00 х
О (Г)
эо
1t
Изобретение относится к машиностроению, в частности к способам правки шлифовальных кругов.
Цель изобретения - расширение тех11ологкческих возможностей способа и повьппение качества обработки путем формирования на рабочей поверхности ишифовального круга регулярного макрорельефа с равномерным взаимным расположением профилируемых впадин, ширина которых превьппает ширину пра- 1 ящего инструмента.
На фиг. 1 изображена схема правки г-ифовального круга при соотношении К( ростей
/(-V,) (V-)/ /
|v,| -fv,/.
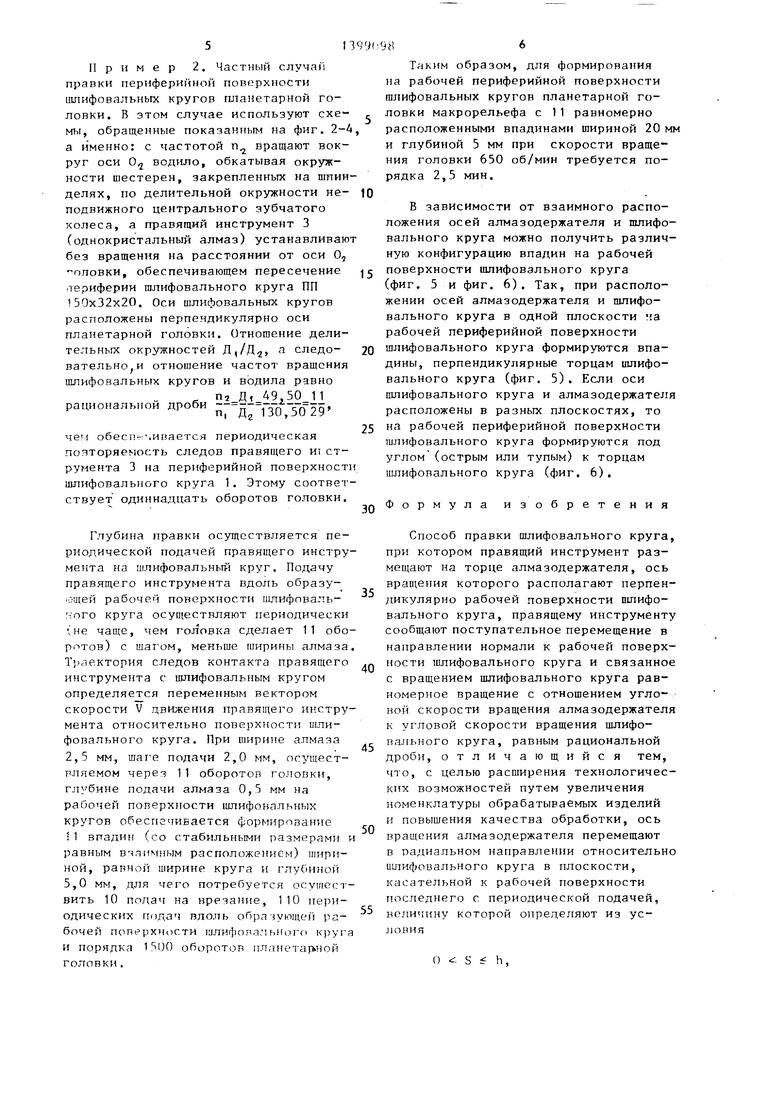
На фиг. 2 - схема правки шлифовального круга планетарной головкой при соотношениях скоростей
r/(-V, ) - V,,/;
i/v,/./v,/
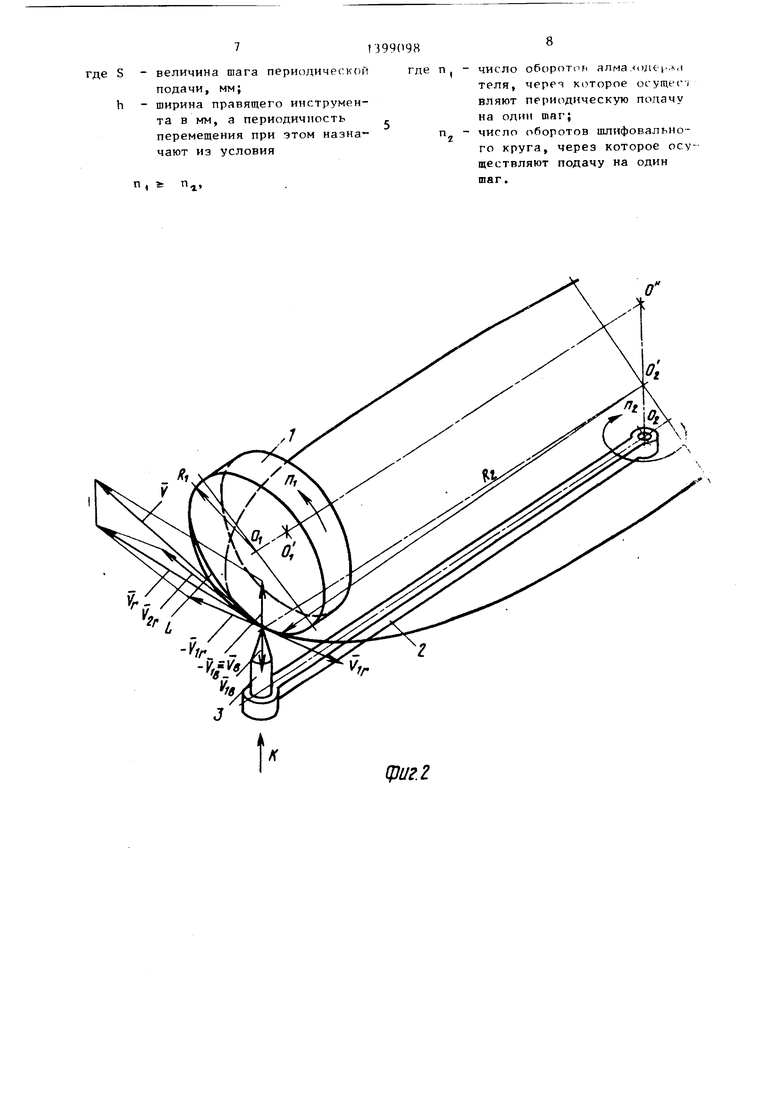
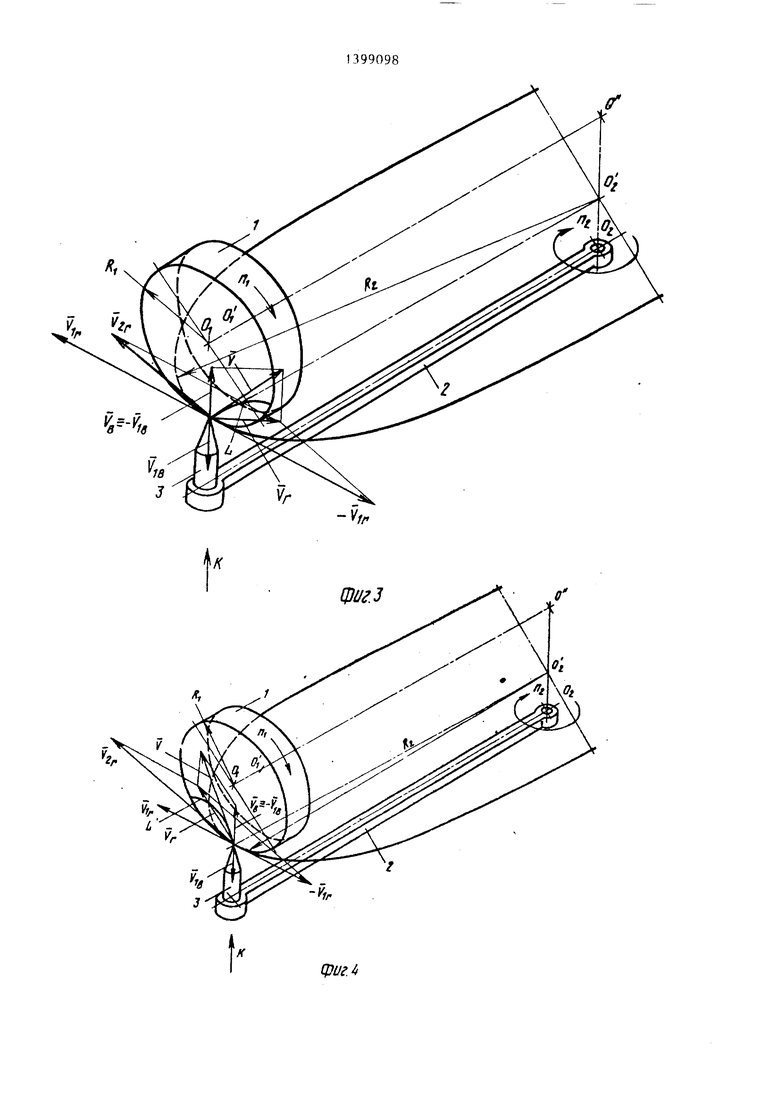
На фиг. 3 - схема правки планетарной головкой при соотношениях скорое- 30 тей
9909Ь
c, дроби. Алмазодержатель поступательно перемещают в направлении нормали к поверхности пшифовального круга в соответствии с требуемой глубиной правки и в плоскости, касательной к рабочей поверхности шлифовального круга, в направлении нормали к следам воздействия правящего инструмента на рабочую поверхность шлифовального круга, причем перемещение оси Отвращения апмазодержателя 2 вдоль образующей рабочей поверхности щли- фовального круга 1 осуществляют периодически с соблюдением условий
10
15
0 S h; и , п,
где S - величина шага периодической
подачи, мм;
h - ширина правящего инструмента, например алмаза, мм; п - число оборотов алмазодержателя, через которое осуществляют периодическую подачу на один шаг;
п - число оборотов шлифовального круга, через которое осуществляют периодическую подачу на один шаг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Способ правки шлифовального круга | 1989 |
|
SU1689049A1 |
| Инструмент для правки многониточных резьбошлифовальных кругов | 1981 |
|
SU1268395A1 |
| Способ правки шлифовального круга | 1985 |
|
SU1281390A1 |
| Устройство для правки шлифовального круга по эллиптическому профилю | 1977 |
|
SU663568A1 |
| Устройство для правки шлифовального круга с профилем в виде сопряженных дуг окружностей | 1985 |
|
SU1283062A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |

Изобретение относится к машиностроению, в частности к способам правки шлифовальных кругов. Целью изобретения является расширение технологических возможностей путем увеличения номенклатуры обрабатываемых шлифовальных кругов и повышения качества обработки. При правке шлифовального круга 1 алмазодержателю 2 с правящим инструментом 3 на его торце сообщают вращение относительно оси Oj, при этом отношение угловой скорости вращения алмазодержателя 2 к угловой скорости вращения шлифовального круга 1 берут равным рациональной дроби, Алмазодержатель 2 поступательно перемещают в плоскости, касательной к рабочей поверхности шлифовального круга в направлении нормали к следам воздействия правящего инструмента 3 на рабоую поверх ность шлифовального круга 1 с периодической подачей. Величину периодической подачи выбирают из следующего условия: величина шага периодической подачи больше нуля, но меньше или равна ширине правящего инструмента, а периодичность перемещения при этом выбирают из условия: число оборотов алмазодержателя, через которое осуществляют периодическую подачу на один шаг, больше или равно числу оборотов шлифовального круга, через которое осуществляют периодическую подачу на один шаг, 6 ил. i (Л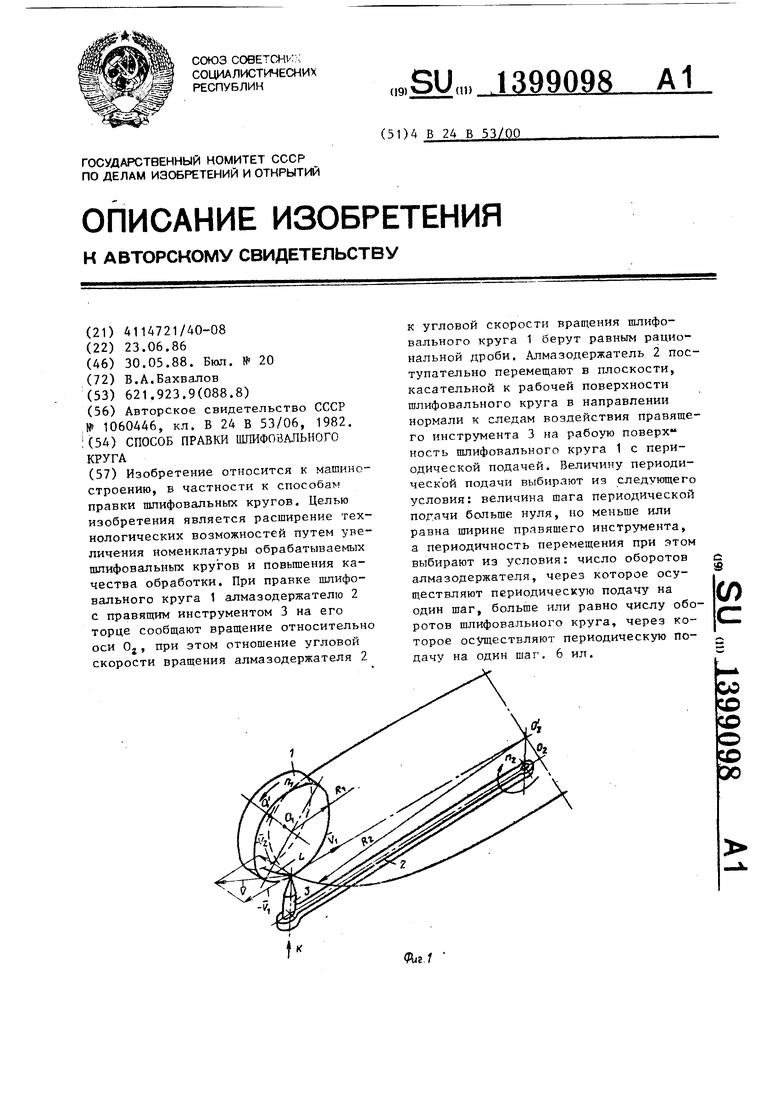
/(-V,) - V,,/; /V, I / V,/ .
На фиг. 4 - схема правки планетар- к ой головкой при соотношении скорост е Г
/(-V,) -f . V,; /Vj. /V,/.
На фиг. 5 - вид по стрелке К на фиг. 1; на фиг. 6 - вид по стрелке К фиг. 2.
Способ осуществляют следующим образом.
Для осуществления правки шлифовального круга 1 (вращение относительно оси О,) алмазодержателю 2 с правящим инструментом 3 (например, единичным алмазом) на его торце сообщают вращение относительно оси О (фиг. 1-А). Отношение угловой скорости вращения алмазодержателя 2 к угловой скорости вращения шлифовального круга 1 берут равным рациональВ предлагаемом способе (в отличие от известного) периодическое воздействие правящего инструмента, например однокристального алмаза, с рабочей поверхностью шлифовального круга достигается сложением двух вращательных движений с постоянными угловыми
скоростями. Равенство отношения частот вращения алмазодержателя и шлифовального круга рациональной дроби обеспечивает повторяемость следов их пересечения через определенное число
оборотов алмазодержателя. Перемещение оси вращения алмазодержателя вдоль образующей рабочей поверхности шли- фовсчльного круга, осуществляемое периодически через определенное число
оборотов алмазодержателя, ранное или большее значения числителя рациональной дроби, определяющей отношение угловой скорости вращения элмазодержате- ля к угловой скорости вращения щлифоБального круга, расширяет технологические возможности способа правки за счет обеспечения стабильности формы, размеров и ранномерности взаимного расположения пр1зфилируемы : на рабочей
поверхности (торцовой, периферийной или конусной) шлифовального круга впадин, ширина которых превышает ширину правящего инструмента. Шаг периодической подачи, больп1ей нуля, но меньше ширины правящего инструмента (алмаза), обеспечивает формирование регулярного макрорельефа со стабильным и равномерным взаимным расположением впадин практически на любых рабочих поверхностях шлифовальных кругов (торцовых, периферийных, конусных) .
Применение предлагаемого способа правки эффективно в случае шлифовани планетарной головкой работающей торцовой или периферийной поверхностью шлифовальных кругов. В этом случае правку рабочих поверхностей шлифовальных кругов осуществляют, сообщая перемещение осей вращения шлифовальных кругов относительно неподвижного правящего инструмента, например алмаза, т.е. при испольяуется обращенная кинематическая схема: относительное вращательное движение правящего инструмента и оси шлифовального круга осуществляют вращая оси шлифовальных кругов относительно неподвижного инструмента.
Пример 1. Шлифовальный круг вращают вокруг неподвижной оси О, О,
с частотой вращения, равной
п. Пра- алмаз,
вящий инструмент 3 например вращают относительно оси с частотой п. ОсьО,0( шлифовального круга располагают в плоскости, перпендикулярной оси OjOj алмазодержателя, причем эти оси не пересекаются (фиг. 1). Отношение (nj/n) частоты вращения алмазодержателя к частоте вращения шлифовального круга 1 равно рациональной дроби, например, п, 1386 об/мин, п об/мин, а n.,/nf 462/1386 21/63. Благодаря тому, что отношение , равно ра- циопальной дроби, обеспечивается повторяемость следов L воздействия правящего алмаза на рабочую поверхность шлифовального круга через определенное число оборотов (в данном конкретном случае через 21 оборот алмазодержателя и (S3 оборота шлифовального круга) алмэ юдержателя и шлифовального круга. Траектория движения правящего инструмента по следу L правки определяется перемепным вектором скорости V движения правя1чего инстру
мента, например алмаза, ОТНОСТТТРЛЬНО рабочей поверхности шлифовального круга, равным векторной сумме окружных скоростей (V) шлифовального круга и V - правящего инструмента. Движение подачи осуществляют поступательно, перемещая инструмент, например алмаз, в направлении нормали к рабочей поверхности пшифовалыюго круга на глубину или часть глубины профилируемых впадин, а также в плоскости, касательной к рабочей поверхности шлифовального круга, в направлении нормали к следам воздействия правящего инструмента на рабочую поверхность шпифовального круга периодически в соответствии с условиями
20
О
Ь;
5
0
В
0
5
0
5
где S - величина шага периодической
подачи, мм;
h - ширина правящего инструмента, например алмаза, мм; П| - число оборотов алмазодержателя, через которое осуществляют периодическую подачу на один шаг;
п - число оборотов шлифовального круга, через которое осуществляют периодическую подачу на один шаг. При ширине правящего инструмента (например, алмаза) 2, 5 мм и шаге
подачи 2,0 мм подачу на один шаг осуществляют периодически через каждые 21-25 оборотов алмазодержателя. Для формирования на рабочей поверхности шлифовальног о круга одинаковых по размерам и равнорасположенных по окружности впадин шириной 10,5 мм (в количестве 21 впадины) требуется произвести пять раз периодическую подачу, затратив на это не более 20 с. При этом глубина впадин будет равна величине шага подачи врезания (перпендикулярно рабочей поверхности шлифовального круга) и составляет порядка 0,5 мм. Для получения впадин глубиной 3,0 мм необходимо последовательно осуществить шесть раз подачу на глубину, каждьш раз повторяя вышеописанный процесс формирования впадин. Таким образом, машинное время правки шлифовального круга составит порядка 120 с.
Пример 2. Частный случай правки периферийной поверхности шлифовальных кругов планетарной головки. В этом случае используют схе- мы, обращенные показанным на фиг. 2-4 а именно: с частотой п, вращают вокруг оси 0 водило, обкатывая окружности шестерен, закрепленных на шпинделях, по делительной окружности не- подвижного центрального зубчатого колеса, а правящий инструмент 3 (однокристальный алмаз) устанавливаю без вращения на расстоянии от оси О, оловки, обеспечивающем пересечение лериферии шлифовального круга ПП 150x32x20. Оси шлифовальных кругов расположены перпендикулярно оси планетарной головки. Отношение делительных окружностей Д,/Д, а следо- вательно и отношение частот вращения шлифовальных кругов и водила равно
- п, Д, А9,50 11 рациональной дроби 29
чем обесп -.ивается периодическая пoятopяe iocть следов правящего И1 ст- румента 3 на периферийной поверхности шлифовального круга 1. Этому соответствует одиннадцать оборотов головки.
Глубина правки осуществляется периодической подачей правящего инструмента на шлифовальный круг. Подачу правящего инструмента вдоль образу- ощей рабочей поверхности шлифоваль ного круга осуществляют периодически (не чаще, чем головка сделает 11 оборотов) с шагом, меньше ширины алмаза.
Т;1лектория следов контакта правящего инструмента с шлифовальным кругом определяе гся переменным вектором скорости V движения правящего инструмента относительно поверхности шлифовального круга. При ширине алмаза
2,5 мм, шаге подачи 2,0 мм, осущест- рллемом через 11 оборотов головки, глубине подачи алмаза 0,5 мм на рабочей поверхности шлифовальных кругов обеспечивается формирование 11 впадин (со стабильными размерами и равным вяяимным расположением) шириной, рапной ширине круга и глубиной 5,0 мм, для чего потребуется осуществить 10 подач на врезание, 110 периодических подач вдоль образующей рабочей поверхности шлифояа-чьногг круга и порядка 1500 оборотов планета ной головки.
0
5
0
5
0
5
0
5
Таким образом, для формирования на рабочей периферийной поверхности шлифовальных кругов планетарной головки макрорельефа с 11 равномерно расположенными впадинами шириной 20 мм и глубиной 5 мм при скорости вращения головки 650 об/мин требуется порядка 2,5 мин.
В зависимости от взаимного расположения осей алмазодержателя и шлифовального круга можно получить различную конфигурацию впадин на рабочей поверхности шлифовального круга (фиг. 5 и фиг. 6). Так, при расположении осей алмазодержателя и шлифовального круга в одной плоскости ма рабочей периферийной поверхности шлифовального круга формируются впадины, перпендикулярные торцам шлифовального круга (фиг. 5). Если оси шлифовального круга и алмазодержателя расположены в разных плоскостях, то на рабочей периферийной поверхности шлифовального круга формируются под углом (острым или тупым) к торцам шлифовального круга (фиг. 6).
Формула изобретения
Способ правки шлифовального круга, при котором правящий инструмент размещают на торце алмазодержателя, ось врап;ения которого располагают перпендикулярно рабочей поверхности шлифовального круга, правящему инструменту сообщают поступательное перемещение в направлении нормали к рабочей поверхности шлифовального круга и связанное с вращением шлифовального круга равномерное вращение с отношением угловой скорости вращения алмазодержателя к угловой скорости вращения шлифовального круга, равным рациональной дроби, отличающийся тем, что, с целью расширения технологических возможностей путем увеличения номенклатуры обрабатываемых изделий и повышения качества обработки, ось вращения алмазодержателя перемещают в радиальном направлении относительно ишифовального круга в плоскости, касательной к рабочей поверхности последнего с периодической подачей, величину которой определяют из условия
О i S i h,
S - величина шага периодической
подачи, мм;
h - ширина правящего инструмента в мм, а периодичность перемещения при этом назначают из условия
п . а
п
а
Гг.
8
п, - число o6opoT TFi алма .()/tei., теля, черп которое осугцест вляют периодическую подачу на один таг;
п - число оборотов шлифовального круга, через которое осуществляют подачу на один шаг.
и.2
фиг.з
-Vlr
Фи.б
| Способ правки шлифовального круга | 1982 |
|
SU1060446A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
