Нетканые материалы очень широко применяются во всем мире.
Изготовление нетканого материала осуществляется на высоко технологичных производственных линиях, следующими способами:
- путем формования нитей расплава полимера, аэродинамического вытягивания и формования холста из нитей на движущемся транспортере (сетка) с последующим термоскреплением (получение нетканого полотна типа «спанбонд» далее С);
- путем раздува сильным потоком воздуха, нагретого до высокой температуры, расплавленного полимера, экструдированного через головку специальной конструкции. Формующиеся нити в горячем воздушном потоке очень быстро вытягиваются до тончайших диаметров (1-5 микрон) в завихрениях окружающего воздуха в виде волокон. Волокна выдуваются на движущийся транспортер (сетка), расположенный на небольшом расстоянии, и образуют связанную паутину (получение нетканого полотна типа «мелтьблаун», далее М).
Технологические линии представляют собой установки непрерывного действия следующими стадиями производственных операций:
- прием и загрузка сырья и добавок;
- подача сырья, добавок и их дозирование согласно рецептуре;
- формование нитей спанбонда «С» (могут быть несколько секций, например, обозначение для двух секций - СС) и мелтьблауна «М» (могут быть несколько секций, например, обозначение для двух секций - ММ) из расплава;
- формирование полотна (холста);
- термоскрепление и намотка полотна (холста);
Потребность, как в виде полотен, полученных методом термоскрепления полипропиленовых нитей "спанбонд" марки С так и полотен, полученных методом горячего роздува тончайших волокон полипропилена "мельтблаун" марки М и их комбинаций типа СС, CM, CMC, СММС постоянно расширяется.
Так же неуклонно растет спрос и на композитные материалы, состоящие из трех слойных полотен в комбинации "спанбонд", "полимерные пленки", "спанбонд" полученные методом термосрепления. Полимерные пленки могут иметь различные физико-механические характеристики. В зависимости от потребности можно получить широкий спектр композитных полотен с высокими показателями паропроницаемости, водоупорности и т.д.
Технологические линии только для получения композитных материалов из полимерных пленок методом термоскрепления имеются. Но в связи с тем, что для термоскрепления требуется достаточно сложный и дорогой узел -гидравлический каландр, такие линии имеют высокую стоимость. Мировым лидером в изготовлении гидравлических каландров является немецкая фирма ANDRITZ.
Я предлагаю оснастить имеющиеся технологические линии по производству нетканого полотна, укомплектованные гидравлическими каландрами дополнительными композиционными установками. В результате расшириться номенклатура выпускаемой продукци на технологических линиях производства нетканого полотна, можно будет производит композитные материалы методом термоскрепления не покупая дорогие специальные технологические линии. На сегодняшний день для РФ такое производство является импортозамещением. Рынок супердиффузионных паропроницаемых мембран, изготовленных методом термоскрепления внутри РФ, заполняется импортной продукцией.
Суть предложения следующая:
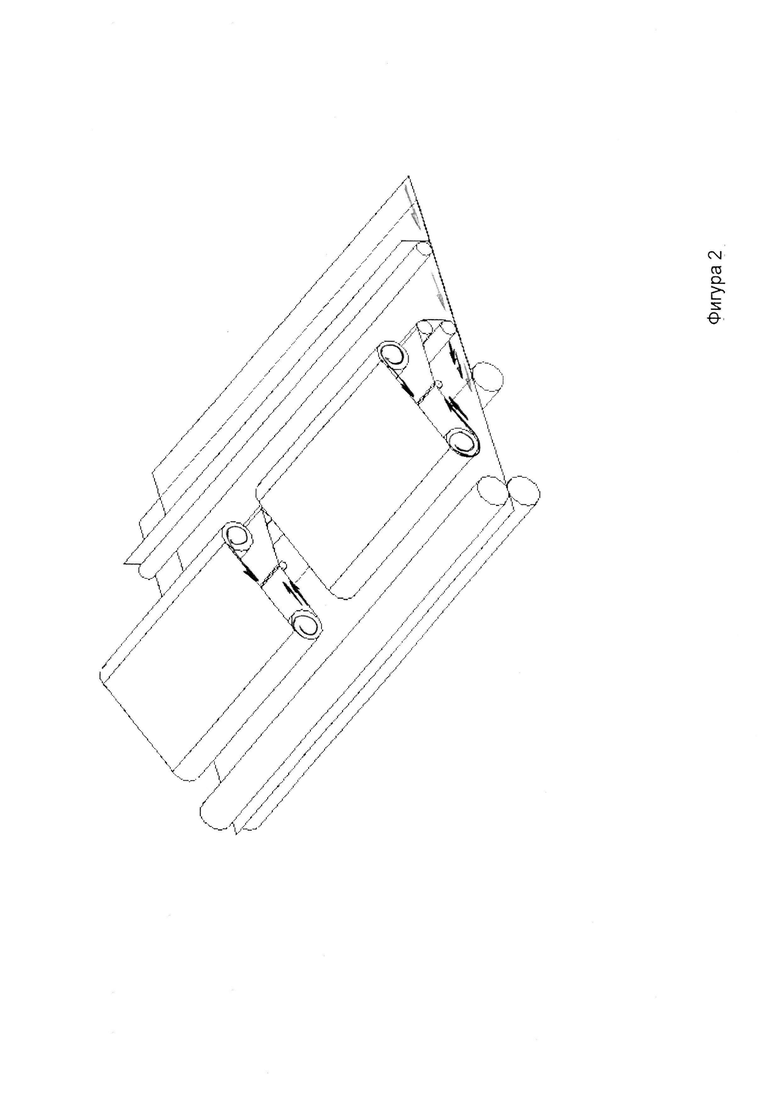
- На движущейся транспортной сетке формируется нетканое полотно (штатный процесс, марка полотна любая - СС, CMC, фигура 2 красная стрелка) и идет на термоскрепление в гидравлический каландр.
- Перед каландром на это полотно (фигура 2, красная стрелка) накладывается «дышащая» полимерная пленка (фигура 2, синяя стрелка) и еще одно нетканое полотно (фигура 2, черная стрелка). Образуется полимерная пленка с двух сорон защищенная полотном спанбонда.
- Полученный трехслойный пирог проходит через нагретый и прижатый до требуемой величины каландр и на выходе получается композитный материал с необходимыми физико-механическими характеристиками.
Теперь более подробно:
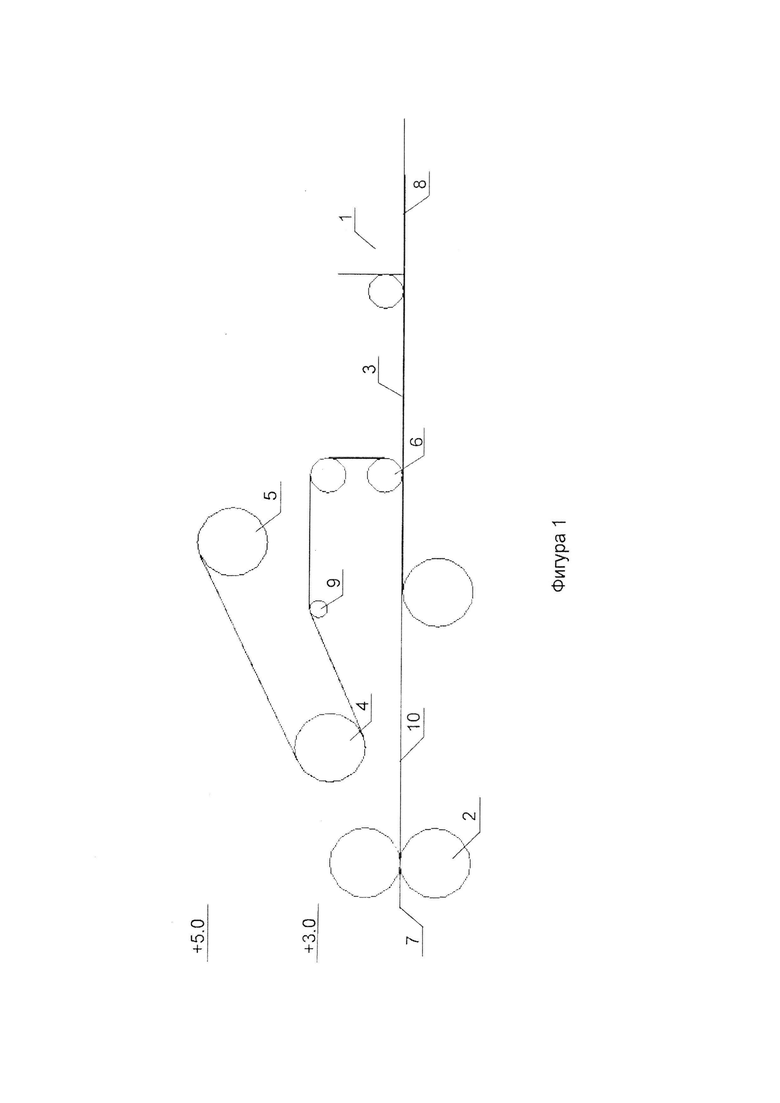
Установка для изготовления композиционного полимерного полотна методом термоскрепления, включает транспортную сетку на которой формируется нетканое полотно (3) и в направлении движения нетканого полотна установлен двухвалковый гидравлический каландр для термоскрепления отличающаяся тем, что перед двухвалковым гидравлическим каландром на высоте три метра и пять метров смонтированы две пары размоточных устройств (4, 5), для возможности расположения на них полимерной пленки и нетканого полотна, валы (9) оснащенные контроллерами электромеханического тормоза для возможности регулирования натяжения и прижимной вал (6) посредством которого на движущееся нетканое полотно накладываются полимерная пленка и еще одно нетканое полотно для последующего термоскрепления под воздействием температуры и давления, при этом размоточные устройства (4, 5) снабжены вращающимися опорами и порошковыми электромагнитными тормозными механизмами.
Допускается устанавливать по одной размотке. Но в связи с тем, что большинство технологических линий по производству спанбонда изготавливают полотна с шириной 3,2 м, а «дышащие» полимерные пленки производятся как правило шириной 1,6 м, для использования всей полезной ширины, как показано на рисунке (фигура 2) предпочтительно устанавливать пару размоток на каждой отметке.
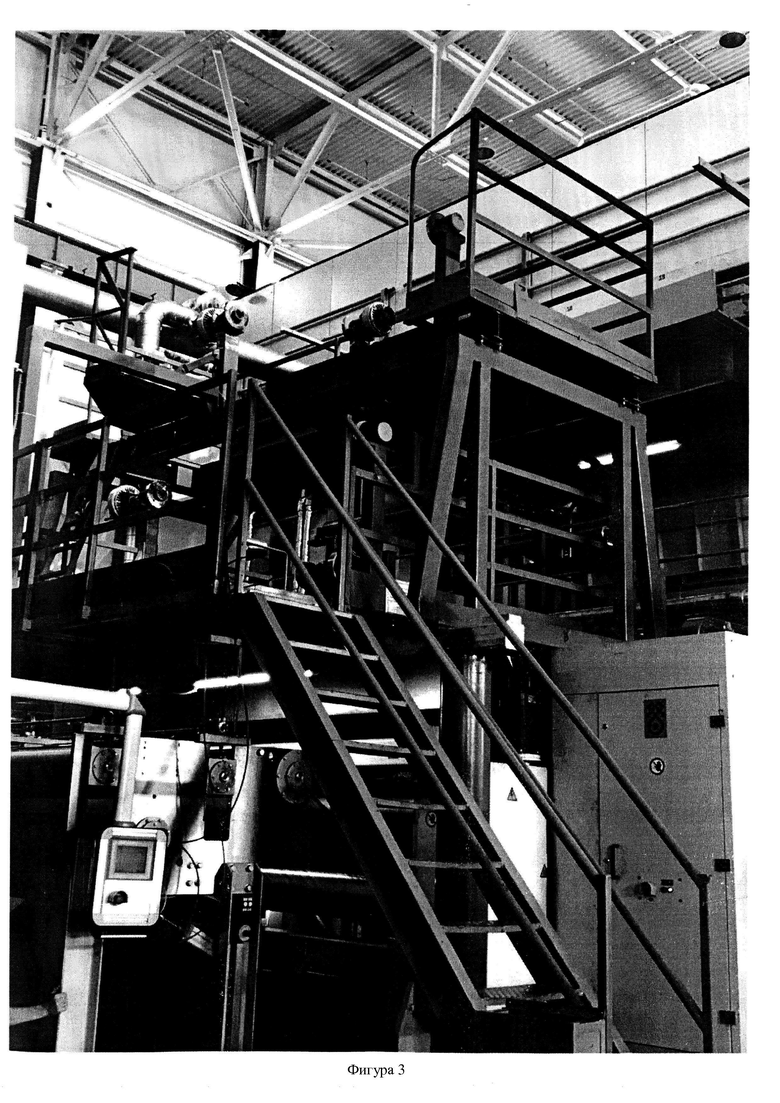
Опытная установка (фигура 3) производства композиционных полотен, предложенная автором, изготовлена, смонтирована и интегрирована в действующую технологическую линию (фигура 1). Поставляет на строительный рынок супердиффузионные паропроницаемые мембраны.
Заявлена установка для изготовления композиционного полимерного полотна методом термоскрепления, включающая транспортную сетку, на которой формируется нетканое полотно (3) и в направлении движения нетканого полотна установлен двухвалковый гидравлический каландр для термоскрепления, при этом перед двухвалковым гидравлическим каландром на высоте три метра и пять метров смонтированы две пары размоточных устройств (4, 5), для возможности расположения на них полимерной пленки и нетканого полотна, валы (9), оснащенные контроллерами электромеханического тормоза для возможности регулирования натяжения, и прижимной вал (6), посредством которого на движущееся нетканое полотно накладываются полимерная пленка и еще одно нетканое полотно для последующего термоскрепления под воздействием температуры и давления, при этом размоточные устройства (4, 5) снабжены вращающимися опорами и порошковыми электромагнитными тормозными механизмами. 3 ил.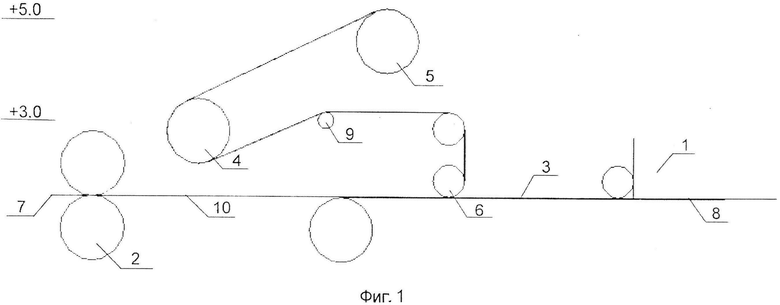
Установка для изготовления композиционного полимерного полотна методом термоскрепления, включающая транспортную сетку, на которой формируется нетканое полотно (3) и в направлении движения нетканого полотна установлен двухвалковый гидравлический каландр для термоскрепления, отличающаяся тем, что перед двухвалковым гидравлическим каландром на высоте три метра и пять метров смонтированы две пары размоточных устройств (4, 5), для возможности расположения на них полимерной пленки и нетканого полотна, валы (9), оснащенные контроллерами электромеханического тормоза для возможности регулирования натяжения, и прижимной вал (6), посредством которого на движущееся нетканое полотно накладываются полимерная пленка и еще одно нетканое полотно для последующего термоскрепления под воздействием температуры и давления, при этом размоточные устройства (4, 5) снабжены вращающимися опорами и порошковыми электромагнитными тормозными механизмами.
| НЕТКАНЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ПЕРФОРИРОВАННУЮ ЭЛАСТИЧНУЮ ПЛЕНКУ | 2007 |
|
RU2439223C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛАСТИЧНОГО СЛОИСТОГО МАТЕРИАЛА И ЛАМИНИРОВАННЫЙ ЭЛАСТИЧНЫЙ ПРОДУКТ | 2016 |
|
RU2721012C2 |
| WO 2004060666 A1, 22.07.2004 | |||
| WO 2004060664 A1, 22.07.2004 | |||
| WO 2006024394 A1, 09.03.2006 | |||
| WO 2019206769 A1, 31.10.2019 | |||
| WO 2008026106 A2, 06.03.2008 | |||
| DE 29924294 U1, 02.01.2003. | |||

