ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к технической области производства стекла, в частности к системе формования обратным выдуванием и способу управления ею.
УРОВЕНЬ ТЕХНИКИ
В производстве стеклянных бутылок процесс формования стекла для бутылок является важным этапом. Формование стекла для бутылок относится к формованию фритты из расплавленного стекла в разные стеклянные бутылки, в которых формование первичных заготовок играет ключевую роль во всем процессе.
Вообще говоря, сотрудники будут использовать способ выдувания воздухом для формования стеклянных бутылок, а для формования внутреннего пространства первичных заготовок используют процесс формования обратным выдуванием. Процесс обратного выдувания обычно требует вдувания твердой стеклянной фритты в первичную заготовку с внутренним пространством через сжатый воздух в течение нескольких секунд. Традиционный процесс формования заключается в ручном нажатии на воздушный клапан, визуальном измерении высоты первичной заготовки человеческими глазами, а затем использовании процесса формования полным обратным выдуванием.
Однако из-за высоких требований высококачественных бутылок к качеству формования в традиционном процессе формования обратным выдуванием, при котором вручную нажимают воздушный клапан, пропорция воздушного клапана, нажатого вручную, не может быть хорошо регулирована, а высота заготовки не может быть точно и визуально измерена, что легко может привести к появлению следа на дне бутылки, явлению двухсекционного материала, плохой отделке, а также высоким требованиям к ручной технологии и высокой трудоемкости. Кроме того, выход сжатого воздуха в трубопроводе обратного выдувания устройства обратного выдувания не является стабильным, в то время как устройство обратного выдувания должно работать в течение определенного времени во время формования выдуванием. На самом деле, сделать так, чтобы трубопровод обратного выдувания устройства обратного выдувания выдавал воздух с заданным значением давления с высокой точностью, сложнее. Следовательно, даже если значение выходного давления задано заранее, трудно поддерживать точное значение давления воздуха для трубопровода обратного выдувания устройства обратного выдувания.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящей заявки обеспечивают систему формования стеклянных бутылок обратным (в обратную сторону) выдуванием и способ управления ею, чтобы решить проблему, заключающуюся в том, что трудно поддерживать высокоточный выход обратного выдувания в процессе формования обратным выдуванием предшествующего уровня техники, что вызывает появление следа на дне стеклянной бутылки, явление двухсекционного материала и плохую отделку.
С одной стороны, настоящее изобретение предлагает способ управления системой формования стеклянных бутылок обратным выдуванием, включающий следующие этапы, на которых:
делят заданное время формования обратным выдуванием на множество периодов выборки и устанавливают одно и то же целевое значение давления Р1 формования бутылки для каждого из периодов выборки; после начала процесса обратного выдувания бутылок измеряют фактическое значение давления Р2 в трубопроводе обратного выдувания в режиме реального времени; вычисляют погрешность значения давления воздуха в соответствии со значением разности между целевым значением давления и фактическим значением давления, полученным в период выборки, по формуле: Р0=Р1-Р2, каждый раз, когда завершают выборку; вычисляют значение усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки и корректируют целевое значение давления, принимая среднее значение значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания, пока не завершат выборку всех периодов выборки.
В некоторых вариантах осуществления вычисление значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки включает следующий этап, на котором:
получают значение ΔР усиления по формуле:

где Р1 - целевое значение давления формования бутылки, j - количество испытанных периодов выборки, а  - сумма фактических значений давления испытанных периодов выборки.
- сумма фактических значений давления испытанных периодов выборки.
В некоторых вариантах осуществления коррекция целевого значения давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до завершения выборки всех периодов выборки, включает следующий этап, на котором:
получают следующее значение Р3 выходного давления, не прошедшего период выборки, по формуле:
P3=P1+ΔP/(T1/T0-j),
где ΔР - значение усиления, Р1 - целевое значение давления формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, Т1 - заданное время формования обратным выдуванием, а Т1/Т0 - общее количество периодов выборки, содержащихся в заданном времени формования обратным выдуванием.
В некоторых вариантах осуществления коррекция целевого значения давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до завершения выборки всех периодов выборки, включает следующий этап, на котором:
время каждого из периодов выборки составляет 1 мс; и
получают следующее значение Р3 выходного давления, не прошедшего период выборки, по формуле:
P3=P1+ΔP/(T1-j),
где ΔР - значение усиления, Р1 - целевое значение давления формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, а Т1 - заданное время формования обратным выдуванием.
С другой стороны, предложена система формования стеклянных бутылок обратным выдуванием, содержащая:
трубопровод обратного выдувания, содержащий первый трубопровод и второй трубопровод, сообщающиеся с устройством хранения воздуха посредством Т-образного трехходового клапана и первичной заготовкой, при этом первый трубопровод снабжен модулем контроллера, выполненным с возможностью управления первым трубопроводом для выполнения способа управления, описанного выше, для подачи воздуха в камеру первичной заготовки, при этом разъем электрического сигнала на модуле контроллера соединен с электронным модулем управления посредством сигнальных линий,
причем электронный модуль выполнен с возможностью разделения заданного времени формования обратным выдуванием на множество периодов выборки с одинаковым временем и установки одного и того же целевого значения давления формования бутылки для каждого из периодов выборки; и
модуль контроллера выполнен с возможностью вычисления погрешности Р0 значения давления воздуха в соответствии со значением разности между целевым значением давления Р1 и фактическим значением давления Р2, полученным в период выборки, по формуле: Р0=Р1-Р2, каждый раз, когда завершают выборку, вычисления значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки, и корректировки целевого значения давления путем получения среднего значения для значения усиления, усредненного по остаточным периодам выборки, как значение коррекции давления в трубопроводе обратного выдувания, пока не завершат выборку всех периодов выборки.
В некоторых вариантах осуществления модуль контроллера выполнен с возможностью вычисления значения усиления в соответствии с суммой погрешностей значений давления воздуха за испытанные периоды выборки, в том числе:
получения значения ΔР усиления по формуле:

где Р1 - целевое значение давления формования бутылки, j - количество испытанных периодов выборки, а  - сумму фактических значений давления испытанных периодов выборки.
- сумму фактических значений давления испытанных периодов выборки.
В некоторых вариантах осуществления модуль контроллера выполнен с возможностью корректировки целевого значения давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до тех пор, пока не будет завершена выборка всех периодов выборки, в том числе:
получения следующего значения Р3 выходного давления, не прошедшего период выборки, по формуле:
P3=P1+ΔP/(T1/T0-j),
где ΔР - значение усиления, Р1 - целевое значение давления формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, Т1 - заданное время формования обратным выдуванием, а Т1/Т0 - общее количество периодов выборки, содержащихся в заданном времени формования обратным выдуванием.
Полезные эффекты технического решения, представленного в настоящей заявке, заключаются в следующем:
(1) Значение давления воздуха в трубопроводе обратного выдувания постоянно регулируют в режиме реального времени, так что значение давления воздуха в трубопроводе обратного выдувания постепенно приближается к целевому значению давления воздуха, чтобы обеспечить стабильность формования обратным выдуванием.
(2) Значение давления воздуха корректируют путем вычисления, а общие накопленные погрешности равномерно делят на последующее оставшееся время, так что в трубопроводе не будет больших изменений давления воздуха из-за коррекции давления воздуха за короткий период времени.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чтобы лучше проиллюстрировать техническое решение в вариантах осуществления настоящей заявки, далее кратко представлены чертежи, необходимые для описания вариантов осуществления, и очевидно, что чертежи в последующем описании являются частью вариантов осуществления настоящей заявки, для специалистов в данной области техники другие чертежи также могут быть получены на основе этих чертежей без каких-либо изобретательских усилий.
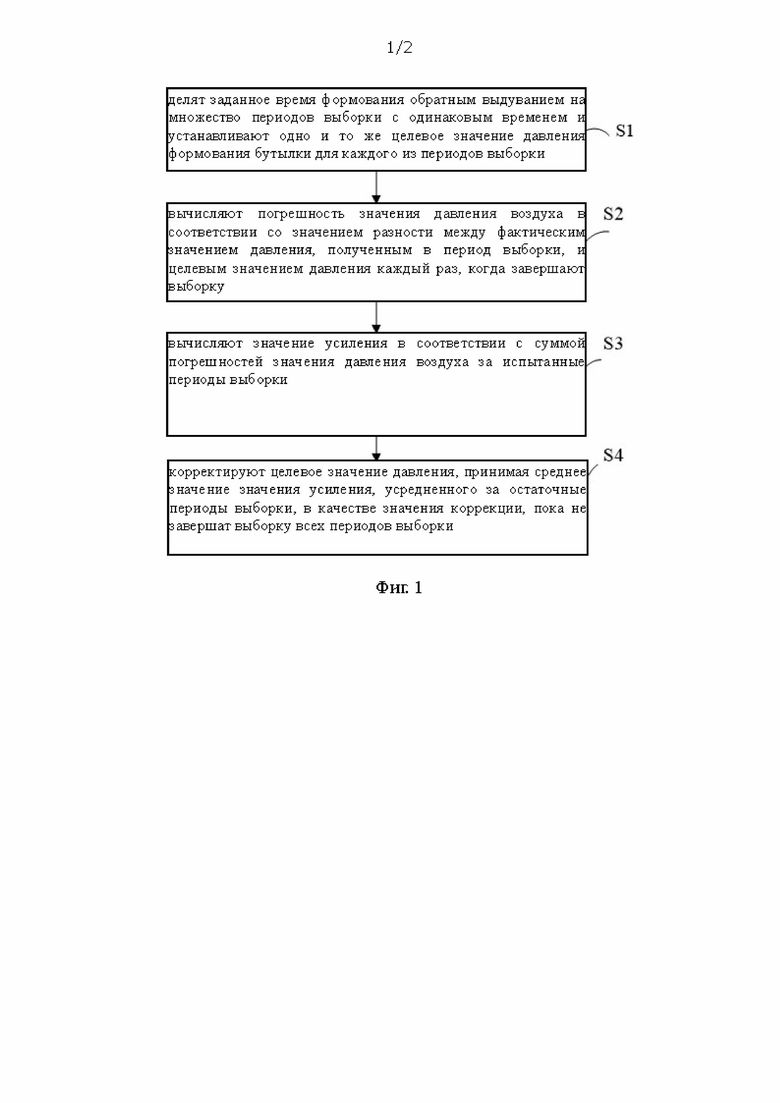
Фиг. 1 представляет собой блок-схему способа управления для системы формования обратным выдуванием согласно варианту осуществления настоящей заявки.
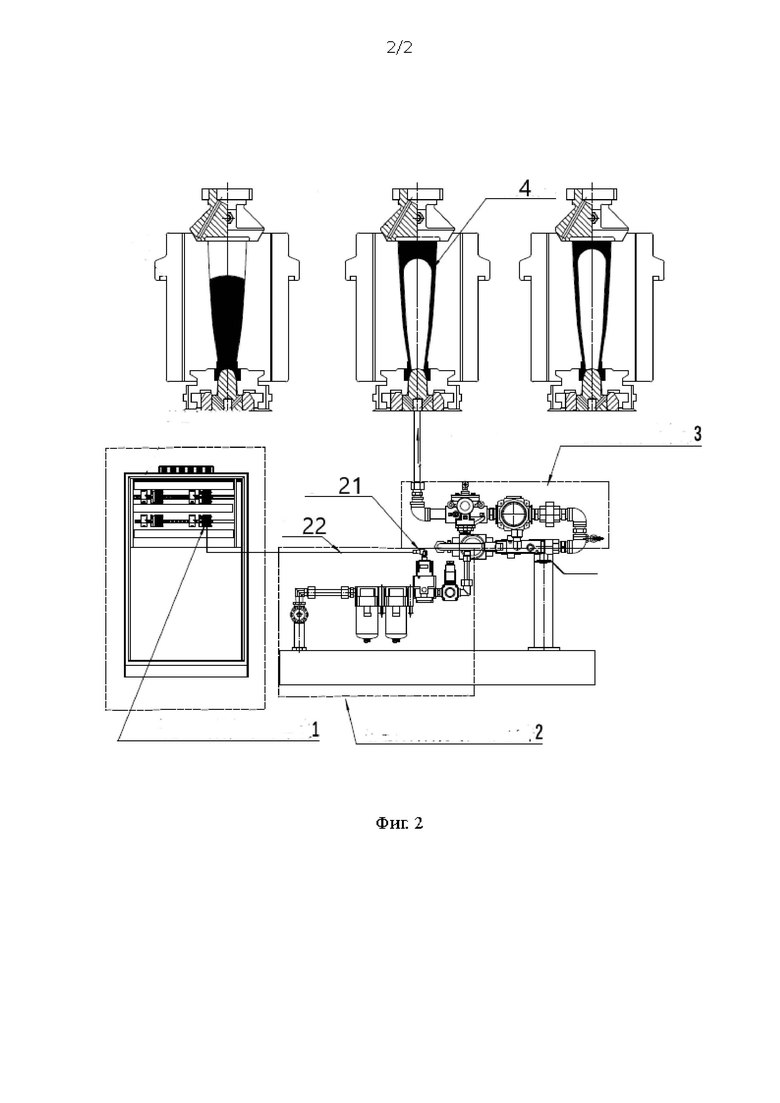
Фиг. 2 представляет собой принципиальную схему системы формования обратным выдуванием согласно варианту осуществления настоящей заявки.
На Фигурах:
1 - электронный модуль управления;
2 - модуль контроллера;
21 - разъем электрического сигнала;
22 - сигнальная линия;
3 - трубопровод обратного выдувания;
4 - первичная заготовка.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Чтобы сделать цели, технические решения и преимущества вариантов осуществления настоящей заявки более понятными, технические решения в вариантах осуществления настоящей заявки будут описаны ясно и полностью со ссылкой на чертежи в вариантах осуществления настоящей заявки. Очевидно, что описанные варианты осуществления являются лишь частью вариантов осуществления настоящей заявки, а не всеми вариантами осуществления. Основываясь на вариантах осуществления в настоящей заявке, все другие варианты осуществления, полученные специалистом в данной области техники без изобретательских усилий, должны подпадать под объем охраны настоящей заявки.
В первом аспекте, как показано на Фиг. 1, предложен способ управления системой обратного выдувания, включающий следующие этапы.
S1. Заданное время формования обратным выдуванием делят на множество периодов выборки с одинаковым временем, и одно и то же целевое значение давления формования бутылки устанавливают для каждого из периодов выборки.
В частности, с помощью электронного модуля управления системы формования обратным выдуванием целевое значение давления каждую 1 мс устанавливают на Р1, период выборки устанавливают на Т0 мс, а время формования обратным выдуванием устанавливают на Т1 мс, а период выборки не превышает время формования обратным выдуванием.
Следует отметить, что время формования обратным выдуванием относится к времени, затраченному на формование обратным выдуванием стеклянной бутылки. В начале обратного выдувания непрерывно и периодически отбирают пробы из трубопровода обратного выдувания, а периодом выборки является время, затрачиваемое на каждую выборку. Целевое значение Р1 давления относится к значению давления, которое должно быть передано в каждую единицу времени, чтобы достичь ожидаемого эффекта формования стеклянной бутылки. Другими словами, произведение целевого значения Р1 давления и времени Т1 мс формования обратным выдуванием представляет собой заданное значение общего давления, требуемого для формования каждой стеклянной бутылки. Однако поскольку система обратного выдувания не может выдавать сжатый воздух в соответствии с заданным целевым значением, фактическое значение давления в определенной степени отличается от заданного значения давления. Техническое решение настоящего изобретения направлено на уменьшение таких погрешностей и расхождений.
Предпочтительно, как правило, за единицу времени принимают 1 мс, и время периода выборки может быть установлено равным 1 мс.
S2. После завершения выборки рассчитывают погрешность значения давления воздуха в соответствии со значением разницы между фактическим значением давления, полученным в период выборки, и целевым значением давления каждый раз.
Следует отметить, что, как описано выше, фактическое значение Р2 выходного давления в трубопроводе обратного выдувания в основном отличается от установленного целевого значения Р1 давления.
В частности, погрешность Р0 значения давления воздуха получают в период выборки по формуле:
Р0=Р1-Р2,
где Р1 - это целевое значение давления для формования бутылки, Р2 - фактическое значение давления, полученное за период выборки.
S3. Значение усиления рассчитывают в соответствии с суммой погрешностей значений давления воздуха за испытанные периоды выборки.
Значение ΔР усиления получают по формуле:
где Р1 - целевое значение давления для формования бутылки, j - количество испытанных периодов выборки, - сумма погрешностей значений давления воздуха за испытанные периоды выборки, - сумму различных фактических значений Р2 давления, полученных за все упомянутые выше испытанные периоды выборки.
Можно понять, что значение ΔР усиления представляет собой переменное накопленное значение, поскольку система обратного выдувания начинает выборку с начала обратного выдувания, и значение ΔР усиления изменяется соответственно фактическому давлению в трубопроводе обратного выдувания после завершения каждого из периодов выборки. Значение ΔР усиления представляет собой сумму значений погрешности давления воздуха, полученных за все испытанные периоды выборки.
S4. Целевое значение давления корректируют путем принятия среднего значения усиления, усредненного за остаточные периоды выборки, в качестве значения коррекции до тех пор, пока не будет завершена выборка всех периодов выборки.
В частности, следующее значение Р3 выходного давления, не прошедшее период выборки, получают в соответствии с формулой:
P3=P1+ΔP/(T1/T0-j),
где ΔР - значение усиления, Р1 - это целевое значение давления для формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, Т1 - заданное время формования обратным выдуванием, Т1/Т0 представляет собой общее количество периодов выборки, содержащихся во всем времени формования обратным выдуванием.
Вышеуказанные операции повторяют до тех пор, пока не истечет время Т1 формования обратным выдуванием, и транспортировка обратного выдувания не будет остановлена.
Следует отметить, что при настройке нормального значения давления воздуха значение усиления этого периода выборки будет непосредственно добавлено к следующему периоду выборки в конце этого периода выборки, то есть после каждого из периодов выборки, погрешность предыдущего периода выборки будет непосредственно добавлена в следующий период выборки, что приведет к большому изменению давления воздуха в трубопроводе обратного выдувания за короткий период времени и окажет неблагоприятное воздействие на трубопровод обратного выдувания и формование заготовки. Поэтому в техническом решении настоящего изобретения принят другой способ. Как показано в приведенной выше формуле вычисления Р3, накопленное значение ΔР усиления будет пересчитано каждый раз, когда будет получена погрешность периода выборки, и значение ΔР усиления будет равномерно распределено на последующее значение давления воздуха в каждую единицу времени транспортировки. (T1/T0-j) представляет собой количество периодов выборки, которые не были испытаны в течение всего времени Т1 формования обратным выдуванием.
Описанный выше процесс настройки представляет собой процесс непрерывной тонкой настройки. То есть, когда каждый из периодов выборки завершен, значение настройки выходного давления системы будет отрегулировано в соответствии с Р3, но значение Р3 настройки выходного давления не является ни целевым значением Р1 давления, ни фактическим значением Р2 давления в трубопроводе. Система непрерывно распределяет накопленное значение ΔР усиления на каждую последующую оставшуюся единицу времени, так что фактическое значение Р3 давления в единицу времени постоянно приближается к целевому значению Р1 давления. В то же время, поскольку колебания давления воздуха равномерно распределяются в каждую последующую единицу времени, значение давления воздуха в трубопроводе обратного выдувания не будет сильно колебаться за короткий промежуток времени, что приведет к меньшему неблагоприятному воздействию.
Настоящее изобретение дополнительно обеспечивает предпочтительный вариант осуществления способа управления, а именно:
Целевое значение давления формования устанавливают на Р1, период выборки устанавливают на 1 мс, а время формования обратным выдуванием устанавливают на Т1. То есть период выборки устанавливают равным единице времени, чтобы упростить процесс вычисления.
Начинают транспортировку обратным выдуванием, и фактическое значение Р2 давления каждую 1 мс в системе формования обратным выдуванием измеряют в режиме реального времени.
Значение ΔР усиления получают по формуле:

Значение ΔР усиления представляет собой сумму погрешностей давления воздуха системы формования обратным выдуванием за j периодов выборки, где j - количество испытанных периодов выборки системы формования обратным выдуванием от начала транспортировки выдувания воздухом,  - сумма измеренных значений Р2 реального давления за каждую 1 мс (т.е. в течение периода выборки) за j периодов выборки.
- сумма измеренных значений Р2 реального давления за каждую 1 мс (т.е. в течение периода выборки) за j периодов выборки.
Тогда значение Р3 настройки выходного давления в единицу времени в системе формования обратным выдуванием получают по формуле:
P3=P1+ΔP/(T1-j).
Вышеуказанные операции повторяют до тех пор, пока не завершится период Т1 выборки, после чего транспортировку обратным выдуванием прекращают.
Как показано на Фиг. 2, в настоящем изобретении дополнительно предложена система формования обратным выдуванием, содержащая:
электронный модуль 1 управления, который выполнен с возможностью разделения заданного времени формования обратным выдуванием на множество периодов выборки с одинаковым временем и установки одного и того же целевого значения давления формования бутылки для каждого из периодов выборки; и
модуль 2 контроллера, который выполнен с возможностью вычисления погрешности значения давления воздуха в соответствии со значением разности между фактическим значением давления, полученным в период выборки, и целевым значением давления каждый раз, когда завершают выборку, вычисления значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки и корректировки целевого значения давления путем получения среднего значения для значения усиления, усредненного за остаточные периоды выборки, в качестве значения коррекции до тех пор, пока не будет завершена выборка всех периодов выборки.
Система дополнительно содержит трубопровод 3 обратного выдувания, который содержит первый трубопровод и второй трубопровод. Первый трубопровод снабжен модулем контроллера, а второй трубопровод снабжен ручным редукционным клапаном. И первый трубопровод, и второй трубопровод сообщаются с устройством хранения воздуха посредством Т-образного трехходового клапана. И первый трубопровод, и второй трубопровод сообщаются с первичной заготовкой.
Следует отметить, что первым трубопроводом управляют модулем контроллера для выполнения описанного выше способа управления для подачи воздуха в камеру первичной заготовки. Когда первый трубопровод недоступен из-за аварии, второй трубопровод может быть активирован посредством аварийного переключения трехходового клапана Т-образного типа. Второй трубопровод представляет собой обычный трубопровод с ручным выдуванием в качестве резервного устройства.
Понятно, что разъем 21 электрического сигнала на модуле 2 контроллера соединен с электронным модулем 1 управления посредством сигнальных линий 22. Затем модуль 2 контроллера нагнетает воздух в первичную заготовку 4 в камере заготовок посредством трубопровода 3 обратного выдувания.
Подводя итог, можно сказать, что полезные эффекты, обеспечиваемые техническим решением, представленным в настоящей заявке, включают: различные типы стеклянных труб или других формованных изделий могут быть обработаны посредством регулирования времени формования обратным выдуванием и установки целевого значения системы. В то же время, посредством измерения фактического значения Р2 давления и целевого значения Р1 давления трубопровода обратного выдувания, значение РЗ настройки выхода в трубопроводе обратного выдувания постоянно регулируют, что решает проблему большой разницы между фактическим значением давления и целевым значением давления в трубопроводе обратного выдувания. Кроме того, способ управления в этом решении равномерно распределяет расчетные погрешности давления на последующее выходное давление и постоянно изменяет распределенное значение давления посредством выборки, так что фактическое значение давления в трубопроводе обратного выдувания постоянно близко к целевому значению Р1 давления, и не будет негативного влияния большого изменения давления воздуха на формование обратным выдуванием после одной выборки.
В описании настоящей заявки следует отметить, что ориентация или взаимное расположение, обозначенные терминами "верхний", "нижний" и т.д., основаны на ориентации или взаимном расположении, показанных на чертежах, которые предназначены только для удобства описания настоящей заявки и упрощения описания, вместо того, чтобы указывать или подразумевать, что указанное устройство или элемент должны иметь определенную ориентацию, быть выполненными с возможностью работы в определенной ориентации, поэтому это нельзя понимать как ограничение настоящей заявки. Если иное явно не указано и не ограничено, термины "установка", "соединен" и "соединение" следует понимать в широком смысле. Например, это может быть фиксированное соединение, разъемное соединение или неразъемное соединение; дополнительно может быть механическое соединение или электрическое соединение; далее может быть прямое соединение, или непрямое соединение через промежуточную среду, или может быть внутренняя связь между двумя компонентами. Для специалистов в данной области техники конкретные значения вышеупомянутых терминов в настоящей заявке могут быть поняты в соответствии с конкретными обстоятельствами. Дополнительно может быть механическое соединение или электрическое соединение; далее может быть прямое соединение, или непрямое соединение через промежуточную среду, или может быть внутренняя связь между двумя компонентами. Для специалистов в данной области техники конкретные значения вышеупомянутых терминов в настоящей заявке могут быть поняты в соответствии с конкретными обстоятельствами.
Следует отметить, что относительные термины, такие как "первый" и "второй", предназначены только для различения одного объекта или операции от другого объекта или операции в настоящей заявке и не обязательно требуют или подразумевают какие-либо такие фактические отношения или порядок между этими объектами или операциями. Кроме того, термины "включать", "содержать" или любые другие их варианты предназначены для охвата неисключительного включения, так что процесс, способ, изделие или устройство, содержащие ряд элементов, не только содержат эти элементы, но также содержат те элементы, которые явно не перечислены, или дополнительно содержат элементы, присущие процессу, способу, изделию или устройству. Если ограничений больше нет, элементы, определенные предложением "содержащие…", не исключают существования других таких же элементов в процессе, способе, изделии или устройстве, содержащих элементы.
Приведенное выше описание является только вариантами осуществления настоящего приложения, так что специалисты в данной области техники могут понять или реализовать настоящее изобретение. Для специалистов в данной области техники будут очевидны разные модификации этих вариантов осуществления, а определенные здесь общие принципы могут быть реализованы в других вариантах осуществления без отклонения от сущности или объема настоящей заявки. Таким образом, настоящая заявка не будет ограничена вариантами осуществления, показанными в этом документе, но будет обладать самым широким объемом, соответствующем заявленным в ней принципам и новым функциям.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДУВАНИЯ ГАЗОМ ТАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2391206C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2293714C2 |
| УЗЕЛ ДУТЬЕВОГО ФОРМОВАНИЯ | 2002 |
|
RU2295504C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2294900C2 |
| ИЗВЛЕКАЮЩИЙ МЕХАНИЗМ ДЛЯ ЗАХВАТА ОТФОРМОВАННОЙ БУТЫЛКИ | 2002 |
|
RU2291121C2 |
| ИЗВЛЕКАЮЩИЙ КОНВЕЙЕРНЫЙ УЗЕЛ ДЛЯ УДАЛЕНИЯ ОТФОРМОВАННЫХ БУТЫЛОК ИЗ СТЕКЛОФОРМОВОЧНОЙ МАШИНЫ | 2002 |
|
RU2291120C2 |
| МЕХАНИЗМ С ДУТЬЕВОЙ ГОЛОВКОЙ (ВАРИАНТЫ) | 2002 |
|
RU2291841C2 |
| СЕКЦИОННАЯ СТЕКЛОФОРМОВОЧНАЯ МАШИНА | 2002 |
|
RU2291119C2 |
| МЕХАНИЗМ С ДУТЬЕВОЙ ГОЛОВКОЙ | 2002 |
|
RU2293711C2 |
| МЕХАНИЗМ С ДУТЬЕВОЙ ГОЛОВКОЙ (ВАРИАНТЫ) | 2002 |
|
RU2294901C2 |
Изобретение относится к технической области производства стекла, в частности к системе формования обратным выдуванием стеклянных бутылок. Способ включает следующие этапы, на которых делят заданное время формования обратным выдуванием на множество периодов выборки с одинаковым временем и устанавливают одно и то же целевое значение давления формования бутылки Р1 для каждого из периодов выборки; после начала процесса обратного выдувания бутылок измеряют фактическое значение давления Р2 в трубопроводе обратного выдувания в режиме реального времени; вычисляют погрешность значения давления воздуха в соответствии со значением разности между целевым значением давления и фактическим значением давления, полученным в период выборки, каждый раз, когда завершают выборку, по формуле: Р0=Р1-Р2; вычисляют значение усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки, каждый раз, когда завершают выборку, и корректируют целевое значение давления, принимая среднее значение усиления, усредненного за остаточные периоды выборки, в качестве значения коррекции, пока не завершат выборку всех периодов выборки. Система формования стеклянных бутылок обратным выдуванием содержит трубопровод обратного выдувания, содержащий первый трубопровод и второй трубопровод, сообщающиеся посредством Т-образного трехходового клапана с устройством хранения воздуха и первичной заготовкой. Для выполнения заявленного способа управления первый трубопровод снабжен модулем контроллера, выполненным с возможностью управления первым трубопроводом для подачи воздуха в камеру первичной заготовки, при этом разъем электрического сигнала на модуле контроллера соединен с электронным модулем управления посредством сигнальных линий. Технический результат изобретения – исключение появления следа на дне стеклянной бутылки и улучшение качества ее отделки. 2 н. и 5 з.п. ф-лы, 2 ил.
1. Способ управления для системы формования стеклянных бутылок обратным выдуванием, включающий этапы, на которых:
делят заданное время формования обратным выдуванием на множество периодов выборки и устанавливают одно и то же целевое значение давления Р1 формования бутылки для каждого из периодов выборки;
после начала процесса обратного выдувания бутылок измеряют фактическое значение давления Р2 в трубопроводе обратного выдувания в режиме реального времени;
вычисляют погрешность значения давления воздуха в соответствии со значением разности между целевым значением давления и фактическим значением давления, полученным в период выборки, по формуле: Р0=Р1-Р2, каждый раз, когда завершают выборку;
вычисляют значение усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки; и
корректируют целевое значение давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до тех пор, пока выборка всех периодов выборки не будет завершена.
2. Способ управления по п. 1, в котором вычисление значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки включает следующий этап, на котором:
получают значение ΔР усиления по формуле:

где Р1 - целевое значение давления формования бутылки, j - количество испытанных периодов выборки, а  - сумма фактических значений давления испытанных периодов выборки.
- сумма фактических значений давления испытанных периодов выборки.
3. Способ управления по п. 1, в котором коррекция целевого значения давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до завершения выборки всех периодов выборки включает следующий этап, на котором:
получают следующее значение Р3 выходного давления, не прошедшего период выборки, по формуле:
P3=P1+ΔP/(T1/T0-j),
где ΔР - значение усиления, Р1 - целевое значение давления формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, Т1 - заданное время формования обратным выдуванием, а Т1/Т0 - общее количество периодов выборки, содержащихся в заданном времени формования обратным выдуванием.
4. Способ управления по п. 3, в котором время каждого из периодов выборки составляет 1 мс.
5. Система формования стеклянных бутылок обратным выдуванием, содержащая: трубопровод обратного выдувания, содержащий первый трубопровод и второй трубопровод, сообщающиеся с устройством хранения воздуха посредством Т-образного трехходового клапана и первичной заготовкой, при этом первый трубопровод снабжен модулем контроллера, выполненным с возможностью управления первым трубопроводом для выполнения способа управления по п. 1 для подачи воздуха в камеру первичной заготовки, при этом разъем электрического сигнала на модуле контроллера соединен с электронным модулем управления посредством сигнальных линий,
причем электронный модуль выполнен с возможностью разделения заданного времени формования обратным выдуванием на множество периодов выборки с одинаковым временем и установки одного и того же целевого значения давления формования бутылки для каждого из периодов выборки; и
модуль контроллера выполнен с возможностью вычисления погрешности Р0 значения давления воздуха в соответствии со значением разности между целевым значением давления Р1 и фактическим значением давления Р2, полученным в период выборки, по формуле: Р0=Р1-Р2, каждый раз, когда завершают выборку, вычисления значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки, и корректировки целевого значения давления путем принятия среднего значения для значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до тех пор, пока не будет завершена выборка всех периодов выборки.
6. Система по п. 5, в которой модуль контроллера выполнен с возможностью вычисления значения усиления в соответствии с суммой погрешностей значения давления воздуха за испытанные периоды выборки, в том числе:
получения значения ΔР усиления по формуле:
где Р1 - целевое значение давления формования бутылки, j - количество испытанных периодов выборки, а - сумма фактических значений давления испытанных периодов выборки.
7. Система по п. 5, в которой модуль контроллера выполнен с возможностью для корректировки целевого значения давления путем принятия среднего значения усиления, усредненного по остаточным периодам выборки, в качестве значения коррекции давления в трубопроводе обратного выдувания до тех пор, пока не будет завершена выборка всех периодов выборки, в том числе:
получения следующего значения Р3 выходного давления, не прошедшего период выборки, по формуле:
P3=P1+ΔP/(T1/T0-j),
где ΔР - значение усиления, Р1 - целевое значение давления формования бутылки, Т0 - время каждого из периодов выборки, j - количество испытанных периодов выборки, Т1 - заданное время формования обратным выдуванием, а Т1/Т0 - общее количество периодов выборки, содержащихся в заданном времени формования обратным выдуванием.
| УПРАВЛЕНИЕ МНОГОСЕКЦИОННОЙ МАШИНОЙ | 2002 |
|
RU2286958C2 |
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО СТЕКЛОФОРМУЮЩЕЙ МАШИНЫ | 2003 |
|
RU2337887C2 |
| Способ переработки сульфидного медно-цинкового сырья | 1988 |
|
SU1601158A1 |
| US 20160136868 A1, 19.05.2016 | |||
| US 4675042 A1, 23.06.1987. | |||

