Изобретение относится к нефтедобывающей промышленности, к технологическому оборудованию для восстановления изношенных бурильных труб, в частности, к оборудованию, объединенному в единую технологическую линию, для осуществления ремонта резьбовых участков бурильной трубы. Может быть применимо для восстановления цельных бурильных труб, содержащих муфтовые и ниппельные концы выполненные за одно целое с телом трубы, или содержащих приваренные к трубам муфтовые и ниппельные концы. Может быть применимо как в условиях стационарного ремонтного цеха, так и с возможностью организации ремонтного цеха в полевых условиях.
Известен способ восстановления бурильной трубы по патенту на изобретение RU№2308364, В23Р 6/00, 2007. Способ включает автоматическую электродуговую наплавку под флюсом наплавляемого валика на поверхности изношенной части трубы. Перед наплавкой смещают электроды в горизонтальной плоскости симметрии против направления вращения трубы с линейным отклонением от «зенита» на 20-30 мм и угловым отклонением от «зенита» на 18-26°. Наплавку осуществляют на прямой полярности с подключением «минуса» на электроды и «плюса» на трубу. Все электроды для наплавки ниппельной части трубы запитывают от одного источника электрического тока, все электроды для наплавки муфтовой части трубы запитывают от второго источника электрического тока. По всей ширине наплавляемого валика в зоне влияния всех электродов формируют общую ванну жидкого металла. Наплавляемый валик формируют при перемещении электродов в прямом и обратном направлении вдоль оси вращающейся трубы. Перемещение электродов совмещают с подачей флюса. Недостатком данного способа является наличие громоздкой оснастки для размещения большого количества электродов, неравномерный и быстрый расход самих электродов и, как следствие, частые переналадки и подналадки установки. Наличие узкоспециализированной дополнительной оснастки для подачи и удержания флюса в зоне наплавки, наличие специального набора резьбовых колец, удерживающих флюс от просыпания с оголовка так же усложняет и увеличивает комплекс необходимого оборудования, повышает трудоемкость его использования. Велика вероятность прихвата колец к оголовкам трубы расплавленным металлом при наплавке или из-за термической деформации резьбы во время процесса наплавки. Также к недостаткам существующих устройств можно отнести отсутствие возможности наплавки износостойких поясков типа «Hardbanding» на замки бурильных труб.
Известно устройство для восстановления бурильной трубы по патенту на изобретение RU№2308365, В23Р 6/00, 2007. Устройство включает узлы хранения, подачи и перегрузки труб. Наплавочная головка выполнена с возможностью линейного и углового отклонения от «зенита». Опоры трубы выполнены токоподводящими с подключением «плюса» на трубу. «Минус» от источника электрического тока соединен с электродами. Группы электродов для наплавки ниппельной и муфтовой частей трубы запитаны от разных источников электрического тока. Электроды установлены в сварочной головке в ряд параллельно оси трубы с возможностью изменения расстояния между ними. Узел продольного перемещения электродов выполнен с возможностью одновременной подачи флюса в зону наплавки. Устройство снабжено узлом подачи воздуха внутрь трубы, охлаждающими кольцами торцов трубы и приспособлениями для термостатирования мест наплавки. Недостатком является сложность и длительность процесса последовательной наплавки на оба конца трубы, длительность процесса обработки труб на прямой полярности. Прямую полярность применяют при обработке заготовок с толстыми стенками и/или когда необходим хороший прогрев свариваемых деталей.
Известен способ ремонта нефтяной бурильной трубы по патенту на изобретение CN№103231200, В23Р 6/00, 2013. Способ включает определение начальной точки для нанесения резьбы на поверхность бурильной трубы, выполнение автоматического восстановления посредством программы обработки трубы, контроль участков восстановления и дальнейшее восстановление резьбы. В частности, способ включает следующие этапы: установку участка бурильной трубы, подлежащего ремонту, на станке с ЧПУ, использование устройства поиска начала резьбы, программирование станка на обработку с учетом автоматически вычисленного начала резьбы, установку параметров резьбы в соответствии с фактической величиной повреждения бурильной трубы, нарезание резьбы. Недостатком является сложность установки изделия на токарный станок таким образом, чтобы резьбонарезающий инструмент своей рабочей вершиной попал во впадину резьбы изделия, сложность и длительность процесса восстановления резьбы на концы трубы.
Известно устройство для упрочнения наружной резьбовой поверхности обкаткой по патенту на полезную модель RU№140339, В24В 39/00, 2014. Устройство содержит каретку с державкой деформирующего инструмента и гидроцилиндром радиального прижатия деформирующего инструмента к обрабатываемой поверхности. Каретка установлена с возможностью продольного перемещения относительно обрабатываемой поверхности. Устройство снабжено узлом центрирования обрабатываемой детали, выполненным в виде корпуса с прижимными роликами, установленного на каретке. Гидроцилиндр установлен на каретке с возможностью радиального перемещения относительно обрабатываемой поверхности, а корпус узла центрирования жестко соединен с гидроцилиндром. Недостатком является сложность устройства и невысокая технологичность процесса, связанные с наличием узла центрирования. Наличие корпуса узла центрирования резко ограничивает номенклатуру диаметров резьб, для которых необходимо выполнить упрочнение. Установка имеет деформирующий ролик и пару центрирующих роликов, которые также участвуют в процессе обкатки, т.е., установка оснащена тремя рабочими роликами, что снижает ее эффективность, повышает расход роликов и сложность процесса обработки.
Известно устройство для горячего фосфатирования поверхности резьбы нефтяной трубы по патенту на полезную модель CN№202246866, С23С 22/07, 2012. Устройство содержит фосфатирующий бассейн в виде подкатного шкафа, в который помещают обрабатываемый конец трубы, в который вставлена внутренняя заглушка. Фосфатирующий бассейн соединен с пятью трубными участками. Датчики, нагреватели, мешалки, электромагнитные клапаны и насосы в пяти трубных участках соответственно соединены с программируемым логическим контроллером. Недостатком является сложность конструкции устройства, длительность процесса фосфатирования, связанная с необходимостью поочередного обрабатывания концов трубы и со сложностью установки и герметизации заглушки конца трубы, полностью помещенного в фосфатирующий бассейн.
Известен способ восстановительного ремонта и подготовки к эксплуатации нарезных нефтегазопромысловых труб и передвижной комплекс для его осуществления по патенту ЕА№000285, В23Р 6/00, 1999. Передвижной комплекс содержит оборудование, установленное по ходу технологического процесса и связанное между собой механизмами для перемещения труб. Комплекс содержит стенд с устройством для проверки кривизны труб, блок для очистки труб, аппарат для диагностики корпуса труб, средства контроля качества резьбовых элементов, оборудование для ремонта резьбовых элементов с использованием операций механической обработки, устройство для гидравлических испытаний, устройство для нанесения антизадирного покрытия на трубные резьбовые элементы, устройство для очистки внутренних поверхностей труб, устройство для нанесение антикоррозионного покрытия на внутренние поверхности труб, установку окончательной маркировки на трубы и сортировочный стеллаж. Комплекс дополнительно снабжен маркирующим устройством, установками для ультразвукового восстановления трубных резьбовых элементов и устройством неразрушающего контроля тела трубы методом акустической эмиссии. Недостатком является высокая длительность технологического процесса, связанная с длительностью проведения каждой операции, высокая трудоемкость восстановительного ремонта из-за невозможности обработки одновременно обоих резьбовых концов трубы.
Известен способ подготовки к эксплуатации нарезных нефтегазопромысловых труб и комплекс для его осуществления по патенту RU№2312201, В23Р 6/00, 2007. Комплекс содержит оборудование, установленное по ходу единого технологического процесса с потоком одинаково ориентированных муфтой труб. Оборудование смонтировано в функциональных модульных блоках и связано между собой компьютерной сетью АСУ и транспортными механизмами. Комплекс включает входной раскаточный стеллаж с устройством контроля кривизны трубы, установку очистки трубы от асфальтосмолопарафиновых загрязнений, в том числе оборудование для внутренней и внешней очистки трубы и муфты, установку диагностики и неразрушающего контроля тела трубы, устройство входного контроля, устройство дополнительной технологической маркировки труб, оборудование для ремонта резьбовых элементов путем механической обработки, в том числе муфтонавёрточный станок, оборудование для ультразвуковой обработки резьбовых элементов нефтепромысловых труб и муфт, установку гидроиспытаний труб, установку акусто-эмиссионного контроля в ходе гидроиспытаний, установку сушки труб, оборудование для нанесения антизадирного покрытия на резьбу, установку нанесения антикоррозионного покрытия на внутреннюю поверхность труб, установку окончательной маркировки, сортировочный стеллаж и устройство ввода информации о маркированных трубах в базу данных АСУ. Недостатком является сложность и длительность технологического процесса, обусловленные определенной последовательностью операций и невозможностью совмещения операций по восстановлению ниппеля и муфты нефтегазопромысловой трубы.
Технической задачей заявляемого изобретения является повышение производительности восстановительного ремонта бурильной трубы.
Техническим результатом заявляемого изобретения является повышение технологичности процесса восстановительного ремонта бурильной трубы за счет повышения универсальности оборудования, снижения количества применяемой оснастки, снижения времени и трудоемкости проведения операций.
Технический результат достигается за счет того, что в технологической линии для восстановления бурильной трубы, содержащей комплекс оборудования для восстановительной и упрочняющей наплавки замков и других участков тела бурильной трубы, включающий токоподводящие вращающиеся опоры для установки бурильной трубы, газовую магистраль для соединения источника газа со сварочным аппаратом, направляющий аппарат, вращатель, содержащей комплекс оборудования для токарной обработки, содержащей комплекс оборудования для пластического и термического упрочнения резьбовых поверхностей, включающий установку упрочнения резьбы и стапель с подъемным устройством, содержащей комплекс оборудования для нанесения покрытия на поверхность резьбы бурильной трубы, согласно изобретению, комплекс оборудования для восстановительной наплавки замков бурильной трубы содержит два сварочных аппарата, две подвижные каретки для установки сопел сварочных аппаратов, приспособление для колебательного движения сопла, каждый сварочный аппарат оснащен собственным источником тока, электрод, установленный в сопле, является анодом, подвижные каретки связаны с контроллером вращателя, оснащенного программным обеспечением для синхронизации скорости движения подвижных кареток с вращателем, вращатель снабжен патроном с установленными на нем сменными зажимами, внешняя поверхность зажимов образует конус, на внешней поверхности зажимов выполнена резьба, комплекс оборудования для токарной обработки включает единый накопитель труб с подьемно-транспортным устройством, подьемный люнет и два трубонарезных станка, установка упрочнения резьбы снабжена оптическим датчиком для определения наличия резьбы, упрочняющий накатной ролик является сменным, форма контактной поверхности упрочняющего накатного ролика соответствует профилю упрочняемой резьбы, прижимной ролик и ролики ведущих валов расположены в месте контакта с не резьбовыми участками бурильной трубы, комплекс оборудования для нанесения покрытия на поверхность бурильной трубы содержит емкость для рабочего раствора с нагревательными элементами и пультом управления, ложемент с податчиком, два подкатных шкафа душевания, систему подачи рабочего раствора в подкатные шкафы, подкатной шкаф душевания для нанесения покрытия на муфтовый конец трубы снабжен трубкой подачи рабочего раствора с форсункой, ось которой расположена вдоль оси шкафа душевания, подкатной шкаф душевания для нанесения покрытия на ниппельный конец трубы имеет круговое расположение трубок подачи рабочего раствора, на которых установлены форсунки, направленные к центральной продольной оси шкафа
Технический результат обеспечивается тем, что комплекс оборудования для восстановительной наплавки замков бурильной трубы содержит два сварочных аппарата. Сопла сварочных аппаратов закреплены на двух подвижных каретках. То есть одна наплавочная линия имеет один вращатель, две подвижные каретки и два отдельных сварочных аппарата. Это позволяет производить одновременно наплавку обоих концов трубы, как муфтового, так и ниппельного. При этом связь подвижных кареток с контроллером вращателя со специально установленным программным обеспечением позволяет задавать на пульте управления скорость движения каретки вдоль оси трубы и синхронизировать ее со скоростью вращения трубы таким образом, чтобы «нитки» спирали наплавленного слоя перекрывали друг друга, не было зазоров между «нитками» и непроваров. Это исключает дополнительные операции по устранению непроваров. Использование в составе комплекса приспособления для колебательного движения сопла позволяет выполнять наплавку износостойких поясков типа «Hardbanding» на замки бурильных труб без применения дополнительного оборудования. Оснащение каждого сварочного аппарата собственным источником тока повышает технологичность процесса наплавки. Повышение удобства работы обеспечивается при необходимости, наплавки одного соединения, например, только на ниппельном или муфтовом конце, при необходимости более раннего отключения одного аппарата, чем другой, например, при разной длине наплавляемых поверхностей и т.п. Также это способствует выравниванию плавления проволоки. Электрод, установленный в сопле, является анодом, т.е., при процессе наплавки применяется обратная полярность, что ускоряет процесс наплавки и не приводит к перегреву зоны наплавки. Это объясняется тем, что применение прямой полярности приводит к большему выделению тепла в зоне сварки, чем при работе на обратной полярности, и, как следствие, приводит перегреву заготовки, что чревато искажениями ее геометрических характеристик. В основном прямую полярность применяют при обработке заготовок с толстыми стенками и/или когда необходим хороший прогрев свариваемых деталей. Вращатель снабжен патроном с установленными на нем сменными зажимами, внешняя поверхность зажимов образует конус, на внешней поверхности зажимов выполнена резьба. Такая конструкция позволяет использовать один набор зажимов на все типоразмеры трубы и использовать второй комплект зажимов для левой резьбы, позволяет значительно снизить время установки трубы на оборудовании по сравнению с традиционными линиями наплавки. Обычно в муфту ввинчивают небольшой цилиндр-переходник с ниппельной резьбой, за гладкий противоположный конец которого хватаются зажимами захвата, либо на ниппельный конец навинчивают кольцо и на кольцо устанавливают захват. При такой организации необходимо иметь большое количество цилиндров-переходников или колец – на каждый типоразмер резьбы свой переходник. Эта номенклатура удваивается при наличии труб с левой резьбой. Причем вращение трубы возможно только в одну сторону – в сторону затяжки переходника, иначе переходник свинтится с трубы и труба выпадет. Также недостатком такой организации являются возможные прихваты переходников из-за термической деформации муфты трубы, т.к., при наплавке из-за нагрева муфта расширяется, переходник под влиянием вращателя ввинчивается в трубу глубже. После окончания процесса муфта остывает и сжимает переходник, что значительно затрудняет его извлечение. Соответственно, при такой организации необходимо значительно больше времени, необходимого на установку/снятие переходников по сравнению с заявляемым техническим решением. Таким образом, предложенный комплекс оборудования для восстановительной наплавки замков бурильной трубы позволяет упростить вспомогательные операции, сократить количество применяемых технологических приспособлений и сократить время технологического процесса наплавки.
Предлагаемый комплекс оборудования для токарной обработки позволяет исключить потери времени на подготовку, переворот и перемещение трубы для ее обработки на токарном комплексе, повысить эффективность использования оборудования. В существующих аналогах используется ручная установка трубы на люнет и в патрон станка, а также ручной её переворот для возможности обработки противоположного резьбового соединения. Это приводит к значительным потерям времени на вспомогательные действия оператора. Оснащение комплекса оборудования для токарной обработки двумя трубонарезными станками с ЧПУ, единым накопителем для хранения заготовок труб и готовой продукции, подъемно-транспортным устройством для подъема трубы со стапеля и подачи ее в патрон станка и подъемным люнетом позволяет обеспечивать удержание и свободное вращение свободного конца трубы во время ее обработки. Комплекс позволяет хранить запас заготовок труб и подавать их по одной на подъемно-транспортную систему, которая приподнимает трубу со стапеля и позволяет подать ее в патрон станка для закрепления, выверки и обработки. Комплекс позволяет закрепить трубу на подъемном люнете для ее обработки и отвести подъемно-транспортное устройство в исходное положение. После токарной обработки трубы подъемно-транспортное устройство позволяет снять обработанную с одной стороны трубу из патрона и с подъемного люнета и переместить ее в накопитель заготовок второго станка, откуда позволяет подать ее в патрон второго станка для закрепления, выверки и обработки второго резьбового соединения. Таким образом, предложенный комплекс оборудования для токарной обработки позволяет уменьшить количество операций, применяемой оснастки, сократить время проведения операций.
Технический результат достигается так же использованием в установке пластического упрочнения резьбы сменных упрочняющих накатных роликов, форма контактной поверхности которых соответствует профилю упрочняемой резьбы, это позволяет повысить универсальность оборудования, сократить время на переналадку установки для упрочнения труб с разными типами резьбы. Снабжение установки специальным оптическим датчиком позволяет отследить наличие резьбовой поверхности под роликом и, при достижении роликом её конца, отключить вращение и отжать ролик в исходное положение. Это упрощает управление установкой и исключает человеческий фактор ошибки. Расположение прижимного ролика и роликов ведущих валов в месте контакта с не резьбовыми участками бурильной трубы, позволяет отказаться от узла центрирования сложной конструкции, в котором и обкатывающий ролик, и прижимные центрирующие ролики опираются при движении на резьбовой участок из-за чего процесс обкатки требует постоянного внимания оператора, а установка сложна в управлении и имеет большие габариты. Заявляемая же установка упрочнения резьбы проста в управлении и компактна.
Повышение технологичности процесса восстановительного ремонта бурильной трубы и снижение времени проведения операций достигается так же за счет того, что комплекс оборудования для нанесения покрытия на поверхность трубы содержит одну общую емкость для рабочего раствора, систему подачи рабочего раствора в подкатные шкафы и два подкатных шкафа душевания. Это позволяет обрабатывать одновременно оба резьбовых конца трубы. Использование шкафов душевания с установленными внутри распыляющими форсунками позволяет создавать вокруг обрабатываемых участков туман из мелкодисперсной взвеси рабочего раствора, которая осаждается на резьбовые участки трубы и создает на них защитную пленку. Это значительно упрощает операцию фосфатирования, т.к. дает возможность избежать полного погружения концов бурильной трубы в бассейн с раствором. Осевое расположение форсунки для нанесения покрытия на муфтовый конец трубы в одном шкафу и круговое расположение форсунок для нанесения покрытия на ниппельный конец трубы в другом шкафу позволяет быстро установить обрабатываемый конец трубы в соответствующий ему шкаф душевания, исключить операцию переустановки форсунок.
Таким образом, использование заявляемого оборудования комплекса для восстановительной и упрочняющей наплавки замков и тела бурильной трубы, комплекса для токарной обработки, комплекса для нанесения защитного покрытия, установки упрочнения резьбы пластическим деформированием позволяет повысить производительность восстановительного ремонта бурильной трубы, повысить технологичность процесса восстановительного ремонта бурильной трубы за счет повышения универсальности оборудования, за счет снижения количества применяемой оснастки, за счет снижения количества и времени проведения операций.
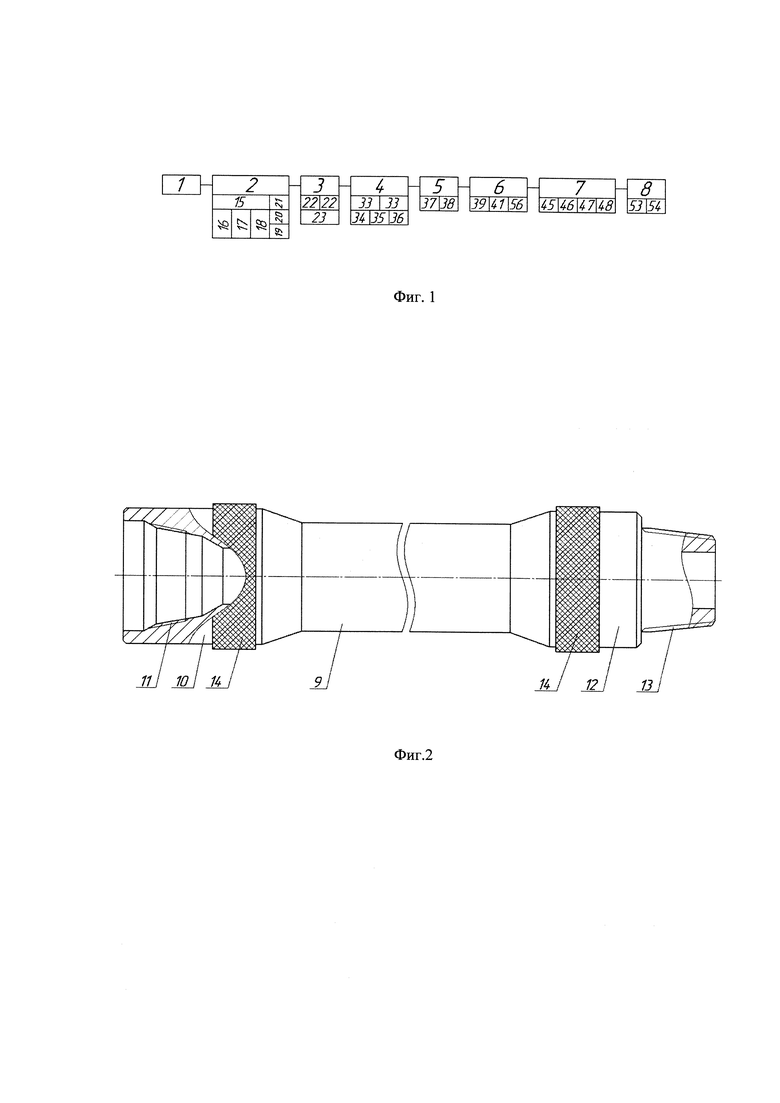
На фиг. 1 схематично представлена технологическая линия для восстановления бурильной трубы.
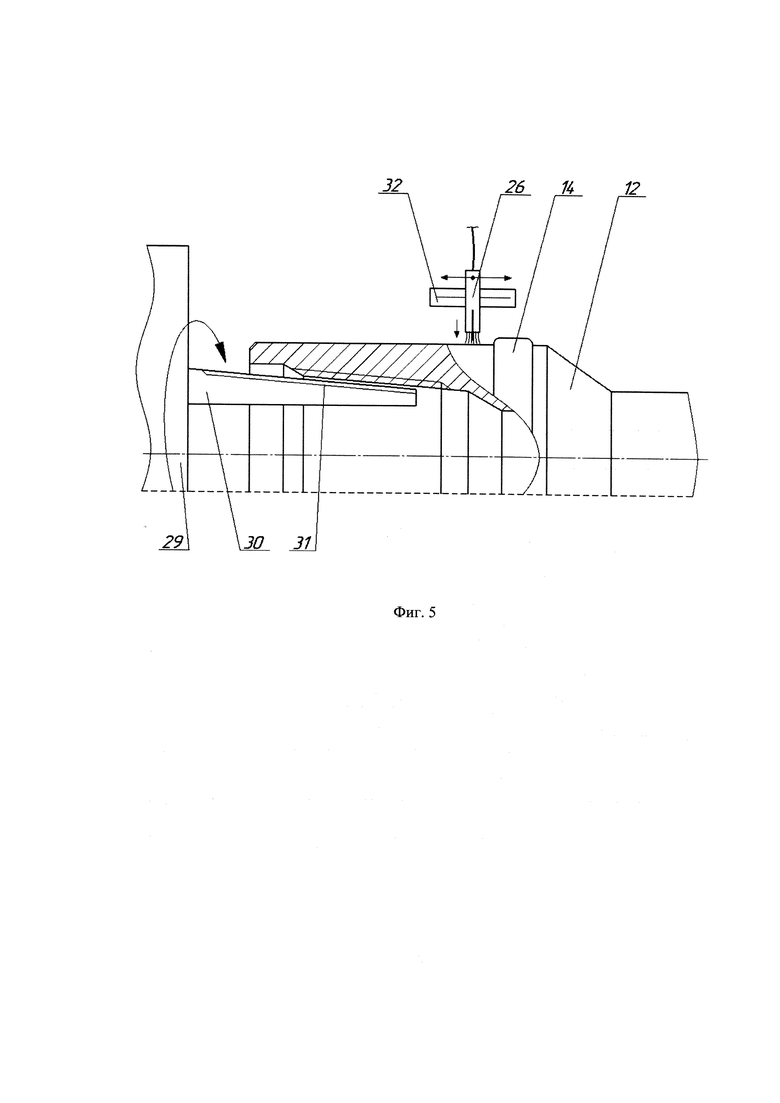
На фиг. 2 представлена восстанавливаемая бурильная труба.
На фиг. 3 представлено расположение бурильной трубы на оборудовании для восстановительной наплавки замков, продольный вид.
На фиг. 4 представлено расположение сварочного сопла для восстановительной наплавки замков на бурильной трубе.
На фиг.5 представлено расположение сварочного сопла для наплавки износостойкого пояска на бурильной трубе.
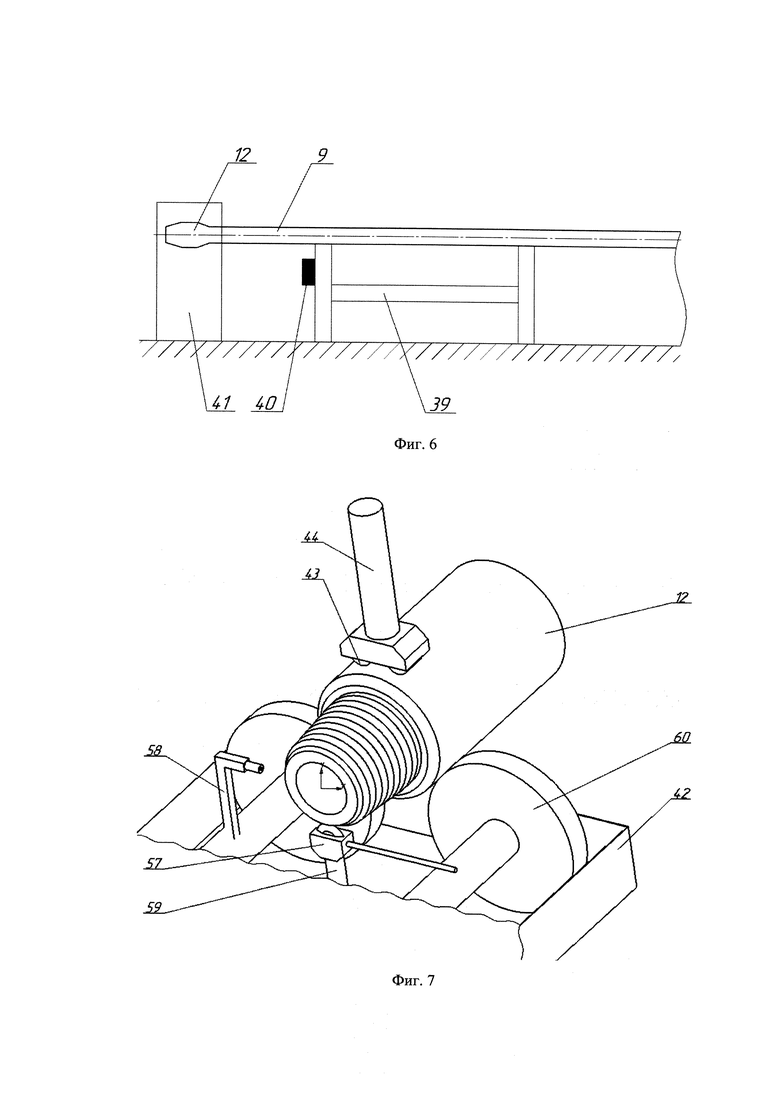
На фиг. 6 представлено расположение бурильной трубы на стапеле установки упрочнения резьбы пластическим деформированием.
На фиг. 7 представлено расположение бурильной трубы в установке упрочнения резьбы пластическим деформированием.
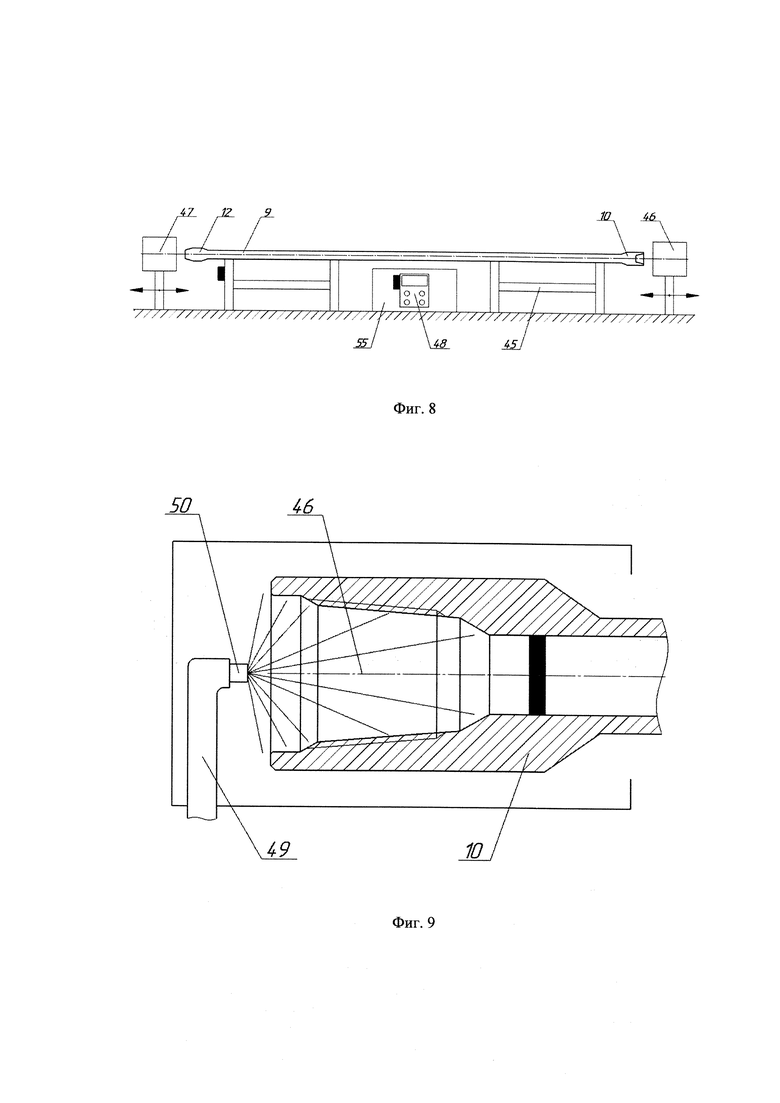
На фиг. 8 представлено расположение бурильной трубы на стапеле для нанесения защитного покрытия.
На фиг. 9 представлено расположение форсунки для нанесения защитного покрытия на муфтовый конец трубы.
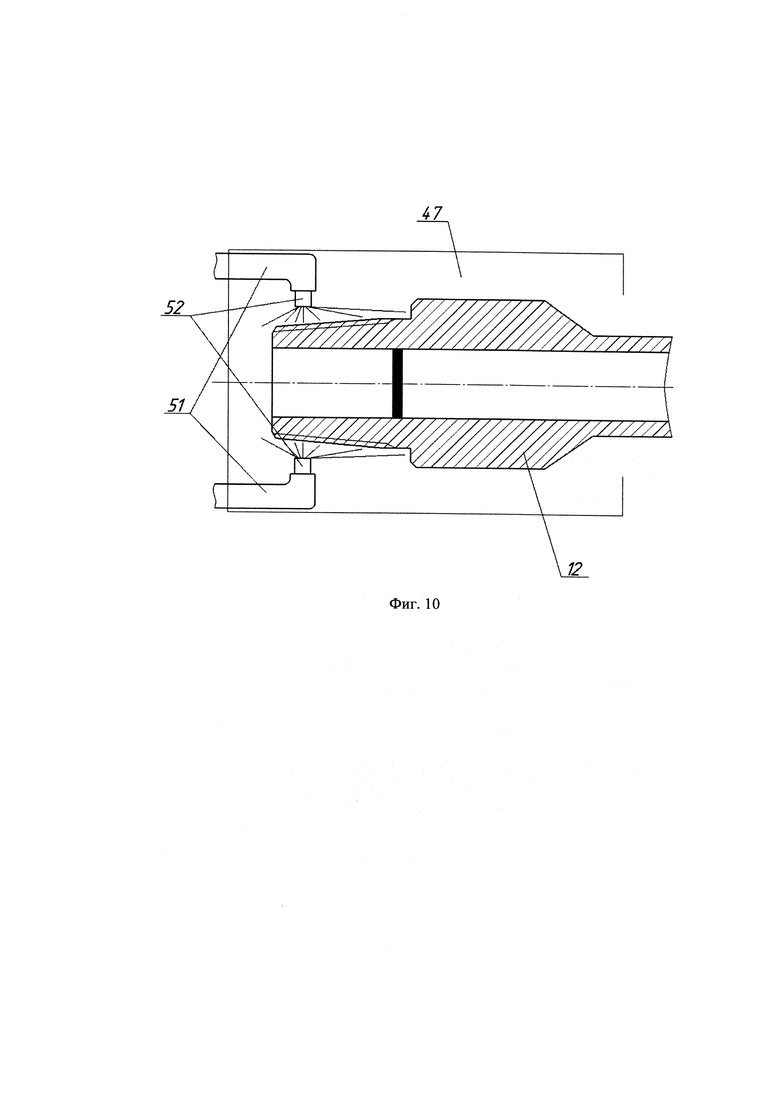
На фиг. 10 представлено расположение форсунок для нанесения защитного покрытия на ниппельный конец трубы, продольный разрез.
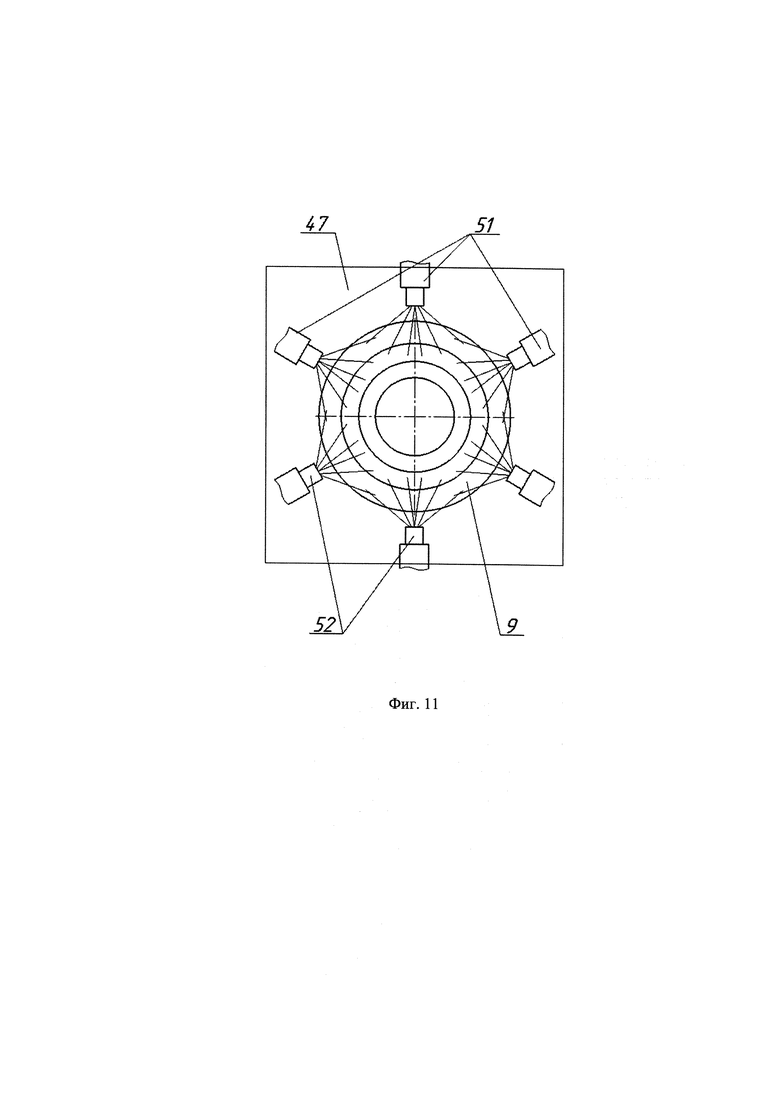
На фиг. 11 представлено расположение форсунок для нанесения защитного покрытия на ниппельный конец трубы, вид с торца трубы.
Технологическая линия для восстановления бурильной трубы содержит накопитель заготовок и готовой продукции 1, участок входного контроля труб 2, комплекс оборудования для восстановительной наплавки замков бурильных труб 3, комплекс оборудования для токарной обработки 4, оборудование для очистки внутреннего канала трубы 5, комплекс оборудования для упрочнения резьбы 6, комплекс оборудования для нанесения защитного покрытия на резьбовые поверхности 7, участок упаковки и отгрузки 8.
Бурильная труба содержит тело трубы 9, муфтовый конец 10 с резьбой 11, ниппельный конец 12 с резьбой 13, износостойкий поясок 14.
Участок входного контроля труб 2 содержит участок очистки 15, состоящий из накопителя перед наружной очисткой 16 установку наружной очистки труб 17, накопитель после наружной очистки 18, участок инструментального контроля труб 19, пресс для правки труб 20, накопитель труб, рассортированных по видам ремонта 21.
Комплекс оборудования для восстановительной наплавки замков бурильных труб 3 содержит накопители труб, сварочные аппараты 22 с узлами и приспособлениями 23. К узлам и приспособлениям для восстановительной наплавки замков бурильных труб относятся шариковые опоры 24, которые подключают к источнику тока 25, подвижные каретки (на чертеже не показаны), сопла 26 сварочных аппаратов 22, с электродами 27, магистраль с защитной газовой смесью 28, вращатель 29 с пультом управления (на чертеже не показан) и патрон, в который установлены зажимы-кулачки 30 с наружной резьбовой поверхностью 31. Для наплавки износостойких поясков 14 применяют колебатель 32 с соплом 26.
Комплекс оборудования для токарной обработки 4 содержит два трубонарезных станка 33 с ЧПУ, единый накопитель для хранения заготовок труб и готовой продукции 34, подъемно-транспортное 35 устройство для подъема трубы со стапеля и подачи ее в патрон станка, подъемный люнет 36.
Оборудование для очистки внутреннего канала трубы 5 включает механические приспособления для очистки 37 с наконечниками типа щётки или фрезы, устройство для продувки канала сжатым воздухом 38.
Комплекс оборудования для упрочнения резьбы 6 включает накопитель заготовок, стапель с подъемным устройством 39 и рычагом управления 40 и установку упрочнения резьбы 41. Установка упрочнения резьбы 41 содержит вращающее устройство 42 с роликами 60 ведущих валов и прижимным роликом 43, установленным на штоке гидроцилиндра 44. Установка упрочнения резьбы 41 снабжена кареткой гидроцилиндра 59 с упрочняющим накатным роликом 57 и оптическим датчиком 58 для определения наличия резьбы. Комплекс оборудования для упрочнения резьбы 6 дополнительно включает установку для лазерной обработки резьбы 56, установку электромеханической обработки резьбы.
Комплекс оборудования для нанесения защитного покрытия на резьбовые поверхности 7 состоит из емкости в виде бака 55 с нагревательным элементом, накопителя заготовок, ложемента-податчика 45, подкатного шкафа душевания 46 для нанесения покрытия нанесения покрытия на муфтовый конец трубы, подкатного шкафа душевания 47 для нанесения покрытия нанесения покрытия на ниппельный конец трубы, станции управления 48. Подкатной шкаф душевания 46 снабжен трубкой подачи рабочего раствора 49 с форсункой 50. Продольная ось форсунки 50 расположена вдоль продольной оси шкафа душевания 46. Подкатной шкаф душевания 47 имеет круговое расположение трубок 51, на которых установлены форсунки 52. Продольные оси форсунок 52 направлены к центральной продольной оси шкафа душевания 47.
Участок упаковки и отгрузки 8 содержит оборудование для консервации 53 и накопитель готовой продукции 54.
Технологическая линия предназначена для восстановления бывших в работе цельных бурильных труб с приваренными муфтовыми или ниппельными концами, или выполненными заодно с телом трубы. В основном восстанавливают трубы с типоразмерами, в которых диаметры составляют от 60 до 210 мм; а длина - до 16 м. Возможно применение данного технологического процесса и применяемого оборудования в полевых условиях.
Технологическая линия работает следующим образом.
Бурильные трубы, подлежащие восстановительному ремонту, помещают в накопитель заготовок и готовой продукции 1, откуда далее перегружают на участок входного контроля 2 в накопитель перед наружной очисткой 16. Проводят наружную очистку трубы на дробеметной установке 17. Помещают трубу в накопитель 18, подают на участок инструментального контроля труб 19. Далее производят контроль геометрических параметров трубы ручным контрольно--измерительным инструментом, производят контроль параметров трубы специальными приборами и инструментами. При этом проводят такие виды инспекций, как электромагнитная инспекция для выявления в стенках тела трубы различных дефектов – трещин, раковин, вспучиваний и т.д., магнитопорошковая дефектоскопия, предназначенная для определения мелких дефектов в поверхностной и подповерхностной структуре металла, проходящих внутрь изделия. Проводят ультразвуковую толщинометрию, для изделий, изготовленных из немагнитных материалов, проводят проникающими веществами контроль.
При выявлении отклонений от прямолинейности трубу направляют на пресс для правки труб. По результатам инспекции составляют заключение о степени износа трубы и видах предстоящего ремонта и перемещают трубу в накопитель труб, рассортированных по видам восстановительного ремонта.
В случае необходимости восстановления геометрических параметров замкового соединения в результате абразивного износа наружного диаметра, либо в случае необходимости удлинения замкового соединения в результате предыдущих ремонтов резьбы, трубу направляют на линию восстановительной наплавки замков бурильных труб 3. Если в результате контроля выявляется износ наружного диаметра замка трубы, то производят наплавку по всей длине замка. При необходимости выполнения наплавки на обоих концах трубы наплавку на них выполняют одновременно. Бурильную трубу при помощи перекладчика с магнитными захватами перекладывают из накопителя на шариковые опоры 25, располагая ее в горизонтальном положении. Трубу устанавливают в патрон вращателя 29 и зажимают по внутренней резьбовой поверхности универсальными зажимами-кулачками 30. На наружной поверхности зажимов 30 выполнен конус, совпадающий по размерам с конусом резьбы трубы, а также нарезана резьба, совпадающая по профилю с резьбой бурильной трубы. Три зажима-кулачка 30 заводят в отверстие муфтового конца 10 трубы. Оператор вставляет ключ в отверстие патрона и, вращая ключ, разжимает кулачки. Происходит зажим трубы по внутренней резьбовой поверхности. Для всех типоразмеров труб применяют один набор зажимов 30. Второй комплект зажимов 30 применяют для левой резьбы. При установке трубы исключаются прихваты и заклинивания зажимов-кулачков 30, так как они не ввинчиваются в трубу, а сходятся-расходятся. На установку трубы в зажимах 30 затрачивается минимальное количество времени. Для наплавки могут использовать аппарат сварочный XuperMIG 4004 DS фирмы Castolin;, аппарат направляющий DS-XM фирмы Castolin, который служит для разматывания сварочной проволоки с катушки и подачи её с заданной скоростью в сопло 26 сварочного аппарата; газовую магистраль, шланги, штуцеры, контрольные приборы, предназначенные для подключения ёмкостей с рабочими газами к сварочному аппарату. Сопло 26 одного или двух сварочных аппаратов 22, с электродами 27, установлены на одной или двух подвижных каретках. Скорость движения каретки вдоль оси трубы задают на пульте управления вращателя 29, и она синхронизирована со скоростью вращения трубы таким образом, чтобы «нитки» спирали наплавленного слоя перекрывали друг друга, не было непроваров и зазоров между «нитками». Синхронизацию обеспечивают программирующим электронным устройством, установленным на пульте вращателя 29. Сварочную проволоку, которая является электродом 27 через направляющий аппарат устанавливают в сопло 26 сварочного аппарата. Наплавку осуществляют на обратной полярности с подключением «минуса» на бурильную трубу через шариковые опоры 2 и с подключением «плюса» на электрод 27. Электрод 27 для наплавки муфтовой части 10 трубы подключают к одному источнику электрического тока, а проволоку для наплавки ниппельной части 12 трубы подключают к другому источнику электрического тока. Для электродов разных концов трубы используют разные источники тока из-за того, что при наплавке обоих концов используют два отдельных сварочных аппарата. Это удобно при необходимости, например, наплавки только одного конца, когда второй сварочный аппарат отключен, при необходимости более раннего отключения одного аппарата, по сравнению с другим, например, при разной длине наплавляемых поверхностей и т.п. Также это способствует равномерному плавлению проволоки и снижает ее расход. Поскольку диаметры утолщений на концах одной трубы одинаковы и концы одной трубы работают в одинаковых условиях, то они имеют и одинаковый износ, соответственно, величину наплавленного на них слоя делают одинаковой. Поэтому на пульте управления вращателя задают необходимые режимы вращения трубы и продольного перемещения кареток с соплами одинаковые для обоих концов трубы. Если по какой-то причине нет необходимости производить наплавку одного из соединений трубы, то соответствующий сварочный аппарат просто отключается от сети и газовой магистрали, а процесс происходит только на одном соединении. Над муфтовой 10 и ниппельной 12 частями трубы в начальную точку наплавки устанавливают сопло 26 сварочного аппарата с заправленной в него сварочной проволокой – электродом 27. К соплу 26 подключают магистраль с защитной газовой смесью 28. Сопло 26 сварочного аппарата закрепляют на штативе установки таким образом, чтобы зазор между наплавляемым участком муфты 10 и/или ниппеля 12 был равен 15 мм, чтобы смещение сопла 26 в горизонтальной плоскости от вертикальной оси в сторону противоположную вращению трубы было равно 15 мм, а наклон сопла 26 от вертикальной оси в сторону противоположную вращению трубы был равен 20°. Эти параметры являются необходимым условием удержания ванны жидкого металла на криволинейной поверхности муфтовой 10 и/или ниппельной 12 частях трубы. В процессе наплавки обеспечивают горение дуги, создающей металлическую сварочную ванну. А наплавленный слой формируют наплавляемым шариком при вращении трубы с заданным числом оборотов и синхронизированной с вращением трубы продольной подачей сварочной проволоки-электрода 27. При этом возможна как одновременная наплавка муфтового 10 и ниппельного 12 концов трубы, так и раздельная. При необходимости наплавки износостойких поясков 14, типа «Hardbanding» на замки бурильных труб 10 и/или 12 сопло 26 сварочного аппарата устанавливают на колебатель 32 с соблюдением вышеописанных отклонений сопла 26 от наплавляемой поверхности и вертикальной оси. Колебатель 32 совершает возвратно-поступательные движения вдоль продольной оси трубы на величину, равную половине ширины износостойкого пояска 14 в каждую сторону. Происходит формирование наплавляемого валика, перемещение которого вдоль образующей цилиндрической части конца трубы обеспечивает последовательную наплавку всех износостойких поясков 14. Также во время колебательных движений вращатель вращает трубу вокруг её продольной оси. Таким образом наплавляемый слой выполняется в форме зиг-заг, «нитки» которого так плотно расположены друг к другу, что отсутствют зазоры между «нитками» и непровары. Это обеспечивается скоростью вращения трубы, которая задается на пульте управления вращателя. Количество поясков 14 зависит от требований, предъявляемых к трубе определенного назначения. При наплавке поясков используется иная марка проволоки, чем при восстановительной наплавке соединений. За один оборот трубы наплавляется один поясок. При необходимости повторить процедуру колебатель 32 с соплом 26 перемещают в точку старта вручную и процесс повторяют. Комплекс оборудования для восстановительной наплавки оснащен защитной конструкцией с отверстиями для подачи трубы. Торцы завешаны защитной тканью. Сверху имеется доступ для контроля процесса наплавки оператором и организации вытяжной вентиляции. Защитная конструкция предотвращает разбрызгивание металла в стороны, а также защищает от яркого света электродуги.
Далее восстанавливаемую трубу направляют в накопитель 34 и податчиком труб из накопителя трубу подают на подъемно-транспортное устройство 35, которая приподнимает трубу со стапеля. Подают трубу в патрон первого токарного трубонарезного станка 33 с ЧПУ для закрепления, выверки и обработки. Свободный конец трубы закрепляют на подъемном люнете 36, а подъемно-транспортное устройство 35 уходит в исходное положение. Устанавливают трубу на токарный станок 33 таким образом, чтобы резец своей рабочей вершиной попал во впадину резьбы изделия для обеспечения попадания в шаг резьбы. Для этого совершают пробные проходки резцом и по следу резца определяют точку начала обработки резьбы. В результате этого происходит нарезание резьбы с полной её перенарезкой, то есть происходит формирование нового конуса и профиля резьбы. Производят токарную обработку резьбы трубы. Затем подъемно-транспортным устройством 35 извлекают обработанную с одной стороны трубу из патрона станка 33 и снимают с подъемного люнета 36. Трубу перемещают в накопитель заготовок второго токарного трубонарезного станка 33 с ЧПУ откуда также подъемно-транспортным устройством 35 приподнимают трубу со стапеля и подают ее в патрон второго станка 33 для закрепления, выверки и обработки второго соединения. Далее повторяют аналогичные действия, после чего трубу перекатывают в единый накопитель для хранения заготовок труб и готовой продукции 34. При таком использовании комплекса оборудования для токарной обработки 4 исключаются потери времени на подготовку, переворот и перемещение трубы для ее обработки на токарном комплексе, повышается эффективность использования оборудования, значительно экономятся производственные площади участка, занятые под промежуточное складирование заготовок и изделий.
Далее проводят очистку внутреннего канала трубы с помощью механических приспособлений для очистки 37 и продувают канала сжатым воздухом с использованием устройства 38.
Далее проводят упрочнение наружной резьбовой поверхности изделий одним из следующих способов:
- упрочняют поверхность впадин резьбы ниппеля и муфты трубы методом пластического деформирования;
- упрочняют боковую поверхность профиля и упорные поверхности соединения трубы электромеханической обработкой;
- упрочняют боковую поверхность профиля и упорные поверхности соединения трубы лазерной обработкой.
Упрочнение пластической деформацией позволяет повысить прочность резьбы, её способность выдерживать более высокие нагрузки. Электромеханическое или лазерное упрочнение применяется для необходимости повысить износостойкость резьбовой поверхности. Методы могут применяться как по отдельности, так и совместно.
В случае упрочнения наружной резьбовой поверхности трубы методом пластического деформирования трубу с уже нарезанной наружной резьбой перемещают из накопителя заготовок и помещают на стапель с подъемным устройством 39 и рычагом управления 40. Устанавливают ниппельный или муфтовый участок трубы 12 с наружной резьбой 13 в установку упрочнения резьбы 41, закрепляют его во вращающем устройстве установки 41, обеспечивая расположение резьбовой поверхности в рабочей зоне установки 41. Для этого не резьбовую часть ниппельного или муфтового конца располагают на роликах 42 ведущих валов и с помощью усилия с гидроцилиндра 44 прижимают трубу прижимным роликом 43, установленным на штоке гидроцилиндра 44. Во впадину последнего полного витка резьбы устанавливают упрочняющий накатной ролик 57 с заранее выбранным усилием поджатия. Форма упрочняющего ролика 57 совпадает с профилем обрабатываемой резьбы. Замковые резьбы в подавляющем своем большинстве имеют два основных профиля V-0,038R и V-0,050 по стандарту API 7. В основном используют сменные ролики 57, изготовленные под эти формы профиля. При необходимости может быть изготовлен ролик любого другого профиля. В зависимости от направления резьбы включают правое или левое вращение вращающего устройства и упрочняющий накатной ролик 57 обкатывает резьбовую поверхность, передвигаясь к её противоположному концу. С помощью специального оптического датчика 58, установленного на движущейся каретке, отслеживают наличие резьбовой поверхности под роликом 57 и, при достижении роликом 57 конца резьбы, автоматически отключают вращение и отжимают ролик 57 в исходное положение. Это происходит за счет того, что оптический датчик 58 подает сигнал в систему управления установкой 41, которая отключает вращение обрабатываемой трубы и отводит гидроцилиндр с рабочим роликом 57 вниз в исходное положение. Далее трубу снимают с вращающего устройства установки упрочнения резьбы 41 и перемещают в накопитель. За счет упрощения конструкции установки упрочнения наружной резьбовой поверхности 41 повышается технологичность процесса упрочнения наружной резьбовой поверхности трубы, снижается время обработки резьбы. После упрочнения резьбы ниппеля 12 трубы проводят приработку резьбовых соединений путем трехкратного свинчивания труб между собой с определенным моментом затяжки резьбового соединения.
Далее наносят фосфатное антифрикционное покрытие на резьбовые поверхности трубы для исключения возниконовения дефектов типа задир при свинчивании-развинчивании, защиты изделия от влияния окружающей среды, повышения эксплуатационных свойств. Покрытие наносят душевым способом. Используют фосфатное защитное покрытие на основе цинка или марганца, например, может быть использован продукт Gardobond Z 3190А фирмы Chemetall, слойный вес покрытия 10 – 35 г/м2. Трубу перемещают из накопителя на ложемент-податчик 45. Подкатные шкафы 46, 47 располагают с двух сторон трубы и перед выполнением операции накатывают на оба конца трубы примерно на 300…500 мм. Муфтовый конец трубы 10 с резьбой 11 размещают в подкатном шкафу душевания 46, ниппельный конец трубы 12 с резьбой 13 размещают в подкатном шкафу душевания 47. На станции управления устанавливают температуру рабочего раствора и время работы установки. Запускают рабочий режим процесса фосфатирования. Температуру рабочего раствора поддерживают постоянной за счет непрерывного подогрева нагревательным элементом основного бака 55 с раствором. Работой насосов подачи рабочего раствора и распыляющих форсунок 50, 52 в каждом из шкафов создают туман, состоящий из мелкодисперсной взвеси подогретого рабочего раствора. Подкатной шкаф душевания 46 снабжен трубкой подачи рабочего раствора с форсункой 50, которую устанавливают по центру муфтового соединения 10. Продольная ось форсунки 50 расположена вдоль продольной оси шкафа душевания 46 за счет этого защитной пленкой покрывают резьбовую поверхность муфты трубы. Подкатной шкаф душевания 47 имеет круговое расположение трубок 51, на которых установлены форсунки 52. Трубки 51 располагают вокруг наружной резьбовой поверхности 13 ниппельного конца 12. Продольные оси форсунок 52 при этом направлены к центральной продольной оси шкафа душевания 47. Это позволяет нанести защитное покрытие на резьбовую поверхность ниппеля трубы. Данные резьбовые поверхности кратковременно обрабатывают мелкодисперсной взвесью рабочего раствора, подогретого до 65°С. Время обработки составляет до 10 минут. По окончании процесса автоматически отключают подачу рабочего раствора в трубки 51. Возможна одновременная обработка обоих концов труб. Существует возможность одновременной обработки партии труб. Используемый комплекс оборудования для нанесения защитного покрытия на резьбовые поверхности позволяет обеспечить малую длительность и трудоемкостью операции, производить обработку обоих соединений изделия одновременно.
Далее наносят защитное консервационное покрытие на резьбовые поверхности трубы, упаковывают восстановленные трубы в пачку, перемещают в накопитель готовой продукции.
Данная технология и применяемое оборудование позволяют производить восстановительный ремонт как в условиях цеха, так и в полевых условиях с установкой данного оборудования в контейнеры.
Таким образом, заявляемое изобретение позволяет повысить производительность восстановительного ремонта бурильной трубы, повысить технологичность процесса за счет повышения универсальности оборудования, снижения количества применяемой оснастки, снижения времени и трудоемкости проведения операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |
| СПОСОБ РЕМОНТА И ВОССТАНОВЛЕНИЯ ТРУБ В НЕПОСРЕДСТВЕННОЙ БЛИЗОСТИ ОТ МЕСТА ИХ ЭКСПЛУАТАЦИИ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2790751C1 |
| Соединение резьбовых концов бурильных труб | 2021 |
|
RU2784259C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ (ВАРИАНТЫ), ПРИСОЕДИНЯЕМАЯ ТРУБА И ПЕРЕВОДНИК | 2017 |
|
RU2735053C2 |
| СПОСОБ УСТАНОВКИ ПЕРЕКРЫВАТЕЛЯ ИЗ ПРОФИЛЬНЫХ И ЦИЛИНДРИЧЕСКИХ ТРУБ В СКВАЖИНЕ | 2004 |
|
RU2265115C1 |
| Способ электродуговой широкослойной наплавки под флюсом износостойкого покрытия на цилиндрическую трубу | 2020 |
|
RU2739934C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО РАЗДЕЛИТЕЛЯ БУРОВОЙ КОЛОННЫ | 2006 |
|
RU2333356C2 |
| ДВОЙНАЯ ЭЛЕКТРИЧЕСКАЯ БУРИЛЬНАЯ ТРУБА | 2018 |
|
RU2690237C1 |

Изобретение применимо для восстановления цельных бурильных труб, содержащих муфтовые и ниппельные концы. Комплекс оборудования для восстановительной наплавки замков бурильной трубы содержит два сварочных аппарата, две подвижные каретки для установки сопел сварочных аппаратов, приспособление для колебательного движения сопла. Комплекс оборудования для токарной обработки включает единый накопитель труб с подъемно-транспортным устройством, подъемный люнет и два трубонарезных станка. Комплекс оборудования для очистки внутреннего канала трубы и для пластического упрочнения резьбовых поверхностей, включающий установку упрочнения резьбы с оптическим датчиком для определения наличия резьбы. Комплекс оборудования для нанесения защитного покрытия на резьбовые поверхности бурильной трубы содержит емкость для рабочего раствора с нагревательными элементами и пультом управления, ложемент с податчиком, два подкатных шкафа душевания, систему подачи рабочего раствора в подкатные шкафы. Изобретение позволяет производить восстановительный ремонт как в условиях цеха, так и в полевых условиях с установкой данного оборудования в контейнеры. 11 ил.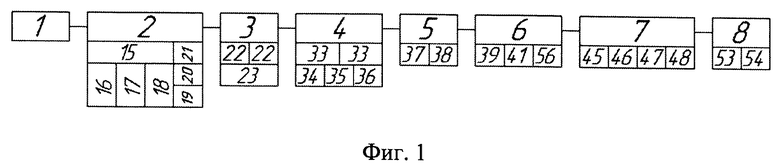
Технологическая линия для восстановления бурильной трубы, содержащая установленные по ходу единого технологического процесса участок входного контроля труб с наружной очисткой труб и рассортировкой по видам ремонта, комплекс оборудования для восстановительной наплавки замков бурильной трубы, комплекс оборудования для токарной обработки, комплекс оборудования для очистки внутреннего канала трубы, комплекс оборудования для пластического упрочнения резьбовых поверхностей, включающий установку упрочнения резьбы и стапель с подъемным устройством, комплекс оборудования для нанесения защитного покрытия на резьбовые поверхности бурильной трубы, отличающаяся тем, что комплекс оборудования для восстановительной наплавки замков бурильной трубы содержит токоподводящие вращающиеся опоры для установки бурильной трубы, направляющий аппарат, два сварочных аппарата с газовой магистралью для соединения источника газа со сварочными аппаратами, две подвижные каретки для установки сопел сварочных аппаратов и приспособление для колебательного движения сопла, при этом каждый сварочный аппарат оснащен собственным источником тока, электродом-анодом, установленным в сопле, подвижными каретками, связаными с контроллером вращателя, оснащенным программным обеспечением для синхронизации скорости движения подвижных кареток с вращателем, при этом вращатель снабжен патроном, в котором установлены сменные зажимы, внешняя поверхность которых образует конус, совпадающий по размерам с конусом резьбы бурильной трубы, и на котором выполнена резьба, совпадающая по профилю с резьбой бурильной трубы, комплекс оборудования для токарной обработки включает единый накопитель труб с подъемно-транспортным устройством, подъемный люнет и два трубонарезных станка с ЧПУ, комплекс оборудования для нанесения защитного покрытия на резьбовую поверхность бурильной трубы содержит емкость для рабочего раствора с нагревательными элементами и пультом управления, ложемент с податчиком труб, подкатной шкаф душевания для нанесения защитного покрытия на муфтовый конец трубы с трубкой подачи рабочего раствора с форсункой, ось которой расположена вдоль оси упомянутого шкафа душевания, подкатной шкаф душевания для нанесения покрытия на ниппельный конец трубы с круговым расположением трубок подачи рабочего раствора, на которых установлены форсунки, направленные к центральной продольной оси упомянутого шкафа душевания, и систему подачи рабочего раствора в упомянутые подкатные шкафы, при этом установка упрочнения резьбы упомянутого комплекса оборудования для пластического упрочнения резьбовых поверхностей снабжена оптическим датчиком для определения наличия резьбы, сменным упрочняющим накатным роликом, форма контактной поверхности которого соответствует профилю упрочняемой резьбы, прижимными роликами и роликами ведущих валов, расположенными в месте контакта с нерезьбовыми участками бурильной трубы.
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Способ подготовки глины для глинобитных, саманных и т.п. построек из необожженной глины | 1924 |
|
SU1806A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308365C1 |
| CN 103231200 B, 12.04.2017 | |||
| US 4420865 A, 20.12.1983. | |||

