ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта патентная заявка заявляет о приоритете по европейской патентной заявке №18201060.3, поданной 17.10.2018, полное содержание которой включено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к инструменту для восстановления поврежденной резьбы.
Настоящее изобретение также относится к способу восстановления поврежденной резьбы.
В частности, поврежденная резьба, подлежащая ремонту, находится внутри корпуса главной трансмиссии летательного аппарата с вертикальной траекторией взлета и посадки, например, вертолета или конвертоплана.
УРОВЕНЬ ТЕХНИКИ
Известны вертолеты, содержащие одну или несколько турбин, несущий винт и главную трансмиссию, передающую движение от турбин к несущему винту.
Главная трансмиссия размещается внутри кожуха, поддерживающего с возможностью вращения один или несколько вращающихся элементов, например, ведущий вал несущего винта.
Кожух соединяется с оболочкой, закрепленной под углом, для предотвращения вращения кожуха в результате работы трансмиссии.
В качестве примера, кожух может быть изготовлен из сплава алюминия или магния, а оболочка содержит вал отбора мощности вентилятора для охлаждения трансмиссионного масла, гидравлический насос, компрессор или любое другое вспомогательное оборудование.
В EP-B-2975306 на имя того же Заявителя описывается использование резьбовых шпилек для разъемного соединения кожуха и оболочки.
В частности, резьбовые шпильки по существу содержат:
- первую резьбу, которая крепится винтовым соединением к первой гайке кожуха;
- вторую резьбу, которая крепится винтовым соединением к фиксирующему элементу, например, гайке; и
- участок без резьбы, который находится между первой и второй резьбой и проходит через корпус оболочки с определенным зазором.
В частности, к гайке прикладывается момент завинчивания, чтобы соединить кожух и оболочку. Аналогичным образом к гайке прикладывается момент отвинчивания, если требуется удалить соединение между кожухом и оболочкой.
Из-за трения между резьбой гайки и второй резьбой такие моменты завинчивания и отвинчивания могут определять, помимо вращения гайки, нежелательное вращение резьбовой шпильки относительно кожуха.
Известно, что во избежание этого нежелательного вращения резьбовой шпильки используют зубчатую шайбу из кадмиевой стали.
Более точно, зубчатая шайба размещается внутри корпуса кожуха и содержит первую радиально внутреннюю поверхность и вторую радиально внешнюю поверхность, которые взаимно противоположны и имеют зубцы. Первая радиально внутренняя поверхность шайбы сцепляется с зубьями резьбовой шпильки. Вторая радиально внешняя поверхность шайбы создает зубцы на внутренней поверхности корпуса кожуха благодаря тому, что зубчатая шайба изготовлена из стали, то есть материала более твердого, чем алюминий или магний, составляющие корпус.
Таким образом, вращение резьбовой шпильки относительно кожуха предотвращается трением, создаваемым между второй поверхностью шайбы и опорной поверхностью корпуса и между первой поверхностью шайбы и зубцами резьбовой шпильки.
Каждую резьбовую шпильку можно удалить с помощью специального инструмента, который снимает шайбу, что позволяет извлечь резьбовую шпильку.
Удаление резьбовых шпилек может привести к повреждению резьбы на гайке кожуха.
В этих обстоятельствах требуется:
- снять с вертолета всю трансмиссию;
- отправить ее в авторизованный ремонтный центр для восстановления резьбы;
- полностью разобрать трансмиссию, чтобы извлечь из кожуха с поврежденной резьбой шестерни, подшипники, валы и т.д.;
- установить кожух с поврежденной резьбой на специальном станке, имеющемся в ремонтном центре;
- отремонтировать резьбу, повторно собрать трансмиссию с шестернями, подшипниками, валами и т.д. и отправить ее к месту нахождения вертолета; и
- установить трансмиссию с отремонтированной резьбой на вертолет.
Эта процедура сопряжена со значительными затратами как из-за необходимости транспортировки трансмиссии в ремонтный центр, так и из-за того, что эксплуатация вертолета приостанавливается на длительное время.
Следовательно, в данной области ощущается потребность в максимально возможном сокращении затрат и времени, необходимых для восстановления поврежденной резьбы кожухов.
US 3,148,562 раскрывает способ и инструмент для восстановления поврежденной резьбы согласно ограничительной части пунктов 1 и 9 формулы изобретения, соответственно.
В DE-U-9101752 раскрывается универсальное центрирующее устройство, содержащее три взаимно перемещаемых элемента, закрепленных винтом с потайной головкой.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание способа восстановления поврежденной резьбы кожуха трансмиссии летательного аппарата с вертикальной траекторией взлета и посадки согласно пункту 1 формулы изобретения.
Настоящее изобретение также относится к инструменту для восстановления поврежденной резьбы трансмиссии летательного аппарата с вертикальной траекторией взлета и посадки согласно пункту 9 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения ниже описан предпочтительный вариант его осуществления в качестве неограничивающего примера и со ссылкой на прилагаемые чертежи, на которых:
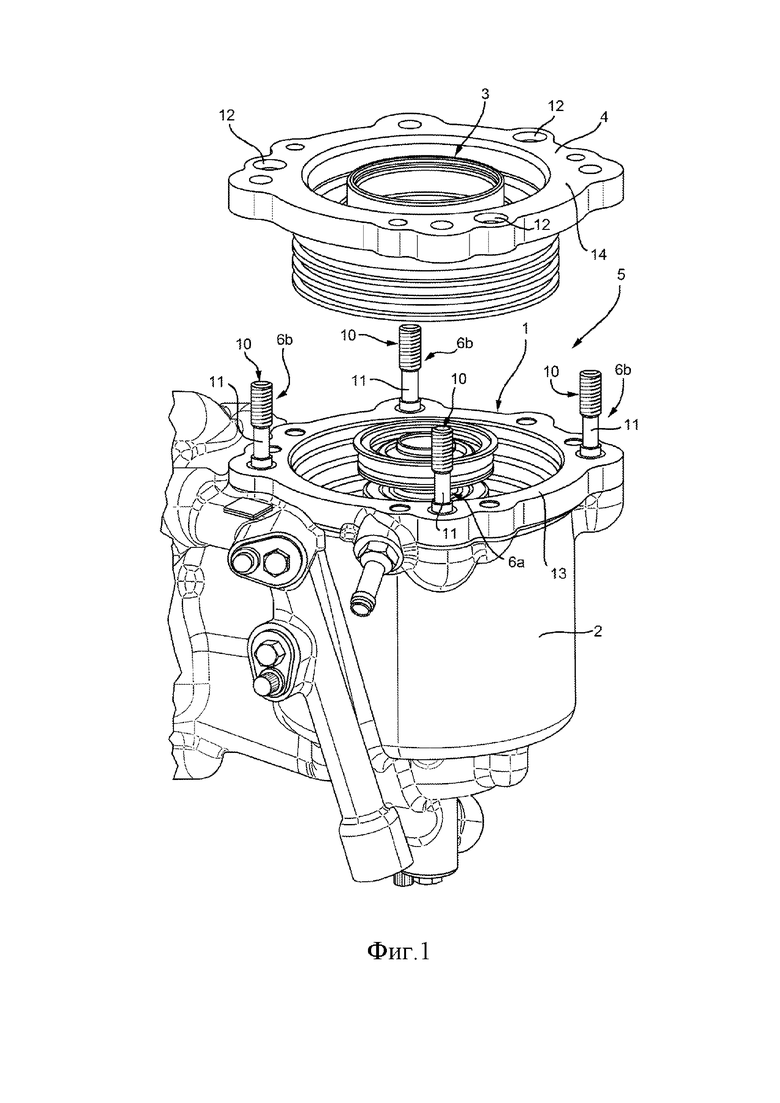
- на фиг. 1 представлен вид в перспективе кожуха трансмиссии и оболочки летательного аппарата с вертикальной траекторией взлета и посадки, для которого может быть использован инструмент в соответствии с настоящим изобретением;
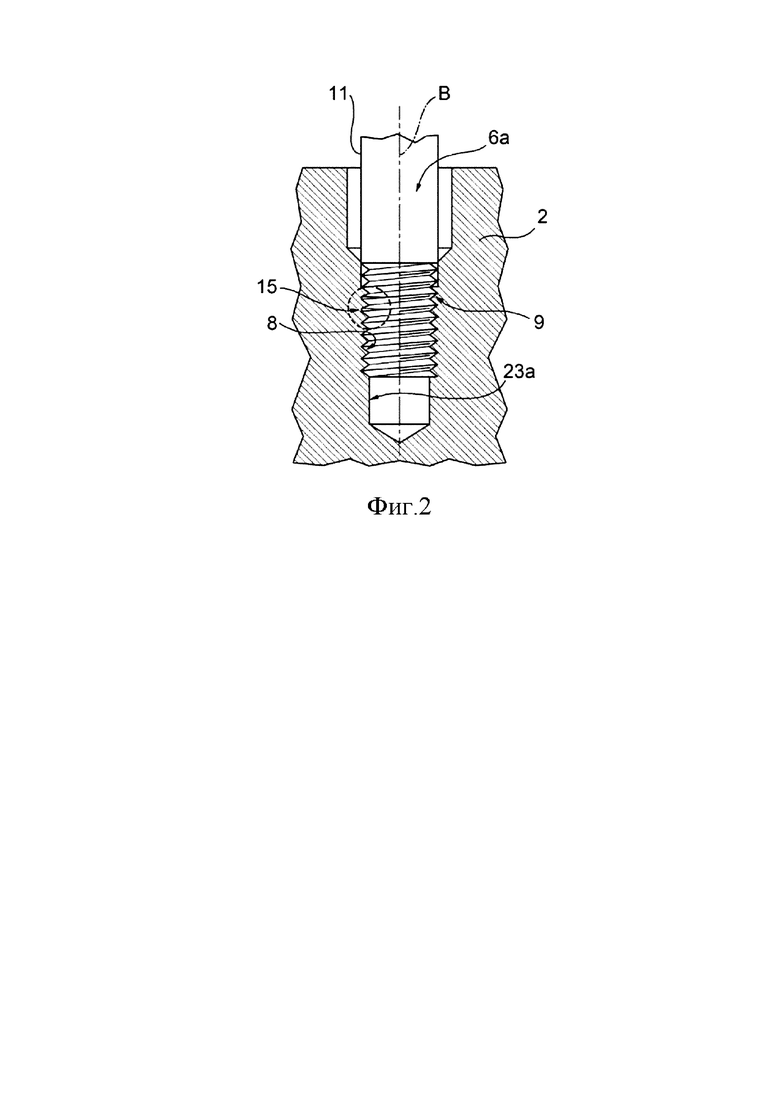
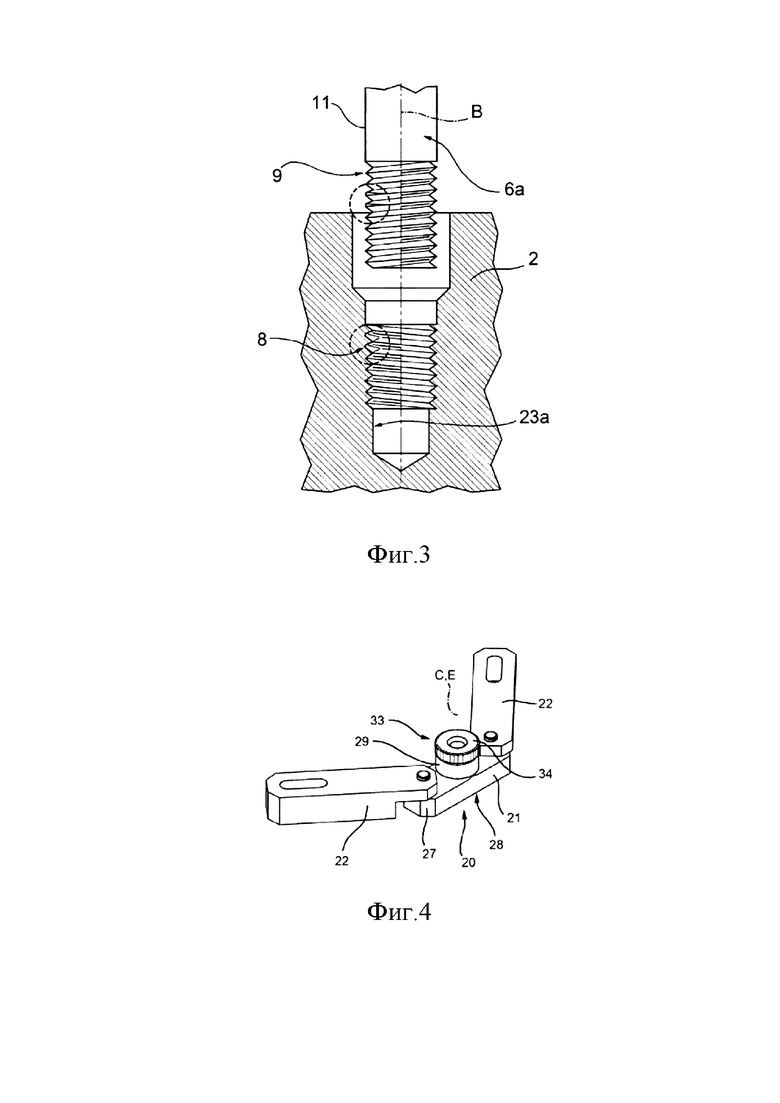
- на фиг. 2 и 3 показан в значительно увеличенном масштабе кожух блока трансмиссии, показанной на фиг. 1, с поврежденной резьбой, соответственно соединенной и отсоединенной от шпильки;
- На фиг. 4 представлен вид в перспективе инструмента для восстановления поврежденной резьбы кожуха трансмиссии летательного аппарата с вертикальной траекторией взлета и посадки, изготовленного в соответствии с требованиями настоящего изобретения;
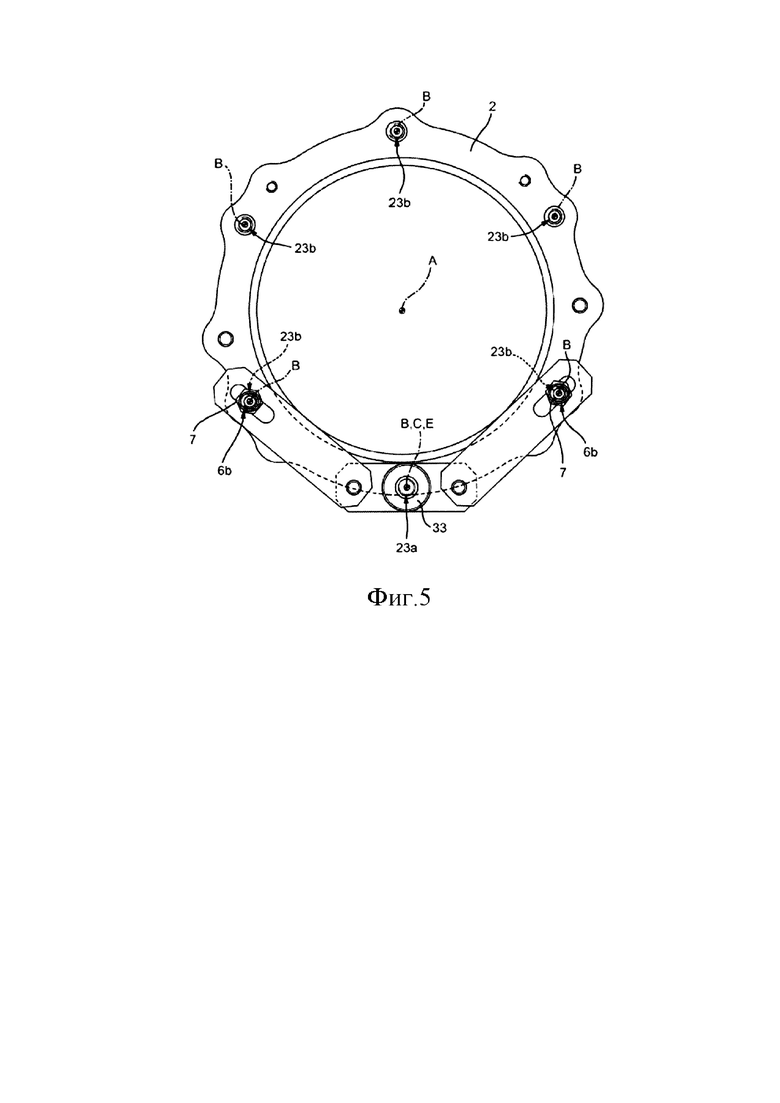
- на фиг. 5 представлен вид сверху инструмента для восстановления, показанного на фиг. 4, во время присоединения инструмента к резьбе, которая подлежит ремонту;
- на фиг. 6 представлен вид в разрезе в значительно увеличенном масштабе инструмента для восстановления, показанного на фиг. 4 и 5, на этапе присоединения к резьбе, которая подлежит ремонту;
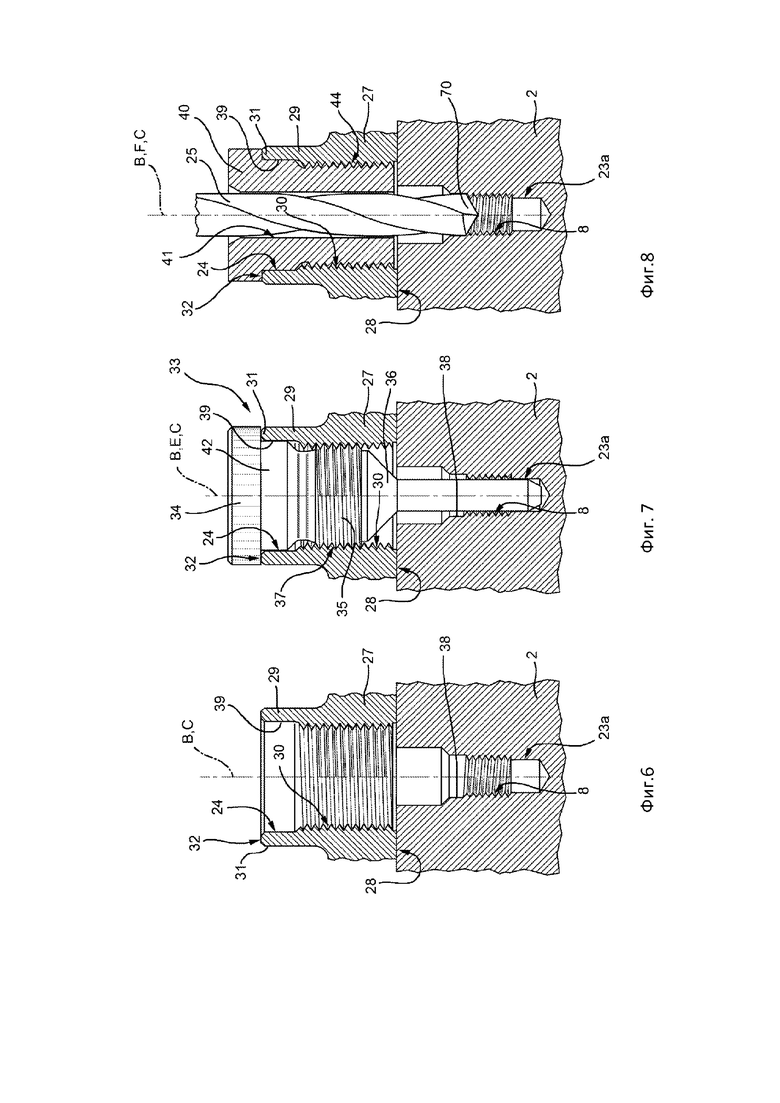
- на фиг. 7 показан в значительно увеличенном масштабе этап центрирования, согласно способу восстановления в соответствии с настоящим изобретением;
- на фиг. 8 показан в значительно увеличенном масштабе этап удаления поврежденной резьбы, согласно способу восстановления в соответствии с настоящим изобретением;
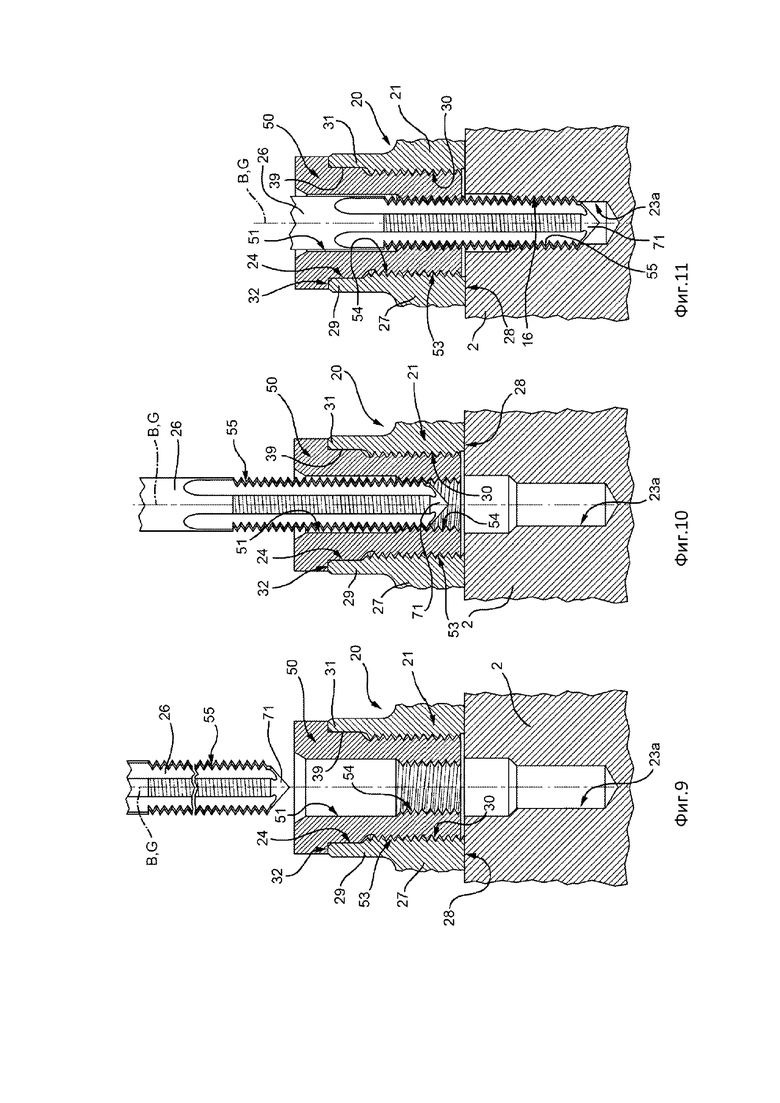
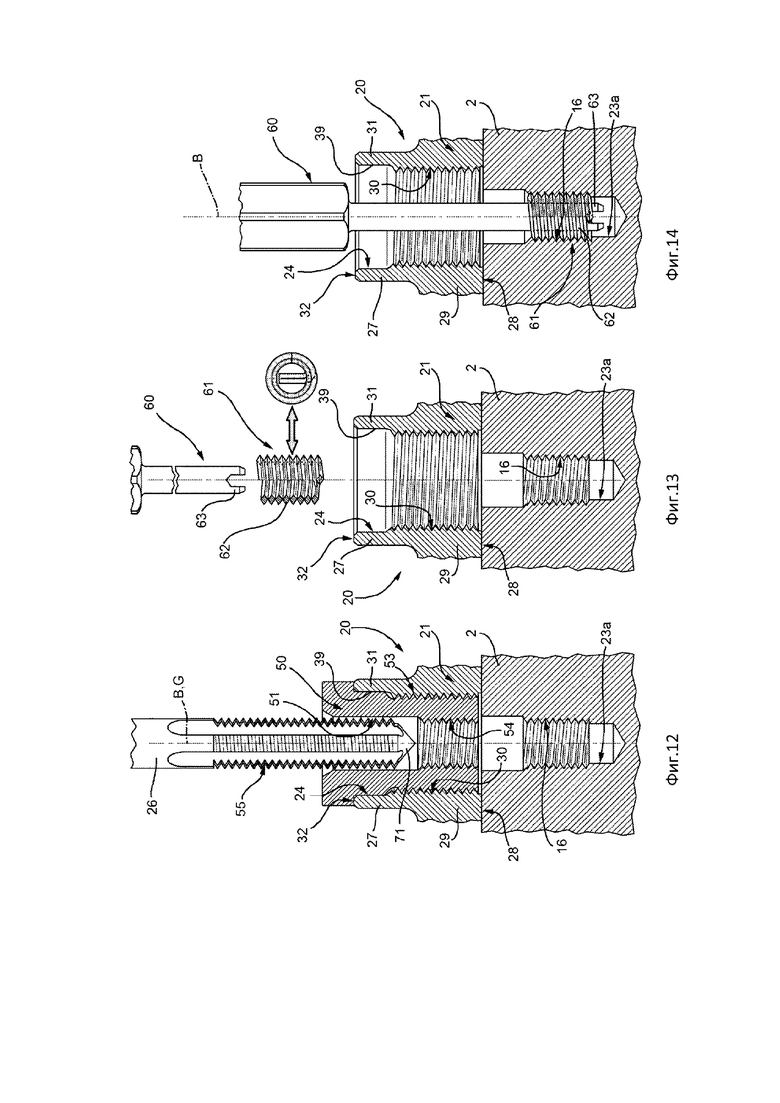
- на фиг. 9–12 показаны в значительно увеличенном масштабе соответствующие последовательные этапы изготовления новой резьбы большего диаметра, согласно способу восстановления в соответствии с настоящим изобретением;
- на фиг. 13-15 показаны в значительно увеличенном масштабе соответствующие последовательные этапы применения вставки с заявленной резьбой, согласно способу восстановления в соответствии с настоящим изобретением;
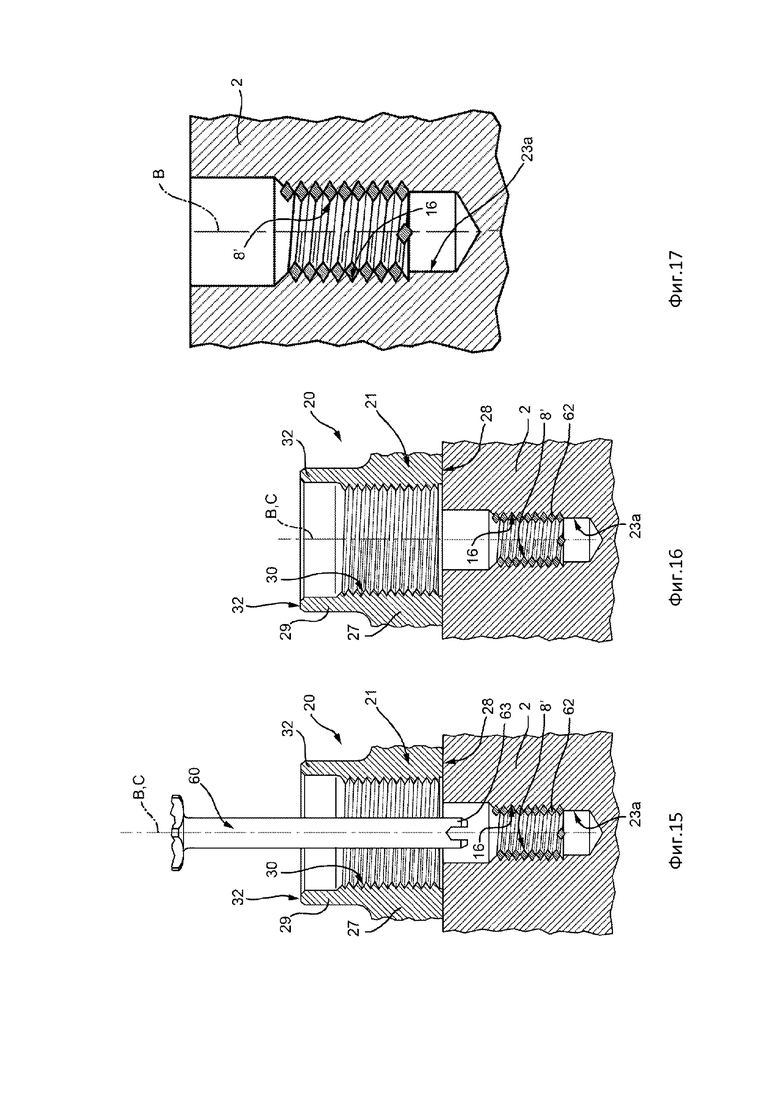
- на фиг. 16 показана в значительно увеличенном масштабе восстановленная резьба, изготовленная согласно способу восстановления в соответствии с настоящим изобретением; и
- на фиг. 17 представлен еще более увеличенный масштаб некоторых деталей по фиг. 16.
ЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 позиция 1 обозначает главную трансмиссию летательного аппарата с вертикальной траекторией взлета и посадки (не показан), в частности, вертолета или конвертоплана.
Трансмиссия 1 в показанном случае подходит для соединения одной или нескольких турбин и приводного вала несущего винта (не показан).
Трансмиссия 1 показана на фиг. 1 только посредством кожуха 2, который поддерживает приводной вал с возможностью вращения вокруг оси A.
На фиг. 1 позиция 3 дополнительно указывает вал отбора мощности для охлаждения смазочной жидкости, в частности масла, для охлаждения трансмиссии 1.
Вал 3 отбора мощности, показанный на фиг. 1, ограничен оболочкой 4, которая неподвижна в угловом направлении относительно оси A.
Кожух 2 и оболочка 4 соединены посредством множества соединительных узлов 5, расположенных между наложенными друг на друга периферийными кромками 13, 14 кожуха 2 и оболочки 4.
Следует учесть, что оболочка 4 никак не поддерживает трансмиссию 1. Другими словами, как показано на фиг. 1, даже после того, как оболочка 4 будет снята, трансмиссия 1 полностью поддерживается кожухом 2 и размещается на кожухе 2.
В показанном случае кожух 2 изготовлен из алюминия или магния.
Кожух 2 и оболочка 4 соединены посредством множества соединительных узлов 5, равноудаленных в угловом направлении относительно оси А.
Следующее описание относится к одному соединительному узлу 5, поскольку все соединительные узлы 5 идентичны.
Более конкретно, соединительный узел 5, по существу содержит резьбовые шпильки 6а, 6b, проходящие вдоль оси B, гайку 7 и стопорное кольцо (не показано).
Шпилька 6a, 6b по существу содержит (фиг. 1-4):
- резьбу 9, которая крепится винтовым соединением к резьбе 8, в частности к гайке, образованной отверстием 23a, 23b, выполненным в кожухе 2;
- резьбу 10 (показана только схематично), на которую накручивается гайка 7 с заданным моментом затяжки; и
- участок 11 без резьбы, расположенный в осевом направлении между резьбой 9, 10 и входящий в зацепление с радиальным зазором с опорной поверхностью 12, образованной оболочкой 4, и расположенный соосно с соответствующим отверстием 23a, 23b кожуха 2.
Шпилька 6а, 6b дополнительно содержит непоказанные зубцы, расположенные между резьбой 10 и участком 11.
На фиг. 2 и 3 позицией 15 обозначена поврежденная область резьбы 8, подлежащая восстановлению, определяемая отверстием 23а.
В нижеследующем описании резьба 8, подлежащая восстановлению, называется поврежденной резьбой 8.
В частности, ниже в настоящем описании шпилька 6a связана с отверстием 23a с соответствующей поврежденной резьбой 8, а шпильки 23b связаны с отверстиями 23b, расположенными на соответствующих противоположных частях отверстия 23a и непосредственно примыкающими к отверстию 23а.
На фиг. 4-16 инструмент для восстановления поврежденной резьбы 8 обозначен цифрой 20.
Инструмент 20 содержит (фиг. 4 и 5):
- кронштейн 21, расположенный в отверстии 23a кожуха 2, содержащий отверстие 24 (фиг. 6-16), в которое входит сверло 25 и охватываемый элемент 26, приспособленный для взаимодействия с поврежденной резьбой 8 и подходящий для центрирования на отверстии 23a; и
- два кронштейна 22, шарнирно соединенные с кронштейном 21 и имеющие соответствующие опорные поверхности 19, удерживаемые соответствующими шпильками 6a, 6b, входящими в соответствующие отверстия 23b кожуха 2.
В показанном примере отверстие 24 проходит вдоль оси C. Отверстия 23b также расположены на противоположных сторонах относительно отверстия 23a и непосредственно примыкают к отверстию 23a.
Более подробно, инструмент 20 применяется к отверстию 23a кожуха 2, имеющему поврежденную резьбу 8, которая подлежит ремонту, в конфигурации, показанной на фиг. 1, а именно после отвинчивания гаек 7 и снятия оболочки 4 с кожуха 2, при этом трансмиссия 1 поддерживается и размещается внутри кожуха 2.
Кронштейн 21 содержит (фиг. 4 и 5):
- пластину 27, образующую поверхность 28, приспособленную для прилегания к периферийной кромке 13 кожуха 2 у отверстия 23а; и
- кольцевой выступ 29, выступающий из пластины 27 на противоположной стороне поверхности 28.
Выступ 29 выступает соосно оси C. Ось C совпадает с осью B отверстия 23a, когда инструмент 20 установлен в отверстии 23a (фиг. 4-16).
Отверстие 24 включает в себя, в частности:
- гайку 30, расположенную в осевом направлении на боковой стороне отверстия 23a, когда инструмент 20 установлен в отверстии 23a; и
- участок 39, который не имеет резьбы и расположен в осевом направлении напротив гайки 30.
Выступ 29 дополнительно имеет кольцевой заплечик 31, ограничивающий участок 39 и имеющий кольцевую опорную поверхность 32.
Опорная поверхность 32 определяет осевой конец выступа 29, расположенный на противоположной стороне пластины 27.
Инструмент 20 дополнительно включает в себя:
- центрирующий штифт 33 (фиг. 7), используемый на этапе центрирования оси C выступа 29 на оси B отверстия 23a;
- втулку 40 (фиг. 8), имеющую отверстие 41, в которое может войти сверло 25, приспособленное для удаления поврежденной резьбы 8; и
- втулку 50 (фиг. 9-12), имеющую полое отверстие 51, в которое может входить охватываемый элемент 26 для создания новой резьбы 16 с диаметром, большим, чем диаметр поврежденной резьбы 8.
Более подробно, штифт 33 имеет соответствующую ось E.
Ось E совпадает с осями B, C, когда инструмент 20 отцентрован в отверстии 23a и штифт 33 соединен с кронштейном 21.
Штифт 33 содержит по оси Е:
- крышку 34, приспособленную для примыкания к опорной поверхности 32 на этапе центрирования инструмента 20;
- участок 42 без резьбы, приспособленный для вхождения в участок 39 отверстия 24 на этапе центрирования инструмента 20;
- участок 35, имеющий винт 37, навинчиваемый на гайку 30 на этапе центрирования инструмента 20;
- соединительный участок 36, имеющий в данном случае форму усеченного конуса; и
- цилиндрическую секцию 38 без резьбы, приспособленную для вхождения в отверстие 23а.
Как показано на фиг. 8, втулка 40 имеет трубчатую форму вдоль оси F и содержит резьбу 44, которую можно навинтить на гайку 30 кронштейна 21.
Ось F совпадает с осями B, C, когда инструмент 20 установлен в отверстии 23a и втулка 40 соединена с кронштейном 21.
Внутренний диаметр отверстия 41 больше диаметра сверла 25, что позволяет вставлять последнее в отверстие 41 радиально.
Как показано на фиг. 9-12, втулка 50 имеет трубчатую форму, а отверстие 51 имеет ось G.
Ось G совпадает с осями B, C, когда инструмент 20 отцентрован в отверстии 23a и втулка 50 соединена с кронштейном 21.
Втулка 50 дополнительно содержит:
- винт 53, который можно навинтить на гайку 30 кронштейна 21; и
- гайку 54, на которую можно навинтить резьбу 55 охватываемого элемента 26.
Как показано на фиг. 13-15, инструмент 20 дополнительно содержит:
- удлиненное установочное приспособление 60; и
- металлическую вставку 61, имеющую заявленную резьбу 62, также известную как Heli-coil.
Более подробно, установочное приспособление 60 имеет форму стержня, имеющего загнутый конец 63, входящий в зацепление со вставкой 61.
Вставка 61 имеет форму винтовой пружины.
На этапе 8 восстановления поврежденной резьбы установочное приспособление 60 и вставка 61 вставляются соосно вместе с осями B, C, взаимно совпадающими внутри отверстия 24, так что вставка 61 ввинчивается в новую резьбу 16.
Затем (фиг. 15) установочное приспособление 60 снимается, и внутренний диаметр вставки 61 определяет восстановленную резьбу 8'.
Работа инструмента 20 описана ниже.
В случае повреждения резьбы 8, образованной отверстием 23a, гайки 7 шпилек 6a, 6b отвинчиваются и оболочка 4 снимается с кожуха 2, при этом трансмиссия 1 поддерживается и размещается внутри кожуха 2 (фиг.1).
Ниже инструмент 20 применяется к кожуху 2.
В частности, кронштейн 21 расположен в отверстии 23a, имеющем поврежденную резьбу 8, а кронштейны 22 расположены в соответствующих отверстиях 23b, непосредственно примыкающих к отверстию 23a.
Кронштейны 22 расположены таким образом, чтобы соответствующие опорные поверхности 19 входили в зацепление со шпильками 6, ввинченными в соответствующие отверстия 23b.
Восстановление поврежденной резьбы 8 трансмиссии 1 предусматривает следующие этапы:
- центрирование инструмента 20 в отверстии 23а (фиг. 7);
- введение сверла 25 внутрь инструмента 20 и удаление поврежденной резьбы 8 с помощью сверла 25 (фиг. 8);
- введение охватываемого элемента 26 внутрь инструмента 20 и создание новой резьбы 16 внутри отверстия 23а, имеющей диаметр, больший, чем диаметр упомянутой поврежденной резьбы 8 (фиг. 9-12); и
- введение вставки 61 внутрь инструмента 20 таким образом, чтобы указанная вставка 61 входила в зацепление с отверстием 23а без поврежденной резьбы 8, ввинчивалась в новую резьбу 16 и составляла восстановленную резьбу 8';
- удержание указанной трансмиссии 1 в установленном состоянии на вертолете 1 во время вышеупомянутых этапов.
Более подробно, как показано на фиг. 7, штифт 33 вставляется в отверстие 23a кронштейна 21, чтобы ось C отверстия 24 кронштейна 21 была соосна оси B отверстия 23а кожуха 2. Таким образом, кронштейн 21 «центрируется» в отверстии 23а с поврежденной резьбой 8.
Винт 37 навинчивается на гайку 30 кронштейна 21 таким образом, чтобы вставить участок 38 внутрь отверстия 23а и чтобы крышка 34 упиралась в поверхность 32.
В конце этой операции ось C отверстия 24 кронштейна 21 совпадает с осью B отверстия 23a, то есть инструмент 20 находится в «центрированном» положении на отверстии 23a.
Затем гайки 7 навинчиваются на участки 11 вышеупомянутых шпилек 6b, прилегающие к отверстию 23a, таким образом, чтобы зафиксировать инструмент 20 в «центрированном» положении на отверстии 23a.
Теперь (фиг. 8) втулка 40 вставляется в отверстие 24. В частности, резьба 44 втулки 40 навинчивается на гайку 30 кронштейна 21. В конце этой операции ось F втулки 40 совпадает с осями C, B соответствующих отверстий 24, 23a.
Затем сверло 25 вставляется в отверстие 41 втулки 40, пока соответствующий наконечник 70 не войдет в отверстие 23a кожуха 2 и не окажется на поврежденной области 15 поврежденной резьбы 8.
Приведение в действие сверла 25 позволяет удалить поврежденную резьбу 8 путем вращения наконечника 71 сверла 25, как показано на фиг. 9 и 10.
Теперь сверло 25 извлекается из отверстия 41, втулка 40 откручивается и извлекается из кронштейна 21, и в отверстие 24 вводится сжатый воздух для тщательной очистки отверстия 23a.
Затем (фиг. 9) втулка 50 вставляется в отверстие 24. В частности, винт 53 втулки 50 навинчивается на гайку 30 кронштейна 21. В конце этой операции ось G втулки 50 совпадает с осями C, B соответствующих отверстий 24, 23a.
Затем охватываемый элемент 26 вставляется в отверстие 51 втулки 50 (фиг. 10) и навинчивается на гайку 54 втулки 50 до тех пор, пока соответствующий наконечник 71 не создаст новую резьбу 16 в отверстии 23а. Диаметр этой новой резьбы 16 больше диаметра поврежденной резьбы 8 (фиг. 11).
Теперь охватываемый элемент 26 извлекается из отверстия 51, втулка 50 откручивается от кронштейна 21, и в отверстие 24 вводится сжатый воздух для тщательной очистки отверстия 23a.
Затем (фиг. 13) установочное приспособление 60 и металлическая вставка 61 вставляются вместе в отверстие 24 кронштейна 21, пока вставка 61 не ввинтится в новую резьбу 16, ранее сформированную в отверстии 24 (фиг. 14).
Установочное приспособление 60 извлекается из отверстия 24 (фиг. 15), и внутренний диаметр вставки 61 определяет восстановленную резьбу 8', имеющую тот же диаметр, что и поврежденная резьба 8 (фиг. 16 и 17).
Резьба 8’ теперь составляет восстановленную резьбу 8.
Теперь гайки 7 шпилек 6 на опорных поверхностях 19 кронштейнов 22 снимаются, и инструмент 20 убирается с кожуха 2.
Оболочка 4 снова устанавливается на кожух 2 и фиксируется на нем путем навинчивания гаек 7 на соответствующие шпильки 6а, 6b.
После изучения характеристик инструмента 20 и способа согласно настоящему изобретению его преимущества совершенно очевидны.
В частности, способ согласно настоящему изобретению содержит следующие этапы:
- центрирование инструмента 20 в отверстии 23а;
- введение сверла 25 внутрь инструмента 20 по центру отверстия 23а и удаление поврежденной резьбы 8;
- введение охватываемого элемента 26 внутрь инструмента 20 и создание новой резьбы 16 внутри отверстия 23а, имеющей диаметр, больший, чем диаметр указанной поврежденной резьбы 8; и
- ввинчивание вставки 61 внутрь указанной новой резьбы 16 таким образом, чтобы образовалась восстановленная резьба 8’.
Вышеупомянутые этапы выполняются в присутствии трансмиссии 1 на кожухе 2 и, следовательно, на вертолете 1.
В отличие от известных решений, описанных во вводной части настоящего описания, данное изобретение позволяет восстановить поврежденную резьбу 8, оставив при этом кожух 2 на вертолете 1.
Благодаря этому восстановление поврежденной резьбы 8 не требует снятия трансмиссии 1 и отправки ее в ремонтный центр.
Таким образом, можно восстановить поврежденную резьбу 8 способом, который намного дешевле и требует гораздо более короткого перерыва в эксплуатации вертолета, чем способы, которые требуются в известных и ранее указанных решениях.
Инструмент 20 дополнительно включает в себя:
- кронштейн 21, расположенный в отверстии 23а и имеющий отверстие 24, в которое входит сверло 25, охватываемый элемент 26 и вставка 61 во время восстановления поврежденной резьбы 8; и
- пару кронштейнов 22, зафиксированных гайками 17 соответствующих шпилек 6b, входящих в отверстия 23b, смежные с отверстиями 23а.
Таким образом, с одной стороны, кронштейн 21 позволяет правильно разместить сверло 25, охватываемый элемент 26 и вставку 61 с помощью втулок 40, 50, вставленных в отверстие 24; с другой стороны, кронштейн 21 также позволяет фиксировать кронштейны 22 с помощью гаек 7 шпилек 6b и центрировать ось C отверстия 24 на оси B отверстия 23b с поврежденной резьбой 8.
Это приводит к высокой простоте конструкции и высокой конечной точности восстановленной резьбы 8’.
В заключение следует отметить, что для инструмента 20 и способа, описанного и показанного здесь, могут быть выполнены модификации и изменения, которые не выходят за пределы объема защиты, определенной прилагаемой формулой изобретения.
В частности, шпильки 6а, 6b могут быть заменены соответствующими болтами с соответствующими гайками 7.
Кроме того, трансмиссия 1 может быть установлена не на вертолете, а на конвертоплане.
И наконец, оболочка 4 может содержать рабочую группу, отличную от вала 3 отбора мощности, при условии, что снятие оболочки 4 сохраняет трансмиссию 1 на кожухе 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвижный люнет | 1979 |
|
SU870055A1 |
| КЛАПАН МИНИМАЛЬНОГО ДАВЛЕНИЯ | 2009 |
|
RU2477405C2 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА КУРИТЕЛЬНОГО МАТЕРИАЛА | 2017 |
|
RU2705639C1 |
| ЗАЩИТНАЯ КАМЕРА С ДВУМЯ РАЗЛИЧНЫМИ ЗАКРЫТЫМИ ПОЛОЖЕНИЯМИ | 2016 |
|
RU2699494C2 |
| Устройство для восстановления резьбы на кожухах автомобилей | 1984 |
|
SU1268452A1 |
| РАЗМЕЩАЕМАЯ КОНСТРУКЦИЯ ВСПОМОГАТЕЛЬНОГО УСТРОЙСТВА ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2720587C1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВКИ РАБОЧЕЙ ГЛУБИНЫ ВРАЩАЮЩИХСЯ ИНСТРУМЕНТОВ (ВАРИАНТЫ) И ВРАЩАЮЩИЙСЯ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2007 |
|
RU2426637C2 |
| Навесная вентилируемая фасадная натяжная система и способ ее монтажа | 2018 |
|
RU2679932C1 |
| САМОКОНТРЯЩЕЕСЯ НАВИНЧИВАЮЩЕЕСЯ КРЕПЕЖНОЕ ПРИСПОСОБЛЕНИЕ И СНАБЖЕННЫЙ ИМ УЗЕЛ | 2010 |
|
RU2560348C2 |
| КОЛЬЦО ОПОРНОЕ МНОГОФУНКЦИОНАЛЬНОЕ | 2007 |
|
RU2359347C2 |
Изобретения относятся к области ремонтных работ и могут быть использованы, например, для восстановления поврежденной резьбы соединительных узлов кожуха трансмиссии летательного аппарата с вертикальной траекторией взлета и посадки. Инструмент содержит первый кронштейн в виде пластины с выступом и имеет сквозное отверстие с резьбой, по меньшей мере два вторых кронштейна, шарнирно соединенных с первым кронштейном и имеющих опорные поверхности для удержания соответствующими соединительными элементами, центрирующий штифт. При этом он снабжен двумя втулками с соответствующими резьбами. Описан также способ восстановления повреждённой резьбы с использованием упомянутого инструмента. Использование группы изобретений позволяет сократить время и производственные затраты для восстановления поврежденной резьбы за счет возможности производства работ без демонтажа трансмиссии с летательного аппарата. 2 н.п. ф-лы, 17 ил.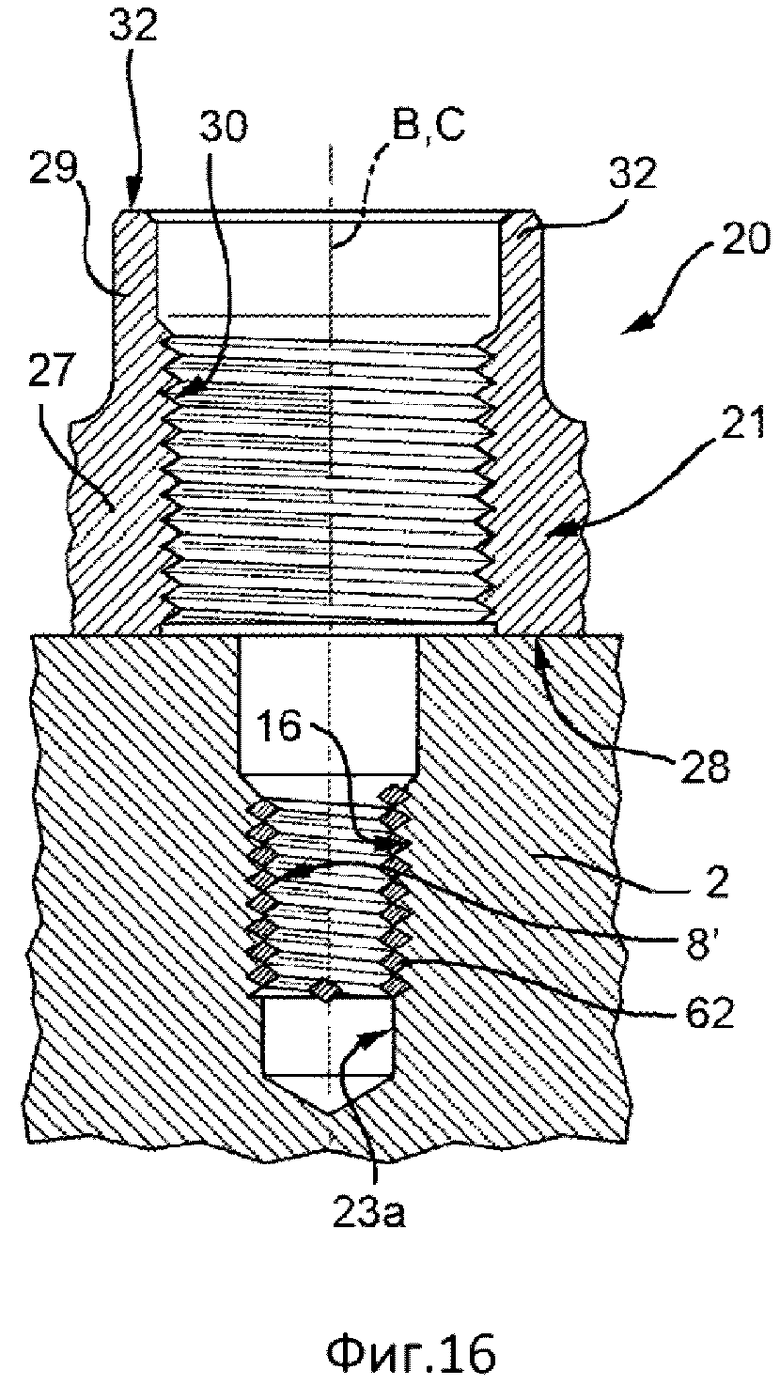
1. Инструмент (20) для восстановления поврежденной резьбы (8) соединительных узлов (5) кожуха (2) трансмиссии (1) летательного аппарата с вертикальной траекторией взлета и посадки, содержащий:
- первый кронштейн (21), имеющий сквозное отверстие (24) с резьбой (30) и выполненный с возможностью размещения над первым отверстием (23a) указанного кожуха (2), имеющем указанную поврежденную резьбу (8), и с возможностью центрирования относительно указанного первого отверстия (23a) путем совмещения оси сквозного отверстия (24) с осью первого отверстия (23a), при этом отверстие (24) выполнено с возможностью размещения в нем одного или более инструментов (25, 26, 60), подходящих для обработки указанной поврежденной резьбы (8),
- по меньшей мере два вторых кронштейна (22), шарнирно соединенных с первым кронштейном (21) и имеющих опорные поверхности (19), выполненные с возможностью удержания соответствующими соединительными элементами (6b), расположенными во вторых отверстиях (23b) указанного кожуха (2) рядом с указанным первым отверстием (23a), содержащим указанную поврежденную резьбу (8) и
- центрирующий штифт (33), который имеет конец (38), выполненный с возможностью вхождения в указанное первое отверстие (23а) во время указанной операции центрирования;
отличающийся тем, что он снабжен
первой втулкой (40) с резьбой (44) на внешней поверхности, выполненной с возможностью размещения в указанном сквозном отверстии (24) с навинчиванием на указанную резьбу (30) и с возможностью прохождения через ее осевое отверстие (41) первого инструмента (25), приспособленного для удаления указанной поврежденной резьбы (8), и
второй втулкой (50) с резьбой (53) на внешней поверхности и с дополнительной резьбой (54) на поверхности ее осевого отверстия (51), при этом вторая втулка (50) выполнена с возможностью размещения в указанном сквозном отверстии (24) с навинчиванием на указанную резьбу (30) и с возможностью прохождения через ее осевое отверстие (51) с навинчиванием на дополнительную резьбу (54) второго инструмента (26) для создания внутри указанного первого отверстия (23а) новой резьбы (16), имеющей диаметр больше диаметра указанной поврежденной резьбы (8), при этом
указанный первый кронштейн (21) выполнен в виде пластины (27), имеющей первую поверхность (28) с возможностью примыкания к участку указанного кожуха (2), где расположено указанное первое отверстие (23а), и
выступ (29), который включает в себя указанное сквозное отверстие (24) и расположен на противоположной поверхности пластины (27) с образованием кольцевого заплечика (31) с опорной поверхностью (32) для первой и второй втулки (40, 50) при их размещении в указанном сквозном отверстии (24), а
указанный штифт (33) выполнен с резьбовой частью (37) на участке (35) с возможностью ввинчивания в указанную резьбу (30) отверстия (24) во время упомянутого центрирования первого кронштейна (21) относительно первого отверстия (23a),
причем указанный штифт (33) имеет
крышку (34), выполненную с возможностью примыкания к опорной поверхности (32) указанного первого кронштейна (21) во время упомянутого центрирования,
участок (42) без резьбы, расположенный в осевом направлении между крышкой (34) и участком (35) с резьбовой частью (37) и выполненный с возможностью вхождения в участок (39) без резьбы указанного сквозного отверстия (24) во время упомянутого центрирования,
соединительный участок (36) в форме усеченного конуса, расположенный в осевом направлении после указанного участка (35), и
цилиндрический участок (38) без резьбы, расположенный в осевом направлении после соединительного участка (36) и выполненный с возможностью вхождения в указанное первое отверстие (23а).
2. Способ восстановления поврежденной резьбы (8) соединительных узлов (5) кожуха (2) трансмиссии (1) летательного аппарата с вертикальной траекторией взлета и посадки, включающий использование инструмента (20) по п.1 и следующие этапы:
- размещение первого кронштейна (21) указанного инструмента (20) над первым отверстием (23a) указанного кожуха (2), имеющем поврежденную резьбу (8),
- размещение вторых кронштейнов (22) указанного инструмента (20) над соответствующими вторыми отверстиями (23b) указанного кожуха (2), расположенными по обе стороны от первого отверстия (23a),
- навинчивание гаек (7) на соединительные элементы (6b), установленные в соответствующих указанных вторых отверстиях (23b), с обеспечением удержания указанных опорных поверхностей (19) кронштейнов (22),
- центрирование инструмента (20) относительно указанного первого отверстия (23a) посредством введения штифта (33) через отверстие (24) инструмента (20) внутрь указанного первого отверстия (23а) с навинчиванием штифта (33) на резьбу (30) отверстия (24) до упора крышки (34) штифта (33) в опорную поверхность (32) указанного выступа (29) инструмента (20),
- удаление штифта (33) из отверстия (24) инструмента (20),
- размещение первой втулки (40) в отверстии (24) инструмента (20) с навинчиванием на резьбу (30),
- введение первого инструмента (25) через осевое отверстие (41) первой втулки (40) в первое отверстие (23а) кожуха (2) до достижения рабочим концом (70) первого инструмента (25) указанной поврежденной резьбы (8),
- приведение в действие указанного первого инструмента (25) и удаление указанной поврежденной резьбы (8),
- удаление первой втулки (40) из отверстия (24) и размещение в этом отверстии второй втулки (50) с навинчиванием ее на резьбу (30),
- введение второго инструмента (26) через осевое отверстие (51) второй втулки (50) с навинчиванием его на дополнительную резьбу (54) до вхождения рабочего конца (71) второго инструмента (26) в указанное первое отверстие (23а),
- создание с помощью второго инструмента (26) внутри указанного первого отверстия (23a) новой резьбы (16), имеющей диаметр больше диаметра указанной поврежденной резьбы (8),
- удаление второй втулки (50) из отверстия (24),
- введение через отверстие (24) инструмента (20) в указанное первое отверстие (23a) с завинчиванием по новой резьбе (16) вставки (61), выполненной с возможностью образования восстановленной резьбы (8').
| US 3148562 A1, 15.09.1964 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2272702C2 |
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
| DE 9101752 U1, 20.06.1991 | |||
| Способ правки шлифовального круга | 1986 |
|
SU1399098A1 |
| US 20050204542 A1, 22.09.2005 | |||
| US 4759666 A1, 26.07.1988. | |||

