Область техники, к которой относится изобретение
Настоящее изобретение относится к технической области каротажных кабелей, в частности к герметизированному канальному кабелю с идентификационными метками и к способу его изготовления.
Уровень техники
Каротажный кабель можно применять не только для операций каротажа, перфорации, отбора керна и т.п. в различных нефтяных и газовых скважинах, но также для гидравлических и гидрологических исследований, геологоразведки угольных месторождений, геотермального каротажа и т.п. Это линия связи, используемая в качестве несущего нагрузку соединения между наземной системой и подземными приборами, а также используемая для передачи данных обследования.
В настоящее время условия эксплуатации каротажного кабеля в нефтяной скважине являются суровыми. Каротажный кабель обычно располагают в среде с высокой температурой и высоким давлением, которая содержит агрессивные среды, такие как нефть, газ и т. п. Кроме того, каротажный кабель, ограниченный узким внутренним пространством обсадной трубы нефтяной скважины, легко изгибается или подвергается коррозии в процессе монтажа. Кроме того, некоторые гидравлические устройства в нефтяной скважине должны сообщатся с землей через трубки. В существующем уровне техники каротажный кабель и масляно-жидкостные трубки расположены отдельно, что приводит к расходу материалов. Если имеются тысячи, даже миллионы метров кабеля и труб, то возникает задача, которую необходимо срочно решать и которая заключается в том, чтобы повысить устойчивость каротажного кабеля к давлению, натяжению и коррозии, а также интегрировать транспортировочные трубки в нефтяную скважину.
Раскрытие сущности изобретения
Задача настоящего изобретения заключается в том, чтобы предложить герметизированный канальный кабель с идентификационными метками и способ его изготовления. Каротажный герметизированный канальный кабель обладает высокой устойчивостью к давлению, растяжению и коррозии, а также выполняет двойную функцию: транспортировку масла и жидкости, а также передачу данных.
Для решения вышеупомянутой технической задачи в настоящем изобретении используют следующее техническое решение:
Герметизированный канальный кабель с идентификационными метками в соответствии с настоящим изобретением содержит герметизирующий слой. Поперечное сечение герметизирующего слоя является многоугольным или дугообразным. В герметизирующем слое расположены по меньшей мере одна защитная трубка кабеля и по меньшей мере одна масляно-жидкостная трубка. В защитной трубке кабеля расположен кабель.
Идентификационные метки с разными цветовыми идентификаторами расположены соответственно с одной стороны защитной трубки кабеля и с одной стороны масляно-жидкостной трубки в однозначном соответствии.
Кроме того, идентификационная метка представляет собой веревку или узкую ленту.
Кроме того, герметизирующий слой выполнен из термопластичного материала. Защитная трубка кабеля выполнена из стальной трубки марки 825. Масляно-жидкостная трубка выполнена из стальной трубки марки 2507.
Кроме того, кабель содержит оболочку, изоляционный слой и жилу, которые расположены последовательно от внешней стороны к внутренней.
Кроме того, оболочка выполнена из полипропилена (PP). Изоляционный слой выполнен из сополимера фторированного этилен-пропилена (FEP).
Способ изготовления герметизированного кабельного канала с идентификационными метками включает следующие этапы:
этап 1: осуществление механической обработки защитной трубки кабеля и укладывание кабеля: располагают стальной рулонный исходный материал для изготовления защитной трубки кабеля на устройстве намотки стальной ленты; располагают намотанный кабель на устройстве намотки кабеля; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство намотки кабеля, устройство лазерной сварки стальной трубки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления стальной защитной трубки, покрывающей кабель;
наматывают защитную трубку кабеля с помощью устройства намотки защитной трубки кабеля для последующего использования;
этап 2: осуществление механической обработки масляно-жидкостной трубки: располагают стальной рулонный исходный материал для изготовления масляно-жидкостной трубки на устройстве намотки стальной ленты; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательного проходил через устройство формирования стальной трубки, устройство лазерной сварки стальной трубки, устройство удаления внешних заусенцев, устройство волочения стальной трубки, печь для отжига и устройство неразрушающего контроля для изготовления масляно-жидкостной трубки;
наматывают масляно-жидкостную трубку с помощью устройства намотки масляно-жидкостной трубки для последующего использования;
этап 3: осуществление механической обработки герметизирующего слоя: располагают защитную трубку кабеля и масляно-жидкостную трубку, которые необходимо герметизировать, на соответствующем устройстве намотки; направляют начальные концы защитной трубки кабеля и масляно-жидкостной трубки так, чтобы они последовательно проходили через устройство выпрямления стальной трубки, устройство предварительного нагрева стальной трубки, устройство намотки идентификационной метки, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования герметизирующего слоя;
наматывают герметизированный канальный кабель с помощью устройства намотки.
Кроме того, стальные рулонные исходные материалы для изготовления защитной трубки кабеля и масляно-жидкостной трубки обезжиривают с помощью горячей щелочной воды.
Кроме того, устройство предварительного нагрева стальной трубки содержит нагнетатель горячего воздуха и трубку предварительного нагрева, которые сообщены через трубку. Два конца трубки предварительного нагрева герметично соединены с заглушками. В центре заглушки выполнено множество сквозных отверстий для труб.
Кроме того, устройство герметизации и экструзии содержит корпус головки и сердечник головки, которые соответствуют друг другу при использовании. Корпус головки имеет многоугольное или дугообразное отверстие для герметизации и экструзии. В сердечнике головки сформировано несколько зарезервированных направляющих отверстий. На периферийной внутренней стенке каждого зарезервированного направляющего отверстия имеется паз для направления идентификационной метки.
Кроме того, между устройством намотки идентификационной метки и устройством герметизации и экструзии расположено натяжное устройство. Натяжное устройство содержит основание. На основании расположены два направляющих шкива и опора. Подъемный рычаг шарнирно соединен с опорой. Один конец подъемного рычага соединен с опорой посредством пружины растяжения, а другой конец оснащен натяжным роликом. Натяжной ролик расположен между двумя направляющими шкивами.
По сравнению с существующим уровнем техники настоящее изобретение имеет следующие положительные эффекты:
Настоящее изобретение выполняет двойную функцию: транспортировку масла и жидкости, а также передачу данных. Герметизирующий слой улучшает коррозионную стойкость защитной трубки кабеля и масляно-жидкостной трубки. Для удобства идентификации каждой защитной трубки кабеля или каждой масляно-жидкостной трубки каждая идентификационная метка имеет уникальный цветовой идентификатор. Идентификационная метка также может быть изготовлена из полиароматических арамидных синтетических волокон, кевлара или металлической проволоки. При вытягивании идентификационной метки наружу, идентификационная метка срезает герметизирующий слой, покрывающий защитную трубку кабеля или масляно-жидкостную трубку, чтобы обнажить защитную трубку кабеля или масляно-жидкостную трубку; после этого герметизирующий слой или масляно-жидкостная трубка могут быть соединены с устройством в шахте или на земле.
Краткое описание чертежей
Настоящее изобретение дополнительно описано ниже со ссылкой на прилагаемые чертежи.
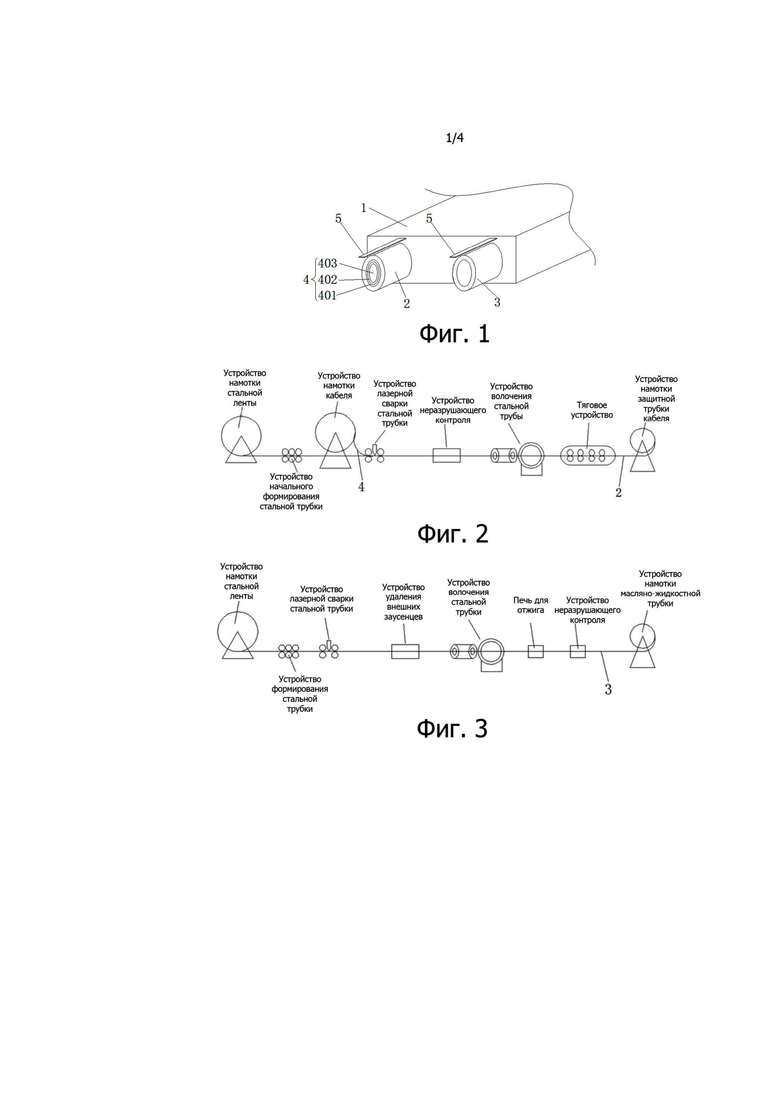
На фиг. 1 показана схематическая структурная диаграмма каротажного герметизированного канального кабеля согласно варианту 1 осуществления настоящего изобретения;
на фиг. 2 – блок-схема последовательности действий на этапе 1 варианта 1 осуществления настоящего изобретения;
на фиг. 3 – блок-схема последовательности действий на этапе 2 варианта 1 осуществления настоящего изобретения;
на фиг. 4 – блок-схема последовательности действий на этапе 3 варианта 1 осуществления настоящего изобретения;
на фиг. 5 – схематическая структурная диаграмма устройства предварительного нагрева стальной трубки в варианте 1 осуществления настоящего изобретения;
на фиг. 6 – схематическая диаграмма, показывающая состояние соответствия корпуса головки и сердечника головки в варианте 1 осуществления настоящего изобретения;
на фиг. 7 – вид справа корпуса головки в варианте 1 осуществления настоящего изобретения;
на фиг. 8 – вид справа сердечника головки в варианте 1 осуществления настоящего изобретения;
на фиг. 9 – схематическая структурная диаграмма натяжного устройства в варианте 1 осуществления настоящего изобретения;
на фиг. 10 – схематическая структурная диаграмма каротажного герметизированного канального кабеля согласно варианту 2 осуществления настоящего изобретения.
Список ссылочных позиций: 1 – герметизирующий слой, 2 – защитная трубка, 3 – масляно-жидкостная трубка, 4 – кабель, 401 – оболочка, 402 – изоляционный слой, 403 – жила, 5 – идентификационная метка, 6 – нагнетатель горячего воздуха, 7 – трубка предварительного нагрева, 8 – заглушка, 9 – сквозное отверстие для трубки, 10 – корпус головки, 1001 – отверстие для герметизации и экструзии, 11 – сердечник головки, 1101 – зарезервированное направляющее отверстие, 1102 – канавка, 12 – натяжное устройство, 1201 – основание, 1202 – направляющий шкив, 1203 – опора, 1204 – подъемный рычаг и 1205 – натяжной ролик.
Осуществление изобретения
Чтобы специалисты в данной области техники лучше понимали технические решения согласно настоящему изобретению, ниже подробно описано настоящее изобретение со ссылкой на прилагаемые чертежи и частные варианты его осуществления.
Вариант 1 осуществления изобретения
Как показано на фиг. 1 этот вариант осуществления изобретения относится к герметизированному канальному кабелю с идентификационными метками, содержащему герметизирующий слой 1. Поперечное сечение герметизирующего слоя 1 имеет многоугольную или дугообразную форму. В герметизирующем слое 1 расположены по меньшей мере одна защитная трубка 2 кабеля и по меньшей мере одна масляно-жидкостная трубка 3. В защитной трубке 2 кабеля расположен кабель 4. Герметизирующий слой 1 защищает защитную трубку 2 кабеля, повышая коррозионную стойкость защитной трубки 2 кабеля. Защитная трубка 2 кабеля обладает высокой предельной нагрузкой, чтобы улучшить полную устойчивость к давлению и растяжению. Масляно-жидкостная трубка 3 передает грунтовое гидравлическое масло/жидкость в шахту и сообщается с гидравлическим устройством. В данном варианте осуществления изобретения каждая защитная трубка 2 кабеля и масляно-жидкостная трубка 3 расположены бок о бок, причем имеется одна защитная трубка 2 кабеля и одна масляно-жидкостная трубка 3.
Для удобства идентификации каждой защитной трубки 2 кабеля и каждой масляно-жидкостной трубки 3, с одной стороны защитной трубки 2 кабеля и с одной стороны масляно-жидкостной трубки 3 расположено несколько идентификационных меток. Каждая идентификационная метка 5 однозначно соответствует каждой защитной трубке 2 кабеля или каждой масляно-жидкостной трубке 3. Каждая идентификационная метка 5 имеет свой уникальный цветовой идентификатор. Идентификационная метка 5 представляет собой веревку или узкую ленту. В данном варианте осуществления изобретения идентификационная метка 5 представляет собой узкую ленту.
Идентификационная метка 5 также может быть изготовлена из полиароматических арамидных синтетических волокон, кевлара или металлической проволоки. При вытягивании идентификационной метки 5 наружу она срезает герметизирующий слой 1, покрывающий защитную трубку 2 кабеля или масляно-жидкостную трубку 3, чтобы обнажить защитную трубку 2 кабеля или масляно-жидкостную трубку 3; после этого герметизирующий слой или масляно-жидкостная трубка могут быть соединены с устройством в шахте или на земле.
В данном варианте осуществления изобретения герметизирующий слой 1 может быть изготовлен из термопластичных материалов, таких как: термопластический вулканизат (TPV), полипропилен (PP), фторированный этилен-пропилен (FEP) и поливинилиденфторид (PVDF). Защитная трубка 2 кабеля выполнена из стальной трубки марки 825. Масляно-жидкостная трубка 3 выполнена из стальной трубки марки 2507.
Кабель 4 используется для передачи сигналов после подключения к подземному инструменту. Кабель 4 содержит оболочку 401, изоляционный слой 402 и жилу 403, которые расположены последовательно от внешней стороны к внутренней. В данном варианте осуществления изобретения оболочка 401 выполнена из полипропилена (PP). Кроме того, оболочка 402 выполнена из сополимера фторированного этилен-пропилена (FEP). Оболочка 401 может защищать покрытый ею объект и выполняет функции изоляции, огнестойкости, коррозионной стойкости, фиксации и т. п. Кабель 4 изготавливают с помощью экструдера для пластика обычным способом, который может быть реализован специалистами в данной области техники.
Как показано на фиг. 2, 3 и 4, способ изготовления герметизированного канального кабеля с идентификационными метками включает следующие этапы:
Этап 1: осуществление механической обработки защитной трубки кабеля и укладывание кабеля: располагают стальной рулонный исходный материал для изготовления защитной трубки 2 кабеля на устройстве намотки стальной ленты; располагают намотанный кабель 4 на устройстве намотки кабеля; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство намотки кабеля, устройство лазерной сварки стальной трубки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления стальной защитной трубки 2, покрывающей кабель 4; наматывают защитную трубку 2 кабеля с помощью устройства намотки защитной трубки кабеля для последующего использования.
Стальной ленте придают U-образную форму с помощью устройства начального формирования стальной трубки. Кабель 4 укладывают в защитную трубку 2 кабеля через U-образное отверстие. В процессе укладки кабель должен проходить через направляющий ролик. Направляющий ролик прижимает кабель 4 к нижней поверхности защитной трубки 2 кабеля, чтобы предотвратить повреждение кабеля 4 из-за высокой температуры лазерной сварки. Следует отметить, что устройство намотки стальной ленты, устройство намотки кабеля и устройство намотки канального кабеля используют для расположения на них исходных материалов, полуфабрикатов и готовой продукции, а также используют для выдачи или наматывания материалов. Устройство лазерной сварки используют для сваривания стыковочного паза защитной трубки 2 кабеля. Устройство неразрушающего контроля проводит неразрушающий контроль сваренной защитной трубки 2 кабеля с помощью вихревых токов. Устройство волочения вытягивает защитную трубку 2 кабеля до требуемого размера, используя предварительно заданные характеристики волоки. Усилие волочения обеспечивается посредством волочильного зубчатого механизма. Тяговое устройство обеспечивает тяговое усилие для перемещения защитной трубки 2 кабеля.
После начального формирования защитной трубки 2 кабеля ее начальный конец проходит через устройство для волочения стальной трубки, так что диаметр трубки изменяется. В это время устройство волочения стальной трубки останавливается, начальный конец кабеля 4 помещают в изначально сформированную защитную трубку 2 кабеля. Затем кабель 4 вручную перемещают вперед, пока начальный конец кабеля 4 не упрется в место сужения защитной трубки 2 кабеля. Место сужения защитной трубки кабеля 2 зажимает кабель 4. В это время запускают устройство волочения стальной трубки. Кабель 4 следует за защитной трубкой 2 кабеля, которую тянут вперед.
Этап 2: осуществление механической обработки масляно-жидкостной трубки: располагают стальной рулонный исходный материал для изготовления масляно-жидкостной трубки на устройстве намотки стальной ленты; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательного проходил через устройство формирования стальной трубки, устройство лазерной сварки стальной трубки, устройство удаления внешних заусенцев, устройство волочения стальной трубки, печь для отжига и устройство неразрушающего контроля для изготовления масляно-жидкостной трубки 3;
наматывают масляно-жидкостную трубку 3 с помощью устройства намотки масляно-жидкостной трубки для последующего использования.
Этап 3: механическая обработка герметизирующего слоя: располагают защитную трубку 2 кабеля и масляно-жидкостную трубку 3, которые необходимо герметизировать, на соответствующем устройстве намотки; направляют начальные концы защитной трубки 2 кабеля и масляно-жидкостной трубки 3 так, чтобы они последовательно проходили через устройство выпрямления стальной трубки, устройство предварительного нагрева стальной трубки, устройство намотки идентификационной метки, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования герметизирующего слоя 1; наматывают герметизированный канальный кабель с помощью устройства намотки.
Защитная трубка 2 кабеля и масляно-жидкостная трубка 3 должны пройти только через одно устройство предварительного нагрева стальной трубки. Как показано на фиг. 5, устройство предварительного нагрева стальной трубки содержит нагнетатель 6 горячего воздуха и трубку 7 предварительного нагрева, которые сообщаются через трубку. Два конца трубки 7 предварительного нагрева герметично соединены с заглушками 8. В центре заглушки 8 выполнено несколько сквозных отверстий 9 для труб. Защитная трубка 2 кабеля и масляно-жидкостная трубка 3 проходят через соответствующие им сквозные отверстия 9. Нагнетатель 6 горячего воздуха непрерывно нагнетает горячий воздух в трубку 7 предварительного нагрева для предварительного нагрева защитной трубки 2 кабеля без покрытия и масляно-жидкостной трубки 3.
Как показано на фиг. 6 и 8, в устройстве герметизации и экструзии используется экструдер для провода и кабеля, а в его головке используется головка экструзионного типа. Головка экструзионного типа состоит из корпуса 10 головки и сердечника 11 головки, которые соответствуют друг другу при использовании. Корпус 10 головки имеет многоугольное отверстие 1001 для герметизации и экструзии. В сердечнике 11 головки сформировано несколько зарезервированных направляющих отверстий 1101. Защитная трубка 2 кабеля и масляно-жидкостная трубка 3 проходят через соответствующие зарезервированные направляющие отверстия 1101. На периферийной внутренней стенке каждого зарезервированного направляющего отверстия 1101 имеется канавка 1102 для направления идентификационной метки 5.
Как показано на фиг. 9, между устройством намотки идентификационной метки и устройством герметизации и экструзии расположено натяжное устройство 12. Натяжное устройство 12 содержит основание 1201. На основании 1201 расположены два направляющих шкива 1202 и опора 1203. Подъемный рычаг 1204 шарнирно соединен с опорой 1203. Один конец подъемного рычага 1204 соединен с опорой 1203 посредством пружины 1206 растяжения, а другой конец подъемного рычага 1204 оснащен натяжным роликом 1205. Натяжной ролик 1205 расположен между двумя направляющими шкивами 1202.
Чтобы дополнить и оптимизировать вышеупомянутый способ изготовления, стальные рулонные исходные материалы для изготовления защитной трубки 2 кабеля и масляно-жидкостной трубки 3 обезжиривают с использованием горячей щелочной воды для удаления примесей с поверхности стальной ленты.
Следует отметить, что устройство намотки идентификационной метки используют для высвобождения идентификационной метки 5 вдоль производственной линии. Устройство выпрямления стальной трубки с помощью верхних и нижних роликов обрабатывает намотанный канальный кабель так, чтобы он представлял собой горизонтальную прямую линию. Устройство герметизации и экструзии нагревает гранулы PVDF до соответствующей температуры до тех пор, пока исходный материал не расплавится до состояния золя, чтобы иметь высокую пластичность. Защитная трубка 2 кабеля и масляно-жидкостная трубка 3 проходят через экструзионное устройство для формирования герметизирующего слоя 1. После того, как защитная трубка 2 кабеля и масляно-жидкостная трубка 3 герметизированы и экструдированы, они попадают в емкость для холодной промывки для охлаждения, отверждения и формования. В данном варианте осуществления изобретения емкость для холодной промывки представляет собой охлаждающее устройство.
Вариант 2 осуществления изобретения
Как показано на фиг. 10 этот вариант осуществления изобретения относится к герметизированному канальному кабелю с идентификационными метками, содержащему герметизирующий слой 1. По меньшей мере одна защитная трубка 2 кабеля и по меньшей мере одна масляно-жидкостная трубка 3 расположены в герметизирующем слое 1. Кабель 4 расположен в защитной трубке 2 кабеля. Идентификационные метки 5 с разными цветовыми идентификаторами расположены соответственно с одной стороны защитной трубки 2 кабеля и с одной стороны масляно-жидкостной трубки 3 в однозначном соответствии. В данном варианте осуществления изобретения поперечное сечение герметизирующего слоя 1 имеет дугообразную форму. Дугообразный изолирующий слой 1 имеет большую площадь контакта с непрерывной масляной трубкой, чтобы уменьшить трение и повысить устойчивость.
В данном случае при изготовлении корпус 10 головки содержит круглое дугообразное отверстие 1001 для герметизации и экструзии. Несколько зарезервированных направляющих отверстий 1101 на сердечнике 11 головки также расположены по форме дуги окружности. Другие конструкции и этапы изготовления полностью совпадают с соответствующими конструкциями и этапами варианта 1 осуществления изобретения, которые здесь не описаны.
Вышеупомянутые варианты осуществления изобретения описывают всего лишь предпочтительные варианты осуществления настоящего изобретения и не предназначены для ограничения объема настоящего изобретения. Различные изменения и улучшения, внесенные в техническое решение согласно настоящему изобретению специалистами в данной области техники без отклонения от сущности настоящего изобретения, должны подпадать под объем защиты прилагаемой формулы настоящего изобретения.



В настоящем изобретении раскрыт герметизированный канальный кабель с идентификационными метками и способ его изготовления. Каротажный герметизированный канальный кабель содержит герметизирующий слой. Поперечное сечение герметизирующего слоя является многоугольным или дугообразным. В герметизирующем слое расположены по меньшей мере одна защитная трубка кабеля и по меньшей мере одна масляно-жидкостная трубка. В защитной трубке кабеля проложен кабель. Идентификационные метки с разными цветовыми идентификаторами расположены соответственно с одной стороны защитной трубки кабеля и с одной стороны масляно-жидкостной трубки в однозначном соответствии. Способ изготовления каротажного герметизированного канального кабеля в целом включает три этапа, во время которых осуществляют механическую обработку защитной трубки кабеля и укладывают кабель, осуществляют механическую обработку масляно-жидкостной трубки и герметизирующего слоя. Настоящее изобретение выполняет двойную функцию: транспортировку масла и жидкости, а также передачу данных. Герметизирующий слой улучшает коррозионную стойкость защитной трубки кабеля и масляно-жидкостной трубки. Для удобной идентификации каждой защитной трубки кабеля или каждой масляно-жидкостной трубки каждая идентификационная метка имеет уникальный цветовой идентификатор. Идентификационная метка также может срезать герметизирующий слой, чтобы отделить герметизирующий слой от защитной трубки кабеля и масляно-жидкостной трубки. 2 н. и 8 з.п. ф-лы, 10 ил. 
1. Герметизированный канальный кабель с идентификационными метками, содержащий герметизирующий слой (1), поперечное сечение которого имеет многоугольную или дугообразную форму; по меньшей мере одну защитную трубку (2) кабеля и по меньшей мере одну масляно-жидкостную трубку (3), расположенные в герметизирующем слое (1); кабель (4), расположенный в защитной трубке (2) кабеля;
идентификационные метки (5) с разными цветовыми идентификаторами, расположенные соответственно с одной стороны защитной трубки (2) кабеля и с одной стороны масляно-жидкостной трубки (3) в однозначном соответствии.
2. Герметизированный канальный кабель с идентификационными метками по п. 1, в котором идентификационная метка (5) представляет собой веревку или узкую ленту.
3. Герметизированный канальный кабель с идентификационными метками по п. 1, в котором герметизирующий слой (1) выполнен из термопластичного материала; защитная трубка (2) кабеля выполнена из стальной трубки марки 825; масляно-жидкостная трубка (3) выполнена из стальной трубки марки 2507.
4. Герметизированный канальный кабель с идентификационными метками по п. 1, в котором кабель (4) содержит оболочку (401), изоляционный слой (402) и жилу (403), расположенные последовательно от внешней стороны к внутренней.
5. Герметизированный канальный кабель с идентификационными метками по п. 4, в котором оболочка (401) выполнена из полипропилена (PP); изоляционный слой (402) выполнен из сополимера фторированного этилен-пропилена (FEP).
6. Способ изготовления герметизированного канального кабеля с идентификационными метками по п. 1, включающий следующие этапы:
этап 1: осуществление механической обработки защитной трубки кабеля и укладывание кабеля: располагают стальной рулонный исходный материал для изготовления защитной трубки (2) кабеля на устройстве намотки стальной ленты; располагают намотанный кабель (4) на устройстве намотки кабеля; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательно проходил через устройство начального формирования стальной трубки, устройство намотки кабеля, устройство лазерной сварки стальной трубки, устройство неразрушающего контроля, устройство волочения стальной трубки и тяговое устройство для изготовления стальной защитной трубки (2), покрывающей кабель (4);
наматывают защитную трубку (2) кабеля с помощью устройства намотки защитной трубки кабеля для последующего использования;
этап 2: осуществление механической обработки масляно-жидкостной трубки: располагают стальной рулонный исходный материал для изготовления масляно-жидкостной трубки (3) на устройстве намотки стальной ленты; направляют начальный конец стального рулонного исходного материала так, чтобы он последовательного проходил через устройство формирования стальной трубки, устройство лазерной сварки стальной трубки, устройство удаления внешних заусенцев, устройство волочения стальной трубки, печь для отжига и устройство неразрушающего контроля для изготовления масляно-жидкостной трубки (3);
наматывают масляно-жидкостную трубку (3) с помощью устройства намотки масляно-жидкостной трубки для последующего использования;
этап 3: осуществление механической обработки герметизирующего слоя: располагают защитную трубку (2) кабеля и масляно-жидкостную трубку (3), которые необходимо герметизировать, на соответствующем устройстве намотки; направляют начальные концы защитной трубки (2) кабеля и масляно-жидкостной трубки (3) так, чтобы они последовательно проходили через устройство выпрямления стальной трубки, устройство предварительного нагрева стальной трубки, устройство намотки идентификационной метки, устройство герметизации и экструзии, охлаждающее устройство и тяговое устройство для формирования герметизирующего слоя (1);
наматывают герметизированный канальный кабель с помощью устройства намотки.
7. Способ изготовления герметизированного канального кабеля с идентификационными метками по п. 6, в котором стальные рулонные исходные материалы для изготовления защитной трубки (2) кабеля и масляно-жидкостной трубки (3) обезжиривают с использованием горячей щелочной воды.
8. Способ изготовления герметизированного канального кабеля с идентификационными метками по п. 6, в котором устройство предварительного нагрева стальной трубки содержит нагнетатель (6) горячего воздуха и трубку (7) предварительного нагрева, которые сообщены через трубку; два конца трубки (7) предварительного нагрева герметично соединены с заглушками (8); в центре заглушки (8) выполнено несколько сквозных отверстий (9) для труб.
9. Способ изготовления герметизированного канального кабеля с идентификационными метками по п. 6, в котором устройство герметизации и экструзии содержит корпус (10) головки и сердечник (11) головки, которые соответствуют друг другу при использовании; корпус (10) головки имеет многоугольное отверстие (1001) для герметизации и экструзии; в сердечнике (11) головки сформировано несколько зарезервированных направляющих отверстий (1101); на периферийной внутренней стенке каждого зарезервированного направляющего отверстия (1101) имеется канавка (1102) для направления идентификационной метки (5).
10. Способ изготовления герметизированного канального кабеля с идентификационными метками по п. 6, в котором между устройством намотки идентификационной метки и устройством герметизации и экструзии расположено натяжное устройство (12); натяжное устройство (12) содержит основание (1201); на основании (1201) расположены два направляющих шкива (1202) и опора (1203); подъемный рычаг (1204) шарнирно соединен с опорой (1203); один конец подъемного рычага (1204) соединен с опорой (1203) посредством пружины (1206) растяжения, а другой конец подъемного рычага (1204) оснащен натяжным роликом (1205); натяжной ролик (1205) расположен между двумя направляющими шкивами (1202).
| WO 2008027387 A2, 06.03.2008 | |||
| WO 2012019066 A8, 09.02.2012 | |||
| WO 2017115131 A1, 06.07.2017 | |||
| Способ приготовления типографских красок | 1926 |
|
SU10402A1 |
| US 5493626 A, 20.02.1996 | |||
| КОММУНИКАЦИОННЫЙ КАБЕЛЬ ДЛЯ НИСХОДЯЩЕЙ СКВАЖИНЫ | 2011 |
|
RU2572605C2 |

