Настоящее изобретение относится к системе и способу изготовления фармацевтических объектов посредством 3D-печати.
Настоящее изобретение, в частности, относится к технологии изготовления 3D-объектов путем нанесения, накопления или создания слоев для формирования изделий посредством 3D-печати и, в частности, к системе, которая специально модифицирована для изготовления в больших количествах таблеток, гранул, капсул, свеч, имплантатов и других фармацевтических изделий.
Предлагаемая настоящим изобретением система для изготовления таблеток, гранул и капсул посредством 3D-печати до настоящего момента не была известна в технике. До настоящего момента 3D-печать не имела широкого применения в области фармацевтики и изготовления фармацевтических или нефармацевтических таблеток, гранул или капсул.
В рассматриваемой области техники известна только международная заявка WO2017034951, предлагающая устройство для 3D-печати и систему для изготовления фармацевтических таблеток. Согласно этому изобретению наносят порошковую смесь на движущуюся ленту, создавая первый слой таблетки, перед тем как напылить связующую жидкость, выравнивающую смесь и подготавливающую ее к приему следующего слоя. Эту процедуру повторяют много раз, результатом чего является создание твердой, но особенно пористой таблетки, которая растворяется во рту водой.
Главным недостатком изобретения согласно указанной международной заявке является сам способ изготовления таблеток, поскольку он предусматривает сплошное нанесение смеси, часть которой не используется для изготовления таблетки, что приводит к потерям сырья. Более того, ограничивающим фактором является то, что предлагаемое устройство может изготавливать исключительно пористые таблетки с использованием порошковой смеси, что препятствует изготовлению изделий других типов, таких как капсулы или компактные гранулы, и не позволяет печатать объекты с использованием жидкого сырья, причем процесс печати осуществляется путем непрерывного нанесения слоев вещества за несколько повторяющихся этапов до тех пор, пока не завершится формирование пористой таблетки.
Большинство лекарств вводят через пищеварительный тракт с целью всасывания в кишечнике или вводят в кровоток через слизистую оболочку рта или слизистую оболочку прямой кишки. Прием медикаментов внутрь (проглатывание) имеет множество преимуществ, поскольку оно безболезненно и достаточно просто осуществляется, при этом растворению лекарства способствует обильная секреция пищеварительных ферментов, тогда как изменения pH вдоль пищеварительного тракта создают подходящую среду для всасывания практически всех лекарств. В дополнение к этому, значительная подвижность, большая поверхность и обильное кровоснабжение слизистой оболочки желудочно-кишечного тракта значительно облегчают всасывание. Скорость всасывания может изменяться в зависимости от состава таблетки, например, легкости распада, растворимости оболочки и/или размера гранул, находящихся внутри капсулы. Наконец, относительно медленное всасывание пищеварительной системой создает возможность раннего вмешательства в случае какой-либо ошибки.
Хотя производство лекарств, принимаемых через пищеварительный тракт, демонстрирует целый ряд преимуществ, изготовление гранул, таблеток, капсул и связанных с этим фармацевтических или нефармацевтических веществ было до настоящего времени сложным и довольно затратным процессом. Стоимость исследований и разработки новых лекарственных средств, производственных модулей, специализированного оборудования и веществ, используемых при изготовлении лекарственных средств, а также повышенные затраты на оплату туда вносят вклад в значительное увеличение цены лекарств.
Еще один недостаток обусловлен высокой стоимостью поддержания необходимых запасов лекарственных средств на случай чрезвычайных ситуаций. Особенно в удаленных и недоступных или труднодоступных районах потенциальная опасность чрезвычайных ситуаций ведет к необходимости хранения определенных запасов лекарств, которые часто остаются неиспользованными до истечения срока годности.
Поэтому одной из задач настоящего изобретения является эффективное преодоление отмеченных выше недостатков и недостатков известного уровня техники путем предложения системы для изготовления фармацевтических объектов, таких как таблетки, гранулы и капсулы, посредством 3D-печати.
Еще одной задачей настоящего изобретения является адаптация предлагаемой системы для изготовления фармацевтических объектов, таких как таблетки, гранулы и капсулы, посредством 3D-печати для изготовления индивидуальных «напечатанных» изделий по выбору индивидуального пользователя.
Изложенная проблема решается посредством системы для изготовления фармацевтических объектов, таких как таблетки, гранулы и капсулы, с помощью 3D-печати, содержащей машину для 3D-печати с механической системой, перемещающейся в одном или нескольких направлениях.
В контексте настоящего изобретения к фармацевтическим объектам относятся пилюли, таблетки, гранулы и капсулы, свечи и другие фармацевтические изделия, вводимые или помещаемые в тело млекопитающего.
Система печати дополнительно содержит печатающую головку с соплом, перемещаемым посредством указанной механической системы. Система печати, предпочтительно, содержит одну печатающую головку.
Система печати дополнительно содержит базовую систему, несущую основание для приема подготовленной смеси, наносимой посредством печатающей головки.
Печатающая головка осуществляет операцию печати изделий в этой системе путем нанесения повторяющихся слоев вещества поверх основания для печати с целью формирования объекта заданной формы.
Печатающая головка содержит по меньшей мере одно печатающее сопло. Это сопло представляет собой часть печатающей головки, позволяющую пропускать поток вещества на поверхность основания для печати. Сопло и головка могут иметь или не иметь клапан для управления потоком вещества в зависимости от характеристик различных текучих веществ, таких как порошки, гранулы, жидкости, гели, кремы, пасты и т.п.
Система печати дополнительно содержит по меньшей мере один держатель для закрепления по меньшей мере одного картриджа, причем этот картридж заполнен веществом для печати. Картридж может быть извлечен и/или заменен.
Каждый картридж может содержать одно или несколько из самых разнообразных активных веществ (API), включая, но не ограничиваясь, вещества из следующих семейств: антибиотики, статины, стимуляторы, антисептики, жаропонижающие средства, химиотерапевтические средства, противовоспалительные средства, антифунгины, гормональные лекарственные средства, диуретики, контрацептивы, психотропные средства (антидепрессанты, нейролептические средства и т.п.) и т.д.
Картриджи могут содержать один или несколько из разнообразных (инертных) наполнителей, включая, но не ограничиваясь, связующие вещества, покрытия, антиадгезивы, красители, ароматизаторы, полимерные смолы, вещества, способствующие скольжению, смазочные вещества, сорбенты, носители, подсластители, растворители, инертные порошки, биоразлагаемые полимеры, воски, консерванты, разрыхлители (дезинтегранты) и т.п.
Картриджи могут содержать одно или несколько из разнообразных веществ, используемых в восточной медицине, включая, но не ограничиваясь, растительные фармакологические вещества и т.п.
Картриджи могут содержать одно или несколько из разнообразных веществ, используемые в гомеопатии, включая, но не ограничиваясь, настойки и т.п.
Картриджи могут содержать одно или несколько из разнообразных веществ, используемых в биотехнической медицине, включая, но не ограничиваясь, стволовые клетки и т.п.
Картриджи могут содержать одно или несколько из разнообразных композиционных веществ, создаваемых посредством смешивания аналогов указанных выше семейств веществ.
Картриджи могут содержать одно или несколько из разнообразных веществ, которые сегодня могут находиться в стадии разработки или исследования и до сих пор не открыты.
Преимуществом настоящего изобретения является создание системы для изготовления фармацевтических объектов, таких как таблетки, капсулы и гранулы, посредством 3D-печати, которая может использовать картриджи, имеющие соответствующее активное вещество и соответствующее пластичное или связующее вещество для применения в процессе 3D-печати.
Когда картридж опустеет или когда потребуется другое вещество, этот картридж может быть извлечен из держателя, а на его место может быть вставлен новый картридж.
Другое преимущество настоящего изобретения с целью обеспечения его полезности состоит в создании системы для изготовления фармацевтических объектов, таких как таблетки, капсулы и гранулы, различного размера, так что эта система может иметь, в качестве опции, дополнительные возможности, позволяющие удовлетворить как простым, так и более сложным требованиям к 3D-печати.
Кроме того, система может содержать несколько держателей для картриджей, каждый из которых содержит свое, отличное от других вещество для последовательной или одновременной печати более чем одной единицы лекарства за один раз.
Держатели могут удерживать несколько картриджей с конкретным набором используемых в печати веществ для печати некоторого класса фармацевтических объектов. Когда необходимо напечатать фармацевтический объект другого класса, можно заменить всю группу из нескольких картриджей.
В предпочтительном варианте система печати содержит больше одной печатающей головки.
Механическая система может содержать механическую руку, которая оканчивается печатающей головкой и которая может перемещаться в одном, двух или трех направлениях, обеспечивая точную печать изделия, необходимого в текущий момент времени, посредством печатающей головки.
Примером такой механической руки является роботизированная рука-манипулятор, обычно программируемая, с функциями, аналогичными человеческой руке; эта рука может представлять собой механизм целиком или может быть частью более сложного робота. Звенья такого манипулятора соединены шарнирами, допускающими вращательное движение (как в роботе с шарнирными сочленениями) или традиционное (прямолинейное) перемещение. Можно считать, что эти звенья манипулятора образуют кинематическую цепь. Конец этой кинематической цепи манипулятора называется рабочим органом и аналогичен человеческой руке.
В предлагаемой системе могут быть использованы роботизированные руки-манипуляторы следующих типов:
- Декартов робот (робот, работающий в декартовой системе координат) / Портальный робот: Используется для перегрузочных операций (взять и положить), нанесения герметика, сборочных операций, работы с механическим инструментом и дуговой сварки. Это робот, чья рука имеет три призматических сочленения, оси которых совпадают с осями прямоугольной (декартовой) системы координат.
- Цилиндрический робот (робот, работающий в цилиндрической системе координат): Используется для сборочных операций, работы с механическим инструментом, точечной сварки и работы с машиной для литья под давлением. Это робот, оси которого образуют цилиндрическую систему координат.
- Сферический робот (робот, работающий в сферической системе координат)/ Полярный робот (робот, работающий в полярной системе координат): Используется для работы с механическим инструментом, точечной сварки, литья под давлением, работы с заправочными машинами, газовой сварки и дуговой сварки. Это робот, оси которого образуют полярную систему координат.
- Робот типа SCARA: Используется для перегрузочных операций, нанесения герметика, сборочных операций и работы с механическим инструментом. Этот робот имеет два параллельных вращательных сочленения для обеспечения соответствия в плоскости.
- Робот с шарнирными сочленениями: Используется для сборочных операций, литья под давлением, работы с заправочными машинами, газовой сварки, дуговой сварки и окраски распылением (с помощью краскопульта). Это робот, рука которого имеет по меньшей мере три вращательных сочленения.
- Робот с параллельным программным кодом: Один из вариантов использования – мобильная платформа для управления пилотажными тренажерами в кабине самолета. Это робот, руки которого имеют параллельные призматические или вращательные сочленения.
- Антропоморфный робот: Этот робот воспроизводит форму человеческой руки, например, с независимыми пальцами.
Механическая система может содержать платформу, также называемую мостиком и представляющую собой механическую конструкцию, обычно используемую в 3D-принтерах. Платформа собрана из вертикальных и параллельных земле конструкций. Эта платформа несет на себе печатающую головку и перемещает ее в направлении вверх-вниз, и/или в направлении x-оси, и/или в направлении y-оси, либо остается неподвижной, а все необходимые перемещения совершает основание для печати.
Система может содержать питающую трубку для установления жидкостного соединения между держателем и печатающей головкой. Используемое для печати вещество может течь по этой питающей трубке от установленного в держателе картриджа к печатающей головке. Питающая трубка может быть гибкой, так что держатель может оставаться в фиксированном положении, пока печатающая головка перемещается посредством механической системы в позицию для печати.
В альтернативном варианте держатель и печатающая головка могут быть помещены близко друг к другу для создания прямого соединения по текучей среде между установленным в держателе картриджем и печатающей головкой.
Предпочтительно, система содержит магазинный узел, имеющий по меньшей мере один держатель, предпочтительно несколько держателей.
В частности, по меньшей мере часть магазинного узла является подвижной, так что держатель может совершать перемещение.
Например, в результате движения магазинного узла картридж, закрепленный в одном из нескольких держателей, может быть перемещен в позицию подачи, где может быть установлено жидкостное соединение между этим картриджем и печатающей головкой. После другого движения магазинного узла другой картридж может быть перемещен в позицию подачи, так что в печатающую головку можно последовательно подавать несколько веществ.
Магазинный узел может содержать привод, в частности: сервомотор, пневматический привод, гидравлический привод, цепной привод или магнитный привод, позволяющий перемещаться по меньшей мере части магазинного узла, в частности, чтобы можно было перемещать один держатель или группу из нескольких держателей.
На магазине могут быть размещены несколько держателей, так что для перемещения одного картриджа приходится перемещать все держатели. В альтернативном варианте несколько держателей могут быть размещены в ряд на направляющей рейке и могут сдвигаться для приведения в позицию подачи.
В предпочтительном варианте система содержит по меньшей мере один подвижный толкающий шток, предпочтительно прикрепленный к держателю, для выталкивания вещества из картриджа. Поэтому картриджи, используемые для этой системы, не нуждаются в специальном механическом оборудовании для выгрузки печатаемого вещества из картриджа. Подвижный толкающий шток и привод для перемещения этого штока обеспечивают точное и воспроизводимое дозирование количества вещества, отмеряемого в соответствии с выбранной рецептурой.
Система может дополнительно содержать открывающее устройство, предпочтительно соединенное с держателем, для открывания картриджа. Например, держатель может иметь иглу для прокалывания картриджа, механизм удаления колпачка или штырек для открывания клапана картриджа.
Система может дополнительно содержать закрывающее устройство, предпочтительно соединенное с держателем, для по меньшей мере частичного закрывания картриджа, на то время, когда он не нужен для печати.
Система может содержать считывающее устройство, предпочтительно соединенное с держателем, для идентификации выполненной на картридже идентификационной метки. Следовательно, система может распознать тип вещества, находящегося в картридже, срок годности, целевое количество или другие данные, связанные с картриджем.
Это считывающее устройство позволяет осуществлять логистическую поддержку, такую как ведение статистики или автоматизированное установление порядка для повторного заполнения. Преимуществом такой логистики является возможность уменьшения объема и массы, равно как необходимого уровня потребления энергии.
В предпочтительном варианте система содержит держатель с устройством терморегулирования. Такой держатель может осуществлять нагрев и/или охлаждение картриджей.
В предпочтительном варианте система содержит печатающую головку с устройством терморегулирования. Такая печатающая головка может быть подогреваемой и/или охлаждаемой.
В частности, печатающая головка содержит корпус с углублениями, ребрами или каналами для направления терморегулирующего агента, например терморегулирующей жидкости или терморегулирующего газа, такого как охлаждающий воздух. В качестве альтернативы печатающая головка может содержать тепловой проводник, который можно нагревать электрическим способом.
Если требуется высокая температура, печатающая головка может быть закрыта теплоизоляционным чехлом.
В предпочтительном варианте печатающая головка содержит корпус, образующий объем для печатаемого вещества. Корпус печатающей головки может иметь отверстие для приема текучего вещества из картриджа, которое, в частности, может быть соединено с питающей трубкой.
Предпочтительно, печатающая головка содержит инструмент для перемешивания и/или выгрузки вещества, в частности шнек, находящийся в корпусе печатающей головки.
Этот инструмент для перемешивания и/или выгрузки вещества может быть подвижным, например может вращаться внутри корпуса печатающей головки.
Смесительный инструмент осуществляет смешивание нескольких веществ, поступающих из нескольких картриджей в печатающую головку.
Инструмент для выгрузки вещества может обеспечивать выгрузку определенного количества вещества через печатающую головку во время печати. Этот инструмент для выгрузки может представлять собой выталкивающий инструмент, который может перемещаться внутри корпуса печатающей головки. Печатающая головка может содержать инструмент, подходящий для смешивания и выталкивания.
Предпочтительно, система содержит привод для приведения перемешивающего и/или выталкивающего инструмента в движение.
В качестве альтернативы, печатающая головка может содержать инструмент для выгрузки вещества, позволяющий уменьшить размер корпуса печатающей головки, например продавочный инструмент или сжимающий инструмент, так что вещество под давлением выдавливается через сопло печатающей головки, когда объем корпуса печатающей головки уменьшается.
Предпочтительно, система содержит привод для приведения инструмента для выгрузки вещества в движение.
Печатающая головка может содержать двойной корпус: a) наружный корпус цилиндрической или другой формы, предпочтительно изготовленный из перерабатываемого вещества, и b) внутренний резервуар, выполненный из эластичного/гибкого/сжимаемого вещества. В верхней части головки может быть заглушка, а в нижней части – колпачок, соединенный с обоими корпусами и оснащенный печатающим соплом, которое может быть снабжено клапаном.
Еще одно преимущество настоящего изобретения состоит в создании системы для изготовления фармацевтических объектов, таких как таблетки, гранулы и капсулы, посредством 3D-печати, которая имеет выталкивающий инструмент, содержащий головку пуансона для выталкивания из печатающей головки за один раз правильного количества вещества с целью печати единицы лекарства.
В предпочтительном варианте печатающая головка содержит инструмент, который подходит для смешивания и выталкивания. Для этой цели инструмент для перемешивания может быть по меньшей мере частично сжимаемым, в частности, этот инструмент для перемешивания содержит сжимаемую головку.
Инструмент для перемешивания со сжимаемой головкой может быть изготовлен из кевлара, или из углеродных волокон, или из эпоксидной смолы.
Эта сжимаемая головка может создавать вакуумный эффект в сопле печатающей головки для предотвращения капания.
Предпочтительно, печатающая головка содержит сопло с клапаном, например: обратным клапаном, пластинчатым клапаном, шаровым клапаном или игольчатым клапаном.
Печатающая головка может содержать распылительное сопло и подводящую трубку для подачи сжатого воздуха, водяного пара, воды, растворителей, фармацевтических красителей, разноцветных пищевых красителей и других подобных веществ.
Водяной пар может связываться с очень сухими веществами, позволяя добиться очень высоких скоростей изготовления объектов и готовой продукции с очень высокой пористостью. Водяной пар может ускорить фармакокинетику.
То же самое может быть сделано с использованием сочетания водяного пара, адгезивов, фармацевтических связующих веществ/растворителей и воды.
Сжатый воздух может помочь сушить изготавливаемые изделия или может быть использован таким же образом, как и водяной пар, но применительно к пилюлям (и т.п.), выполненным из веществ, на которые тепло и/или вода могут повлиять отрицательно.
Разноцветные красители могут быть использованы для маркировки различных дозировок.
В предпочтительном варианте настоящего изобретения система содержит термопечатающую головку, оснащенную шнеком для перемешивания смеси перед 3D-печатью.
Еще одно преимущество настоящего изобретения состоит в применении сжимаемой печатающей головки, которая в дополнение к перемешиванию извлекает воздух из смеси, создавая более компактные таблетки, гранулы или капсулы, когда это необходимо.
Предпочтительно, система содержит излучатель энергии, связанный с печатающей головкой. Этот излучатель энергии может быть установлен на механической системе и может перемещаться вместе с печатающей головкой, либо этот излучатель энергии может быть непосредственно соединен с печатающей головкой. Излучатель энергии обеспечивает сушку или фиксацию порции вещества после того, как оно покинуло сопло печатающей головки.
В частности, излучатель энергии может представлять собой фотополимерную лампу, источник инфракрасного излучения, лазер, источник СВЧ-излучения, сопло для распыления, сопло для подачи сжатого воздуха или сопло для подачи водяного пара.
Печатающая головка может содержать несколько сопел. Следовательно, можно параллельно печатать несколько фармацевтических объектов.
В одном из предпочтительных вариантов настоящего изобретения система содержит очищающий узел для очистки печатающей головки и/или картриджа. Очищающий узел может содержать промывочную ванну и/или промывочное отверстие. Промывочное отверстие может быть соединено с резервуаром с очищающей жидкостью и/или с системой фильтрации очищающей жидкости.
После использования печатающую головку, предпочтительно вместе с перемешивающим и/или выталкивающим инструментом, можно очистить, чтобы в этой печатающей головке не осталось никаких загрязнений перед использованием ее в следующий раз с другой рецептурой печати.
Очищающий узел представляет собой специальное место, зарезервированное в системе для 3D-печати. Очищающий узел может содержать закрытую область с дверцами, необходимыми для того, чтобы печатающие головки можно было загрузить внутрь.
Эти дверцы или отверстия, предпочтительно, оснащены всей необходимой автоматикой, чтобы можно было управлять состояниями дверец (открыто, закрыто, заблокировано) и контролировать эти состояния, равно как и все другие механизмы внутри этой области.
Эти дверцы или отверстия, предпочтительно, имеют необходимые уплотнения, чтобы сделать закрытую область изолированной от остального объема системы, чтобы, таким образом, не оказать нежелательного воздействия на важные функции системы, такие как вакуум и климат-контроль, если они применяются, вследствие испарения используемых или хранящихся в системе жидкостей или в результате использования водяного пара. Печатающую головку сразу после использования перемещают в эту область посредством механической системы.
Очищающий узел, предпочтительно, содержит источник нагретого воздуха для сушки печатающей головки, сопла для подачи водяного пара, сжатого воздуха, воды и/или распыления растворителя, вакуумный отсос для удаления водяного пара и излишков жидкостей, щетки, иглы для очистки очень узких сопел, клапаны, дыхательные клапаны, ванну, содержащую растворители и/или воду, куда можно погрузить печатающую головку для очистки, ультразвуковой излучатель или специализированный лазерный очищающий излучатель.
Ванна может иметь систему обеспечения циркуляции жидкости, которая может содержать циркуляционные насосы, фильтры, такие как фильтры из активированного угля, микрофильтры и специализированные фармацевтические фильтры типа HEPA H13, и соответствующие необходимые трубки.
В предпочтительном варианте система содержит систему терморегулирования для регулирования температуры основания для печати. Система основания для печати может содержать воздуховоды или каналы для направления потоков терморегулирующего агента, например терморегулирующей жидкости или терморегулирующего газа, такого как охлаждающий воздух.
Температуру основания для печати можно регулировать в диапазоне от –5 до 40°C. Предпочтительно, основание для печати нагревают, чтобы содействовать испарению и способствовать сушке «напечатанных» объектов.
Предпочтительно, система содержит основание для печати, имеющее форматированные области для печати с целью получения фармацевтического объекта нужной формы, в частности – выпуклые углубления. Вещество может быть нанесено в принимающую форматированную область для печати, которая влияет на форму фармацевтического объекта. Нижняя сторона объекта может иметь, например, выпуклую, а не плоскую, форму.
Форматированные области для печати позволяют создавать фармацевтический объект, такой как пилюля, имеющий такую же форму, как и большинство таких объектов, изготовленных традиционными способами. Такие пилюли могут иметь симметричную линзовидную форму.
Кроме того, можно создавать более сложные формы, чтобы способствовать немедленному визуальному распознаванию изготовленных объектов, например: форму сердечка, ромбика, медвежонка для использования в педиатрии.
Нижняя сторона может также иметь форму обратной стороны в виде Мишки Гамми, Санта-Клауса, Пасхального Кролика или какую-либо другую типичную форму для пищевых продуктов, так что фармацевтический объект может быть напечатан в типичной форме такого пищевого продукта.
Основание для печати может иметь углубление для приема блистерной упаковки для пилюль. Обычно такую блистерную упаковку изготавливают посредством вакуумного формования листов из подходящей пластмассы. Фармацевтические объекты могут быть напечатаны внутри установленного в заданное положение блистера. Это позволяет сэкономить время, а также избежать контакта с чем-либо еще помимо стерильной среды самого 3D-принтера.
После завершения печати закрывающее устройство может нанести герметизирующую мембрану или пленку, чтобы герметично запаять блистер.
Следующей операцией может быть маркировка запаянных блистеров посредством маркировочного устройства, такого как лазер, соединенного с механической системой.
Система может иметь основание для печати, содержащее тепловой проводник, в частности, расположенный на стороне, противоположной стороне, имеющей форматированные области для печати. Следовательно, основание для печати можно нагревать непосредственно, например, для сушки напечатанного вещества.
Система может содержать датчик температуры для мониторинга температуры основания для печати. Этот датчик температуры может представлять собой датчик контактного типа или бесконтактный датчик, например инфракрасный или лазерный датчик.
Система может содержать блок терморегулирования, имеющий датчик температуры, термостат и/или тепловой переключатель.
Основание для печати может быть изготовлено из металла и/или металлических сплавов, таких как альклад, коррозионно-стойкий алюминиевый лист, изготовленный из высокочистого алюминия с поверхностными слоями, металлургически соединенными с сердечником из высокопрочного алюминиевого сплава, таких как разнообразные марки нержавеющей стали, например: сталь 310-310S, высоколегированная аустенитная нержавеющая сталь, используемая для высокотемпературных приложений. Высокое содержание хрома и никеля сообщает этой стали превосходную коррозионную стойкость, равно как большую прочность при высоких температурах. Годится также сталь 316, превосходно подходящая для использования в пищевой промышленности и также для контакта с пищей и в хирургии, причем добавление в расплавленную сталь молибдена предотвращает некоторые специальные формы коррозии вследствие повышенной устойчивости против хлоридной коррозии, и другие марки стали.
Основание для печати может быть изготовлено из пластмассы и/или композиционных материалов. Это основание для печати может быть изготовлено из закаленного стекла, такого как боросиликатное стекло, стекло марки 7740. Основание для печати может содержать керамику, такую как стеклокерамика. Стеклокерамика имеет технологические преимущества стекла и при этом обладает специальными свойствами керамики. Стеклокерамика способна выдерживать температуры твердой пайки до 700°C, сохраняя в то же время такие свойства, как нулевая пористость, высокая прочность, твердость, низкое тепловое расширение, высокая термостабильность, механическая обрабатываемость, высокая химическая стойкость, биосовместимость, изоляционные способности. С технологической точки зрения стеклокерамика ценится за то, что она имеет прочность керамики в сочетании с возможностью герметично запаивать, как стекло.
Предпочтительно, основание для печати имеет покрытие, в частности покрытие из глазурованной керамики. Напечатанный фармацевтический объект может быть отделен от основания для печати и не прилипает к основанию печати.
Здесь можно использовать большое число типов покрытий, например: керамическая глазурь, непроницаемый слой или покрытие стеклообразным веществом, которое было сплавлено с керамическим блоком посредством обжига, нанопокрытие оксидом кремния, нанопокрытие серебром, обладающее антибактериальными и антигрибковыми свойствами, диоксид титана (TiO2), наночастицы, являющиеся стерилизующими и имеющие свойства защиты от обрастания.
Базовая система может также содержать устройство для удаления объекта.
Устройство для удаления объекта может быть образовано механизмом наклона, который наклоняет основание для печати, так что напечатанные фармацевтические объекты соскальзывают с основания для печати к коллектору, например в бункер.
Устройство для удаления объектов может быть образовано подвижными извлекающими штырьками или газовыми соплами, соединяемыми с форматированными областями для печати на основании для печати. Каждый напечатанный объект может быть вытолкнут из области для печати под давлением извлекающего штырька, выскакивающего из отверстия в области для печати, или под давлением струи воздуха, выходящей из отверстия в области для печати.
В предпочтительном варианте настоящего изобретения базовая система содержит держатель основания для установки основания для печати. Это основание для печати может быть удалено и/или заменено.
В одной и той же системе могут быть использованы основания для печати с различными форматированными областями для печати. Основание для печати, несущее напечатанный объект, может быть извлечено из системы и заменено другим основанием для печати.
В дополнительном предпочтительном варианте система для 3D-печати содержит механическую систему основания, способную перемещать основание для печати в одном или нескольких направлениях.
Основание для печати может, например, быть поднято на уровень для печати и может быть затем опущено после печати. Основание для печати может также перемещаться в дополнение к движению механической системы для перемещения печатающей головки с целью достижения полной 3D-печати также с использованием только одно- или двухмерного перемещения печатающей головки.
Предпочтительная система для 3D-печати таблеток, гранул или капсул содержит терморегулируемое основание с форматированными областями для печати, имеющее воздуховоды для точного управления температурой и влажностью напечатанных изделий.
В предпочтительном варианте система содержит камеру, в частности с дверцей, для установления управляемой температуры. Система оснащена индивидуальными блоками, такими как продувочные фильтры, вентиляционные воздуховоды, воздушные фильтры, фильтр из активированного угля, система кондиционирования воздуха, система осушения воздуха, вакуумная система с вакуумным насосом и резервуаром для очистки головок.
Преимущество настоящего изобретения состоит в способности предлагаемой системы работать автономно или в сочетании с компьютером для приема заказов на 3D-печать гранул, таблеток и капсул.
Функционированием системы, предпочтительно, управляет компьютер или ряд компьютеров. Этот компьютер использует операционную систему, например: Windows, Linux, IOs и т.п., и снабжен всем программным обеспечением, необходимым для выполнения задач системы.
Компьютер, предпочтительно, управляет всеми операциями и действиями системы. Каждая подсистема, устройство и механизм может управляться и функционировать под управлением контроллера. Контроллер представляет собой сравнивающее устройство, которое принимает входной сигнал от измеренной переменной процесса, сравнивает полученную им величину с величиной заданной контрольной точки и определяет подходящую величину выходного сигнала, необходимую для конечных управляющих элементов для выполнения корректирующего действия в контуре управления, программируемом логическом контроллере (PLC), стираемом программируемом постоянном запоминающем устройстве (EPROM) и т.п.
Во многих случаях те же самые кабели, которые соединяют каждое устройство с компьютером, могут также служить для подачи напряжения питания к этому устройству (например, шина USB). Компьютер может быть оснащен всеми необходимыми подсистемами для сопряжения с пользователем системы, такими как экран (сенсорный экран, емкостный экран, жидкокристаллический дисплей (LCD) или другой экран), средство ввода (сенсорный экран, клавиатура, многофункциональные кнопки или другие элементы), системы звуковой и/или визуальной сигнализации, кнопки включения/выключения и какие-либо другие средства системы взаимодействия.
Компьютер может быть оснащен необходимым программным обеспечением для осуществления этих функций.
Компьютер, предпочтительно, способен осуществлять самодиагностику каждой подсистемы механизма и информировать пользователя о необходимости обслуживания или ремонта какой-либо части системы или о приближающемся отказе. Такой подход позволяет уменьшить стоимость обслуживания системы и повысить ее готовность к работе.
Компьютер, предпочтительно, по мере необходимости заботится о калибровке движущихся механизмов.
Компьютер, предпочтительно, сохраняет базу данных для выбора какой-либо доступной смеси и какого-либо способа, подходящих для создания какой-либо продукции, равно как формы каждой продукции (пилюли, гранулы, таблетки, свечи и т.п.).
Компьютер, предпочтительно, сохраняет базу данных статистики использования и может информировать пользователя о том, что картридж, содержащий конкретное вещество или смесь веществ, близок к полному опустошению, или даже напрямую заказать через Интернет (онлайн) необходимый картридж, оптимизируя тем самым логистические операции.
Базы данных, необходимые для работы системы, могут храниться в запоминающем устройстве компьютера и/или в сети Интернет (Хранилище данных в сети Интернет, удаленный сервер, облако и т.п.). Эти базы данных можно обновлять по мере того, как появляются новые виды продукции (равно как обновления программ) или можно восстанавливать с использованием внешних хранилищ в случаях возникновения сбоев.
Для достижения этой цели компьютер может быть оснащен модемом (модем, маршрутизатор и т.п.), соединенным с Интернетом с применением технологии проводной или беспроводной (радио) связи. Резервные копии компьютерных программ, баз данных и т.п. могут быть записаны на устройствах флеш-памяти, внешних накопителях на жестких дисках, хранилищах данных в сети и т.п.
Компьютер может взаимодействовать с другими устройствами (внешние компьютеры, компьютерные аксессуары, такие как мыши, клавиатуры, веб-камеры, портативные накопители на жестких дисках, микрофоны, принтеры, сканеры и планшеты с громкоговорителями, смартфоны, экраны и т.п.) по кабелю (USB, DVI, HDMI и т.п.) или с применением беспроводных технологий.
В случае небольших систем (настольных или портативных) компьютер может быть внешним относительно системы (независимым).
Все электронные подсистемы управления – контроллеры, регуляторы и другие, могут осуществлять связь непосредственно (по кабелю) или опосредовано (с использованием Bluetooth, WIFI, ИК или другой системы) с применением интерфейсного устройства (система к компьютеру), содержащего необходимые драйверы и программы (или приложения) для установки в используемом компьютере.
Питание всех подсистем рассматриваемой системы может обеспечиваться модулем, содержащим вход электроэнергии (кабель(и) и/или беспроводное зарядное устройство), преобразователь питания, например 220/12 В, аккумулятор или аккумуляторную батарею, источник бесперебойного питания (источник бесперебойного питания, UPS, или резервный аккумулятор/маховик представляет собой электрическое устройство, обеспечивающее аварийное питание нагрузки в случае отказа входного источника питания или электрической сети), вспомогательную или аварийную систему питания, либо резервный генератор, равно как выходы питания (USB или другие).
Проблема также решается способом изготовления фармацевтических объектов, таких как таблетки, гранулы и капсулы, посредством 3D-печати, в частности, с применением системы, описанной выше.
Способ содержит следующие этапы.
В по меньшей мере одном картридже обеспечивают по меньшей мере одно фармацевтическое вещество. Картридж устанавливают в держателе. Между картриджем и печатающей головкой устанавливают соединение по текучей среде, так что указанное фармацевтическое вещество может выходить из печатающей головки через сопло печатающей головки. Это сопло печатающей головки перемещается в соответствии с программой 3D-печати, а фармацевтическое вещество выходит на основание для печати.
Картридж может быть перемещен к печатающей головке и может перемещаться вместе с печатающей головкой.
Предпочтительно, из картриджа в печатающую головку передают дозированное количество по меньшей мере одного фармацевтического вещества и перемешивают это вещество в печатающей головке, в частности смешивают несколько фармацевтических веществ.
Способом печати можно наносить фармацевтическую жидкость, составленную и смешанную в соответствии с заданной рецептурой.
Несколько картриджей, каждый из которых содержит свое, отличное от других фармацевтическое вещество, могут быть установлены в магазине, причем этот магазин можно перемещать относительно печатающей головки в позицию, в которой выбранный картридж может установить соединение по текучей среде с этой печатающей головкой. Дозированное количество соответствующего фармацевтического вещества может быть передано в печатающую головку, так что в результате готовится фармацевтическая смесь в соответствии с фармацевтическим рецептом.
В предпочтительном варианте система содержит несколько печатающих головок, которые перемещаются независимо и каждая из которых выпускает какое-либо вещество на основание для печати. Первая печатающая головка может быть заполнена веществом для образования оболочки или покрытия, другая печатающая головка может быть заполнена первым активным веществом, а следующая печатающая головка может содержать еще одно активное вещество, так что можно печатать такие фармацевтические объекты в пределах внутренней структуры.
Способ согласно настоящему изобретению благоприятен в ситуациях, когда необходимо регулярно выпускать индивидуально спроектированные фармацевтические объекты аналогичного состава, как это бывает необходимо, например, в больницах, в домах престарелых, на круизных судах, на морских судах или в лагерях беженцев.
Хранить матричные вещества легче, чем хранить сырье для всех без исключения реализаций определенных фармацевтических продуктов.
При этом достигается уменьшение объемов упаковки с соответствующим выигрышем для экологии и снижением затрат.
Основание для печати, имеющее форматированные области для печати, может быть установлено в базовой системе для печати перед печатью. Фармацевтическое вещество может быть выдано на эти форматированные области для печати.
После печати печатающая головка может быть очищена.
Предпочтительно, способ содержит этап обеспечения по меньшей мере одного вещества в по меньшей мере одном картридже, причем это вещество содержит по меньшей мере одно из жировой массы, крахмала, муки, желатина, подсластителя, естественного ароматизатора, искусственного ароматизатора и красителя.
Эти пищевые вещества облегчают усвояемость и обеспечивают привлекательность на вкус напечатанных объектов.
Картридж может также содержать другие пищевые вещества, которые могут быть использованы в качестве наполнителей, такие как: эмульгаторы, стабилизаторы, загустители, связующие вещества, осветлители, сахарные добавки к покрытиям, вещества для предотвращения слипания, подкислители, регуляторы кислотности, противовспениватели, вспениватели, антиоксиданты, наполнители, пищевые красители, стабилизаторы цвета, ароматизаторы, усилители ароматов, глазирователи, увлажнители, консерванты и т.п.
Эти дополнительные вещества могут быть представлены в отдельных картриджах, так что в печатающей головке может быть получено композиционное вещество, содержащее фармацевтические вещества в соответствии с заданной рецептурой.
В предпочтительном варианте предлагаемого способа фармацевтическое вещество, загруженное в по меньшей мере один картридж, содержит по меньшей мере одно из жаропонижающего средства, обезболивающего средства, противомалярийного средства, антибиотика, антисептика, психиатрических средств, стабилизатора настроения, вещества для заместительной гормональной терапии, орального контрацептива, стимулятора, транквилизатора и/или статина.
Жаропонижающее средство, например ацетаминофен, уменьшает жар и лихорадку. Анальгетик или болеутоляющее средство, например: ацетаминофены, нестероидные противовоспалительные средства или опиоиды, уменьшает боль. Противомалярийные средства, например: хлорохин и гидроксихлорохин, лечат малярию. Антиобитики подавляют рост бактерий. Антисептики предотвращают рост микробов возле ожогов, порезов и ран. Стабилизаторами настроения являются, например, литий и вальпромид.
Средствами заместительной гормональной терапии являются, например, эстроген или прогестерон. Оральными контрацептивами являются, например, эновид, «двухфазные» пилюли и «трехфазные» пилюли. Стимуляторами являются, например, метилфенидаты и амфетамины. Хлорпромазин является примером антипсихотического средства. Хлордиазепоксид, диазепам и альпразолам являются примерами седативных и снотворных препаратов класса бензодиазепинов. Статинами являются, например, ловастатин, правастатин и симвастатин.
Система и способ согласно настоящему изобретению могут быть применены к рецептуре парацетамола для использования в педиатрии.
Дети в возрасти от 6 до 8 лет должны принимать по 250 мг, дети в возрасте от 8 до 10 лет – по 375 мг, дети в возрасте от 10 до 12 лет – по 500 мг, дети в возрасте 12 – 15 лет – по 750 мг каждые 4–6 часов.
В одном из примеров для изготовления, например, таблеток по 250 мг парацетамола подходят масло какао, какао-порошок, сахар и молоко или шоколадная масса, которые вместе с соответствующим количеством парацетамола подают в печатающую головку, смешивают и обеспечивают слияние мелких частиц для их укрупнения. Печатающую головку нагревают для достижения температуры, необходимой для плавления ингредиентов.
Главным фактором, обусловившим неприменение шоколада и других веществ, имеющих привлекательный вкус, до настоящего времени, был тот факт, что они могут быть неправильно идентифицированы как лакомства, что приведет к интоксикации из-за передозировки.
Благодаря изготовлению таких фармацевтических объектов посредством 3D-принтера, способного осуществлять прецизионное дозирование, эта опасность оказывается практически исключена, также вследствие того факта, что форма таких таблеток может быть сделана такой, чтобы их можно было легко отличить, равно как можно изготавливать исключительно малые количества.
С другой стороны, такие вещества, как шоколад, могут облегчить прием лекарств для тех, кто обычно их не любит.
Изготовление такой таблетки будет использовано в качестве примера выполнения функций системы 3D-печати.
На первом этапе в систему вводят данные, специфицирующие требуемый продукт, например шоколадную таблетку, содержащую 250 мг парацетамола для использования в педиатрии.
Система выбирает картриджи, содержащие необходимые ингредиенты (вещества), и после последовательного удаления их защитных колпачков заполняет печатающую головку, расположенную в позиции заполнения. После этого сопла картриджей прочищают посредством очищающего устройства и возвращают их колпачки на место.
Печатающую головку нагревают до температуры от 30 до 35 градусов Цельсия, чтобы содействовать расплавлению наполнителей, тогда как смесительный механизм начинает работать для обеспечения слияния фармацевтического вещества и наполнителей.
Печатающую головку помещают над основанием для печати и начинают процедуру печати в соответствии с командой специального программного обеспечения.
Основание для печати в свою очередь охлаждает печатаемые на нем объекты, чтобы способствовать их быстрому затвердеванию при температуре 20 градусов Цельсия. В то же время воздушный поток в системе и устройства терморегулирования способствуют охлаждение формируемых таблеток.
Процедура завершается тем, что основание для печати передает изготовленные изделия на упаковку, а печатающую головку и основание тщательно очищают и стерилизуют, чтобы подготовить к следующему заданию системы.
Для получения требуемого вкуса и текстуры таблеток могут быть использованы и другие наполнители, например: масло какао, какао-порошок, сахар, молоко, белый шоколад, карамель, клубничный ароматизатор, черный шоколад и другие ароматизаторы.
Эти и другие задачи, признаки и преимущества настоящего изобретения станут очевидны из последующего подробного описания.
Настоящее изобретение станет очевидным для специалистов в рассматриваемой области со ссылками на прилагаемые чертежи, на которых это изобретение проиллюстрировано на примере неисчерпывающим способом.
На фиг. 1 показан схематичный вид в перспективе иллюстративного базового варианта системы 3D-печати для изготовления таблеток, гранул и капсул;
на фиг. 2 – схематичный вид в перспективе иллюстративного базового варианта системы для изготовления таблеток, гранул и капсул посредством 3D-печати с открытой дверцей;
на фиг. 3 – схематичный вид в перспективе примера варианта производственной системы, соединенной с компьютером, и также показаны две печатающие головки в системе;
на фиг. 4 – схематичный вид в перспективе другого примера варианта системы для изготовления таблеток, гранул и капсул посредством 3D-печати;
на фиг. 5 – вид сзади в перспективе системы для изготовления таблеток, гранул и капсул посредством 3D-печати, где также показано, как поступает напряжение питания;
на фиг. 6 – вид в разрезе варианта системы для изготовления таблеток, гранул и капсул посредством 3D-печати, а также показаны индивидуальные компоненты системы;
на фиг. 7 – вид в перспективе еще одного другого варианта системы для изготовления таблеток, гранул и капсул посредством 3D-печати с открытой дверцей;
на фиг. 8 – вид в перспективе в разрезе указанного выше примера варианта системы;
на фиг. 9 – вид спереди в разрезе системы, где показаны индивидуальные компоненты этой системы;
на фиг. 10 –вида сзади в разрезе системы, представленной на фиг. 7;
на фиг. 11 – вид сзади в разрезе указанной выше системы под другим углом, чтобы сделать видимыми другие подробности;
на фиг. 12 – еще один другой пример вида сзади системы, представленной на фиг. 7;
на фиг. 13 – пример варианта машины для 3D-печати, оснащенной двумя печатающими головками и подвижным механическим основанием;
на фиг. 14 – альтернативный вариант машины для 3D-печати в составе иллюстрируемой системы, способной непрерывно подавать смесь для печати;
на фиг. 15 – другой альтернативный вариант машины для 3D-печати с рычагом, подвижным в одном или более направлениях, с печатающей головкой и основанием, подвижными в одном или нескольких направлениях;
на фиг. 16 – альтернативный вариант машины для 3D-печати в составе иллюстрируемой системы;
на фиг. 17 – роботизированная рука-манипулятор, которая может быть использована для 3D-печати таблеток, гранул и капсул в системе согласно настоящему изобретению;
на фиг. 18 – альтернативная стойка, которая может быть использована в предлагаемой системе в качестве машины для 3D-печати;
на фиг. 19 – частичный продольный разрез картриджа, используемого настоящим изобретением для 3D-печати гранул, таблеток и капсул;
на фиг. 20 – продольный разрез картриджа, содержащего смесь, подходящую для каждого случая;
на фиг. 21 – альтернативный вариант картриджа с кончиком другого типа;
на фиг. 22 – держатель продолговатого картриджа, который может быть использован в предлагаемой системе, вместе с пуансоном для выталкивания смеси;
на фиг. 23 – вариант держателя картриджа, который может поворачиваться;
на фиг. 24 – вид в разрезе альтернативного варианта системы для изготовления таблеток, гранул и капсул посредством 3D-печати, на котором можно видеть расположение картриджей и печатающих головок;
на фиг. 25 – термопечатающая головка с опорным основанием и держателем аксессуаров;
на фиг. 26 – задняя поверхность термопечатающей головки с соответствующим охлаждающим вентилятором;
на фиг. 27 – термопечатающая головка с устройством подачи вещества и фотополимеризационным источником света на держателе головки;
на фиг. 28 (a) и (b) – термопечатающая головка и ее соответствующий разрез, где видны углубления, вносящие вклад в потери тепла;
на фиг. 29 (a) и (b) – терморегулируемое основание для печати, имеющее форматируемые области для печати или поверхность простого типа для печати изделий;
на фиг. 30 – вид основания в разрезе с воздуховодами для циркуляции воздуха;
на фиг. 31 – сжимаемый шнек, который может быть использован в производственной системе согласно настоящему изобретению;
на фиг. 32 – вид в перспективе шнека с входными отверстиями для активного вещества и выходными отверстиями для воздуха, соответственно;
на фиг. 33 – вид в разрезе основания сжимаемого шнека, показанного на фиг. 32;
на фиг. 34 – сжимаемый шнек в момент полного сжатия;
на фиг. 35 – вид в поперечном разрезе печатающей головки с несколькими выходами и шнеком, которая может быть использована в системе для производства таблеток, гранул и капсул посредством 3D-печати согласно настоящему изобретению;
на фиг. 36 – основание для печати с форматированными областями для печати;
на фиг. 37 – пример базовой системы;
на фиг. 38 – еще один пример базовой системы;
на фиг. 39 – основание для печати с извлекающими штырьками (a) в пассивном положении и (b) в извлекающем положении;
на фиг. 40 – вариант сжимаемого картриджа, в первом положении (a), во втором положении (b) и в третьем положении (c);
на фиг. 41 – держатели картриджей, установленные в магазинном узле.
Далее со ссылкой на чертежи будут описаны примеры вариантов системы для изготовления таблеток, гранул и капсул посредством 3D-печати с целью сделать понятной ее работу.
Базовая структура системы показана на фиг. 1 и содержит дисплей 1 с клавишами или сенсорными кнопками, посредством которых пользователь может ввести необходимые данные и контролировать представляемую на дисплее индикацию в процессе работы системы. Структура содержит также машину 2 для 3D-печати, имеющую механическую систему 3, содержащую механическую руку, подвижную в одном или нескольких направлениях, базовую систему 4, которая может быть фиксированной или может перемещаться в одном или нескольких направлениях, и печатающую головку 5, которая выпускает смесь, в зависимости от команд, поступающих от программного обеспечения, для 3D-печати таблеток, гранул и капсул на основании 6 для печати. Машина 2 для 3D-печати расположена в камере 7, которая закрывается дверцей 8, как показано на фиг. 2, для создания управляемой среды во время печати.
Система для изготовления таблеток, гранул и капсул посредством 3D-печати согласно настоящему изобретению также содержит шнур 9 питания, как показано на фиг. 3, и может быть соединена с компьютером 10. Это соединение может быть проводным или беспроводным. Однако сама система также может иметь встроенный компьютерный блок на основании 11, так что в этом случае для работы системы соединение с внешним компьютером 10 не требуется.
В альтернативном варианте настоящего изобретения система для изготовления таблеток, гранул и капсул посредством 3D-печати может быть реализована в показанной на фиг. 4 форме, аналогично содержащей дисплей 1, шнур 9 питания, показанный на фиг. 5, и камеру 7 для печати, в которой находится машина 2 для 3D-печати.
Однако система дополнительно содержит один или несколько вентиляционных воздуховодов 12, участвующих в обеспечении правильной циркуляции воздуха внутри камеры 7 для печати. Система также оснащена воздушным фильтром 13, показанным на фиг. 6, для очистки циркулирующего воздуха. Фильтр может быть съемным, чтобы его можно было промывать или заменять при необходимости. Компьютерный блок 14 и блок 15 питания для всей системы могут сделать эту систему полностью автономной.
В еще одном альтернативном варианте настоящего изобретения система для изготовления таблеток, гранул и капсул посредством 3D-печати может содержать дополнительные функциональные элементы, позволяющие использовать ее в более сложных приложениях.
Система, показанная на фиг. 7, имеет дисплей 1 и дверцу 8, а также блок 15 питания со стабилизатором напряжения, показанным на фиг. 10, равно как источник 16 бесперебойного питания, показанный на фиг. 9, для обеспечения бесперебойной работы системы.
Для управления и поддержания подходящего состояния атмосферы в камере 7 для печати, равно как в системе в целом, предусмотрена система 17 кондиционирования и осушки воздуха, а вентиляционные воздуховоды 12 позволяют окружающему воздуху проходить внутрь, когда это требуется. Система 17 кондиционирования и осушки воздуха соединена посредством одного или нескольких воздуховодов 18 для подачи и возврата воздуха с камерой 7 для печати и с внутренним пространством системы печати в целом, чтобы, когда эта система кондиционирования включена, помогать создавать и поддерживать подходящие условия внутри системы печати.
Система содержит также показанный на фиг. 8 фильтр 19 с активированным углем для поглощения диоксида углерода и других вредных веществ из циркулирующего воздуха, тогда как вакуумный насос 20 и резервуар 21 с отрицательным давлением участвуют в создании вакуума или подходящего давления в зависимости от требований.
Система может иметь очищающий узел 67, содержащий промывочную ванну 22, внутрь которой помещают печатающую головку 5 для промывки и очистки через отверстие 23 промывочной ванны, показанное на фиг. 12. В этом случае система содержит резервуар 24 с очищающей жидкостью для печатающей головки 5 и фильтрующую систему 25 для этой очищающей жидкости для головки, обеспечивающую удаление любых загрязнений из этой жидкости после очистки печатающей головки 5.
Очищающая жидкость может быть выбрана из следующих примеров.
- Органические кислоты, поверхностно-активные соединения, ингибиторы коррозии, которые могут быть использованы при работе с благородными металлами, нержавеющей сталью, цветными металлами, металлами с покрытием хромом, стеклом, пластмассами, полудрагоценными камнями, кварцем, керамикой для удаления притирочных паст, оксидных пленок и цветов побежалости, например гидроуксусная кислота.
- Кислоты, солюбилизаторы, увлажняющие агенты для удаления оксидных пленок с цветных металлов без корродирования поверхностей металлов и/или удаления известковых налетов, например фосфорная кислота.
- Щелочи, комплексообразователи, хелатообразователи, солюбилизаторы, поверхностно-активные соединения, поверхностно-активные средства для удаления синтетических полимерных смол, смесей аморфных полимерных смол, полировальных и абразивных материалов, например остатков моющих средств на основе KOH или на основе NaOH, в частности, с бактерицидной и антивирусной активностью.
- Очищающие средства с нейтральным показателем pH (pH 6–9) для очистки алюминия и других мягких металлов, например стерильные или нейтральные моющие средства с NpH.
Очищающая жидкость, предпочтительно, является фосфатной и не содержащей хлора.
После 3D-печати печатающая головка, предпочтительно, проходит через поток предварительно отфильтрованного осушающего воздуха, нагретого незадолго до входа в очищающий узел. Этот воздух может быть снова подвергнут фильтрации через подходящий фильтр, например, в Европе требуют фильтрацию посредством фильтра HEPA H13. Моющее средство может быть использовано в сочетании с воздействием ультразвука, или с применением технологии распыления раствора, или в качестве пенообразующего моющего средства.
Система печати будет иметь соответствующий компьютерный блок 14, показанный на фиг. 11, для обработки и выполнения команд, как сообщалось ранее.
Каждая система имеет, как отмечено выше, машину 2 для 3D-печати (как показано на фиг. 13), содержащую механическую систему 3, оканчивающуюся одной или несколькими печатающими головками 5 для печати на базовой системе 4. Базовая система 4 может быть неподвижной или подвижной в одном или нескольких направлениях в зависимости от осевых степеней 26 свободы. Аналогично, в альтернативных вариантах настоящего изобретения механическая система может перемещаться в одном направлении, например вверх-вниз, как показано на фиг. 15, в двух направления, например вверх-вниз и вправо-влево, как показано на фиг. 16, или даже иметь другую форму, обладающую большим числом степеней свободы, как показано на фиг. 17.
Например, машина 2 для 3D-печати, показанная на фиг. 18, имеет базовую систему 4 с основанием 6, перемещающимся по двум измерениям, и механическую систему 3, аналогично перемещающуюся по двум измерениям. Для 3D-печати таблеток, гранул и капсул требуются одна или несколько смесей активных веществ и веществ с пластичными (связующими) свойствами в зависимости от того, какой конечный продукт необходимо сделать.
Смесь 27 (фиг. 19), которая может представлять собой исключительно активное вещество без пластичных или связующих компонентов, либо их сочетаний, может находиться в жидкой форме внутри картриджа 28, откуда она поступает в печатающую головку 5, либо она может непрерывно поступать в печатающую головку через показанный на фиг. 14 резервуар 29, соединенный питающей трубкой 30, например, раздаточной трубкой, с печатающей головкой 5.
Число резервуаров 29, соединенных с печатающей головкой 5, может быть больше одного. Кроме того и альтернативно, картридж 28 может быть постоянно соединен с головкой 5 и заменяться отдельно от других компонентов и узлов, после того как он опустеет. В другом альтернативном варианте смесь 27 может иметь форму нити.
Поскольку вязкость используемых смесей варьируется в зависимости от изготавливаемой продукции, картридж 28 имеет различное поперечное сечение на выходном конце. Он может иметь на выходном конце 31 большую площадь поперечного сечения, как показано на фиг. 20, или небольшую площадь поперечного сечения, как показано на фиг. 21. Для того чтобы закрывать картридж 28 снизу, можно использовать колпачок 32, применение какой-либо подходящей заглушки также не исключается. В верхней части картриджа 28 имеется способная сдвигаться вниз крышка, которая под давлением пуансона 34, как показано на фиг. 22, выдавливает смесь 27 в печатающую головку 5. Крышка 33 может быть оснащена подходящим устройством, таким как метка радиочастотной идентификации, чтобы пуансон 34 мог определить точное положение крышки, равно как прочитать релевантную информацию о картридже 28.
Каждый картридж может иметь в своем выходном сопле клапан для предотвращения потерь вещества, его засыхания и т.п. Клапан представляет собой устройство, регулирующее, направляющее или управляющее потоком текучего вещества (газов, жидкостей, ожиженных твердых веществ или суспензий) посредствам открывания, закрывания или частичного преграждения различных проходных каналов. С технической точки зрения клапаны являются фитингами, но обычно обсуждаются как отдельная категория. Через открытый клапан текучее вещество течет в направлении от более высокого давления к более низкому давлению.
Простейший и самый древний клапан представляет собой просто свободно висящую заслонку, которая падает, чтобы преградить поток текучего вещества (газа или жидкости) в одном направлении, но отталкивается в открытое положение потоком, текущим в противоположном направлении. Такой клапан называется обратным клапаном, потому что он предотвращает или «запирает» поток в одном направлении. Современные обратные клапаны могут регулировать давление или расход потока по потоку после клапана и работать в сложных автоматизированных системах. Эти клапаны могут быть подпружиненными, эластичными – изготовленными из силиконового вещества или другого вещества с аналогичными характеристиками эластичности, иметь отверстие или вырез (прямолинейной формы, криволинейной формы и т.п.), чтобы позволить веществу выходить из картриджа, когда шток давит на заглушку. В этом случае защитный колпачок на сопле картриджа может быть оснащен небольшой иглой. В качестве альтернативы, в случае вырезов на клапане может быть использовано по меньшей мере одно лезвие, подобранное по форме выреза, например криволинейной формы.
Клапаны могут быть различных типов, например: устройство типа дозатора для управления потоком, если вещество, загруженное внутрь картриджа, является сухим (твердым), таким как порошки, гранулы, конгломераты и т.п., либо двухпозиционный клапан (клапанные затворы, шаровые клапаны, игольчатые клапаны и т.п.) для использования с жидкостями. Клапаны могут быть запрессованы в сопла картриджей или приклеены. В случае твердых веществ механизм клапана может образовать нижнюю часть самого картриджа.
Каждая система может быть оснащена более чем одним картриджем 28 с одинаковой или разными смесями 27 и с одинаковой или разной конфигурацией конца 31.
Картриджи 28 установлены в держателях 35, которые могут быть продолговатыми или даже вращающимися, как показано на фиг. 23. Держатели 35 механически приводятся в движение посредством сервомотора или другого подходящего устройства, чтобы привести нужный картридж 28 в загрузочное положение, так что пуансон 34 выталкивает подходящее количество смеси 27 в печатающую головку с целью начать процесс. Держатели 35 могут быть расположены в машине 2 для 3D-печати, как показано на фиг. 24, и проходить над базовой системой 4 для начала процесса, либо они могут быть закреплены в точке, откуда рука 36, показанная на фиг. 17, принимает эти картриджи 28 в нужный момент времени. Размер держателей 35 и число картриджей 28, которые могут быть на них установлены, ограничены только наличием места в системе.
Картриджи могут иметь различные размеры или форму в зависимости от способа изготовления. Они могут быть большего размера для массового производства, например, в заводских условиях, среднего размера для аптек или госпиталей, либо меньшего размера для настольного или мобильного использования.
Картриджи, предпочтительно, изготавливают с использованием материалов, которые не взаимодействуют или не загрязняют каким-либо способом загружаемое в такой картридж вещество (пример: оксидирование металла в контакте с водными или спиртовыми растворителями).
К таким материалам относится широкий спектр металлов, таких как нержавеющая сталь, алюминиевые сплавы, а также в любом случае могут быть использованы технологии создания мембраноподобных покрытий для изоляции заключенного в картридже вещества от любого металла, который мог бы потенциально повредить это вещество, так что теоретически можно использовать для картриджа любой металл. Среди примеров таких технологий можно отметить следующие: гальваническое нанесение покрытия, окрашивание распылением или окунанием, керамическое покрытие или даже внутренняя экструзия подходящей полимерной мембраны.
К таким материалам относится широкий спектр пластмасс, однако в этом случае следует проявлять осторожность, чтобы избежать загрязнений, которые могут быть следствием реакции (например, спиртового растворителя с некоторыми типами пластмасс на основе полиэтилена), или выделения летучих газов, и/или маслянистых веществ, содержащихся в самой пластмассе (например, в некоторых материалах на основе полиэтилена, полиуретана и полиэфирных смол).
В любом случае для использования можно выбирать огромное множество самых разнообразных пластмасс, таких как эпоксидные материалы, некоторые виды нейлона, материалы на основе полиэтилена и еще большее количество разнообразных композиционных материалов (например, нейлон со стеклянными микросферами, изготавливаемый посредством литья под давлением, или эпоксидная смола в сочетании с керамическими микросферами).
В случае пластмасс можно использовать упомянутые ранее технологии либо для дальнейшего усиления защиты находящихся в картридже веществ, либо для того, чтобы позволить использовать непригодные материалы путем формирования внутреннего слоя защитного материала, специально подобранного для конкретной работы (например, двойная экструзия полиэтилентерефталата (PET) или полиэтилентерефталат гликоля (PETG) и сополимера акрилонитрила, бутадиена и стирола (ABS). Такие технологии часто используются при изготовлении пластиковых одноразовых бутылок для обычной и газированной воды). Более твердые или неподверженные экструзии пластмассы можно временно сделать электропроводными и нанести на них гальваническое покрытие, либо на них можно просто напылить или нанести окунанием защитный слой с использованием подходящего вещества.
В любом случае можно использовать стекла и керамику.
Предпочтительно, чтобы в картриджах были использованы разнообразные способы идентификации (RFID или другие чипы, штрих-код или другие способы), создающие связь со считывающим устройством 66 (фиг. 41), расположенным на держателе или на резервуаре для хранения картриджей. Эта информация позволяет системе распознать находящиеся в картридже ингредиенты, так что можно правильно выбрать объем, или распознать срок хранения каждого продукта, остаточный объем в каждом картридже, частоту использования и прочие данные. Эта информация может быть использована в качестве статистики для оптимизации производства и, если потребуется, для автоматизации цепочки поставок путем своевременного заказа веществ для замены или пополнения картриджей.
Печатающая головка 5 представляет собой устройство, предназначенное для нанесения необходимого количества смеси 27 для изготовления соответствующей гранулы, таблетки или капсулы. Эта печатающая головка 5 имеет показанное на фиг. 26 сопло 37, из которого выходит смесь 27, и корпус 38 печатающей головки, выполненный, например, в форме цилиндра с оболочкой 39. Головка имеет также показанную на фиг. 28 (a) опору 40, за которую ее удерживают либо в держателе 41 головки, показанном на фиг. 24, либо в руке 36.
Печатающая головка может быть термопечатающей, как показано на фиг. 25, для улучшения управления температурой смеси 27. С этой целью головка имеет нагреваемый корпус 42 с углублениями 43, участвующими в рассеянии тепла, и может быть также снабжена охлаждающим вентилятором 44, показанным на фиг. 26, на задней стороне головки для дополнительного улучшения управления температурой.
В еще одном альтернативном варианте печатающая головка 5 может быть оснащена излучателем 45 энергии, в этом примере – показанной на фиг. 27 фотополимеризационной лампой, установленной на руке 46, для использования со смесями 27, для которых это необходимо.
В другом альтернативном варианте печатающая головка 5 может иметь сопло для распыления жидкого азота с целью прямого охлаждения напечатанного изделия.
В одном из альтернативных вариантов настоящего изобретения печатающая головка 5 может быть оснащена инструментом 47 для перемешивания и/или выгрузки, в рассматриваемом примере это показанный на фиг. 22 шнек, вращаемый непрерывно или время от времени посредством сервомотора и встряхивающий смесь внутри печатающей головки 5. При таком подходе смесь 27 будет сохранять необходимую вязкость в зависимости от конкретного приложения, для которого она используется.
В еще одном альтернативном варианте настоящего изобретения шнек 47 может иметь показанную на фиг. 31 сжимаемую головку 48, которая в дополнение к перемешиванию смеси 27 сжимает ее подходящим образом путем удаления воздуха. Для этого в верхней части показанной на фиг. 32 головки 48 имеются отверстие 51, через которое вводят растворитель, активное лекарственное вещество или смесь в целом, и отверстие 50, из которого воздух выходит в результате сжатия. Отверстия могут быть закрыты показанными на фиг. 33 заглушками 52, когда использование этих отверстий не требуется. Сжимаемая головка 48 может быть изготовлена из нержавеющей стали, термопластичных материалов и композиционных материалов, таких как параарамидное синтетическое волокно или металлы с памятью формы, как показано на фиг. 34.
В дополнительном альтернативном варианте печатающая головка 5 может иметь шнек 48 со сжимаемой головкой 48 или без нее, она может иметь нагреваемый корпус 42 или не иметь его и может иметь более одного сопла 37, как показано на фиг. 35, так что 3D-печать может происходить с более высокой скоростью.
Такая 3D-печать таблеток, гранул и капсул осуществляется, как отмечено выше, на показанном на фиг. 29 (b) основании 6, установленном на базовой системе 4.
Основание 6 для печати может также быть терморегулируемым и может иметь форматированные области 49 для печати, как видно на фиг. 29 (a) и фиг. 36, для изготовления таблетки, гранулы или капсулы путем нанесения смеси 27.
После завершения 3D-печати изделия снимают с основания 6 и возвращают основание на базовую систему 4 для последующего выполнения процесса. Основание 6 может иметь показанные на фиг. 30 воздуховоды 50, позволяющие протекание естественного или принудительного воздушного потока по основанию 6 с целью уменьшения испарения влаги из изготовленных изделий.
На фиг. 37 показан пример нагреваемой базовой системы 4. Система 4 с основанием для печати содержит систему 68 терморегулирования с воздуховодами 53 и каналами 54 для направления терморегулирующего агента, а также с вентилятором 55.
Основание 6 для печати установлено на держателе 57, так что его можно ставить на этот держатель и снимать с него.
На фиг. 38 показан дополнительный пример базовой системы 4, в которой вентилятор 55 расположен сбоку относительно основания для печати 6.
На фиг. 39 показана базовая система 4, содержащая извлекающие штырьки 56. На фиг. 39 (a) извлекающие штырьки 56 находятся в пассивном положении, закрывая отверстия 58 в форматированных областях для печати 49. Извлекающие штырьки 56 расположены на пластине 59, которая может перемещаться вертикально. Когда пластина переместилась вверх, извлекающие штырьки 56 находятся в положении извлечения, как показано на фиг. 39 (b). Эти извлекающие штырьки 56 выходят вверх из отверстий 58 и могут вытолкнуть напечатанные изделия (не показаны явно) из форматированных областей для печати 49.
На фиг. 40 показан вариант сжимаемого картриджа 28 в первом положении (a), во втором положении (b) и в третьем положении (c).
Картридж 28 может иметь двойной корпус: внешний твердый корпус 60 цилиндрической формы и внутренний резервуар 61 изготовленный из сжимаемого материала. В верхней части корпуса имеется заглушка 62, на которую можно нажимать вниз, чтобы вытолкнуть печатное вещество (не показано в явном виде) из нижнего конца 31 картриджа 28.
Картридж 28 может быть использован в качестве печатающей головки, когда этот картридж установлен на механической системе и когда имеется печатающее сопло (не показано), установленное на нижнем конце 31.
На фиг. 41 показаны держатели 35 картриджей, установленные в магазинном узле 63. В каждый держатель 35 можно вставить картридж 28. Магазинный узел 63 содержит вращающиеся приводы 64 и ленту 65 для перемещения картриджей 28. Каждый держатель 35 содержит считывающее устройство 66 для считывания идентификационной информации картриджа 28.
Когда картридж 28 необходим для подачи вещества в печатающую головку (не показана на чертеже), верхний колпачок 69 снимается посредством механизма 70 удаления верхнего колпачка. Держатель 35, расположенный рядом с этим механизмом 70 для удаления верхнего колпачка, показан без картриджа для ясности. Кроме того, нижний колпачок 71 снимается посредством механизма 72 удаления нижнего колпачка. Затем картридж перемещается в позицию 73 выгрузки, где держатель 35 наклоняется вместе с картриджем 28. Картридж приводится в контакт с приводом 74 толкающего штока, который выдавливает заданное количество вещества из картриджа 28 в печатающую головку.
После выгрузки вещества картридж 28 может быть очищен в промывочной чаше 75, которая может быть для этого поднята приводом 76 промывочной чаши.
Следует отметить, что описание настоящего изобретения было сделано со ссылками на примеры вариантов осуществления изобретения, однако изобретение этими примерами не исчерпывается. Любые изменения или модификации формы, размеров, структуры, материалов и компонентов, используемых при изготовлении и сборке, если только они не составляют новый творческий этап и не вносят вклад в техническое развитие уже известного, считаются попадающими в пределы объема и целей настоящего изобретения.
Аспекты настоящего изобретения
I. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, содержащая дисплей (1), основание (11) со встроенным компьютерным блоком (14), шнур (9) питания и машину (2) для 3D-печати в камере (7) с дверцей (8), с системой (3) механической руки, подвижной в одном или нескольких направлениях, с базовой системой (4), подвижной в одном или нескольких направлениях и несущей основание (6), и с печатающей головкой (5) на системе (3) механической руки, с соплом (37) и с цилиндром (38) головки с оболочкой (39), отличающаяся тем, что печатающая головка (5) подает на основание (6) подготовленную смесь (27) для 3D-печати таблеток, гранул и капсул.
II. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет вентиляционные воздуховоды (12) и воздушные фильтры (13) для циркуляции и очистки воздуха внутри камеры (7).
III. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет блок (15) питания со стабилизатором напряжения и источник (16) бесперебойного питания.
IV. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что через воздуховоды (18) для подачи и возврата воздуха с камерой (7) для печати связана система (17) кондиционирования и сушки воздуха.
V. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет фильтр (19) с активированным углем для поглощения диоксида углерода.
VI. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет вакуумный насос (20) и резервуар (21) с отрицательным давлением для создания вакуума.
VII. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет промывочную ванну (22), промывочное отверстие (23), соединенное с резервуаром (24) с очищающей жидкостью и системой (25) фильтрации очищающей жидкости для очистки печатающей головки (5).
VIII. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что смесь (27) поступает в печатающую головку (5) через картридж (28).
IX. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что картриджи (28) установлены на держателе (35).
X. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что смесь (27) поступает в печатающую головку (5) через питающую трубку (30) из резервуара (29).
XI. Система для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что смесь (27) имеет форму нити.
XII. Картридж для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что в ней находится печатаемая смесь (27) и она имеет конец (31) с колпачком (32) и съемную крышку (33) на верхней стороне.
XIII. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет нагреваемый корпус (42) с углублениями (43) и охлаждающий вентилятор (44) для управления температурой смеси (27).
XIV. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет фотополимерную лампу (45) на руке (46).
XV. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет сопло для распыления жидкого азота.
XVI. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она несет шнек (47), приводимый в движение сервомотором для перемешивания смеси (27).
XVII. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспектам I и XV, отличающаяся тем, что шнек (47) имеет сжимаемую головку (48) для сжатия смеси (27) с отверстиями (49, 50) для ввода растворителя и выпуска воздуха, соответственно.
XVIII. Печатающая головка для использования в системе для изготовления таблеток, гранул и капсул посредством 3D-печати, согласно аспекту I, отличающаяся тем, что она имеет больше одного сопла (37).
XIX. Основание для печати, предназначенное для использования в системе для 3D-печати согласно аспекту I, отличающееся тем, что оно имеет форматированные области (49) для печати с целью формования таблетки, гранулы и капсулы.
XX. Основание для печати, предназначенное для использования в системе для 3D-печати согласно аспекту I, отличающееся тем, что оно имеет воздуховоды (50) для создания естественного или принудительного потока воздуха на основании (6).
Цифровые обозначения
дисплей 1
печатная машина 2
механическая система 3
базовая система 4
печатающая головка 5
основание для печати 6
камера 7,
дверца 8,
шнур питания 9
компьютер 10
основание 11
вентиляционные воздуховоды 12
воздушный фильтр 13
компьютерный блок 14
блок питания 15
стабилизатор напряжения 15
источник бесперебойного питания 16
система осушки воздуха 17
возвратные воздуховоды 18
угольный фильтр 19
вакуумный насос 20
резервуар с отрицательным давлением 21
промывочная ванна 22
отверстие промывочной ванны 23
резервуар 24
фильтрующая система 25
осевые степени свободы 26
смесь 27
картридж 28
резервуар 29
питающая трубка 30
конец 31
колпачок 32
крышка 33
пуансон 34
держатели 35
рука 36
сопло 37
цилиндр головки 38
оболочка 39
опора 40,
держатель головки 41
нагреваемый корпус 42
углубления 43
охлаждающий вентилятор 44
фотополимеризационная лампа 45
рука 46
инструмент для перемешивания и/или выгрузки (47)
сжимаемая головка 48,
форматированные области для печати 49
отверстие 49
отверстие 50
отверстие 51
заглушки 52
воздуховоды 53
каналы 54
вентилятор 55
извлекающие штырьки 56
держатель основания 57
отверстия 58
пластина 59
твердый корпус 60
внутренний резервуар 61
заглушка 62
магазинный узел 63
вращающиеся приводы 64
лента 65
считывающее устройство 66
очищающий узел 67
система терморегулирования (68)
верхний колпачок 69
механизм удаления верхнего колпачка 70
нижний колпачок 71
механизм удаления нижнего колпачка 72
позиция выгрузки 73
привод толкающего штока 74
промывочная чаша 75
привод промывочной чаши 76
| название | год | авторы | номер документа |
|---|---|---|---|
| Готовая лекарственная форма с возможностью индивидуального дозирования лекарственного средства, способ ее производства и применения | 2016 |
|
RU2674692C2 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| ПЕРСОНАЛИЗИРУЕМЫЕ ЛЕКАРСТВЕННЫЕ ФОРМЫ С НЕСКОЛЬКИМИ ПОЛОСТЯМИ | 2021 |
|
RU2837664C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| ИНТЕГРАЛЬНЫЙ КАРТРИДЖ ДЛЯ ЭКСТРАГИРОВАНИЯ НАПИТКА ИЗ СЫПУЧЕГО ВЕЩЕСТВА | 2005 |
|
RU2376922C2 |
| Способ и устройство очистки печатающей головки 3D принтера и очиститель устройства очистки печатающей головки 3D | 2017 |
|
RU2678006C2 |
| СИСТЕМА И СПОСОБ АДДИТИВНОГО ПРОИЗВОДСТВА ТРЕХМЕРНЫХ СТРУКТУР | 2014 |
|
RU2643138C2 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| ВОДНЫЕ ЧЕРНИЛА ДЛЯ ПЕЧАТИ НА КОНДИТЕРСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2343174C2 |
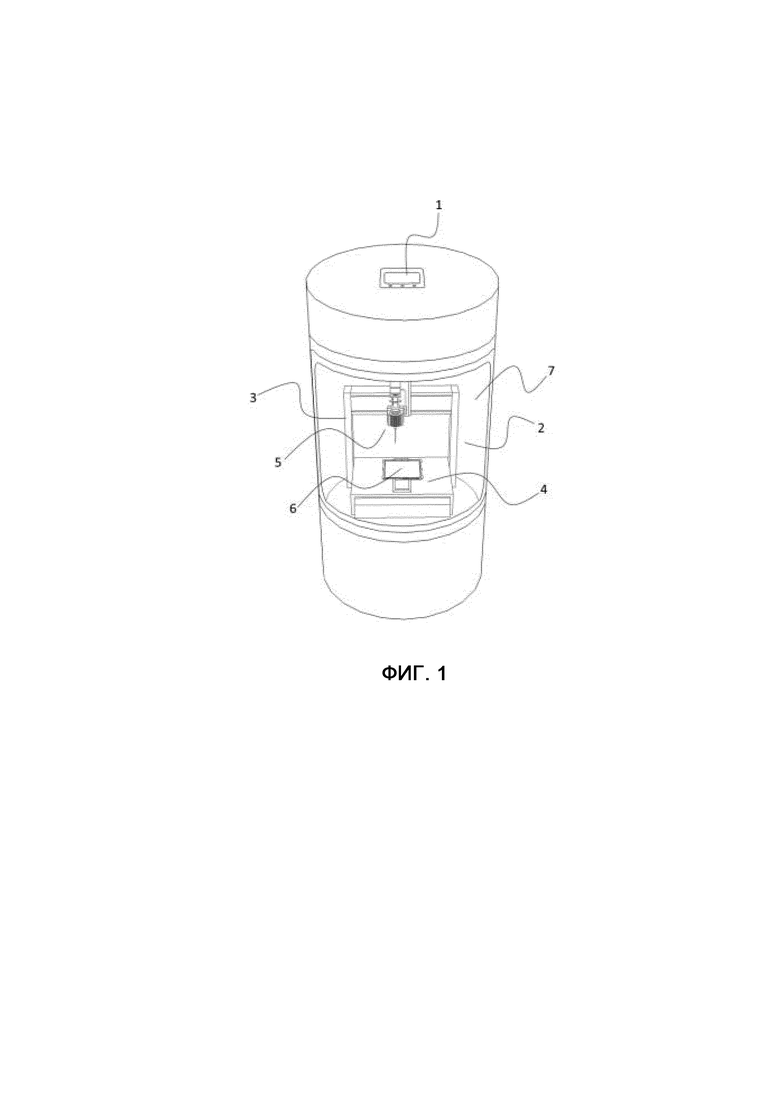

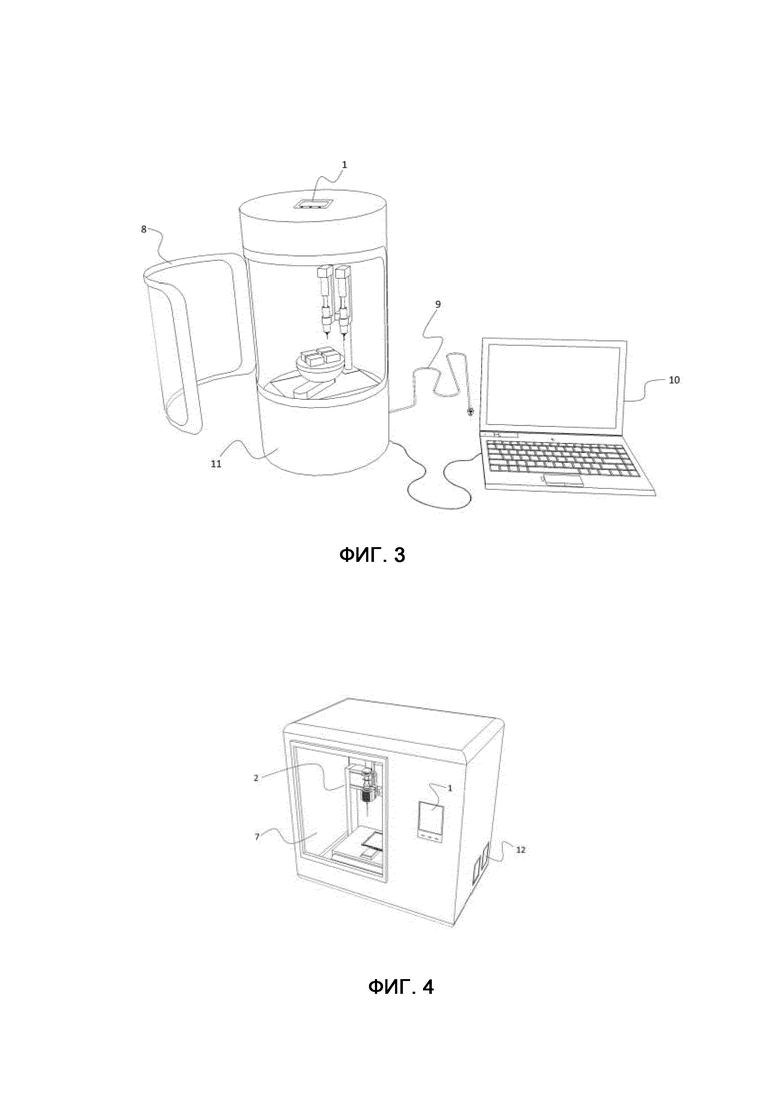
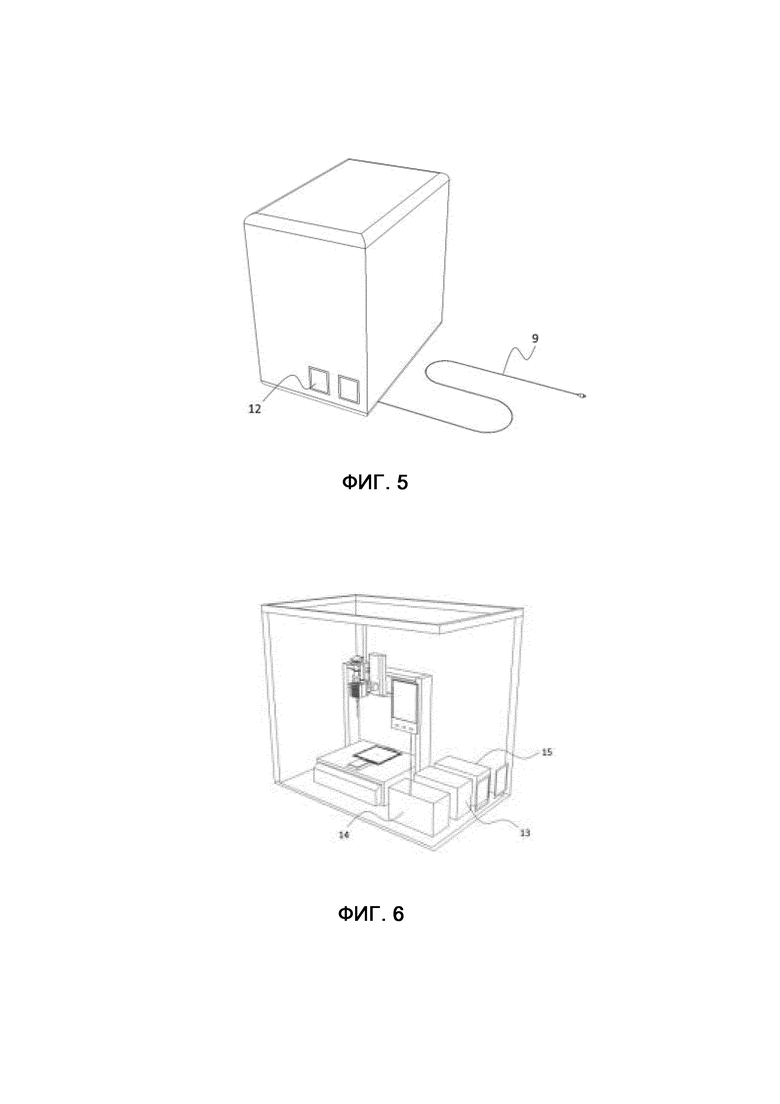
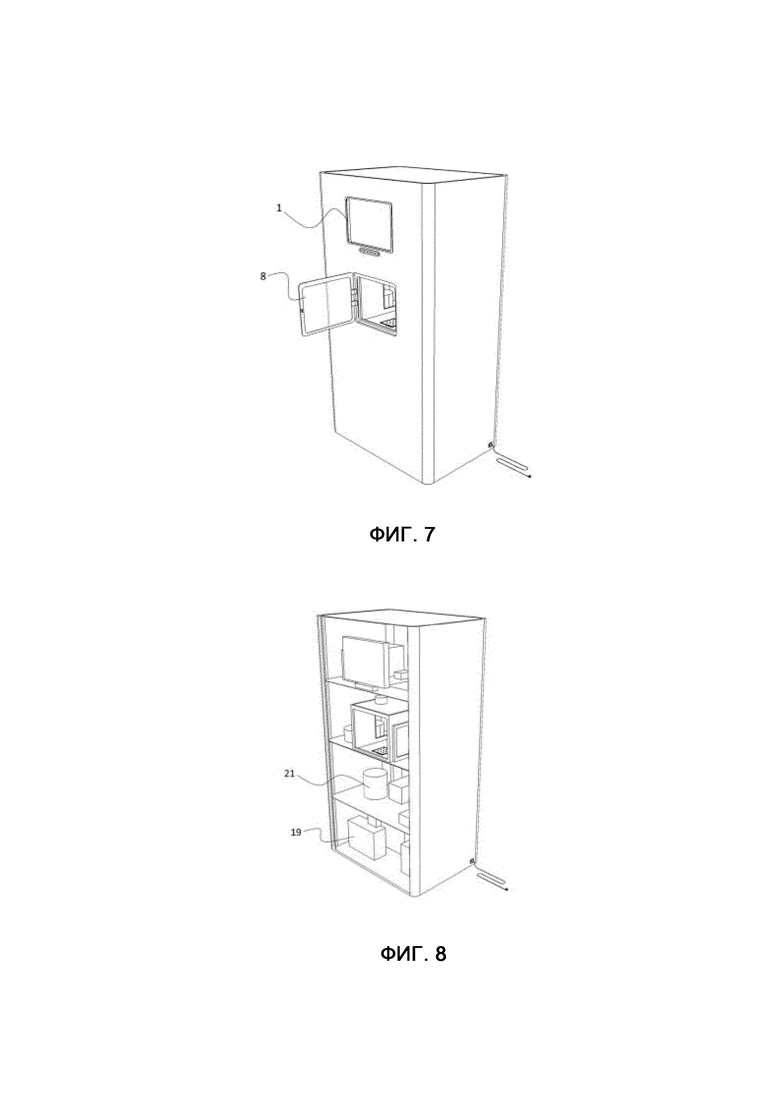



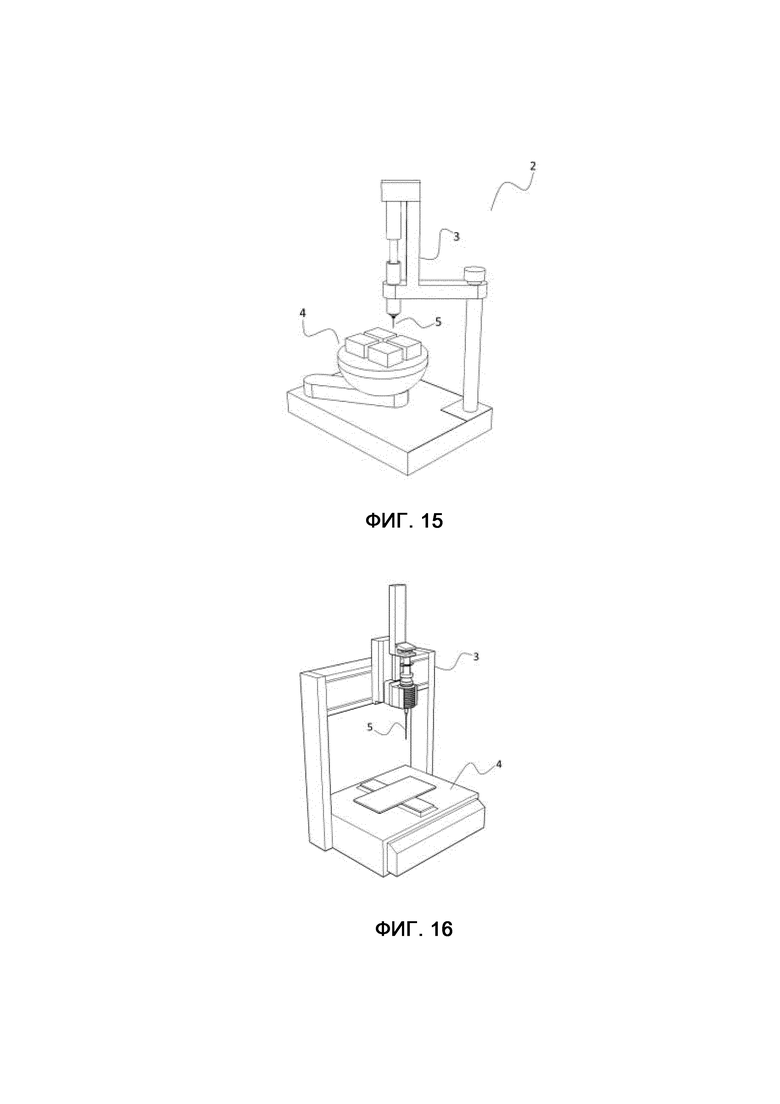


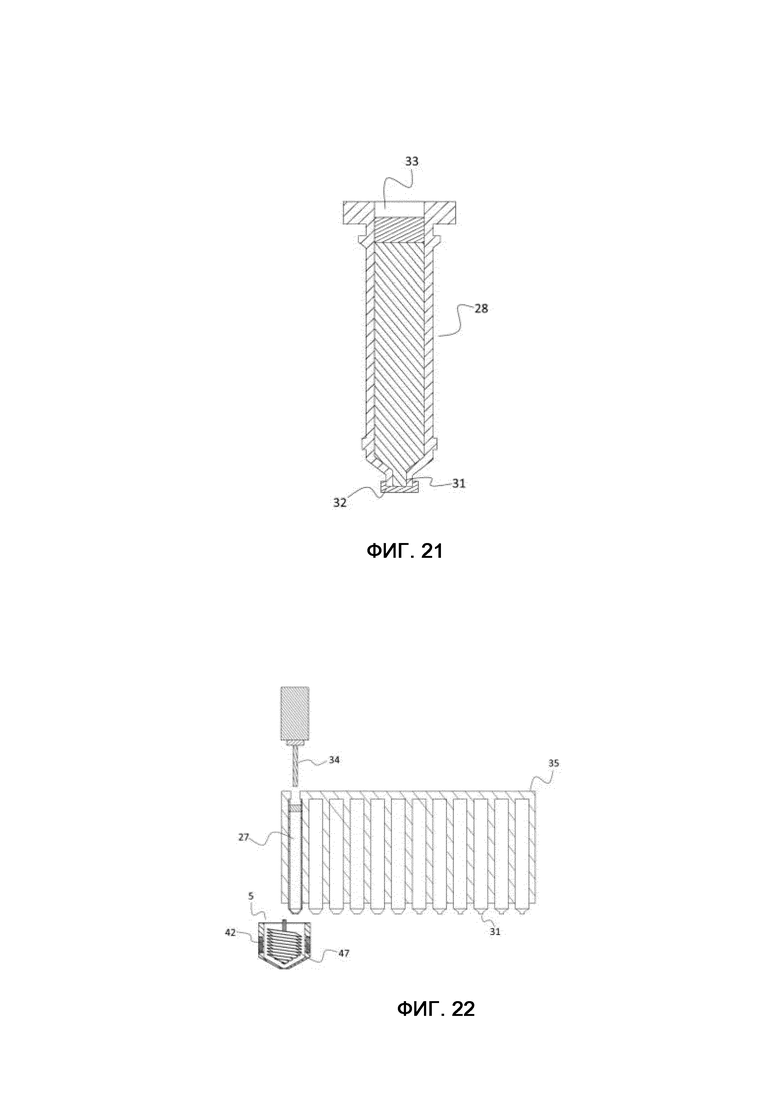
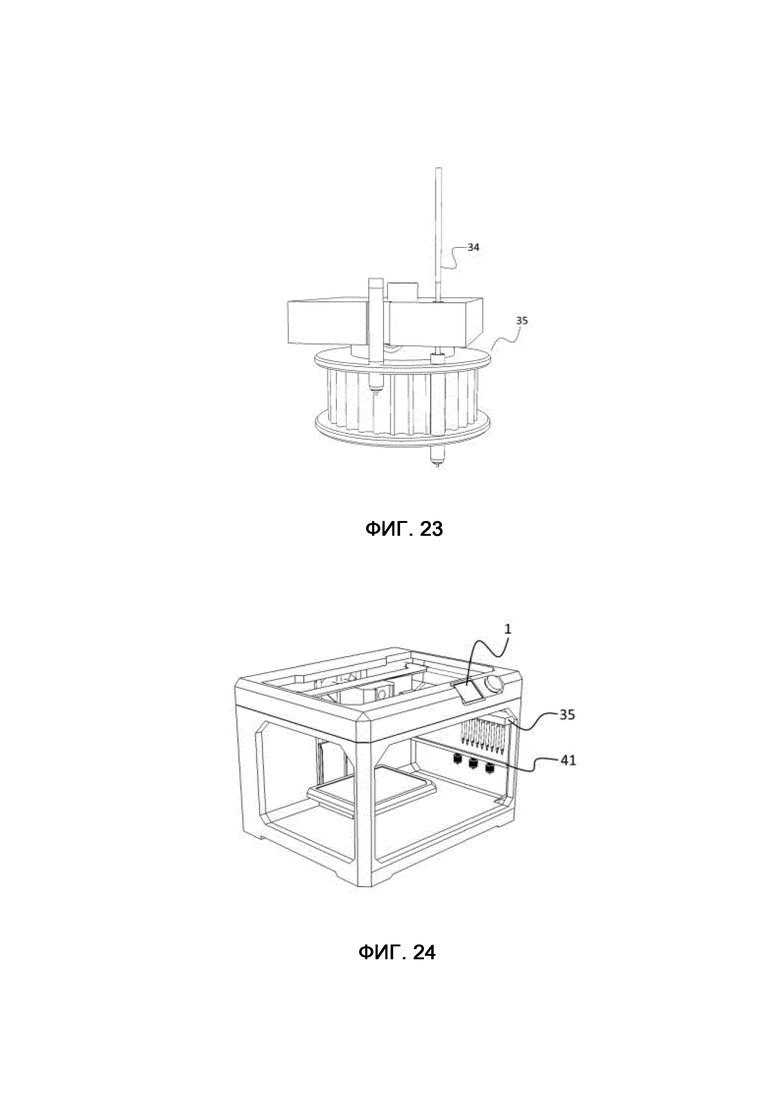
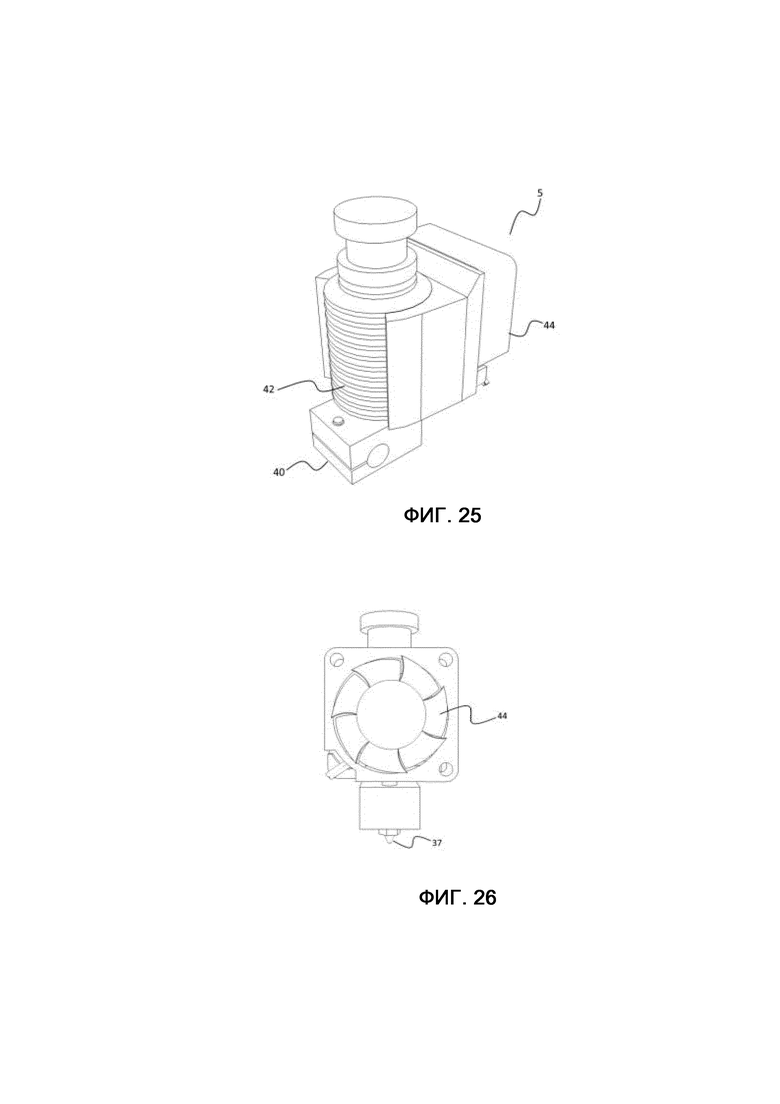

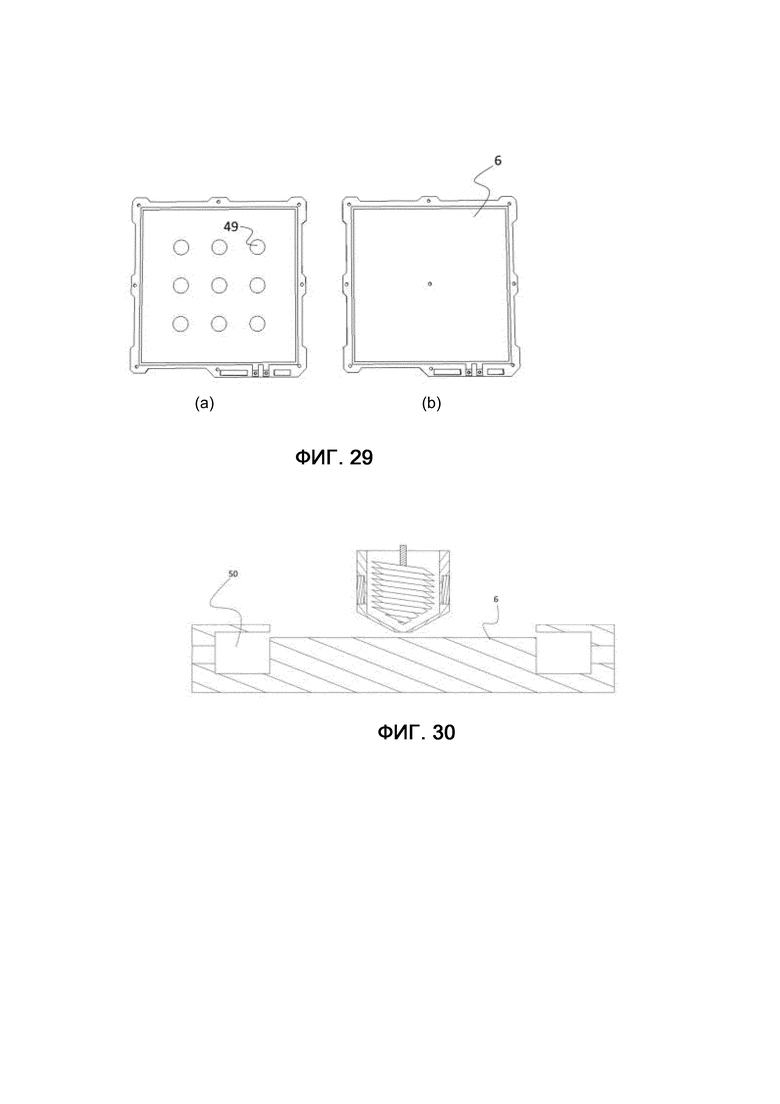


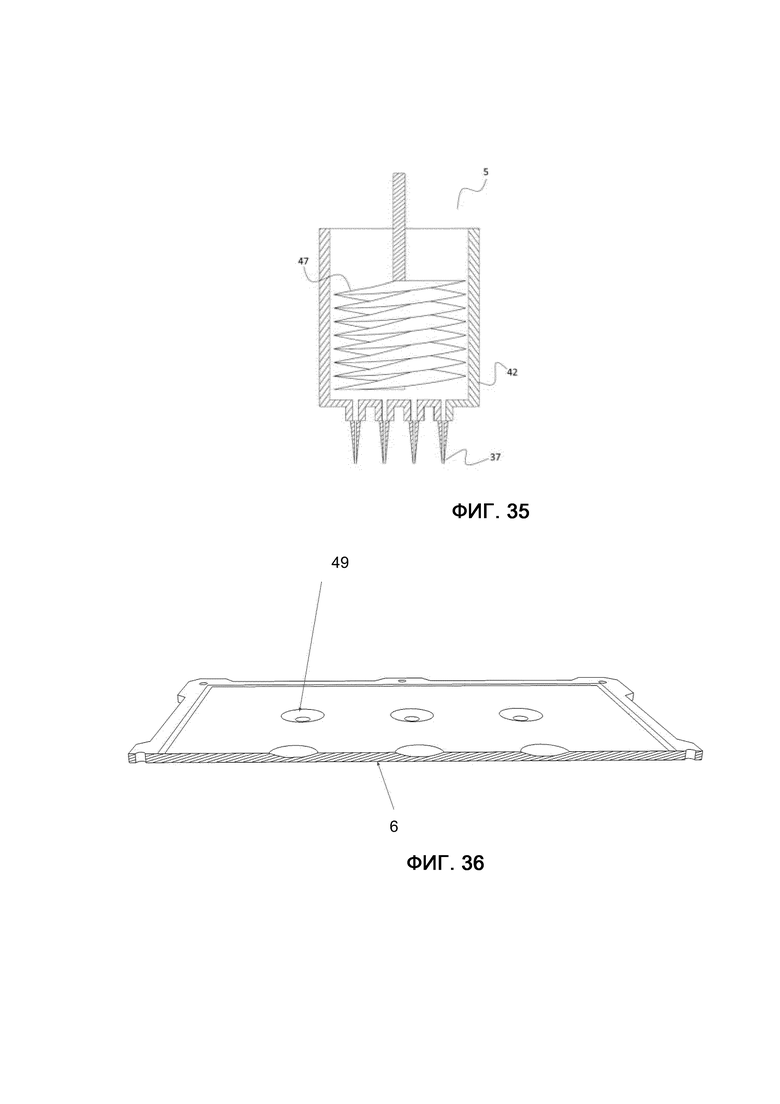

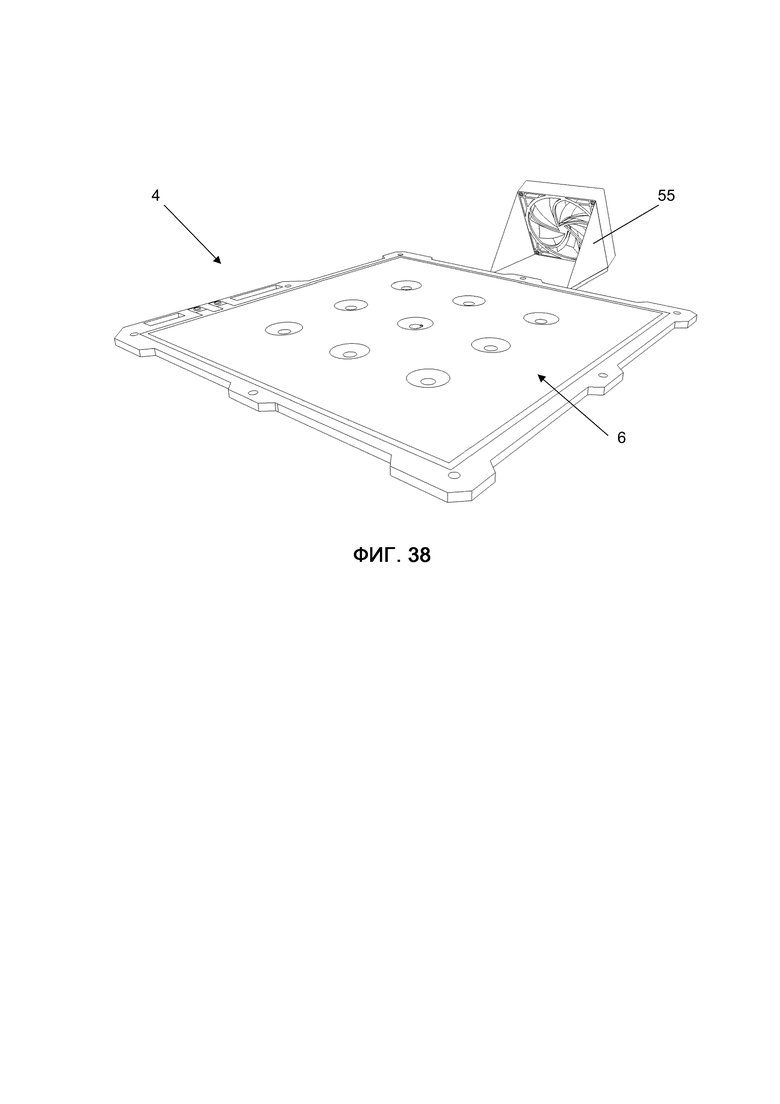


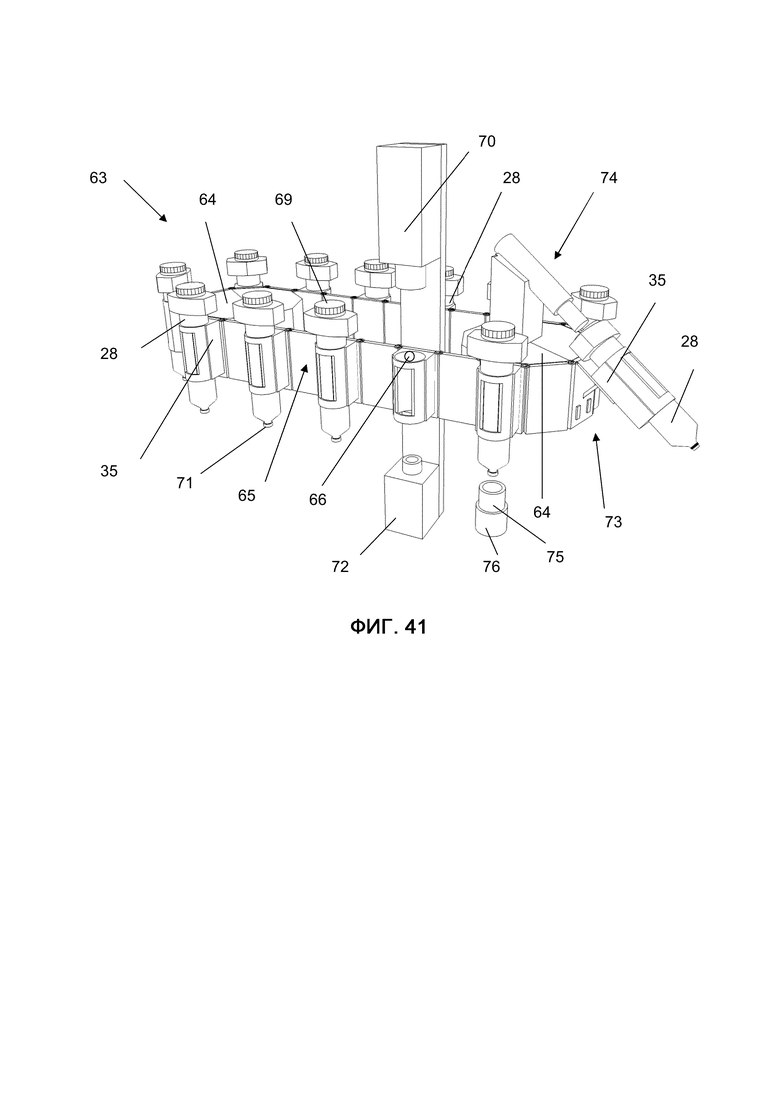
Группа изобретений относится к изготовлению фармацевтических изделий посредством 3D-печати. Раскрыта система для изготовления фармацевтических изделий, выбранных из таблеток, гранул или капсул, посредством 3D-печати, содержащая машину (2) для 3D-печати с механической системой (3), подвижной в одном или более направлениях, по меньшей мере одной печатающей головкой (5) с по меньшей мере одним соплом (37), перемещаемой посредством механической системы (3), и базовой системой (4), на которой расположено основание (6) для печати, предназначенное для приема подготовленной смеси (27), наносимой печатающей головкой (5), при этом система содержит по меньшей мере один держатель (35) для удержания картриджа (28), причем печатающая головка (5) является терморегулируемой, при этом печатающая головка (5) содержит корпус (42) с углублениями, ребрами или каналами для направления терморегулирующего агента, причем печатающая головка (5) содержит инструмент (47) для перемешивания, в частности шнек, расположенный в корпусе (38, 42) печатающей головки, при этом инструмент (47) для перемешивания является по меньшей мере частично сжимаемым, в частности, инструмент (47) для перемешивания содержит сжимаемую головку (48). Также раскрыт способ изготовления фармацевтических изделий с помощью указанной выше системы. Группа изобретений обеспечивает изготовление фармацевтических изделий, таких как таблетки, гранулы и капсулы в виде индивидуальных изделий. 2 н. и 26 з.п. ф-лы, 41 ил.
1. Система для изготовления фармацевтических изделий, выбранных из таблеток, гранул или капсул, посредством 3D-печати, содержащая машину (2) для 3D-печати с механической системой (3), подвижной в одном или более направлениях, по меньшей мере одной печатающей головкой (5) с по меньшей мере одним соплом (37), перемещаемой посредством механической системы (3), и базовой системой (4), на которой расположено основание (6) для печати, предназначенное для приема подготовленной смеси (27), наносимой печатающей головкой (5), при этом система содержит по меньшей мере один держатель (35) для удержания картриджа (28), причем печатающая головка (5) является терморегулируемой, при этом печатающая головка (5) содержит корпус (42) с углублениями, ребрами или каналами для направления терморегулирующего агента, причем печатающая головка (5) содержит инструмент (47) для перемешивания, в частности шнек, расположенный в корпусе (38, 42) печатающей головки, при этом инструмент (47) для перемешивания является по меньшей мере частично сжимаемым, в частности, инструмент (47) для перемешивания содержит сжимаемую головку (48).
2. Система по п. 1, которая содержит питающую трубку (30) для установления соединения по текучей среде между установленным в держателе (35) картриджем и печатающей головкой (5).
3. Система по п. 1 или 2, которая содержит магазинный узел (63) с по меньшей мере одним держателем (35), предпочтительно с множеством держателей (35), в частности, магазинный узел (63) является подвижным, так что держатель (35) имеет возможность перемещаться.
4. Система по п. 3, в которой магазинный узел (63) содержит привод (64), в частности сервомотор, пневматический привод, гидравлический привод, цепной привод или магнитный привод.
5. Система по любому из пп. 1–4, которая содержит по меньшей мере один подвижный толкающий шток, предпочтительно прикрепленный к держателю (35), для опорожнения картриджа (28).
6. Система по любому из пп. 1–5, которая содержит открывающее устройство, предпочтительно соединенное с держателем (35), для открывания картриджа (28), в частности иглу или механизм для удаления колпачка, и/или закрывающее устройство, предпочтительно соединенное с держателем (35), для закрывания картриджа (28).
7. Система по любому из пп. 1–6, которая содержит считывающее устройство (66), предпочтительно соединенное с держателем (35), для идентификации расположенной на картридже (28) идентификационной метки.
8. Система по любому из пп. 1–7, в которой печатающая головка (5) содержит корпус (38, 42) с отверстием для приема текучего вещества из картриджа.
9. Система по любому из пп. 1–8, которая содержит излучатель (45) энергии, связанный с печатающей головкой (5), в частности фотополимерную лампу, или инфракрасный излучатель, или сопло для распыления жидкого азота, или сопло для подачи сжатого воздуха, или сопло для подачи водяного пара.
10. Система по любому из пп. 1–9, в которой печатающая головка (5) содержит множество сопел (37).
11. Система по любому из пп. 1–10, которая содержит очищающий узел (67) для очистки печатающей головки и/или картриджа, в частности, содержащий промывочную ванну (22) и/или промывочное отверстие (23), соединяемое с резервуаром (24) для очищающей жидкости и/или с фильтрующей системой (25) для очищающей жидкости.
12. Система по любому из пп. 1–11, которая содержит систему (68) терморегулирования для регулирования температуры основания (6) для печати.
13. Система по п. 12, в которой базовая система (4) содержит воздуховоды (53) и/или каналы (54) для направления терморегулирующего агента.
14. Система по любому из пп. 1–13, которая содержит основание (6) для печати, содержащее форматированные области (49) для печати для формования фармацевтических изделий, в частности выпуклые углубления.
15. Система по любому из пп. 1–14, которая содержит основание (6) для печати, содержащее тепловой проводник, причем, если основание (6) для печати содержит форматированные области (49) для печати, то указанный проводник расположен на стороне, противоположной той стороне, где находятся форматированные области (49) для печати.
16. Система по любому из пп. 1–15, которая содержит основание (6) для печати, имеющее покрытие, в частности покрытие из глазурованной керамики.
17. Система по любому из пп. 1–16, в которой базовая система содержит механизм для удаления изделий.
18. Система по п. 15, в которой базовая система содержит механизм для удаления изделий, содержащий подвижные извлекающие штырьки (56) или газовые сопла, соединяемые с форматированными областями (49) для печати основания (6) для печати.
19. Система по любому из пп. 1–18, в которой базовая система (4) содержит держатель (57) основания для приема основания (6) для печати.
20. Система по любому из пп. 1–19, которая содержит камеру (7), в частности с дверцей (8), для установления управляемой температуры, при этом система оснащена индивидуальными блоками, такими как
- вакуумная система с вакуумным насосом (20),
- система кондиционирования воздуха,
- воздушный фильтр (13),
- вентиляционные воздуховоды (12),
- система (17) осушки воздуха и
- фильтр (19) с активированным углем.
21. Способ изготовления фармацевтических изделий, выбранных из таблеток, гранул или капсул, посредством 3D-печати с помощью системы по любому из пп. 1–20, при этом способ включает в себя:
- обеспечение по меньшей мере одного фармацевтического вещества в по меньшей мере в одном картридже,
- установку картриджа в держателе,
- установление соединения по текучей среде между картриджем и печатающей головкой, так чтобы фармацевтическое вещество могло покидать печатающую головку через сопло печатающей головки,
- перемещение печатающей головки в соответствии с программой 3D-печати и подачу фармацевтического вещества на основание для печати.
22. Способ по п. 21, в котором картридж перемещают к печатающей головке и перемещают вместе с печатающей головкой.
23. Способ по п. 21, в котором количество по меньшей мере одного фармацевтического вещества дозируют из картриджа в печатающую головку, при этом вещество перемешивают в печатающей головке, в частности смешивают несколько фармацевтических веществ.
24. Способ по п. 23, в котором множество картриджей, содержащих разные фармацевтические вещества, устанавливают в магазине и перемещают магазин относительно печатающей головки в позицию, в которой выбранный картридж соединен по текучей среде с печатающей головкой, и дозированное количество соответствующего фармацевтического вещества подают в печатающую головку, подготавливая тем самым фармацевтическую смесь в соответствии с фармацевтической рецептурой.
25. Способ по любому из пп. 21–24, в котором основание (6) для печати, имеющее форматированные области для печати, помещают на базовую систему (4) для печати.
26. Способ по любому из пп. 21–25, в котором печатающую головку (5) после печати очищают.
27. Способ по любому из пп. 21–26, который включает в себя этап обеспечения по меньшей мере одного вещества в по меньшей мере одном картридже, при этом вещество содержит по меньшей мере одно из жировой массы, крахмала, муки, желатина, подсластителя, натурального ароматизатора, искусственного ароматизатора и красителя.
28. Способ по любому из пп. 21–27, в котором фармацевтическое вещество содержит по меньшей мере одно из жаропонижающего средства, обезболивающего средства, противомалярийного средства, антибиотика, антисептика, стабилизатора настроения, вещества для заместительной гормональной терапии, орального контрацептива, стимулятора, транквилизатора и/или статина.
| US 20130073068 A1, 21.03.2013 | |||
| US 20030063138 A1, 03.04.2003 | |||
| US 20150197063 A1, 16.07.2015 | |||
| WO 2016038356 A1, 17.03.2016 | |||
| US 20120074614 A1, 29.03.2012 | |||
| US 20110128557 A1, 02.06.2011. |

