Изобретение относится к области электродуговой сварки плавящимся электродом сплошного сечения, порошковыми проволоками, самозащитными проволоками в среде активных и инертных газах, а также их смесях (Аг+CO2, СО2+О2, Аг+СО2+О2) на обратной и прямой полярности. Изобретение может быть использовано при изготовлении металлоконструкций в различных областях техники.
За прототип принято устройство для сварки [А.С. 2429112 (от 21.12.2009 опублик. 20.09.2011)], содержащее источник постоянного тока, фильтрующий конденсатор, подключенный к выходам источника питания, зарядную цепь, состоящую из коммутирующего конденсатора, зарядного дросселя и зарядного тиристора, коммутирующий конденсатор, соединенный верхней обкладкой с плюсом источника питания, а нижней обкладкой через зарядный дроссель с анодом зарядного тиристора, который катодом соединен с минусом источника питания, вспомогательный тиристор, соединенный катодом с нижней обкладкой коммутирующего конденсатора и зарядным дросселем, а анодом - с анодом силового тиристора, коммутирующий дроссель, соединенный одним концом с плюсом источника питания, а другим концом - с анодами силового и вспомогательного тиристора, отличающееся наличием второго контактного наконечника, соединенного с плюсом источника постоянного тока, через который сварочный ток в паузе передается на электродную проволоку, и участок электродной проволоки между контактными наконечниками, подключенный параллельно коммутирующему дросселю, силовому тиристору и дросселю.
Суть изобретения заключается в том, что в устройстве для импульсно-дуговой сварки ток паузы ограничен дополнительным участком электродной проволоки, который при протекании тока паузы разогревается за счет тепла, выделяемого по закону Джоуля-Ленца.
Недостатками устройства является: схемотехническое решение на основе тиристоров, что значительно усложняет управление коммутацией и увеличивает громоздкость оборудования; неизменяемый участок электродной проволоки между контактными наконечниками и отсутствие обратной связи по температуре подогрева, что не позволяет в полной степени автоматизировать процесс поддержания заданной температуры вылета, а также повышает сложность в подборе режимов и снижает стабильность процесса при внешних возмущениях.
Задача - создание устройства, обладающего высокими регулировочными характеристиками и легкостью настройки параметров, расширяющего области применения источников питания для дуговой сварки.
Поставленная задача достигается за счет использования устройства, содержащего источник постоянного тока, два транзисторных ключа с изолированным затвором и цепями защиты, блок управления, дроссель, два контактных наконечника, датчик температуры и исполнительный механизм перемещения контактного наконечника.
Реализация режима «горячего старта» возможна при изменении расстояния между контактными наконечниками и изменении параметров режима импульсно-дуговой сварки.
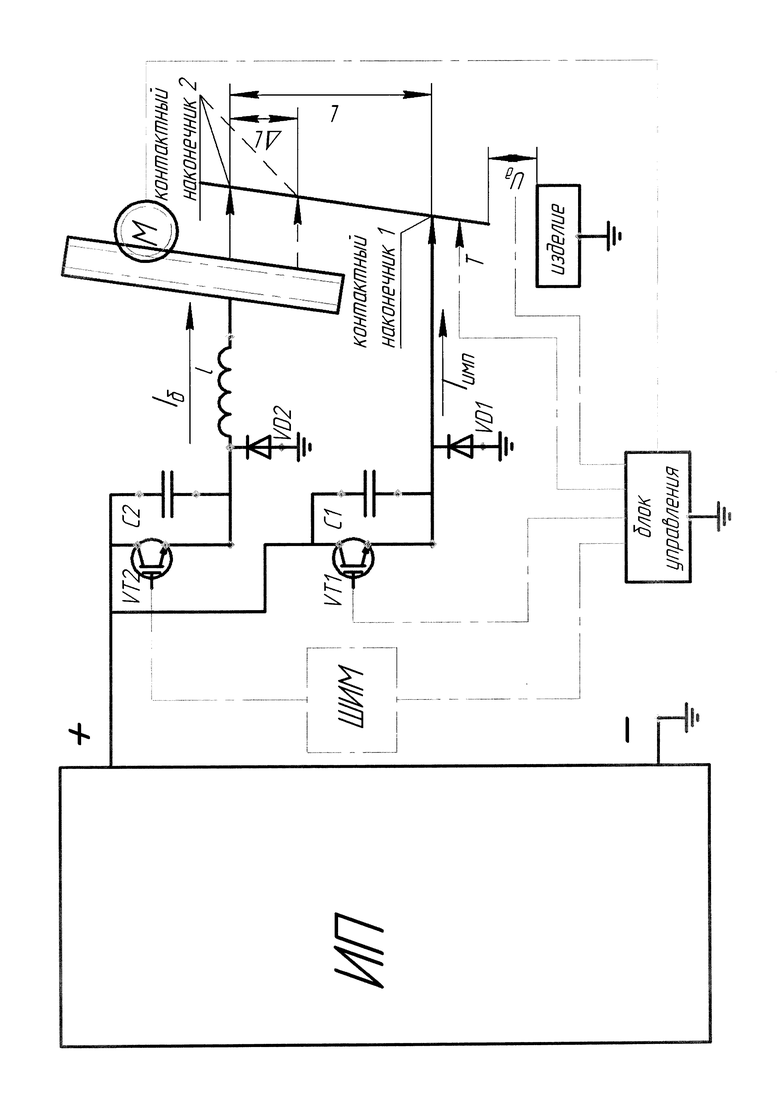
Изобретение поясняется чертежом.
На интервале паузы ток протекает от "+" источника питания через транзисторный ключ - дроссель - контактный наконечник 2 - участок электродной проволоки между контактным наконечником 1 и 2 далее через дугу на изделие и "-" источника питания. Меняя параметры сигналов управления (например: при изменении скважности ШИМ-сигнала), можно задавать средний ток в паузе, регулировать или изменять его значение по какому-либо закону или зависимости. При протекании тока по данному контуру происходит разогрев участка проволоки между контактным наконечником 2 и дугой за счет тепла, выделяемого по закону Джоуля-Ленца.
Во время паузы происходит оплавление электрода и формирование капли. В ходе формирования капли за счет движения проволоки и выравнивания капли на торце электрода происходит уменьшение длины дуги, и, как следствие, изменяется напряжение на дуге Ud, которое отслеживается блоком управления. Когда сформированная капля займет соосное положение, напряжение Ud достигнет порогового значения, блок управления подаст сигнал на открытие силового транзистора VT1.
Для формирования тока паузы блок управления открывает транзисторный ключ VT1, посылая на него ШИМ-сигнал, и ток Iб протекает по цепи  - контактный наконечник 2 - участок проволоки - контактный наконечник 1 - дуга - изделие. Падение напряжения на участке проволоки и небольшая скважность ШИМ-сигнала обуславливают протекание базового тока небольшой величины. При изменении скважности ШИМ-сигнала меняется и сила базового тока Iб. Участок проволоки при этом разогревается, и требуется ввести меньшее количество тепла через дугу для его расплавления. Дроссель
- контактный наконечник 2 - участок проволоки - контактный наконечник 1 - дуга - изделие. Падение напряжения на участке проволоки и небольшая скважность ШИМ-сигнала обуславливают протекание базового тока небольшой величины. При изменении скважности ШИМ-сигнала меняется и сила базового тока Iб. Участок проволоки при этом разогревается, и требуется ввести меньшее количество тепла через дугу для его расплавления. Дроссель  служит для сглаживания ШИМ-сигнала в постоянное значение силы тока.
служит для сглаживания ШИМ-сигнала в постоянное значение силы тока.
Установлено, что коэффициент расплавления зависит от температуры нагрева сварочной проволоки перед ее входом в контактный наконечник 1. Для регулирования коэффициента расплавления в контактный наконечник установлена термопара Т. При отклонении температуры от установленного значения блок управления посылает сигнал на исполнительный механизм М, который изменяет расстояние между контактными наконечниками L на величину AL, что приводит к восстановлению заданного значения температуры, а, следовательно, и коэффициента расплавления.
Базовый ток Iб служит для формирования капли. В ходе формирования капли изменяется напряжение на дуге Ud, которое отслеживается блоком управления. Когда сформированная капля займет соосное положение, напряжение Ud достигнет порогового значения, что приведет к подаче сигнала о необходимости наложения импульса.
При подаче сигнала на транзисторный ключ VT1 он открывается, и ток Iимп протекает через контактный наконечник 1. Длительность импульса невелика, т.к. импульс служит только для отрыва и переноса капли в сварочную ванну.
Средний ток и параметры наложения импульсов задаются изменением программы в памяти микроконтроллера посредством любого удобного интерфейса.
Для защиты транзисторов от индуктивных всплесков напряжения при коммутационных процессах в схеме использованы конденсаторы С1 и С2. Для защиты источника питания применяются обратные диоды VD1 и VD2, направляющие индуктивные всплески напряжения на дугу.
Данное устройство было апробировано при наплавке валиков на стальные пластины. Применение данного устройства позволило повысить коэффициент расплавления электродного металла до 40 г/А⋅ч, что привело к увеличению соотношения высоты наплавленного валика к его ширине, а также снижению доли основного металла в наплавленном слое до 10%. Применение устройства позволяет расширить возможности формирования последующих наплавленных валиков. Также данное устройство было апробировано при прототипировании, что позволило улучшить формирование стенок и снизить деформации при неизменной скорости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
| Устройство для полуавтоматической сварки | 1987 |
|
SU1479224A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2175596C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
Изобретение относится к области электродуговой сварки плавящимся электродом и может применяться для сварки высоколегированных сталей, тонкостенных изделий, для наплавки слоев. Устройство содержит источник постоянного тока, два контактных наконечника для подвода тока к упомянутому электроду, коммутирующее устройство, включенное между источником питания и контактными наконечниками, и блок управления, связанный с коммутирующим устройством. При этом коммутирующее устройство выполнено в виде двух транзисторных ключей, изолированные затворы транзисторов которых соединены с блоком управления, при этом коллекторы транзисторов соединены с плюсовым выводом источника питания, а их эмиттеры соединены с соответствующим контактным наконечником, кроме того, между коллектором и эмиттером транзистора каждого из ключей включен защитный конденсатор, а между эмиттером транзистора каждого из ключей и минусовым выводом источника питания включен защитный обратный диод. Использование изобретения позволяет расширить технологические возможности устройства и упростить его схему. 3 з.п. ф-лы, 1 ил.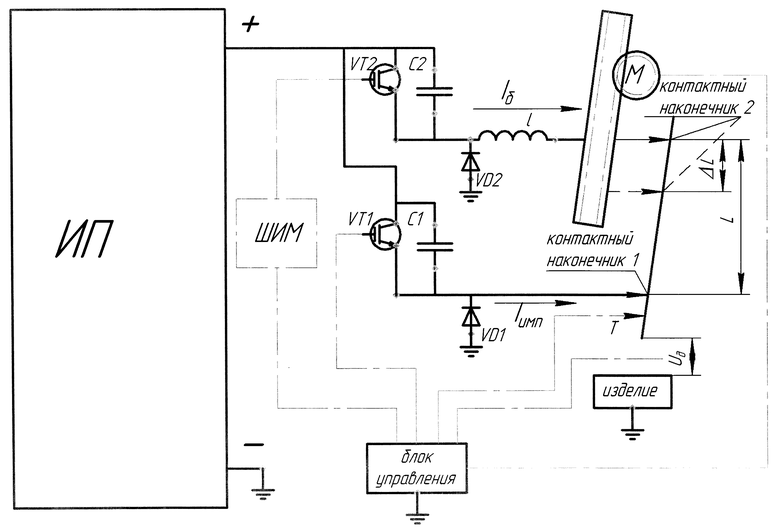
1. Устройство для импульсно-дуговой сварки плавящимся электродом, содержащее источник постоянного тока, два контактных наконечника для подвода тока к упомянутому электроду, коммутирующее устройство, включенное между источником питания и контактными наконечниками, и блок управления, связанный с коммутирующим устройством, отличающееся тем, что коммутирующее устройство выполнено в виде двух транзисторных ключей, изолированные затворы транзисторов которых соединены с блоком управления, при этом коллекторы транзисторов соединены с плюсовым выводом источника питания, а их эмиттеры соединены с соответствующим контактным наконечником, причем между коллектором и эмиттером транзистора каждого из ключей включен защитный конденсатор, а между эмиттером транзистора каждого из ключей и минусовым выводом источника питания включен защитный обратный диод.
2. Устройство по п. 1, отличающееся тем, что второй контактный наконечник установлен подвижно с возможностью изменения расстояния между наконечниками в процессе сварки посредством исполнительного механизма, связанного с блоком управления.
3. Устройство по п. 2, отличающееся тем, что оно снабжено датчиком температуры плавящегося электрода, выход которого связан с входом блока управления.
4. Устройство по любому из пп. 1-3, отличающееся тем, что оно снабжено дросселем, включенным между коллектором транзистора второго ключа и вторым контактным наконечником.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2009 |
|
RU2429112C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки порошковой проволокой | 1984 |
|
SU1166943A1 |
| Вертикальный выпарной аппарат | 1959 |
|
SU128850A1 |
| US 2017225255 A1, 10.08.2017 | |||
| US 2013043219 A1, 21.02.2013. | |||

