Область техники, к которой относится изобретение
Настоящее изобретение относится к технической области технологий добычи нефти, в частности к каротажному герметизированному волоконно-оптическому канальному кабелю и к способу его изготовления.
Уровень техники
Каротажный кабель можно применять не только для операций каротажа, перфорации, отбора керна и т.п. в различных нефтяных и газовых скважинах, но также для гидравлических и гидрологических исследований, геологоразведки угольных месторождений, геотермального каротажа и т. п. Это линия связи, используемая в качестве несущего нагрузку соединения между наземной системой и подземными приборами, а также используемая для передачи данных обследования. Однако существующий каротажный кабель обычно передает электрические сигналы по металлическим проводникам. Скорость передачи невысока, а количество информации невелико; так что существующий каротажный кабель нельзя применять в сложных условиях работы.
Раскрытие сущности изобретения
Задача настоящего изобретения состоит в том, чтобы предложить каротажный герметизированный волоконно-оптический канальный кабель для решения следующей задачи: каротажный кабель обычно передает электрические сигналы по металлическим проводникам; скорость передачи невысока, а количество информации невелико; так что каротажный кабель нельзя применять в сложных условиях работы.
Для решения вышеупомянутой технической задачи в настоящем изобретении предлагается следующее техническое решение:
Каротажный герметизированный волоконно-оптический канальный кабель в соответствии с настоящим изобретением содержит наружный герметизирующий слой. В герметизирующем слое расположена по меньшей мере одна армирующая трубка. В каждой армирующей трубке расположена защитная трубка оптического волокна. В пространстве между защитной трубкой оптического волокна и армирующей трубкой расположен заполняющий слой. В защитной трубке оптического волокна расположено оптическое волокно.
Кроме того, герметизирующий слой изготовлен из таких термопластичных материалов, как термопластический вулканизат (TPV), полипропилен (PP), фторированный этилен-пропилен (FEP) или поливинилиденфторид (PVDF).
Кроме того, армирующая трубка выполнена из сварной трубки из нержавеющей стали марки 316L, 825 или 2205.
Кроме того, защитная трубка оптического волокна выполнена из сварной трубки из нержавеющей стали марки 316L или 825.
Кроме того, оптическое волокно имеет высокотемпературное покрытие. В высокотемпературном покрытии расположена по меньшей мере одна жила. Каждая жила покрыта кварцевой оболочкой.
Кроме того, герметизирующий слой дополнительно снабжен усиливающими элементами или масляной трубкой.
Кроме того, заполняющий слой образован алюминиевой трубкой или слюдяной лентой.
Способ изготовления каротажного герметизированного волоконно-оптического канального кабеля включает следующие этапы:
этап 1: укладывание оптического волокна и формирование защитной трубки: соответственно располагают стальной рулонный исходный материал для изготовления защитной трубки оптического волокна и намотанное оптическое волокно на соответствующих устройствах намотки; направляют начальный конец стального рулонного исходного материала для изготовления защитной трубки оптического волокна так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство наматывания оптического волокна, устройство лазерной сварки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления защитной трубки оптического волокна; наматывают защитную трубку оптического волокна с помощью устройства намотки защитной трубки оптического волокна;
этап 2: формирование заполняющего слоя:
если заполняющий слой формируют из алюминиевой трубки, то соответственно располагают алюминиевый рулонный исходный материал для получения заполняющего слоя и намотанную защитную трубку оптического волокна на соответствующих устройствах намотки; направляют начальный конец алюминиевого рулонного исходного материала для изготовления заполняющего слоя так, чтобы он последовательно проходил через устройство начального формирования алюминиевой трубки, устройство намотки защитной трубки оптического волокна, устройство лазерной сварки, устройство доведения диаметра трубки и тяговое устройство для изготовления алюминиевой трубки; наматывают алюминиевую трубку посредством устройства намотки;
этап 3: формирование армирующей трубки: располагают стальной рулонный исходный материал для изготовления армирующей трубки и алюминиевую трубку на соответствующих устройствах наматывания; покрывают заполняющий слой армирующей трубкой с помощью устройств, используемых на этапе 1; наматывают заполняющий слой, покрытый армирующей трубкой, с помощью устройства намотки;
этап 4: формирование герметизирующего слоя: располагают армирующую трубку, которая должна быть герметизирована, на соответствующем устройстве намотки, направляют начальный конец армирующей трубки так, чтобы он последовательно проходил через выпрямляющее устройство, устройство предварительного нагрева, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования герметизирующего слоя; наматывают герметизированный волоконно-оптический канальный кабель с помощью устройства намотки.
Кроме того, если заполняющий слой формируют из слюдяной ленты, слюдяную ленту оборачивают вокруг защитной трубки оптического волокна с помощью устройства намотки.
По сравнению с существующим уровнем техники настоящее изобретение имеет следующие положительные эффекты:
Герметизирующий слой в соответствии с настоящим изобретением улучшает коррозионную стойкость армирующей трубки. Армирующая трубка предназначена для защиты внутреннего оптического волокна от внешнего механического усилия для снятия давления. Заполняющий слой в основном предназначен для соединения защитной трубки оптического волокна с наружной армирующей трубкой, чтобы в значительной степени защищать внутреннее оптическое волокно и предотвращать повреждение внутреннего оптического волокна в процессе сварки наружной армирующей трубки. Волоконно-оптический канальный кабель в соответствии с настоящим изобретением обладает следующими преимуществами: он обладает большой длиной, высокой прочностью, хорошей термостойкостью, малыми потерями при передаче сигнала, высокой скоростью передачи и обеспечивает синхронную передачу множества сигналов.
Краткое описание чертежей
Настоящее изобретение дополнительно описано ниже со ссылкой на прилагаемые чертежи.
На фиг. 1 показана схематическая структурная диаграмма каротажного герметизированного волоконно-оптического канального кабеля согласно варианту 1 осуществления настоящего изобретения;
на фиг. 2 – блок-схема последовательности действий для укладки оптического волокна и формирования защитной трубки в варианте 1 осуществления настоящего изобретения;
на фиг. 3 – блок-схема последовательности действий формирования заполняющего слоя в варианте 1 осуществления настоящего изобретения;
на фиг. 4 – блок-схема последовательности действий формирования армирующей трубки в варианте 1 осуществления настоящего изобретения;
на фиг. 5 – блок-схема последовательности действий формирования герметизирующего слоя в варианте 1 осуществления настоящего изобретения;
на фиг. 6 – блок-схема последовательности действий формирования заполняющего слоя из слюдяной ленты в варианте 3 осуществления настоящего изобретения;
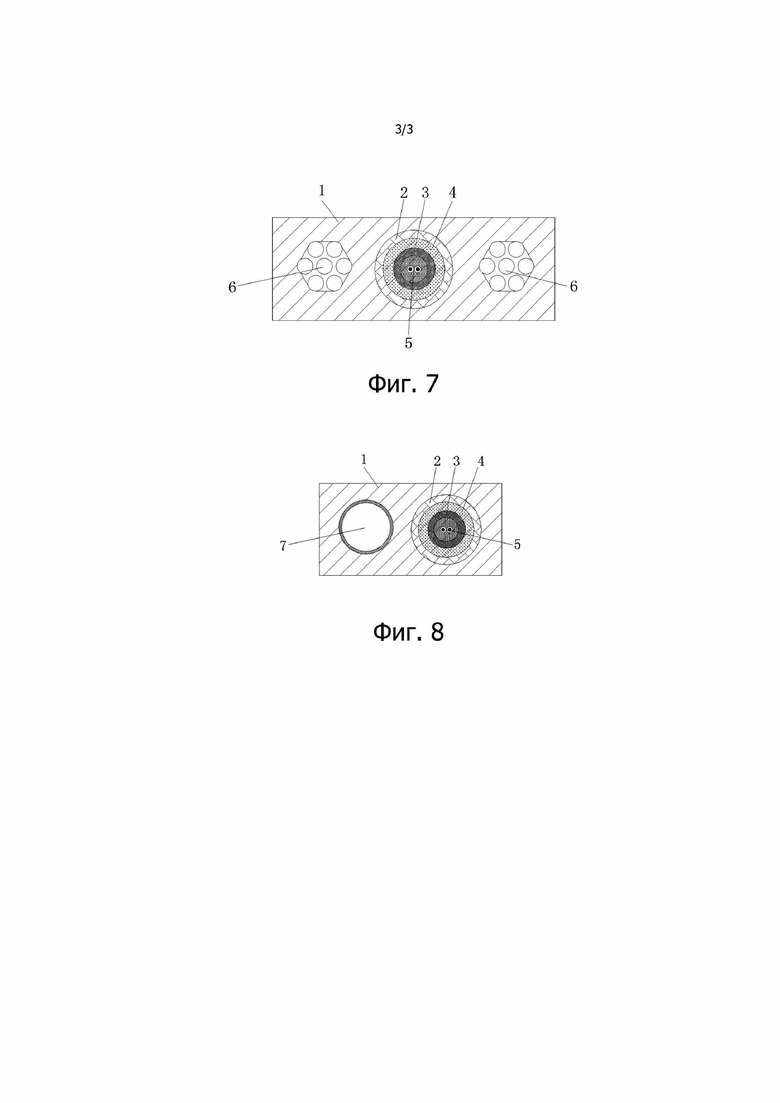
на фиг. 7 – схематическая структурная диаграмма варианта 3 осуществления настоящего изобретения, когда в герметизирующем слое расположены усиливающие элементы;
на фиг. 8 – схематическая структурная диаграмма варианта 4 осуществления настоящего изобретения, когда в герметизирующем слое расположена масляная трубка.
Список ссылочных позиций: 1 – герметизирующий слой, 2 – армирующая трубка, 3 – защитная трубка оптического волокна, 4 – заполняющий слой, 5 – оптическое волокно, 501 – высокотемпературное покрытие, 502 – кварцевая оболочка, 503 – жила, 6 – усиливающий элемент и 7 – масляная трубка.
Осуществление изобретения
Чтобы специалист в данной области техники мог лучше понять настоящее изобретение, оно подробно описано ниже со ссылкой на прилагаемые чертежи и частные варианты его осуществления.
Вариант 1 осуществления изобретения
Как показано на фиг. 1, данный вариант осуществления изобретения относится к каротажному герметизированному волоконно-оптическому канальному кабелю, содержащему наружный герметизирующий слой 1. В герметизирующем слое 1 расположена по меньшей мере одна армирующая трубка 2. В данном варианте осуществления изобретения имеется только одна армирующая трубка 2. В армирующей трубке 2 расположена защитная трубка 3 оптического волокна. В пространстве между защитной трубкой 3 оптического волокна и армирующей трубкой 2 расположен заполняющий слой 4. В защитной трубке 3 оптического волокна расположено оптическое волокно 5.
Герметизирующий слой 1 образован из различных неметаллических материалов и предназначен для защиты армирующей трубки 2. Он изготовлен из материалов, устойчивых к нефти, коррозии и высоким температурам. Герметизирующий слой 1 может быть изготовлен из термопластичных материалов, таких как: термопластический вулканизат (TPV), полипропилен (PP), фторированный этилен-пропилен (FEP), поливинилиденфторид (PVDF) и т.п.
Армирующая трубка 2 предназначена для защиты внутреннего оптического волокна от внешнего механического усилия для снятия давления. Армирующая трубка 2 выполнена из сварной трубки из нержавеющей стали марки 316L, 825 или 2205.
Защитная трубка 3 оптического волокна выполнена из сварной трубки из нержавеющей стали марки 316L или 825. Защитная трубка 3 оптического волокна защищает хрупкое оптическое волокно и в определенной степени выполняет амортизирующую функцию.
Заполняющий слой 4 в основном предназначен для соединения защитной трубки 3 оптического волокна с наружной армирующей трубкой 2, чтобы в значительной степени защищать внутреннее оптическое волокно и предотвращать повреждение внутреннего оптического волокна в процессе сварки наружной армирующей трубки 2. Заполняющий слой 4 образован алюминиевой трубкой или слюдяной лентой.
В данном варианте осуществления изобретения оптическое волокно 5 имеет высокотемпературное покрытие 501. В высокотемпературном покрытии 501 расположена по меньшей мере одна жила 503. Каждая жила 503 покрыта кварцевой оболочкой 502. Для высокотемпературного покрытия 501 может быть выбрано высокотемпературное акрилатное покрытие или полиимидное покрытие.
Как показано на фиг. 2–5, способ изготовления каротажного герметизированного волоконно-оптического канального кабеля включает следующие этапы:
Как показано на фиг. 2, укладка оптического волокна и формирование защитной трубки представляет собой, в частности, следующее: соответственно располагают стальной рулонный исходный материал для изготовления защитной трубки 3 оптического волокна и намотанное оптическое волокно 5 на соответствующих устройствах намотки; направляют начальный конец стального рулонного исходного материала для изготовления защитной трубки 3 оптического волокна так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство намотки оптического волокна, устройство лазерной сварки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления защитной трубки 3 оптического волокна; наматывают защитную трубку 3 оптического волокна с помощью устройства намотки защитной трубки оптического волокна.
Стальной ленте придают U-образную форму с помощью устройства начального формирования стальной трубки. Оптическое волокно 5 помещают в защитную трубку 3 оптического волокна через U-образное отверстие под действием устройства намотки. В процессе размещения оптическое волокно должно проходить через направляющее колесо. Направляющее колесо прижимает оптическое волокно 5 к нижней поверхности защитной трубки 3 оптического волокна, чтобы предотвратить повреждение оптического волокна 5 из-за высокой температуры лазерной сварки. Устройство лазерной сварки используется для сваривания стыковочного паза защитной трубки 3 оптического волокна. Устройство неразрушающего контроля проводит неразрушающий контроль сваренной защитной трубки 3 оптического волокна с помощью вихревых токов.
После начального формирования защитной трубки 3 оптического волокна ее начальный конец проходит через устройство волочения стальной трубки, так что диаметр трубки изменяется. В это время устройство волочения стальной трубки останавливается, начальный конец оптического волокна 5 помещают в изначально сформированную защитную трубку 3 оптического волокна. Затем оптическое волокно 5 вручную перемещают вперед, пока начальный конец оптического волокна 5 не упрется в место сужения защитной трубки 3 оптического волокна. Место сужения защитной трубки 3 оптического волокна зажимает оптическое волокно 5. В это время запускают устройство волочения стальной трубки. Оптическое волокно 5 следует за защитной трубкой 3 оптического волокна, которую тянут вперед.
Как показано на фиг. 3, формирование заполняющего слоя, в частности, представляет собой следующее: если заполняющий слой 4 формируют из алюминиевой трубки, то, соответственно, располагают алюминиевый рулонный исходный материал для получения заполняющего слоя 4 и намотанную защитную трубку 3 оптического волокна на соответствующих устройствах намотки; направляют начальный конец алюминиевого рулонного исходного материала для изготовления заполняющего слоя 4 так, чтобы он последовательно проходил через устройство начального формирования алюминиевой трубки, устройство намотки защитной трубки оптического волокна, устройство лазерной сварки, устройство доведения диаметра трубки и тяговое устройство для изготовления алюминиевой трубки; наматывают алюминиевую трубку посредством устройства намотки. В данном варианте осуществления изобретения алюминиевая трубка представляет собой заполняющий слой 4.
Как показано на фиг. 4, формирование армирующей трубки, в частности, представляет собой следующее: располагают стальной рулонный исходный материал для изготовления армирующей трубки 2 на соответствующем устройстве намотки; располагают защитную трубку 3 оптического волокна, покрытую заполняющим слоем 4, на устройстве намотки; покрывают заполняющий слой 4 армирующей трубкой 2 с помощью устройств, используемых на этапе 1; наматывают заполняющий слой, покрытый армирующей трубкой, с помощью устройства намотки.
Как показано на фиг. 5, формирование герметизирующего слоя, в частности, представляет собой следующее: располагают армирующую трубку 2, которая должна быть герметизирована, на соответствующем устройстве намотки, направляют начальный конец армирующей трубки 2 так, чтобы он последовательно проходил через выпрямляющее устройство, устройство предварительного нагрева, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования герметизирующего слоя 1; наматывают герметизированный волоконно-оптический канальный кабель с помощью устройства намотки.
Следует отметить, что устройства намотки стальной ленты, оптического волокна и канального кабеля используют для расположения на них исходного материала, полуфабрикатов и готовой продукции, а также для выдачи или наматывания материалов. Устройство волочения вытягивает стальную трубку до требуемого размера, используя предварительно заданные характеристики матрицы. Усилие волочения обеспечивают посредством волочильного зубчатого механизма. Тяговое устройство обеспечивает тяговое усилие для перемещения защитной трубки оптического волокна.
В данном варианте осуществления изобретения в устройстве начального формирования стальной трубки используют станок для изготовления трубок из нержавеющей стали, производимый компанией Guangzhou Yangcheng Machinery Manufacture Co., Ltd. Устройство лазерной сварки производит компания United Winners Laser Co., Ltd. в Шэньчжэне. Вышеупомянутые производственные устройства относятся к известному уровню техники, и специалисты в данной области могут купить существующие производственные устройства на рынке. Эти устройства здесь не описаны.
Вариант 2 осуществления изобретения
Как показано на фиг. 6 данный вариант осуществления изобретения относится к способу изготовления каротажного герметизированного канального волоконно-оптического кабеля, который включает: этап 1, на котором укладывают оптическое волокно и формируют защитную трубку; этап 2, на котором формируют заполняющий слой; этап 3, на котором формируют армирующую трубку; этап 4, на котором формируют герметизирующий слой.
В данном варианте осуществления изобретения при формировании заполняющего слоя 4 используют слюдяную ленту. Слюдяную ленту наматывают на защитную трубку 3 оптического волокна с помощью устройства намотки. Устройство намотки представляет собой обмоточный станок. Другие этапы изготовления полностью совпадают с этапами варианта 1 осуществления изобретения, которые здесь не описаны.
Вариант 3 осуществления изобретения
Как показано на фиг. 7, данный вариант осуществления изобретения относится к каротажному герметизированному волоконно-оптическому канальному кабелю, содержащему наружный герметизирующий слой 1. В герметизирующем слое 1 расположена по меньшей мере одна армирующая трубка 2. В армирующей трубке 2 расположена защитная трубка 3 оптического волокна. В пространстве между защитной трубкой 3 оптического волокна и армирующей трубкой 2 расположен заполняющий слой 4. В защитной трубке 3 оптического волокна расположено оптическое волокно 5. Структура оптического волокна 5 в данном варианте осуществления изобретения такая же, как структура оптического волокна в варианте 1 осуществления изобретения и здесь не описана. В данном варианте осуществления изобретения герметизирующий слой 1 также содержит два усиливающих элемента 6, соответственно расположенных с двух сторон армирующей трубки 2. В качестве усиливающих элементов 6 могут быть использованы многожильные тросы из нержавеющей стали.
Вариант 4 осуществления изобретения
Как показано на фиг. 8, данный вариант осуществления изобретения относится к каротажному герметизированному волоконно-оптическому канальному кабелю, содержащему наружный герметизирующий слой 1. В герметизирующем слое 1 расположена по меньшей мере одна армирующая трубка 2. В армирующей трубке 2 расположена защитная трубка 3 оптического волокна. В пространстве между защитной трубкой 3 оптического волокна и армирующей трубкой 2 расположен заполняющий слой 4. В защитной трубке 3 оптического волокна расположено оптическое волокно 5. Структура оптического волокна 5 в данном варианте осуществления изобретения такая же, как структура оптического волокна в варианте 1 осуществления изобретения и здесь не описана.
В данном варианте осуществления изобретения герметизирующий слой 1 дополнительно содержит масляную трубку 7. Масляная трубка 7 передает грунтовое гидравлическое масло/жидкость в шахту и сообщена с гидравлическим устройством.
Вышеупомянутые варианты осуществления изобретения являются всего лишь предпочтительными вариантами осуществления настоящего изобретения и не предназначены для ограничения объема настоящего изобретения. Различные изменения и улучшения, внесенные в техническое решение согласно настоящему изобретению специалистами в данной области техники без отклонения от сущности настоящего изобретения, должны подпадать под объем защиты прилагаемой формулы настоящего изобретения.


Настоящее изобретение относится к технической области технологий добычи нефти, в частности к способу изготовления каротажного герметизированного волоконно-оптического канального кабеля. Способ изготовления включает четыре этапа: формирование защитной трубки оптического волокна, в которой расположено оптическое волокно; формирование заполняющего слоя, образованного алюминиевой трубкой, формирование армирующей трубки и формирование герметизирующего слоя. Изобретение позволяет изготавливать волоконно-оптический канальный кабель, обладающий большой длиной, высокой прочностью, хорошей термостойкостью и обеспечивающий малые потери при передаче сигнала, высокую скоростью передачи и синхронную передачу множества сигналов. 8 ил.
Способ изготовления каротажного герметизированного волоконно-оптического канального кабеля, включающий следующие этапы:
этап 1: формирование защитной трубки (3) оптического волокна, в которой расположено оптическое волокно (5): соответственно располагают стальной рулонный исходный материал для изготовления защитной трубки (3) оптического волокна и оптическое волокно (5) на соответствующих устройствах намотки; направляют начальный конец стального рулонного исходного материала для изготовления защитной трубки (3) оптического волокна так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство намотки оптического волокна, устройство лазерной сварки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления защитной трубки (3) оптического волокна, в которой расположено оптическое волокно (5); наматывают защитную трубку (3) оптического волокна, в которой расположено оптическое волокно (5), с помощью устройства намотки защитной трубки оптического волокна, в которой расположено оптическое волокно (5);
этап 2: формирование заполняющего слоя (4), образованного алюминиевой трубкой: соответственно располагают алюминиевый рулонный исходный материал для изготовления заполняющего слоя (4) и защитную трубку (3) оптического волокна, в которой расположено оптическое волокно (5), на соответствующих устройствах намотки; направляют начальный конец алюминиевого рулонного исходного материала для изготовления заполняющего слоя (4), образованного алюминиевой трубкой, так, чтобы он последовательно проходил через устройство начального формирования алюминиевой трубки, устройство намотки защитной трубки (3) оптического волокна, в которой расположено оптическое волокно (5), устройство лазерной сварки, устройство доведения диаметра трубки и тяговое устройство для изготовления алюминиевой трубки, в которой расположены защитная трубка (3) оптического волокна и оптическое волокно (5); наматывают алюминиевую трубку, в которой расположены защитная трубка (3) оптического волокна и оптическое волокно (5), с помощью устройства намотки;
этап 3: формирование армирующей трубки (2): располагают стальной рулонный исходный материал для изготовления армирующей трубки (2) и алюминиевую трубку, в которой расположены защитная трубка (3) оптического волокна и оптическое волокно (5), на соответствующих устройствах намотки; покрывают заполняющий слой (4), образованный алюминиевой трубкой, в которой расположены защитная трубка (3) оптического волокна и оптическое волокно (5), армирующей трубкой (2) с помощью устройств, используемых на этапе 1; наматывают армирующую трубку (2), в которой расположены заполняющий слой (4), защитная трубка (3) оптического волокна и оптическое волокно (5), с помощью устройства намотки;
этап 4: формирование герметизирующего слоя (1): располагают армирующую трубку (2), в которой расположены заполняющий слой (4), защитная трубка (3) оптического волокна и оптическое волокно (5), на соответствующем устройстве намотки, направляют начальный конец армирующей трубки (2), в которой расположены заполняющий слой (4), защитная трубка (3) оптического волокна и оптическое волокно (5), так, чтобы он последовательно проходил через выпрямляющее устройство, устройство предварительного нагрева, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования каротажного герметизированного волоконно-оптического канального кабеля, содержащего герметизирующий слой (1), армирующую трубку (2), заполняющий слой (4), защитную трубку (3) оптического волокна и оптическое волокно (5); наматывают указанный каротажный герметизированный армирующий волоконно-оптический канальный кабель с помощью устройства намотки.
| US 20190212516 A1, 11.07.2019 | |||
| US 20150110454 A1, 23.04.2015 | |||
| US 20160290835 A1, 06.10.2016 | |||
| WO 2008027387 A2, 06.03.2008 | |||
| ИГОЛЬНОЕ ПОЛОТНО для ПЛОСКОФАНГОВОЙ МАШИНЫ | 0 |
|
SU175594A1 |

