидывателями, зона 12 инспекции, накопитель 13 восстанавливаемых труб, люнеты 14.
Комплекс для ремонта и восстановления труб в непосредственной близости от места их эксплуатации выполнен следующим образом.
Комплекс для ремонта и восстановления труб содержит термоизолированный модуль 6 склада реагентов, накопитель 7 обработанных труб, накопитель 13 восстанавливаемых труб, устройство 5 очистки поверхности трубы, термоизолированный контейнер 1 с установленным на систему виброизоляции токарным станком, термоизолированный контейнер 2 с рабочим местом оператора станка с числовым программным управлением, термоизолированный контейнер 3 с установкой для фосфатирования, термоизолированный контейнер 4 с гидравлическим ключом и пневмоангар. Склад реагентов расположен внутри термоизолированного стандартного транспортного контейнера. Устройство 5 очистки поверхности трубы предназначено для очистки наружной поверхности труб от твердых отложений, породы и коррозии. Устройство 5 содержит модуль механической зачистки труб, локальную аспирационную установку, транспортную систему и систему управления. Термоизолированный контейнер 1 выполнен стандартного размера и содержит систему отопления и вентиляции. Контейнер 1 в своей нижней части содержит систему виброизоляции. Система виброизоляции может быть выполнена из сбалансированного виброгасящего материала, например, резины. Система виброизоляции предназначена для гашения амплитуды вибрации установленного в контейнере 1 токарно-винторезного станка с числовым программным управлением, у которого режущий инструмент вращается вокруг неподвижной трубы. Термоизолированный контейнер 2 выполнен стандартного размера и содержит систему отопления и вентиляции. В контейнере 2 расположено рабочее место оператора токарно-винторезного станка с ЧПУ. Во время транспортировки контейнер 2 используют для хранения вспомогательного оборудования. Термоизолированный контейнер 3 выполнен стандартного размера и содержит систему отопления и вентиляции. В контейнере 3 расположена установка для фосфатирования. Установка для фосфатирования содержит танкер, внутри которого осуществляют перемешивание составов, и оборудование для нанесения на трубу фосфатного покрытия орошением, поливом и погружением. Термоизолированный контейнер 4 выполнен стандартного размера и содержит систему отопления и вентиляции. В контейнере 4 расположен гидравлический ключ. Гидравлический ключ предназначен для произведения притирочного свинчивания или наворота муфт. Накопитель 13 восстанавливаемых труб, устройство 5 очистки поверхности трубы, контейнер 1 с токарно-винторезным станком, контейнер 3 с установкой для фосфатирования, контейнер 4 с гидравлическим ключом и накопитель 7 обработанных труб последовательно взаимосвязаны при помощи модульной стеллажной системы 8 и роликовых модулей 10. Места переходов между стеллажными и роликовыми модулями оборудованы опрокидывателями 9 труб. Управление опрокидывателями 9 осуществляют с пультов 11. Между устройством 5 очистки поверхности труб и первым рядом роликовых модулей 10 расположена зона 12 инспекции. Зона 12 инспекции предназначена для анализа ремонтопригодности труб и оснащена соответствующим инспекционным оборудованием. Накопитель 13 восстанавливаемых труб, устройство 5 очистки поверхности трубы, зона 12 инспекции, контейнер 1 с токарно-винторезным станком, контейнер 2 с рабочим местом оператора станка с ЧПУ, контейнер 3 с установкой для фосфатирования и контейнер 4 с гидравлическим ключом расположены внутри пневмоангара. Пневмоангар состоит из передней и задней торцевых стенок и надувных арочных элементов, выполненных из износостойкой, негорючей, устойчивой к химическим веществам ПВХ ткани. ПВХ ткань устойчива к ультрафиолетовым солнечным лучам, перепадам температуры, высокой влажности, механическим повреждениям и позволяет выдерживать высокую ветровую и снеговую нагрузку. Надувные арочные элементы покрыты общей защитной оболочкой, выполненной из материала, армированного лавсановой нитью с двусторонним покрытием защитным лаком. Для поддержания стабильного давления в баллонах, пневмоангар оборудован системой подкачки, включающей датчики давления надувных арочных элементов. Для поддержания комфортной для работы температуры, пневмоангар оборудован системой отопления, включающей инфракрасные нагреватели и тепловые пушки непрямого нагрева.
Все основное и вспомогательное оборудование входящее в состав комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации при транспортировке может быть размещено в стандартных транспортных контейнерах, например, в 20- или 40-футовых контейнерах. Возможность размещения оборудования в стандартных контейнерах позволяет осуществлять транспортировку комплекса посредством стандартного наземного, водного или воздушного транспорта, например, при помощи грузового автотранспорта или вертолетом.
Способ ремонта и восстановления труб в непосредственной близости от места их эксплуатации реализуют следующим образом.
Осуществляют доставку элементов комплекса на место проведения восстановительных работ, расположенное в непосредственной близости от места эксплуатации труб. Доставку осуществляют стандартным транспортом, предназначенным для транспортировки стандартных контейнеров, например, грузовым автотранспортом или вертолетом. На подготовленную площадку выгружают и устанавливают накопитель 13 восстанавливаемых труб, устройство 5 очистки поверхности трубы, контейнер 1 с токарно-винторезным станком, контейнер 2 с рабочим местом оператора станка с ЧПУ, контейнер 3 с установкой для фосфатирования и контейнер 4 с гидравлическим ключом. Выгружают модульную стеллажную систему 8, роликовые модули 10 и прочее вспомогательное оборудование. Заполняют воздухом надувные арочные элементы и последовательно располагают их на подготовленной площадке над выгруженным и установленным оборудованием. Устанавливают переднюю и заднюю торцевые стенки пневмоангара. Надувные арочные элементы покрывают общей защитной оболочкой. Пневмоангар фиксируют относительно подготовленной площадки, например, путем размещения груза в основаниях надувных арочных элементов. Надежная фиксация пневмоангара позволяет ему выдерживать значительные ветровые нагрузки. С внешней стороны пневмоангара устанавливают термоизолированный модуль 6 склада реагентов и накопитель 7 обработанных труб. Внутри пневмоангара, относительно установленного оборудования, осуществляют позиционирование модулей стеллажной системы 8. Расстояния между линиями стеллажей регламентируются длиною восстанавливаемых труб. Стеллажные модули выставленные в одну линию жестко соединяют между собой и, при необходимости, крепят к подготовленной площадке, например, при помощи анкеров. Затем осуществляют монтаж опрокидывателей 9 труб. После установки опрокидывателей 9 труб производят сборку и расстановку роликовых модулей 10 для перемещения труб. Осуществляют расстановку люнетов 14 токарно-винторезного станка с ЧПУ и установки для фосфатирования. После установки вспомогательного оборудования осуществляют распаковку и подготовку основного оборудования. Распаковывают и подготавливают к эксплуатации токарно-винторезный станок с ЧПУ. Производят установку конвейеров, монтаж пульта управления, монтаж пульта управления люнетами 14 с подключением люнетов 14, расстановку верстака и стеллажей, установку кондиционера станка с ЧПУ, подключение понижающего трансформатора станка с ЧПУ, укладку деревянных трапов, монтаж и подключение системы вентиляции, расстановку и подключение обогревателей и т.д. Распаковывают и подготавливают к эксплуатации установку для фосфатизирования. Производят сборку фосфатного оборудования согласно инструкции по сборке и эксплуатации, производят сборку и установку вспомогательного оборудования (ванн замывки, стеллажей, верстаков), производят монтаж системы вентиляции, монтаж пульта управления люнетами 14 с подключением люнетов 14, расстановку и подключение обогревателей, укладку деревянных трапов. Распаковывают и подготавливают к эксплуатации гидравлический ключ и устройство 5 очистки поверхности трубы. Осуществляют монтаж пультов 11 управления опрокидывателями 9. В зоне 12 инспекции располагают стеллажи с измерительным инструментом и прочим инспекционным оборудованием. Комплекс подключают к контуру заземления при помощи металлической шины.
После монтажа комплекса для ремонта и восстановления труб осуществляют загрузку накопителя 13 восстанавливаемых труб. Восстанавливаемую трубу с помощью стеллажной системы 8 подают в устройство 5 очистки поверхности трубы. Производят очистку внешней поверхности восстанавливаемой трубы. Очистка производится специальным вращающимся инструментом, состоящим из набора металлических щеток. Труба проходит через камеру очистки, совершая вращательно-поступательное движение. Продукты зачистки удаляются из полости камеры аспирационной установкой. Очищенную трубу перемещают в зону 12 инспекции. В зоне 12 инспекции производят проверку геометрии и целостности трубы. Инспектора производят все необходимые замеры согласно установленным нормативам, в том числе в соответствии с ГОСТ 34057-17, ГОСТ 53365-09 и так далее . В результате инспекции определяют пригодность трубы для ремонта и параметры технологических операций, требующихся для восстановления трубы. Проинспектированную трубу перемещают к опрокидывателям 9. При помощи опрокидывателей 9 трубу перемещают на роликовые модули 10. По роликовым модулям 10 трубу перемещают к модульным стеллажам зоны ремонта. Трубу перемещают к термоизолированному контейнеру 1 с токарно-винторезным станком с ЧПУ. Трубу позиционируют на люнетах 14, и, с их помощью, перемещают обрабатываемый конец трубы в рабочую зону токарно-винторезного станка с ЧПУ. Ремонт резьбы осуществляют по заранее определенной в результате инспекции программе. Затем при помощи люнетов 14 трубу возвращают на стеллажную модульную систему 8. По стеллажной системе 8 трубу перемещают к термоизолирлованному контейнеру 3 с установкой для фосфатирования. При помощи люнетов 14 трубу помещают в установку для фосфатирования, где осуществляют ее химическую обработку с нанесением фосфатного покрытия. Затем при помощи люнетов 14 трубу возвращают на стеллажную модульную систему 8. Трубу перемещают к контейнеру 4 с гидравлическим ключом, где на трубу накручивают муфту или производят притирочное свинчивание соединения. Затем восстановленную трубу перемещают в расположенный вне пневмоангара накопитель 7 восстановленных труб. Осуществляют пакетирование и отгрузку трубы.
После завершения работ комплекс для ремонта и восстановления труб демонтируют.
Расположение основного оборудования комплекса внутри пневмоангара обеспечивает его надежную защиту от таких природных явлений как осадки и сильный ветер. Воздух в баллонах пневмоангара является хорошим теплоизолятором, что позволяет при помощи системы отопления поддерживать комфортную температуру внутри пневмоангара даже в условиях экстремально низких температур окружающей среды. Состав оборудования и технических средств, входящих в состав комплекса, позволяет осуществлять полный цикл восстановительно-ремонтных работ. Возможность размещения оборудования в стандартных контейнерах позволяет осуществлять транспортировку комплекса к месту эксплуатации труб посредством стандартного наземного, водного или воздушного транспорта, например, при помощи грузового автотранспорта или вертолетом.
Техническим результатом предлагаемого технического решения является создание способа и комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, способного функционировать в сложных погодных условиях, в том числе в условиях экстремально низких температур окружающей среды. Технический результат достигается за счет комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, содержащего термоизолированный модуль склада реагентов, накопитель обработанных труб и пневмоангар, состоящий из надувных арочных элементов, покрытых общей защитной оболочкой, при этом в пневмоангаре размещены система отопления и последовательно взаимосвязанные модульной стеллажной системой: накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зона инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования и термоизолированный контейнер с гидравлическим ключом; пневмоангар оборудован системой подкачки, включающей датчики давления надувных арочных элементов; система отопления пневмоангара включает инфракрасные нагреватели и тепловые пушки непрямого нагрева. При реализации способа ремонта и восстановления труб в непосредственной близости от места их эксплуатации осуществляют доставку на место проведения работ элементов комплекса, заполняют воздухом надувные арочные элементы и покрывают их общей защитной оболочкой, фиксируют пневмоангар на подготовленной площадке, с внешней стороны ангара устанавливают термоизолированный модуль склада реагентов и накопитель обработанных труб; внутри ангара устанавливают накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зону инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования, термоизолированный контейнер с гидравлическим ключом, после чего позиционируют модули стеллажной системы относительно установленного оборудования и соединяют их между собой; после монтажа комплекса осуществляют загрузку накопителя восстанавливаемых труб, затем с помощью стеллажной системы подают восстанавливаемую трубу в устройство очистки; очищенную трубу перемещают в зону инспекции, где при помощи инспекционного оборудования осуществляют проверку ее геометрии и целостности; проинспектированную трубу перемещают к термоизолированному контейнеру с токарным станком, где осуществляют механическую обработку для устранения выявленных дефектов резьбы; после механической обработки трубу по стеллажной системе перемещают к термоизолированному контейнеру с установкой для фосфатирования, где осуществляют ее химическую обработку; после химической обработки трубу по стеллажной системе перемещают к контейнеру с гидравлическим ключом, где на трубу накручивают муфту либо производят притирочное свинчивание соединения; восстановленную трубу перемещают в расположенный вне ангара накопитель восстановленных труб; после завершения работ, комплекс демонтируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНОВАНИЕ ДЛЯ СТАНКА | 2023 |
|
RU2809424C1 |
| Технологическая линия для восстановления бурильной трубы | 2020 |
|
RU2740193C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ | 1992 |
|
RU2070488C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ БЛОК-МОДУЛЬНОГО КОМПЛЕКСА | 2004 |
|
RU2276002C1 |
| Мобильный пункт ремонта боеприпасов | 2019 |
|
RU2700860C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ КУЛАЧКОВОГО ВАЛА | 2013 |
|
RU2539642C1 |
| Способ заделки трещин в стенке трубопровода и устройство для его осуществления | 2018 |
|
RU2693940C1 |
| УСТРОЙСТВО ДЛЯ ДОБЫЧИ ВОДЫ НА ЛУНЕ | 2021 |
|
RU2770385C1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО РЕМОНТА ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2601782C1 |
| МОБИЛЬНЫЙ РОБОТИЗИРОВАННЫЙ РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС РАКЕТНО-АРТИЛЛЕРИЙСКОГО ВООРУЖЕНИЯ (МРРДК-РАВ) | 2022 |
|
RU2780079C1 |
Изобретение относится к нефтяной промышленности и может быть использовано при проведении ремонта муфтовых и ниппельных резьбовых соединений бурильных, обсадных и насосно-компрессорных труб в непосредственной близости от места их эксплуатации. Техническим результатом предлагаемого технического решения является создание способа и комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, способного функционировать в сложных погодных условиях, в том числе в условиях экстремально низких температур окружающей среды. Технический результат достигается за счет комплекса для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, содержащего термоизолированный модуль склада реагентов, накопитель обработанных труб и пневмоангар, состоящий из надувных арочных элементов, покрытых общей защитной оболочкой, при этом в пневмоангаре размещены система отопления и последовательно взаимосвязанные модульной стеллажной системой: накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зона инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования и термоизолированный контейнер с гидравлическим ключом; пневмоангар оборудован системой подкачки, включающей датчики давления надувных арочных элементов; система отопления пневмоангара включает инфракрасные нагреватели и тепловые пушки непрямого нагрева. 2 н. и 2 з.п. ф-лы, 1 ил.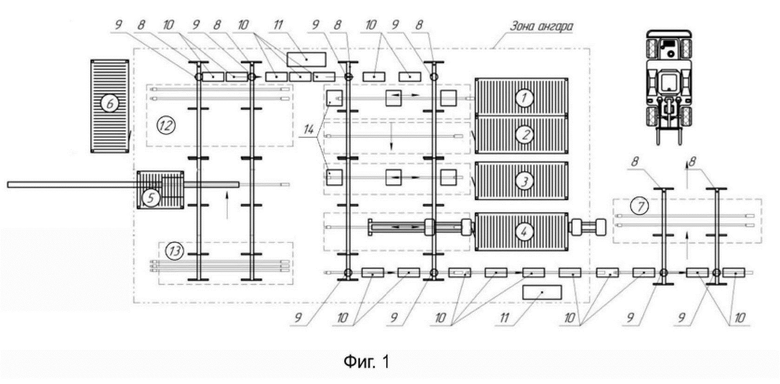
1. Комплекс для ремонта и восстановления труб в непосредственной близости от места их эксплуатации, характеризующийся тем, что содержит термоизолированный модуль склада реагентов, накопитель обработанных труб и пневмоангар, состоящий из надувных арочных элементов, покрытых общей защитной оболочкой, при этом в пневмоангаре размещены система отопления и последовательно взаимосвязанные модульной стеллажной системой: накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зона инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования и термоизолированный контейнер с гидравлическим ключом.
2. Комплекс по п.1, отличающийся тем, что пневмоангар оборудован системой подкачки, включающей датчики давления надувных арочных элементов.
3. Комплекс по п.1, отличающийся тем, что система отопления пневмоангара включает инфракрасные нагреватели и тепловые пушки непрямого нагрева.
4. Способ ремонта и восстановления труб в непосредственной близости от места их эксплуатации, характеризующийся тем, что осуществляют доставку на место проведения работ элементов комплекса по п.1, заполняют воздухом надувные арочные элементы и покрывают их общей защитной оболочкой, фиксируют пневмоангар на подготовленной площадке, с внешней стороны пневмоангара устанавливают термоизолированный модуль склада реагентов и накопитель обработанных труб; внутри пневмоангара устанавливают накопитель восстанавливаемых труб, устройство очистки поверхности трубы, зону инспекции, термоизолированный контейнер с установленным на систему виброизоляции токарным станком, термоизолированный контейнер с установкой для фосфатирования, термоизолированный контейнер с гидравлическим ключом, после чего позиционируют модули стеллажной системы относительно установленного оборудования и соединяют их между собой;
после монтажа комплекса по п.1 осуществляют загрузку накопителя восстанавливаемых труб, затем с помощью стеллажной системы подают восстанавливаемую трубу в устройство очистки;
очищенную трубу перемещают в зону инспекции, где при помощи инспекционного оборудования осуществляют проверку ее геометрии и целостности;
проинспектированную трубу перемещают к термоизолированному контейнеру с токарным станком, где осуществляют механическую обработку для устранения выявленных дефектов резьбы;
после механической обработки трубу по стеллажной системе перемещают к термоизолированному контейнеру с установкой для фосфатирования, где осуществляют ее химическую обработку;
после химической обработки трубу по стеллажной системе перемещают к контейнеру с гидравлическим ключом, где на трубу накручивают муфту либо производят притирочное свинчивание соединения;
восстановленную трубу перемещают в расположенный вне пневмоангара накопитель восстановленных труб;
после завершения работ комплекс демонтируют.
| МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ | 2015 |
|
RU2602941C2 |
| СПОСОБ ПОДГОТОВКИ ТРУБ ДЛЯ ПОВТОРНОГО ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338946C1 |
| RU 2017117589 A, 22.11.2018 | |||
| ПРИБОР ДЛЯ ЧЕРЧЕНИЯ ПРАВИЛЬНЫХ МНОГОУГОЛЬНИКОВ | 1927 |
|
SU7723A1 |

