ЦЕЛЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в разработке способа, с помощью которого можно наносить покрытие из сплава карбида вольфрама на валки прокатного стана, причем покрытие является однослойным.
Нанесение покрытия осуществляется посредством термического напыления.
В изобретении предложено изготовление прокатных валков как с гладкой, так и с шероховатой отделкой поверхности, другая цель изобретения состоит в уменьшении образования загрязнений на покрытиях, образующихся в ходе самого процесса.
Следовательно, настоящее изобретение относится к рабочим валкам прокатного стана с покрытием.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
При производстве стального проката используют прокатные валки. Их функция важна не только с точки зрения производительности, но и из-за их большого влияния на качество поверхности.
Рабочие валки прокатного стана – это те валки, которые находятся в контакте с прокатываемой полосой либо для уменьшения толщины (редукционные станы), либо для чистовой обработки и придания механических свойств прокатываемому материалу. Из-за контакта полосы с валком прокатного стана поверхность последнего изнашивается, ухудшается качество ее обработки и геометрический профиль. Когда это происходит, прокатные валки должны заменяться на другие.
Согласно сложившейся практике, прокатные валки использовались без покрытия и изготавливались из литой стали, а затем – из кованой стали для повышения износостойкости в процессе проката большого количества тонн стали.
В 1980-х годах были проведены первые испытания покрытий на прокатных валках из кованой стали с различными покрытиями, причем электролитическое хромирование показало наилучшие результаты с точки зрения сочетания износостойкости и цены. В настоящее время хром является общепринятым и признанным во всем мире покрытием для большинства прокатных компаний.
В Европе из-за экологических ограничений электролитический процесс хромирования на основе высокотоксичного шестивалентного хрома будет запрещен. После нескольких мораториев Европейское экономическое сообщество (ЕЭС) решило приостановить этот процесс в 2023 году, так что компаниям-производителям придется искать экологически приемлемые альтернативы, соответствующие требованиям регламента REACH (Registration, Evaluation and Authorisation of Chemicals – Порядок государственной регистрации, экспертизы и лицензирования химических веществ). Это означает, что компании, использующие хром в своих технологических процессах, находятся в поиске альтернативы для его замены до 2023 года. Это касается прокатных компаний, которые в своих научно-исследовательских отделах тестируют новые покрытия, представляющие собой технически, экономически и экологически оправданные альтернативы хрому.
Документы, описанные ниже, относятся к известному уровню техники:
- В патенте CN107699842B описан процесс неметаллической прокатки, в котором прикладываемые усилия сжатия очень малы по сравнению с процессом прокатки стали. Уже было показано, что толщина покрытия 0,15 ± 0,1 мм в данном случае не подходит для сталепрокатных станов, поскольку приводит к преждевременному пропуску подаваемого слоя. Хотя здесь используют технологию высокоскоростного воздушно-топливного напыления (HVAF – High velocity air-fuel), это не позволяет наносить слои малой толщины, которые подходят для нашей задачи и достаточно хорошо зарекомендовали себя.
- В патенте EP0694620 выявлены те же трудности, что и в предыдущем патенте.
- В документе CN106011605 рассматривают изготовление кольца путем спекания порошкового сплава, отверждаемого, а затем привариваемого к корпусу прокатного валка.
Следовательно, рассматриваемый процесс – это не нанесение покрытия, а изготовление закаленных бандажей, процесс, который не применим к валкам стана для (горячей и холодной) прокатки плоских профилей. Если говорить более конкретно, эти кольца устанавливают на корпус ролика и используют для прокатки длинномерных изделий: проволоки, сортовой заготовки. Из-за сложности изготовления размер этих колец очень мал, и по размеру они не подходят для горячей и холодной прокатки плоских изделий (листового металла), толщина которых находится в пределах мм и может варьироваться от 30 до 150 мм.
Эти кольца не выдерживают усилий прокатки, прикладываемых в станах горячей и холодной прокатки листового металла, обладают очень низкой проводимостью, и из-за большой толщины они не будут рассеивать тепло, выделяющееся в зазоре прокатки, приводя к частым заменам, что технически и экономически неэффективно.
- Документ CN 2091128522 содержит описание общего процесса напыления карбида вольфрама на рифленые валки, используемые для изготовления гофрированного картона и не применяемые при холодной и горячей прокатке металла.
Если говорить более конкретно, толщина карбида вольфрама превышает 0,030 мм, и они не выдержат усилий прокатки металла, в результате чего покрытие отсоединится, к этому следует добавить тот факт, что в данном процессе требуется несколько проходов для нанесения покрытия.
- В документе CN106040744 описан способ, согласно которому слой карбида вольфрама наносят посредством процесса отверждения, в котором углерод и вольфрам вводят в печь, осаждая слой карбида вольфрама и увеличивая концентрацию углерода в корпусе прокатного валка.
Процесс отверждения осуществляется при температурах выше 920°C.
Для нанесения карбида вольфрама с использованием этой технологии необходимо выполнить поверхностную гравировку (с помощью лазера), чтобы обеспечить адгезию осаждаемого слоя.
Данная технология не может быть применена к рабочим валкам стана холодной прокатки, поскольку на них образуется слой мартенситной структуры (толщиной 20–25 мм), который разрушается при температурах отверждения. Такая структура создает твердый слой на поверхности прокатных валков, который служит основой для высокоскоростного воздушно-топливного напыления (HVAF) и уменьшает деформацию прокатного валка в условиях работы в станах холодной прокатки, сокращая срок службы прокатного валка.
Из-за температур отверждения прокатные валки не подлежали бы восстановлению, так как бандажи прокатных валков деформировались, что сделало бы их непригодными для использования. Таким образом, эта патентная заявка сможет найти применение только для недавно изготовленных прокатных валков. Эта проблема также может возникнуть в валках стана горячей прокатки.
На практике цена на новые валки стана горячей и холодной прокатки листового металла очень высока, поэтому рассмотренный процесс не будет экономически целесообразным, если их нельзя будет использовать повторно.
При этом лазерная гравировка, которую необходимо выполнить согласно этой технологии, не будет использоваться при холодной прокатке, поскольку под давлением прокатки прокатное изделие будет промаркировано, что сделает его непригодным для использования.
Кроме того, увеличение концентрации углерода во время отверждения увеличит хрупкость прокатного валка, в результате чего изменения и дефекты отслаивания материала от прокатного валка из-за термических трещин, возникающих в условиях горячей прокатки, не будут уменьшаться.
Более того, при температурах процесса горячей прокатки (>400°C) это покрытие из карбида вольфрама было бы непригодным (уже проверено), поскольку оно теряет твердость при превышении 400°C, при этом снижается его износостойкость.
Если говорить кратко, это экономически нецелесообразный процесс в условиях осуществления горячей и холодной прокатки, учитывая длительное время, которое требуется для обработки прокатного валка по этой технологии.
- В документе CN 104611664 раскрывается общий способ нанесения металлокерамики (карбида вольфрама и т.д.) на прокатные валки, который не применим к рабочим валкам стана холодной прокатки.
Эта технология применима к натяжным, направляющим роликам и т.д., которые в настоящее время используют во всем мире. Отличие этой технологии заключается в нанесении путем напыления начального слоя Ni-Al (0,02 мм) для повышения коррозионной стойкости, поскольку технология этого напыления позволяет создать пористые слои. Затем наносят слой металлокерамики толщиной 0,15–0,20 мм и, наконец, поскольку этот слой все еще пористый, наносят органический герметик (покрытие, закрывающее поры), который затем отверждается.
Таким образом, это классическая технология для роликов, используемых для прокатки, но не для рабочих валков прокатных станов.
В частности, используемая толщина очень велика (в целом 0,17–0,22 мм), причем настолько, что этот слой отсоединится при прокатке первого метра листового металла (уже проверено).
При этом, чтобы нанести покрытие указанной толщины, необходимо выполнить более четырех проходов, в результате чего в покрытии будет создаваться больше напряжений, что вызовет отслаивание во время прокатки.
Кроме того, в процессе ультразвукового напыления в покрытии возникает высокая пористость и хрупкость из-за высокого содержания кислорода, необходимого для горения.
Поэтому, как видно из документов известного уровня техники, несмотря на то что в них и используют покрытие из карбида вольфрама, оно обладает некоторыми недостатками. В большинстве случаев толщина покрытий очень велика или используются процессы, которые не применимы к валкам прокатного стана, и в случае их нанесения на сталепрокатные станы они вызывают преждевременный пропуск подаваемого слоя и, следовательно, не подходят для холодной прокатки, в то время как в других случаях, они используют два слоя покрытия или представляют собой ролики, в которых требуется гораздо меньшее усилие сжатия.
Следовательно, целью настоящего изобретения является разработка поверхностного покрытия рабочих валков прокатного стана для процесса прокатки, улучшающего производительность прокатных станов и по цене аналогичной цене хромирования.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Предлагаемый способ полностью решает ранее выявленные проблемы.
В частности, для этого способ, согласно изобретению, предусматривает следующие рабочие этапы:
a) обезжиривают поверхность прокатного валка;
c) нагревают поверхность прокатного валка;
d) покрывают прокатный валок сплавом или сплавами из карбида вольфрама посредством термического напыления, причем порошок сплава из карбида вольфрама расплавляют, выполняя гранулометрию порошка с размерами частиц от 30 мкм до 5 мкм в камере сгорания, расплавленный материал подают к пистолету-распылителю с помощью газа-носителя и распыляют на прокатный валок с помощью пистолета со скоростью подачи от 1 до 8 кг/ч.
На начальном этапе обезжиривания a) удаляют остатки масел и жиров с поверхности прокатного валка.
Этап нагрева c) служит для выполнения предварительного нагрева, чтобы подготовить поверхность прокатного валка к нанесению последующего покрытия без возникновения тепловых ударов, которые могут вызвать увеличение проницаемости и растрескивание подаваемого слоя.
Этап термического напыления d) – это этап, на котором прокатный валок покрывают соответствующим материалом подходящей толщины и с определенными механическими свойствами. Распыляемый материал частично или полностью расплавляют в камере сгорания. Этот расплавленный материал ускоряется в сопле пистолета и с высокой скоростью выбрасывается на поверхность прокатного валка.
Размеры частиц сплава из карбида вольфрама более 30 мкм приводят к увеличению проницаемости и снижению ударопрочности, что вызывает отслоение подаваемого слоя в процессе прокатки. Потоки, превышающие 8 кг/ч, приводят к увеличению толщины покрытия, увеличению напряжений и увеличению осаждения порошка в пистолете.
В том случае, когда требуется гладкая отделка поверхности (для прокатки листового металла и жести), добавляют дополнительный этап обычной полировки с использованием алмазного абразива для уменьшения шероховатости до требуемых значений.
В том случае, когда требуется шероховатая отделка поверхности, способ дополнительно предусматривает этап b) для активации поверхности с помощью технической дробеструйной обработки, что позволяет на данном этапе удалить остатки масел и жиров. Эта операция дробеструйной обработки будет выполняться с контролируемой шероховатостью в горячем или холодном состоянии одним и тем же пистолетом-распылителем с использованием оксида алюминия.
Другой вариант получения шероховатой поверхности, в котором важна очистка, – пропустить этот этап b), а после этапа d) добавить два новых этапа.
На этапе e) осуществляют процесс очистки поверхности посредством нагрева, аналогично этапу c), цель которого заключается в удалении загрязнений, образующихся на этапе d) термического напыления сплава из карбида вольфрама.
На этапе f) бугорки шероховатости скругляют путем напыления стеклянных шариков. Этот этап уменьшает трение.
Все этапы выполняют с помощью одного и того же пистолета-распылителя.
Любой из этих трех вариантов осуществления данного способа позволяет получить валки прокатного стана, покрытые сплавом из карбида вольфрама малой толщины, причем покрытие является однослойным толщиной от 0,003 до 0,020 мм и покрывает 100% рабочей поверхности.
Измерение толщины покрытия осуществляется по стандарту ASTM-B499.
В этом контексте стоит подчеркнуть тот факт, что нанесение покрытия на валки прокатного стана из карбида вольфрама или его сплавов в один слой толщиной от 0,003 до 0,020 мм не относится к простому варианту проектирования и (или) изготовления, поскольку при нормальных условиях нанесение слоев толщиной менее 0,020 мм обеспечивает очень малую площадь покрытия рабочего валка стана, оставляя частично непокрытые участки с высокой проницаемостью, что приводит к отслаиванию этого слоя. По этой причине наносят второй или несколько слоев, чтобы обеспечить 100% покрытие рабочей поверхности, в результате чего достигаемая толщина превышает 0,020 мм, которая не выдерживает условий прокатки из-за своей величины и добавления внутренних напряжений в последующие нанесенные слои. Из-за этих напряжений при прокатке возникают микротрещины в подаваемом слое, и, следовательно, будет происходить разрушение покрытия, пропуск слоя. Этого не происходит в прокатном валке согласно изобретению.
Преимущества прокатного валка согласно изобретению заключаются в том, что увеличивается срок службы (предел износа) прокатных валков в 2 раза по сравнению с хромированными прокатными валками и в 3 раза по сравнению с прокатными валками без покрытия, увеличиваются временные интервалы производственного цикла прокатки, а это сокращает общий годовой расход прокатных валков, а также дает возможность не планировать непрерывные производственные циклы прокатки и выполнять изменения ширины в процессе производства.
Получаемый прокатный валок обладает твердостью более 1300 НВ, что гарантирует превосходную износостойкость в условиях трения между листовым металлом и прокатным валком, а проницаемость составляет менее 0,1%, что позволяет выдерживать высокие усилия сжатия в процессе прокатки от 0,8 до 3 Тм/мм.
Проницаемость измеряют с помощью теста на газопроницаемость. Твердость измеряют по стандарту ASTM-B578.
За исключением случаев, когда указано иное, все технические и научные элементы, используемые в настоящем описании, имеют значение, как правило, понятное специалисту в данной области техники, к которой относится настоящее изобретение. Когда настоящее изобретение применяется на практике, можно использовать способы и материалы, аналогичные или эквивалентные тем, что раскрываются в описании.
По всему тексту описания и в формуле изобретения слово «содержит» и его вариации не исключают других технических признаков, дополнений, компонентов или этапов. Специалистами в данной области техники будут выявлены дополнительные цели, преимущества и особенности изобретения на основании описания и практического использования изобретения.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
В качестве дополнения к описанию, которое будет представлено здесь, и с целью облегчить понимание особенностей изобретения, в соответствии с предпочтительным практическим примером его осуществления, указанное описание сопровождается набором чертежей, составляющих его неотъемлемую часть, на которых в качестве иллюстрации, не накладывая каких-либо ограничений, представлено следующее:
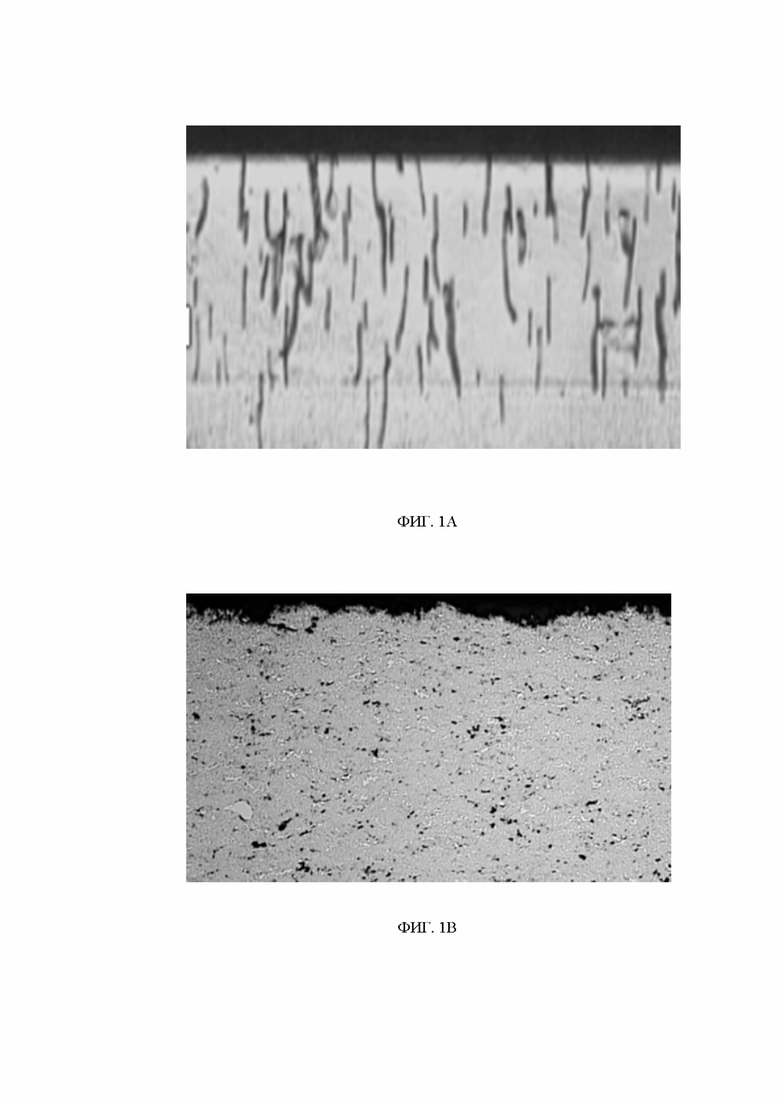
На ФИГ. 1А показано поперечное сечение используемого в настоящее время хромового покрытия.
На ФИГ. 1B показано поперечное сечение типичного покрытия из карбида вольфрама, нанесенного с помощью технологии высокоскоростного кислородно-топливного напыления.
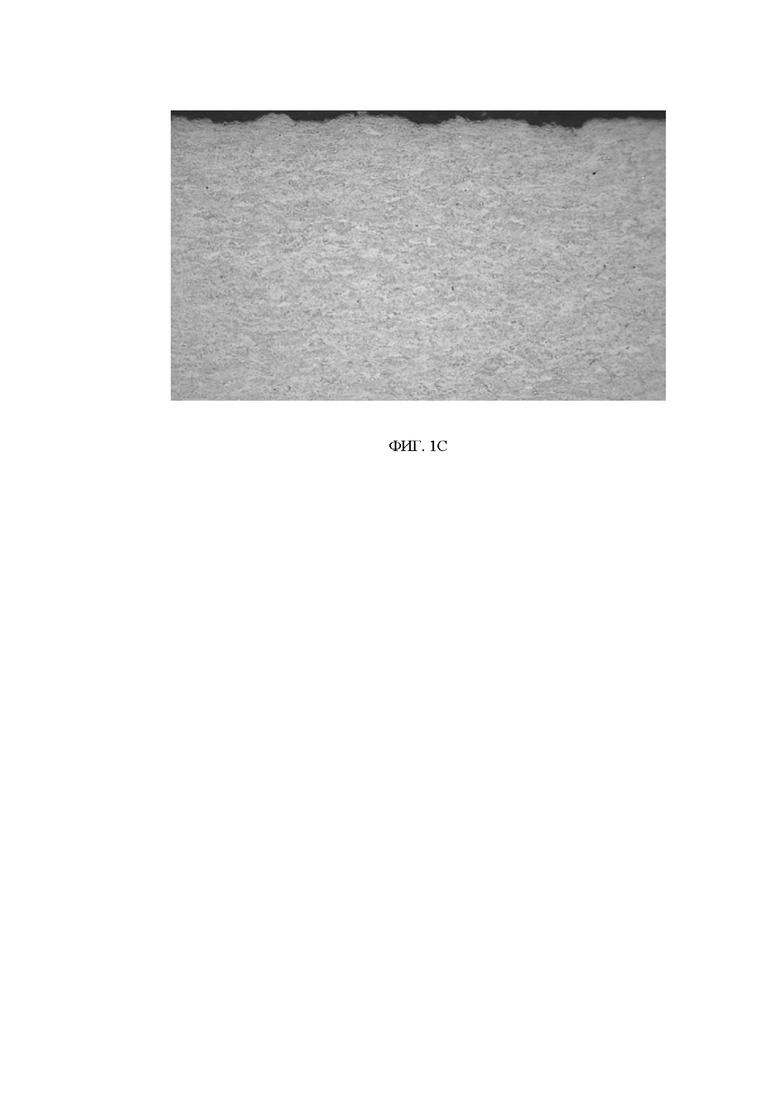
На ФИГ. 1С показано поперечное сечение покрытия из карбида вольфрама, нанесенного с помощью технологии высокоскоростного воздушно-топливного напыления, являющегося предметом настоящего изобретения.
ПРЕДПОЧТИТЕЛЬНЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В соответствии с любым из вариантов осуществления способа, согласно изобретению, все они содержат следующие рабочие этапы:
a) обезжиривают поверхность прокатного валка;
c) нагревают поверхность прокатного валка;
d) покрывают прокатный валок сплавом или сплавами из карбида вольфрама посредством термического напыления, причем порошок сплава из карбида вольфрама расплавляют, выполняя гранулометрию порошка с размерами частиц от 30 мкм до 5 мкм в камере сгорания, расплавленный материал подают к пистолету-распылителю с помощью газа-носителя и распыляют на прокатный валок с помощью пистолета со скоростью подачи от 1 до 8 кг/ч.
Предпочтительно, чтобы этап а) осуществлялся с использованием холодных растворителей или паровой фазы.
Предпочтительно, чтобы температура на этапе c) совпадала с температурой, которой достигнет прокатный валок во время процесса термического напыления, и она будет зависеть от массы прокатного валка, на который наносится покрытие. В частности, для прокатных валков диаметром более 500 мм температура должна находиться в пределах 40-50°C. В частности, для прокатных валков диаметром менее 500 мм температура должна составлять 80–100°C. В частности, нагрев осуществляют с помощью пламени горения.
Когда необходимо, чтобы получаемый прокатный валок имел гладкую поверхность (от 0,2 до 0,4 мкм), выполняют операцию финишной полировки в той же установке для напыления и (или) во внешней установке. Полировку выполняют во вращающейся установке с использованием алмазного абразива для уменьшения шероховатости, возникающей в результате напыления, и до достижения заданных значений.
Это операция, которую выполняют «по сухому» (без охлаждающей жидкости) со следующими параметрами:
- частота вращения прокатного валка: 50–100 об/мин;
- скорость перемещения абразивной ленты: 20–60 см/мин;
- тип абразива: алмазный;
- размер шлифовального зерна: 150–250 мкм;
- тип ленты: волокно с медными вставками для естественного охлаждения.
Согласно второму варианту осуществления изобретения, для получения шероховатой поверхности способ содержит этап b) для активации поверхности посредством технической дробеструйной обработки. На этом этапе удаляются остатки масел и жиров. Эта операция дробеструйной обработки будет выполняться с контролируемой шероховатостью в горячем или холодном состоянии одним и тем же пистолетом-распылителем с использованием оксида алюминия.
Этап дробеструйной обработки обеспечивает адгезию покрытия более чем на 80%. Стандарт ASTM-B571 используют для качественного определения адгезии покрытия.
Если говорить более конкретно, на этапе d) термическое напыление осуществляется в виде высокоскоростного воздушно-топливного термического напыления. Предпочтительно, чтобы давление воздуха находилось в диапазоне от 586 до 621 кПа. В частности, топливом является пропан. Предпочтительно, чтобы давление пропана находилось в диапазоне от 600 до 634 кПа; кроме того, в частности, давление пропана по меньшей мере на 14 кПа выше давления воздуха.
Предпочтительно в качестве газа-носителя использовать азот. Предпочтительно, чтобы скорость потока азота составляла от 20 до 30 л/мин. Более предпочтительно, от 23 до 24 л/мин.
Предпочтительно, чтобы распыление с помощью пистолета производилось в присутствии водорода. Предпочтительно, чтобы скорость потока водорода составляла от 30 до 40 л/мин. Более предпочтительно, от 33 до 36 л/мин.
Предпочтительно, чтобы расстояние между пистолетом и прокатным валком, на который наносится покрытие, составляло от 19 до 26 см. Предпочтительно, чтобы порошок имел гранулометрию в диапазоне от 30 до 15 мкм. Предпочтительно, чтобы расход на стороне подачи составлял 4–8 кг/ч.
Предпочтительно, чтобы поперечная скорость пистолета-распылителя составляла от 2 до 3 мм/с. При нанесении нескольких слоев покрытия эти скорости не могут использоваться, так как это приводит к перегреву детали, вызывая тепловое напряжение. Предпочтительно, чтобы линейное перемещение прокатного валка в мм/с происходило со скоростью от 2000 до 3000 мм/с. В частности, 2000 мм/с используют для диаметров менее 500 мм, 2500 мм/с используют для диаметров от 200 до 500 мм, а 3000 мм/с используют для диаметров менее 200 мм.
Второй вариант, когда необходимо получить шероховатую поверхность и важна ее очистка, предполагает пропуск этапа b), описанного выше, чтобы после этапа d) добавить два новых этапа.
На этапе e) процесс очистки мелкозернистой фракции карбида осуществляется с помощью восстановительного пламени, путем введения водорода в процесс горения. Если не вводить водород, пламя будет окислительным и вызовет частичное окисление покрытия, что приведет к следующим ситуациям:
- Обезуглероживание: уменьшение содержания (в %) полезной карбидной фазы, карбида вольфрама WC, образуется другая нежелательная очень хрупкая фаза W2C, снижающая износостойкость покрытия.
- Увеличение естественной пористости из-за более высокого содержания кислорода при сгорании.
Предпочтительно, чтобы на этом этапе давление воздуха составляло от 552 до 579 кПа, давление пропана – от 593 до 614 кПа, тогда как давление азота, водорода и в камере сгорания будет установлено равным около 496 кПа, используя расход азота порядка 23 л/мин и расход водорода порядка 15 л/мин.
На этапе f) бугорки скругляют с помощью пистолета-распылителя без использования пламени, а только за счет заданного давления воздуха. Напыляемый материал представляет собой стеклянные шарики меньшей твердости по сравнению с покрытием, чтобы не разрушить его. Давление пучка из стеклянных шариков вызывает пластическую деформацию в бугорках шероховатости, вызывая их закругление. Шероховатость имеет тенденцию к уменьшению, поэтому необходимо начинать с шероховатости, которая на 10% выше, чтобы достичь требуемой шероховатости.
На этом этапе предпочтительно, чтобы давление воздуха составляло от 483 до 552 кПа, в то время как в камере сгорания будет поддерживаться давление порядка 262 кПа.
Что касается стеклянных сферических частиц, то они будут иметь состав на основе натриево-кальциевого стекла без свободного кремнезема и химически нейтральные, правильной сферической формы, непористые, с твердостью в пределах 48–50 HRc и гранулометрией в диапазоне 45–90 мкм.
В результате этого процесса можно уменьшить загрязнение полосы, получив профиль покрытия с более закругленными бугорками, трение которого о листовой металл будет меньше, а также уменьшив количество мелких частиц железа на полосе.
В любом из трех описанных выше случаев получают валок прокатного стана с покрытием из сплавов карбида вольфрама, причем покрытие является однослойным толщиной от 0,003 до 0,020 мм, закрывающим 100% рабочей поверхности.
Предпочтительно, чтобы проницаемость покрытия находилась в диапазоне от 0 до 0,1%.
Сплав предпочтительно выбирают из следующего перечня: WC-CoCr, WC-NiCr, WC-Co, WC-Ni, WC-CrC-Ni, WC-CrC-Co, сплав карбида вольфрама и борида молибдена (например, WC-Mo B Ni Co Cr Fe).
Предпочтительно, чтобы сплав из карбида вольфрама содержал карбиды хрома.
Предпочтительно, чтобы сплав из карбида вольфрама содержал бориды молибдена. Эти сплавы с MoB в составе обладают лучшими антипригарными свойствами, чем сплавы WC.
Слой покрытия обладает описанными ниже конечными свойствами:
Таким образом, адекватно описав предмет настоящего изобретения, а также способы его применения на практике, следует отметить, что в рамках своей сущности изобретение может быть реализовано в соответствии с другими вариантами осуществления, отличающимися в деталях от того, которое было раскрыто в качестве примера, и в равной степени входящими в объем испрашиваемой охраны, при условии, что его основополагающий принцип не будет искажен, изменен или модифицирован.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления подушек опорных валков | 2022 |
|
RU2781927C1 |
| МЕТАЛЛИЧЕСКИЕ ЛИСТЫ И ПЛАСТИНЫ С ТЕКСТУРИРОВАННЫМИ ПОВЕРХНОСТЯМИ, УМЕНЬШАЮЩИМИ ТРЕНИЕ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506188C2 |
| ЭЛЕКТРОДЫ С МЕХАНИЧЕСКИ ЗАГРУБЛЕННОЙ ПОВЕРХНОСТЬЮ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРИМЕНЕНИЙ | 2008 |
|
RU2466805C2 |
| Способ обработки оси прокатного валка | 1977 |
|
SU749917A1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| Способ изготовления прокатного валка | 1978 |
|
SU710693A1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2486973C2 |
| СПОСОБ ПОДГОТОВКИ ПОДЛОЖКИ ДЛЯ ТЕРМИЧЕСКОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2014 |
|
RU2659521C2 |
Изобретение относится к рабочим валкам прокатного стана с покрытием. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана включает обезжиривание поверхности прокатного валка, нагрев прокатных валков диаметром более 500 мм до температуры 40-50°C, а прокатных валков диаметром менее 500 мм до температуры 80-100°C, нанесение покрытия из сплава карбида вольфрама, содержащего бориды молибдена или карбиды хрома высокоскоростным воздушно-топливным термическим напылением, при этом в качестве топлива используют пропан под давлением 593-614 кПа, расплавленный материал подают к пистолету-распылителю с помощью газа-носителя и распыляют на прокатный валок с помощью пистолета со скоростью подачи от 1 до 8 кг/ч. Изобретение направлено на повышение производительности прокатных валков. 2 н. и 4 з.п. ф-лы, 3 ил.
1. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана, содержащий следующие рабочие этапы:
a) обезжиривают поверхность прокатного валка;
c) нагревают поверхность прокатных валков диаметром более 500 мм до температуры 40-50°C и прокатных валков диаметром менее 500 мм до температуры 80-100°C;
d) покрывают прокатный валок сплавом карбида вольфрама, включающим бориды молибдена или карбиды хрома, посредством термического напыления, при этом порошок сплава из карбида вольфрама с размером частиц от 30 до 15 мкм расплавляют в камере сгорания, расплавленный материал подают к пистолету-распылителю с помощью газа-носителя и распыляют на прокатный валок с помощью пистолета со скоростью подачи от 1 до 8 кг/ч,
отличающийся тем, что
- термическое напыление представляет собой высокоскоростное воздушно-топливное термическое напыление, при этом в качестве топлива используют пропан под давлением в диапазоне от 593 до 614 кПа,
- давление воздуха при термическом напылении находится в диапазоне от 552 до 579 кПа, давление азота и водорода составляет 496 кПа, при этом расход азота составляет 23 л/мин, а расход водорода 15 л/мин,
- газом-носителем является азот с расходом от 20 до 30 л/мин,
- давление пропана по меньшей мере на 14 кПа выше давления воздуха,
- расстояние между пистолетом и прокатным валком, на который наносится покрытие, составляет от 19 до 26 см,
- поперечная скорость пистолета-распылителя составляет от 2 до 3 мм/с, учитывая, что линейное перемещение прокатного валка происходит со скоростью от 2000 мм/с для диаметров менее 500 мм, 2500 мм/с для диаметров от 200 до 500 мм и 3000 мм/с для диаметров менее 200 мм.
2. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана по п. 1, отличающийся тем, что дополнительно вводят этап финишной полировки с использованием алмазного абразива.
3. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана по п. 1, отличающийся тем, что дополнительно вводят этап b) для активации поверхности посредством дробеструйной обработки.
4. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана по п. 1, отличающийся тем, что вводят два дополнительных рабочих этапа: этап е), на котором осуществляют процесс очистки поверхности посредством нагрева, и этап f), на котором бугорки шероховатости скругляют путем распыления стеклянных шариков.
5. Способ нанесения покрытия из сплава карбида вольфрама на валки прокатного стана по п. 4, отличающийся тем, что на этапе f) подают воздух под давлением, составляющим от 483 до 552 кПа, в то время как в камере сгорания поддерживают давление 262 кПа, с той особенностью, что стеклянные сферические частицы имеют состав на основе натриево-кальциевого стекла без свободного кремнезема и являются химически нейтральными, имеют правильную сферическую форму, непористые, их твердость составляет 48-50 HRc, а гранулометрия находится в диапазоне 45-90 мкм.
6. Прокатный валок с покрытием из сплава карбида вольфрама, отличающийся тем, что это покрытие является однослойным толщиной от 0,003 до 0,020 мм и покрывает 100% рабочей поверхности, при этом проницаемость покрытия находится в диапазоне от 0 до 0,1%, а сплав карбида вольфрама содержит бориды молибдена или карбиды хрома.
| СПОСОБ ОБРАБОТКИ РОЛИКА ЛИСТОПРАВИЛЬНОЙ МАШИНЫ | 2007 |
|
RU2347008C2 |
| CN 106040744 A, 21.09.2018 | |||
| CN 108842125 B, 07.07.2020 | |||
| CN 109023365 B, 26.05.2020 | |||
| Способ обработки оси прокатного валка | 1977 |
|
SU749917A1 |
| Способ изготовления прокатного валка | 1978 |
|
SU710693A1 |

