ОБЛАСТЬ ТЕХНИКИ
[01] Настоящее изобретение относится к области применения каротажных кабелей, в частности, к заключенному в оболочку трубчатому кабелю с цветными опознавательными лентами, и способу изготовления такого кабеля.
УРОВЕНЬ ТЕХНИКИ
[02] Каротажные кабели могут быть использованы при геофизическом исследовании скважин, перфорации скважин, взятии керновых проб и других операциях, выполняемых в разного рода нефтяных и газовых скважинах, а также при водоохранных и гидрологических исследованиях, геологоразведке нефтяных месторождений, геотермическом исследовании скважин и т.д. Каротажные кабели используют в качестве грузонесущего соединительного средства между наземной системой и подземным оборудованием, а также в качестве проводного соединения для передачи данных, получаемых в результате измерений.
[03] При использовании существующих на сегодняшний день заключенных в оболочку трубчатых кабелей, когда они объединены с гидравлическим контуром управления, возникают трудности с различением функций разных трубок и с удалением наружной оболочки. Учитывая условия применения изделий, в процессе изготовления трубчатого кабеля дополнительно используют цветные ленты для удаления поверхностного слоя, которые обеспечивают удобство опознавания и выполняют функцию удаления оболочки, и кроме того, предусматривают обработку и конфигурирование заключенного в оболочку контура, что решает проблему трудоемкого выявления различий при использовании изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[04] Настоящее изобретение направлено на создание заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами для решения проблемы трудоемкого различения функций трубчатых кабелей после их объединения и неудобства идентификации указанных кабелей.
[05] Для решения вышеуказанной технической проблемы в настоящем изобретении предложено следующее техническое решение.
[06] Предложен заключенный в оболочку трубчатый кабель с цветными опознавательными лентами, содержащий бронезащитные трубки и защитный оболочечный слой. В центре бронезащитных трубок образованы соответствующие полые каналы. В полых каналах расположены кабели, оптические волокна или маслопроводные трубки. Защитный оболочечный слой охватывает указанные бронезащитные трубки. В защитном оболочечном слое расположено несколько бронезащитных трубок. На наружной окружной границе каждой бронезащитной трубки расположена по меньшей мере одна группа цветных опознавательных лент.
[07] Более того, бронезащитная трубка выполнена из сварной трубы из нержавеющей стали, а защитный оболочечный слой выполнен из неметаллического материала.
[08] Кроме того, защитный оболочечный слой выполнен в виде однослойной структуры особой формы, двухслойной структуры или дугообразной структуры.
[09] Более того, если защитный оболочечный слой выполнен в виде однослойной структуры особой формы, каждая из четырех наружных боковых поверхностей указанного защитного оболочечного слоя имеет углубленные области. Каждая широкая поверхность из указанных четырех наружных боковых поверхностей имеет несколько первых углубленных областей, а каждая узкая поверхность из четырех наружных боковых поверхностей имеет одну вторую углубленную область. В по меньшей мере одной тонкой части, расположенной на наружной окружной границе бронезащитной трубки и соответствующей первым углубленным областям или второй углубленной области, расположена группа цветных опознавательных лент.
[10] Кроме того, защитный оболочечный слой, если он выполнен в виде двухслойной структуры, содержит внутренний удерживающий слой и наружный удерживающий слой. Внутренний удерживающий слой расположен у наружной окружной границы каждой бронезащитной трубки, охватывающей соответствующий полый канал. Боковой край группы цветных опознавательных лент, обращенный от бронезащитной трубки, расположен вровень с наружной окружной границей внутреннего удерживающего слоя. Наружный защитный слой (3-2) охватывает наружную периферическую поверхность внутреннего удерживающего слоя.
[11] Кроме того, ленты, входящие в группу цветных опознавательных лент, выполнены из арамидных нитей, причем отдельные группы цветных опознавательных лент образованы путем скручивания прядей одиночных нитей или образованы свободно перехлестьшающимися одиночными нитями.
[12] Кроме того, по меньшей мере одна группа цветных опознавательных лент представляет собой несколько групп цветных опознавательных лент, при этом указанные несколько групп цветных опознавательных лент, расположенных у наружной окружной границы бронезащитной трубки, имеют одинаковые цвета, а группы цветных опознавательных лент, расположенные у разных бронезащитных трубок, имеют разные цвета.
[13] Если в защитном оболочечном слое расположены три полых канала, на тонких участках, соответствующих трем бронезащитным трубкам, расположены первая группа опознавательных лент, вторая группа опознавательных лент и третья группа опознавательных лент.
[14] Предложен способ изготовления заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами, включающий:
[15] этап выполнения бронезащитной трубки, на котором размещают исходный материал в виде рулона стали в оборудовании для намотки стальной ленты, последовательно проводят начальный конец исходного материала в виде рулона стали через оборудование для формирования стальной трубки, оборудование для лазерной сварки стальной трубки, оборудование для снятия наружных заусенцев, оборудование для волочения стальной трубки, печь для отжига и оборудование неразрушающего контроля, для получения бронезащитной трубки, и
[16] сматывают в бухту бронезащитную трубку при помощи оборудования для намотки бронезащитной трубки для использования на следующем этапе изготовления,
[17] этап выполнения защитного оболочечного слоя, на котором размещают бронезащитную трубку, подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование, для формирования заключенного в оболочку трубчатого кабеля с защитным оболочечным слоем, и
[18] сматывают в бухту заключенный в оболочку трубчатый кабель при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля.
[19] Если предполагается выполнение защитного оболочечного слоя в виде двухслойной структуры, на этапе выполнения защитного оболочечного слоя
[20] размещают бронезащитную трубку, подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование для формирования заключенного в оболочку трубчатого кабеля с внутренним удерживающим слоем, и сматывают в бухту заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля для использования на следующем этапе изготовления, и
[21] реализуют этап выполнения наружного защитного слоя, при этом на данном этапе размещают заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем в оборудовании для намотки заключенного в оболочку трубчатого кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, экструзионное оборудование, охлаждающее устройство и выпускное оборудование для формирования заключенного в оболочку трубчатого кабеля с наружным удерживающим слоем, охватывающим периферическую поверхность внутреннего удерживающего слоя, для получения готового заключенного в оболочку трубчатого кабеля, который сматывают в бухту при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля.
[22] По сравнению с существующей технологией настоящее изобретение обладает следующими преимуществами.
[23] Предложенный заключенный в оболочку трубчатый кабель с цветными опознавательными лентами содержит бронезащитные трубки, защитный оболочечный слой и цветные опознавательные ленты. Защитный оболочечный слой выполнен из неметаллических материалов и полностью охватывает бронезащитные трубки, выполняя функцию защиты указанных трубок, так что все кабели обладают очень высокой стойкостью к воздействию масла, коррозии и температуры и имеют увеличенный срок службы. Кроме того, защитный оболочечный слой выполнен по желанию в виде однослойной структуры особой формы, двухслойной структуры или дугообразной структуры. Углубленные участки, образованные в однослойной структуре особой формы, соответствуют местоположениям цветных опознавательных лент, что облегчает операции разрывания наружного слоя и заключения в оболочку указанных лент, а также повышает эффективность работы. Проволочные кабели, оптические волокна или маслопроводные трубки расположены в полых каналах в разных местоположениях, цветные опознавательные ленты помечены соответствующим цветом согласно разным функциям, а к защитному оболочечному слою приклеены маркировочные этикетки для проверки рабочим персоналом, так что обращение с заключенными в оболочку трубчатыми кабелями является более удобным и простым. Цветные опознавательные ленты образованы путем скручивания прядей из отдельных нитей или свободно перехлестывающимися одиночными нитями, и могут быть окрашены в различные цвета путем машинной обработки, так что ленты имеют высокую прочность и отличаются друг от друга. С помощью лент можно идентифицировать каждый полый канал и разрывать упаковки, чтобы извлекать кабели или оптические волокна из упаковок. Одиночная нить имеет меньшую площадь поперечного сечения, поэтому в процессе разрывания упаковки она является более острой, а операция разрывания становится более удобной и быстрой.
[24] Таким образом, настоящее изобретение имеет оригинальную концепцию, компактную и рациональную компоновку, и обеспечивает как функцию подачи масла, так и функцию передачи данных. Защитный оболочечный слой повышает коррозионную стойкость заключенного в оболочку трубчатого кабеля. Цветные опознавательные ленты находятся в местоположениях, соответствующих самым тонким участкам защитного оболочечного слоя, что облегчает разрывание упаковок. Каждая цветная опознавательная лента имеет свой собственный цветовой идентификатор, что удобно для различения элементов в каждом полом канале в процессе использования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[25] Далее настоящее изобретение описано более подробно со ссылкой на прилагаемые чертежи, на которых:
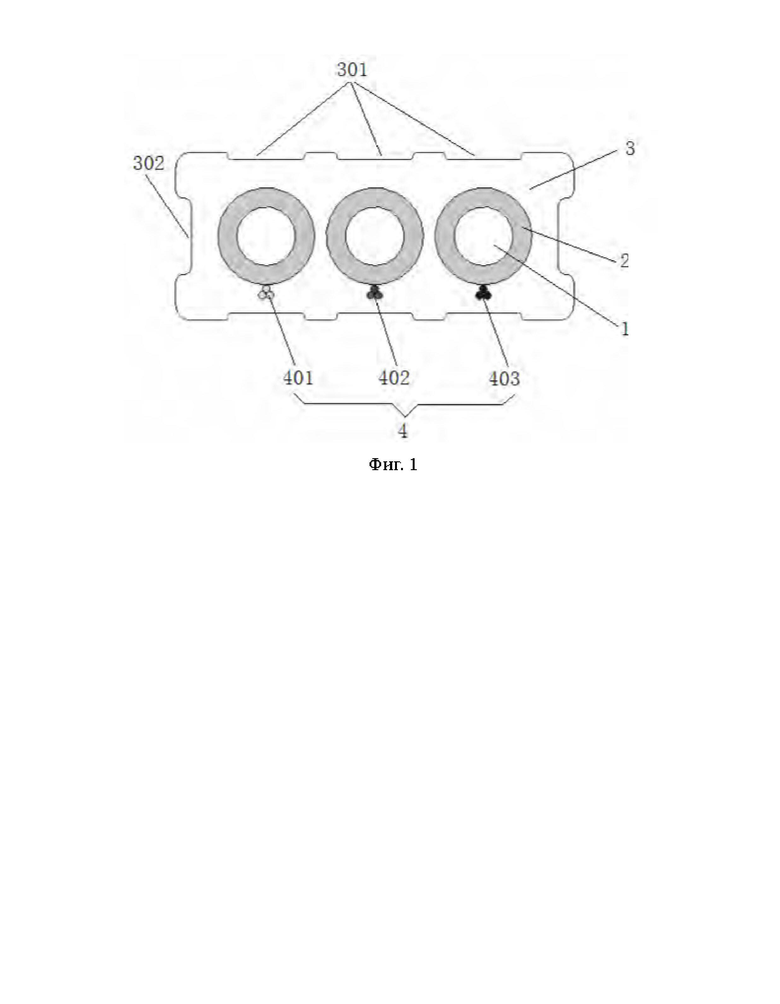
[26] фиг. 1 представляет схематическое изображение заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами согласно первому варианту выполнения настоящего изобретения;
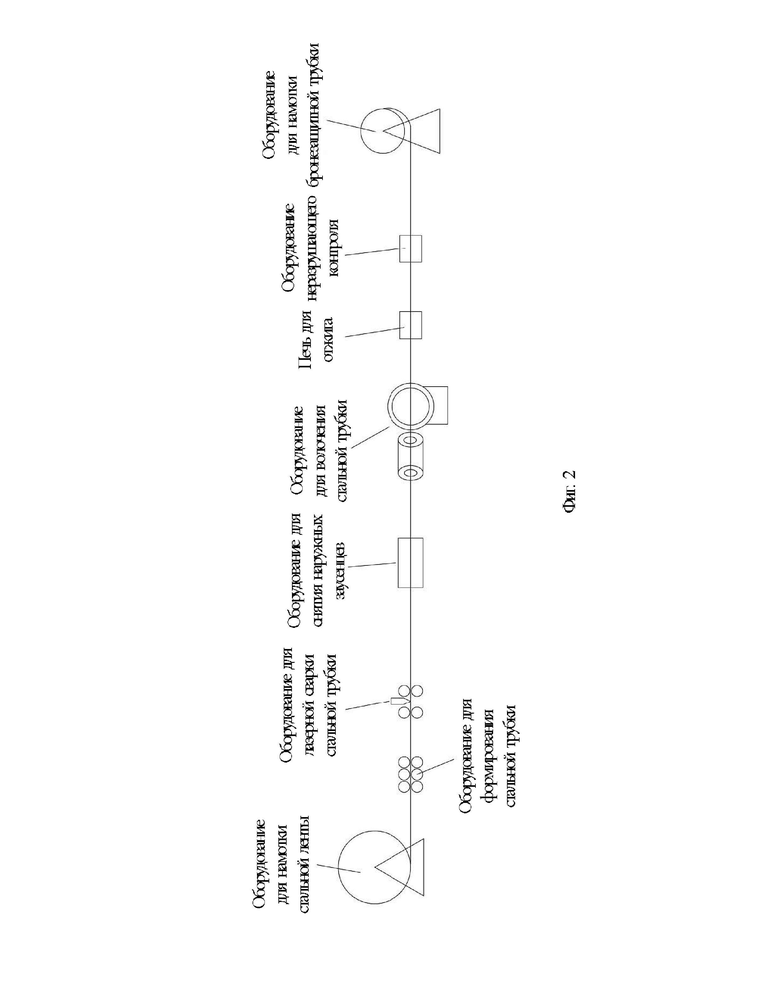
[27] фиг. 2 представляет технологическую схему процесса изготовления бронезащитной трубки согласно настоящему изобретению;
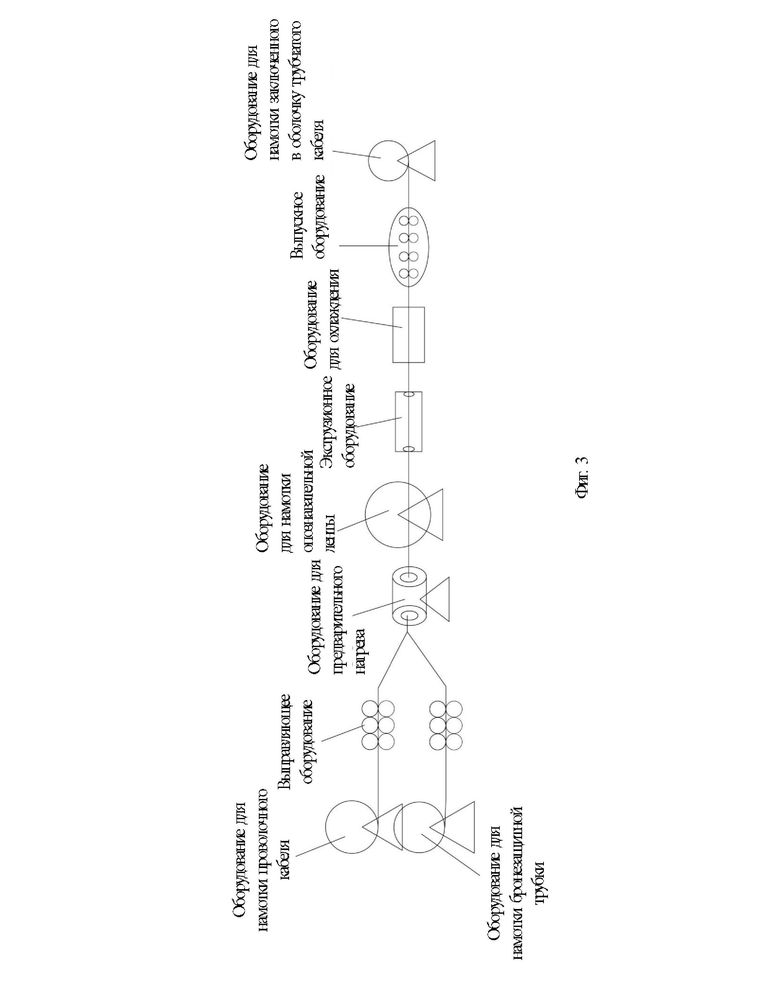
[28] фиг. 3 представляет технологическую схему процесса изготовления защитного оболочечного слоя согласно настоящему изобретению;
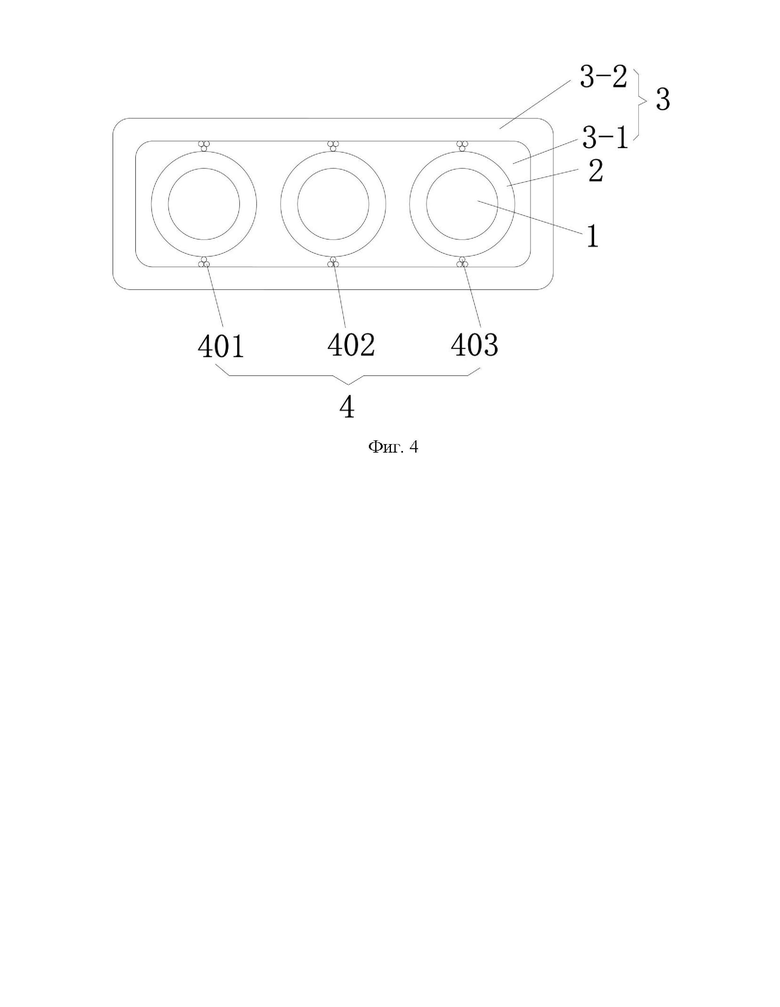
[29] фиг. 4 представляет схематическое изображение заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами согласно второму варианту выполнения настоящего изобретения;
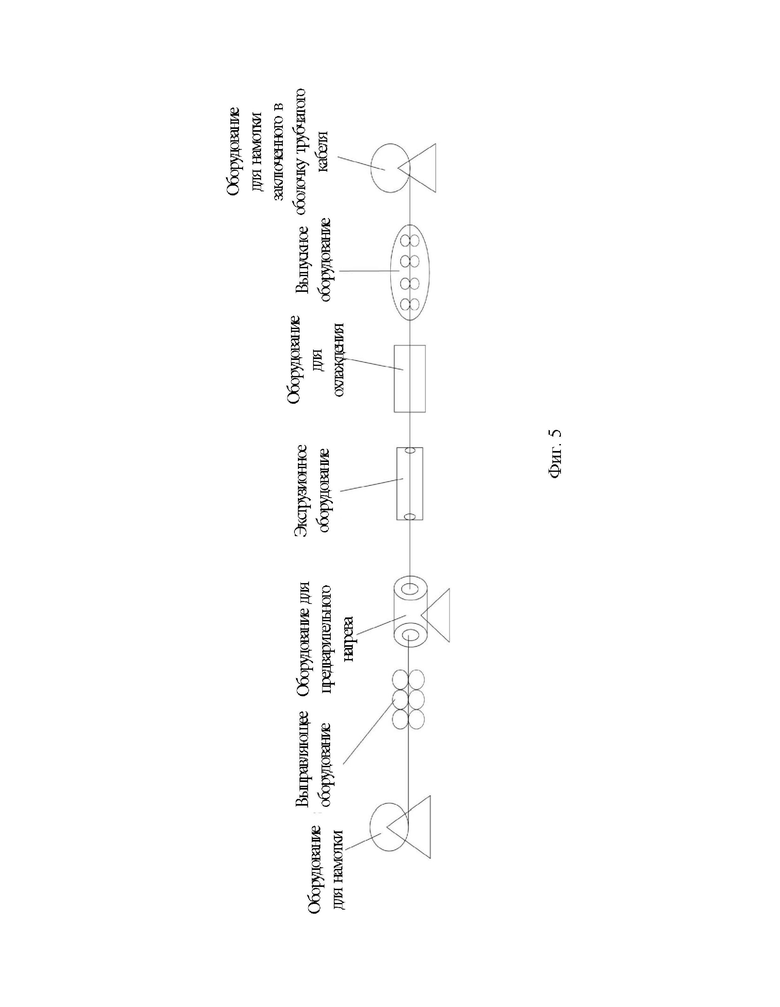
[30] фиг. 5 представляет технологическую схему процесса изготовления наружного защитного слоя согласно настоящему изобретению;
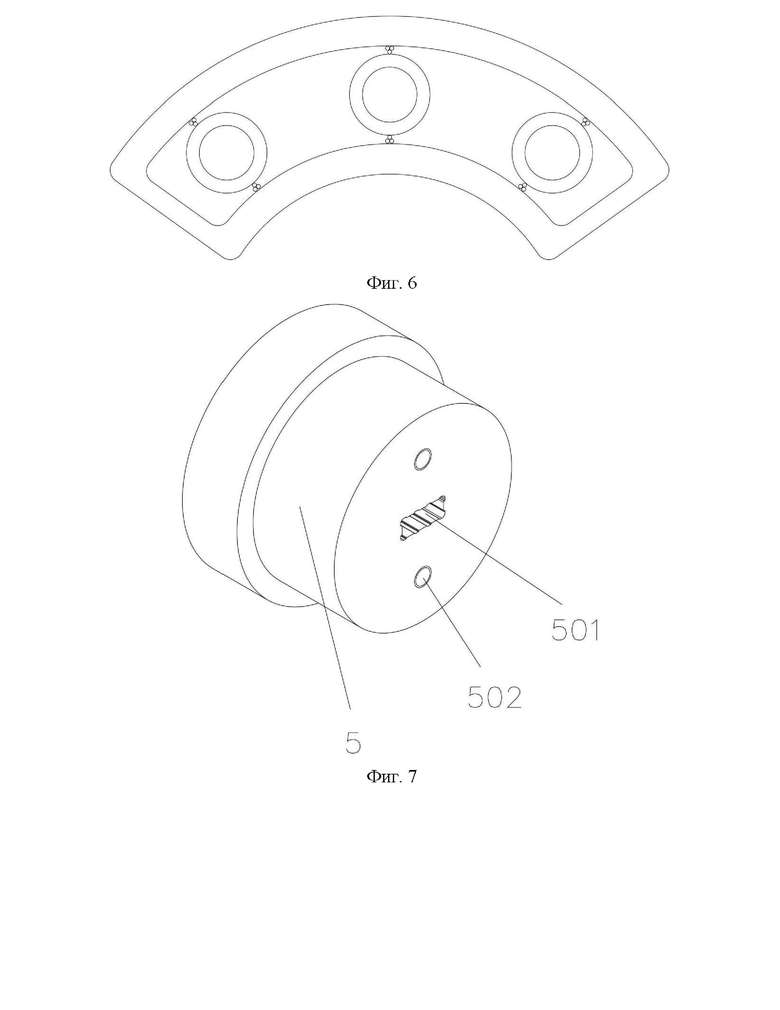
[31] фиг. 6 представляет схематическое изображение заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами согласно третьему варианту выполнения настоящего изобретения;
[32] фиг. 7 представляет схематическое изображение матрицы для формования защитного оболочечного слоя особой формы согласно настоящему изобретению;
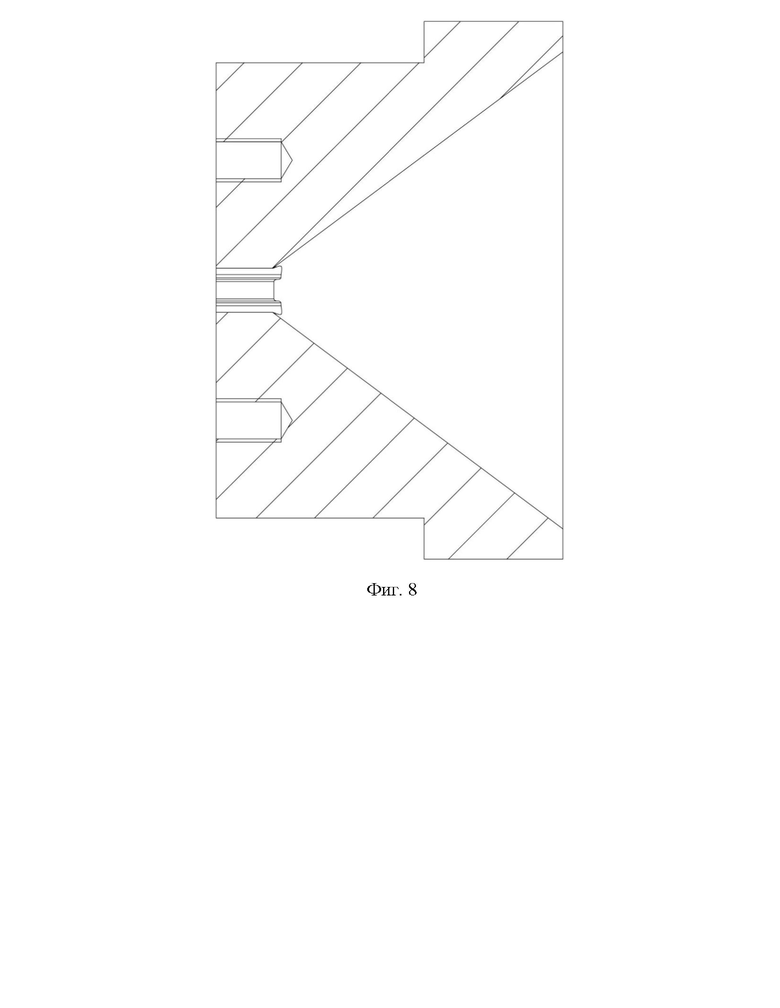
[33] фиг. 8 представляет вид в разрезе матрицы для формования защитного оболочечного слоя особой формы согласно настоящему изобретению;
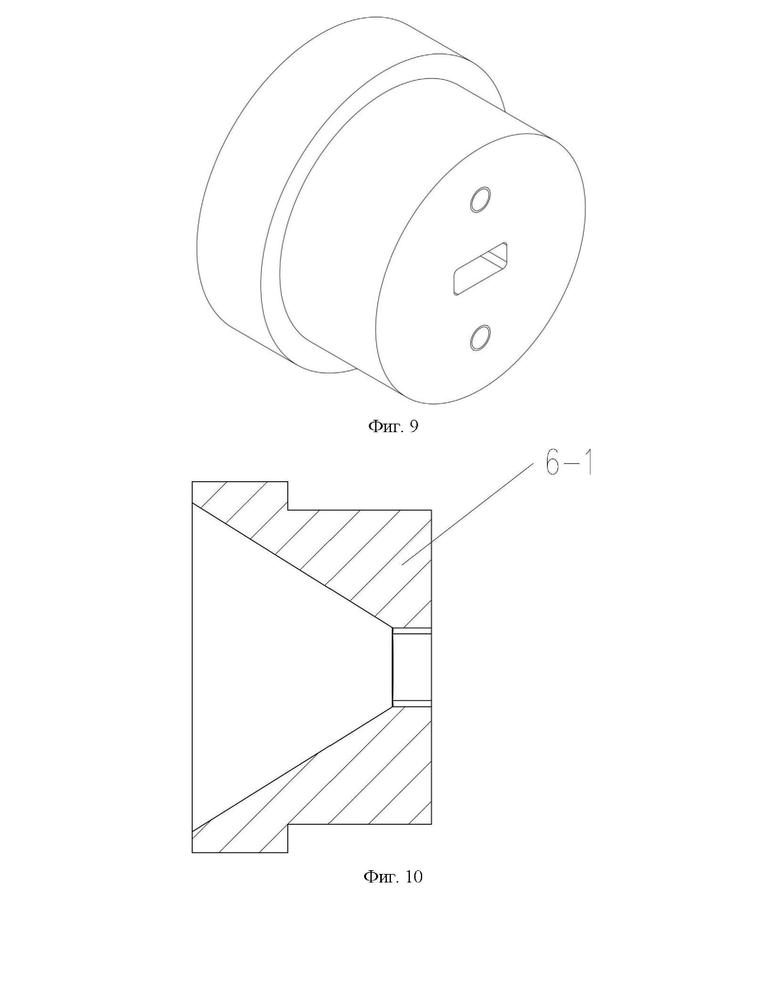
[34] фиг. 9 представляет схематическое изображение конструкции наружной части формовочной матрицы, выполненной с возможностью размещения опознавательных лент, согласно настоящему изобретению;
[35] фиг. 10 представляет вид в разрезе наружной части формовочной матрицы, выполненной с возможностью размещения опознавательных лент, согласно настоящему изобретению;
[36] фиг. 11 представляет схематическое изображение конструкции внутренней части формовочной матрицы, выполненной с возможностью размещения опознавательных лент, согласно настоящему изобретению; и
[37] фиг. 12 представляет схематическое изображение формующего отверстия внутренней части формовочной матрицы, выполненной с возможностью размещения опознавательных лент, согласно настоящему изобретению.
[38] Перечень условных обозначений: 1: полый канал; 2: бронезащитная трубка; 3: защитный оболочечный слой; 301: первая углубленная область; 302: вторая углубленная область; 3-1: внутренний удерживающий слой; 3-2: наружный защитный слой; 4: группа цветных опознавательных лент; 401: первая группа опознавательных лент; 402: вторая группа опознавательных лент; 403: третья группа опознавательных лент;
[39] 5: формовочная матрица для формования защитного оболочечного слоя особой формы; 501: отверстие для соединительного винта; 502: отверстие для экструзионного формования;
[40] 6: формовочная матрица, выполненная с возможностью размещения опознавательных лент; 6-1: наружная часть матрицы; 6-2: внутренняя часть матрицы; 601: отверстие для размещения опознавательных лент; 602: отверстие для размещения кабеля.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[41] Как изображено на фиг.1-7, заключенный в оболочку трубчатый кабель с цветной опознавательной лентой, содержит бронезащитные трубки 2 и защитный оболочечный слой 3. В центре бронезащитной трубки 2 образован полый канал 1. В полом канале 1 расположены кабели, оптические волокна или маслопроводные трубки. Защитный оболочечный слой 3 охватывает периферийную поверхность бронезащитной трубки 2. В одном защитном оболочечном слое 3 расположено несколько бронезащитных трубок 2. На окружной границе каждой бронезащитной трубки 2 расположена по меньшей мере одна соответствующая группа 4 цветных опознавательных лент.
[42] В частности, каждая бронезащитная трубка 2 выполнена из сварной трубы из нержавеющей стали. Материал для сварной трубы из нержавеющей стали включает стали марок 316L, 825 или 2205, но не ограничен указанными материалами. Защитный оболочечный слой 3 выполнен из неметаллического материала. Неметаллический материал включает полифторэтилен, перфторэтиленпропилен, полиэтилен высокой плотности, перфторалкоксил, модифицированный полипропилен, поливинилиденфторид или термопластичный вулканизированный резиновый материал, нейлон 11 и другие материалы, которые могут отвечать функциональным требованиям.
[43] Как изображено на фиг. 1, 4 и 6, защитный оболочечный слой 3 выполнен в виде однослойной структуры особой формы, двухслойной структуры или дугообразной структуры. Структурную форму защитного оболочечного слоя выбирают в соответствии с условиями фактической эксплуатации и требованиями заказчика.
[44] Как изображено на фиг. 1, в одном варианте выполнения, в котором защитный оболочечный слой 3 выполнен в виде однослойной структуры особой формы, четыре наружные боковые поверхности указанного защитного оболочечного слоя имеют углубленные области. Широкие наружные боковые поверхности имеют несколько первых углубленных областей 301, а узкие наружные боковые поверхности имеют по одной второй углубленной области 302. Группа 4 цветных опознавательных лент расположена на по меньшей мере одной из частей периферической поверхности каждой бронезащитной трубки 2, соответствующей указанным углубленным областям.
[45] В частности, в другом варианте выполнения, изображенном на фиг. 4, защитный оболочечный слой 3, который выполнен в виде двухслойной структуры, содержит внутренний удерживающий слой 3-1 и наружный удерживающий слой 3-2. Внутренний удерживающий слой 3-1 расположен вокруг периферических поверхностей бронезащитных трубок 2. Один боковой край группы 4 цветных опознавательных лент, обращенный от бронезащитной трубки 2, расположен вровень с наружной окружной границей внутреннего удерживающего слоя 3-1. Наружный защитный слой 3-2 охватывает периферическую поверхность внутреннего удерживающего слоя 3-1.
[46] В частности, цветная опознавательная лента изготовлена из арамидной нити, и отдельные группы 4 цветных опознавательных лент образованы путем скручивания прядей отдельных нитей или образованы свободно перехлестывающимися одиночными нитями. Группы 4 цветных опознавательных лент, расположенные в разных местоположениях, имеют разные цвета, причем несколько групп 4 цветных опознавательных лент, расположенных у окружной границы одной и той же бронезащитной трубки 2, имеют одинаковые цвета. Если в защитном оболочечном слое 3 расположены три полых канала 1, в тех частях трех бронезащитных трубок 2, которые соответствуют углубленным участкам, расположены, соответственно, первая группа 401 опознавательных лент, вторая группа 402 опознавательных лент и третья группа 403 опознавательных лент.
[47] Способ изготовления заключенного в оболочку трубчатого кабеля с цветной опознавательной лентой включает следующие этапы:
[48] этап I выполнения бронезащитной трубки 2, на котором: размещают исходный материал в виде рулона стали в оборудовании для намотки стальной ленты, механически обрабатывают начальный конец исходного материала в виде рулона стали для получения бронезащитной трубки по мере того, как указанный начальный конец последовательно проходит через оборудование для формирования стальной трубки, оборудование для лазерной сварки стальной трубки, оборудование для снятия наружных заусенцев, оборудование для волочения стальной трубки, печь для отжига и оборудование неразрушающего контроля, и
[49] сматывают бронезащитную трубку в бухту при помощи оборудования для намотки бронезащитной трубки для использования на следующем этапе изготовления, и
[50] этап II выполнения защитного оболочечного слоя 3, на котором размещают бронезащитную трубку 2, подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, формируют заключенный в оболочку трубчатый кабель с защитным оболочечным слоем по мере того, как начальный конец бронезащитной трубки проходит через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование, и
[51] сматывают в бухту заключенный в оболочку трубчатый кабель при помощи намоточного оборудования.
[52] В частности, если предполагается выполнение защитного оболочечного слоя 3 в виде двухслойной структуры, формирование указанного защитного оболочечного слоя включает два этапа, на которых: 1) размещают бронезащитную трубку 2, подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование, для формирования заключенного в оболочку трубчатого кабеля с внутренним удерживающим слоем 3-1, и сматывают в бухту заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем 3-1 при помощи намоточного оборудования для использования на следующем этапе изготовления, и
[53] 2) выполняют наружный защитный слой 3-2, при этом размещают заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем 3-1 в намоточном оборудовании, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, экструзионное оборудование, охлаждающее устройство и выпускное оборудование для формирования заключенного в оболочку трубчатого кабеля с наружным удерживающим слоем 3-2, который охватывает периферическую поверхность внутреннего удерживающего слоя 3-1, с получением готового заключенного в оболочку трубчатого кабеля, и сматывают в бухту готовый заключенный в оболочку трубчатый кабель при помощи намоточного оборудования.
[54] На фиг. 7 и 8 изображена матрица 5 для формования защитного оболочечного слоя особой формы, которую используют, главным образом, на этапе II. При использовании, матрицу 5 для формования защитного оболочечного слоя особой формы устанавливают в экструзионном оборудовании, и в отверстие 502 для соединительного болта завинчивают указанный болт, обеспечивая соединение. Защитный оболочечный слой особой формы выполняют с использованием отверстий 501 для экструзионного формования, при этом, если указанные отверстия имеют квадратную форму, может быть обеспечено формование наружного защитного слоя 3-2.
[55] Как изображено на фиг. 9-12, в процессе формирования внутреннего удерживающего слоя 3-1 в экструзионном оборудовании используют формовочную матрицу 6, в которой располагают опознавательную ленту. Формовочная матрица 6, выполненная с возможностью размещения опознавательной ленты, содержит наружную часть 6-1 и внутреннюю часть 6-2. Конус, образованный на переднем конце внутренней части 6-2 матрицы, вставляют в центральное отверстие наружной части 6-1 матрицы, обеспечивая зацепление. Конфигурация зазора, образованного между головкой внутренней части 6-2 матрицы и головкой наружной части 6-1 матрицы, обеспечивает формирование внутреннего удерживающего слоя 3-1. В процессе формования, в отверстия 601 для размещения опознавательных лент и отверстия 602 для размещения кабелей, выполненные во внутренней части 6-2 матрицы, помещают, соответственно, цветные опознавательные ленты 4 и кабели.
[56] Вышеуказанные варианты выполнения описывают только предпочтительные модификации и не ограничивают объем настоящего изобретения. Все различные изменения и усовершенствования технических решений настоящего изобретения, выполненные специалистами в данной области техники без отступления от конструктивной сущности настоящего изобретения, следует считать не выходящими за рамки объема правовой охраны, определенного в формуле изобретения.

Изобретение относится к области электротехники, в частности к области применения каротажных кабелей. Технический результат заключается в обеспечении возможности различения функций трубчатых кабелей после их объединения и в удобстве идентификации указанных кабелей. Достигается тем, что заключенный в оболочку трубчатый кабель с цветной опознавательной лентой содержит бронезащитные трубки и защитный оболочечный слой. После формирования каждой бронезащитной трубки в центре указанной трубки образован полый канал. В полом канале расположен проволочный кабель, оптическое волокно или маслопроводная трубка. Защитный оболочечный слой охватывает указанные бронезащитные трубки. В одном защитном оболочечном слое расположено несколько бронезащитных трубок. У окружной границы каждой бронезащитной трубки соответствующим образом расположена по меньшей мере одна группа цветных опознавательных лент. 2 н. и 6 з.п. ф-лы, 12 ил.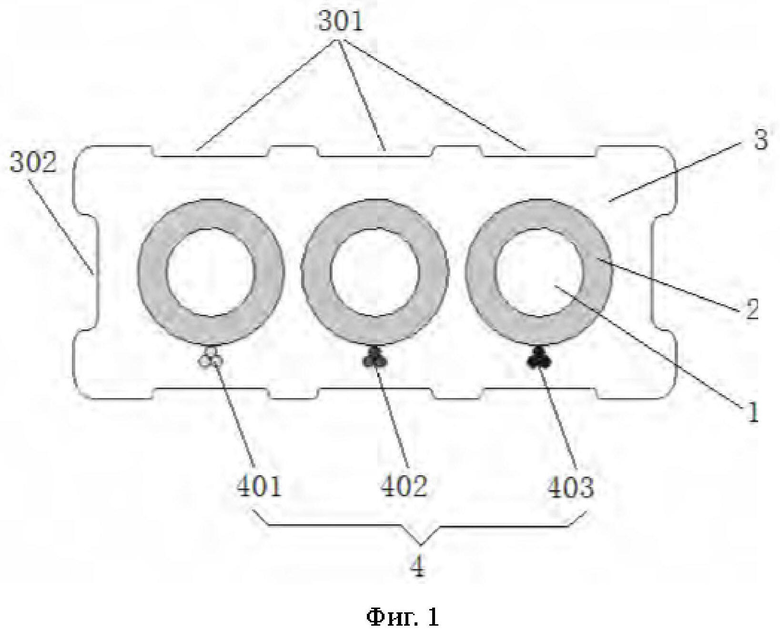
1. Заключенный в оболочку трубчатый кабель с цветными опознавательными лентами, содержащий бронезащитные трубки (2) и защитный оболочечный слой (3), причем в центре указанных бронезащитных трубок (2) образованы соответствующие полые каналы (1), в которых расположены кабели, оптические волокна или маслопроводные трубки, при этом защитный оболочечный слой (3) охватывает бронезащитные трубки (2), причем в указанном защитном оболочечном слое (3) расположено несколько бронезащитных трубок (2), и на наружной окружной границе каждой бронезащитной трубки (2) расположена по меньшей мере одна группа (4) цветных опознавательных лент, при этом ленты, входящие в группу (4) цветных опознавательных лент, выполнены из арамидных нитей, причем отдельные группы (4) цветных опознавательных лент образованы путем скручивания прядей одиночных нитей или образованы свободно перехлестывающимися одиночными нитями, и указанная по меньшей мере одна группа (4) цветных опознавательных лент представляет собой несколько групп цветных опознавательных лент, причем указанные несколько групп (4) цветных опознавательных лент, расположенных у наружной окружной границы бронезащитной трубки (2), имеют одинаковые цвета, а группы цветных опознавательных лент, расположенные у разных бронезащитных трубок, имеют разные цвета.
2. Заключенный в оболочку трубчатый кабель по п.1, в котором бронезащитная трубка (2) выполнена из сварной трубы из нержавеющей стали, а защитный оболочечный слой (3) выполнен из неметаллического материала.
3. Заключенный в оболочку трубчатый кабель по п.1, в котором защитный оболочечный слой (3) выполнен в виде однослойной структуры, двухслойной структуры или дугообразной структуры.
4. Заключенный в оболочку трубчатый кабель по п.3, в котором, если защитный оболочечный слой (3) выполнен в виде однослойной структуры, каждая из четырех наружных боковых поверхностей указанного защитного оболочечного слоя имеет углубленные области, причем каждая широкая поверхность из указанных четырех наружных боковых поверхностей имеет несколько первых углубленных областей (301), а каждая узкая поверхность из четырех наружных боковых поверхностей имеет одну вторую углубленную область (302), при этом в по меньшей мере одной тонкой части, расположенной у наружной окружной границы бронезащитной трубки (2) и соответствующей первым углубленным областям или второй углубленной области, расположена группа (4) цветных опознавательных лент.
5. Заключенный в оболочку трубчатый кабель по п.3, в котором защитный оболочечный слой (3), если он выполнен в виде двухслойной структуры, содержит внутренний удерживающий слой (3-1) и наружный удерживающий слой (3-2), причем внутренний удерживающий слой (3-1) расположен у наружной окружной границы каждой бронезащитной трубки (2), охватывающей соответствующий полый канал (1), при этом боковой край группы (4) цветных опознавательных лент, обращенный от бронезащитной трубки (2), расположен вровень с наружной окружной границей внутреннего удерживающего слоя (3-1), и наружный защитный слой (3-2) охватывает наружную периферическую поверхность внутреннего удерживающего слоя (3-1).
6. Заключенный в оболочку трубчатый кабель по п.1, в котором, если в защитном оболочечном слое (3) расположены три полых канала (1), на тонких участках, соответствующих трем бронезащитным трубкам (2), расположены первая группа (401) опознавательных лент, вторая группа (402) опознавательных лент и третья группа (403) опознавательных лент.
7. Способ изготовления заключенного в оболочку трубчатого кабеля с цветными опознавательными лентами по любому из пп.1-6, включающий этап выполнения бронезащитной трубки (2), на котором размещают исходный материал в виде рулона стали в оборудовании для намотки стальной ленты, последовательно проводят начальный конец исходного материала в виде рулона стали через оборудование для формирования стальной трубки, оборудование для лазерной сварки стальной трубки, оборудование для снятия наружных заусенцев, оборудование для волочения стальной трубки, печь для отжига и оборудование неразрушающего контроля, для получения бронезащитной трубки, и сматывают в бухту бронезащитную трубку при помощи оборудования для намотки бронезащитной трубки для использования на следующем этапе изготовления, и этап выполнения защитного оболочечного слоя (3), на котором размещают бронезащитную трубку (2), подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование, для формирования заключенного в оболочку трубчатого кабеля с защитным оболочечным слоем, и сматывают в бухту заключенный в оболочку трубчатый кабель при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля.
8. Способ по п.7, в котором, если предполагается выполнение защитного оболочечного слоя (3) в виде двухслойной структуры, на этапе выполнения защитного оболочечного слоя (3) размещают бронезащитную трубку (2), подлежащую заключению в оболочку, в оборудовании для намотки бронезащитной трубки, располагают кабели или маслопроводные трубки в оборудовании для намотки кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, оборудование для намотки опознавательной ленты, экструзионное оборудование, охлаждающее устройство и выпускное оборудование для формирования заключенного в оболочку трубчатого кабеля с внутренним удерживающим слоем (3-1), и сматывают в бухту заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем (3-1) при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля для использования на следующем этапе изготовления, и осуществляют этап выполнения наружного защитного слоя (3-2), причем на данном этапе размещают заключенный в оболочку трубчатый кабель с внутренним удерживающим слоем (3-1) в оборудовании для намотки заключенного в оболочку трубчатого кабеля, проводят начальный конец бронезащитной трубки через выправляющее оборудование, оборудование для предварительного нагрева, экструзионное оборудование, охлаждающее устройство и выпускное оборудование для формирования заключенного в оболочку трубчатого кабеля с наружным удерживающим слоем (3-2), охватывающим периферическую поверхность внутреннего удерживающего слоя (3-1), для получения готового заключенного в оболочку трубчатого кабеля, который сматывают в бухту при помощи оборудования для намотки заключенного в оболочку трубчатого кабеля.
| ГЕРМЕТИЗИРОВАННЫЙ КАНАЛЬНЫЙ КАБЕЛЬ С ИДЕНТИФИКАЦИОННЫМИ МЕТКАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2751785C1 |
| СКВАЖИННЫЕ КАБЕЛИ С ОПТОВОЛОКОННЫМИ И МЕДНЫМИ ЭЛЕМЕНТАМИ | 2007 |
|
RU2445656C2 |
| Импульсный способ контроля отклонения скорости вращения вала от заданной при малых скоростях вращения | 1961 |
|
SU147379A1 |
| КОММУНИКАЦИОННЫЙ КАБЕЛЬ ДЛЯ НИСХОДЯЩЕЙ СКВАЖИНЫ | 2011 |
|
RU2572605C2 |
| CN 201340743 Y, 04.11.2009 | |||
| CN 207097484 U, 13.03/2018 | |||
| CN 206584758 U, 24.10.2017 | |||
| CN 202067590 U, 07.12.2011. | |||

