Настоящее изобретение касается способа, предназначенного для выдувания газом тары, такой как бутылка, в форме из заготовки и для сбора рабочего газа с целью его повторного использования, а также устройства для осуществления указанного способа.
Настоящее изобретение касается также устройства, предназначенного для выдувания тары, в частности бутылки, из заготовки при помощи газа, такого как воздух, и для сбора упомянутого газа с целью его повторного использования, содержащего, по меньшей мере, средства подачи в устройство газа при давлении предварительного выдувания и при двух давлениях выдувания, для осуществления способа.
В области установок выдувания тары, такой как бутылки, из синтетического материала существует много проблем. Прежде всего необходимо иметь в наличии газ, такой как воздух, под высоким давлением порядка 40 бар для осуществления выдувания тары в форме. Для сжатия газа до необходимого давления обычно используют компрессоры. Однако в некоторых способах выдувания сначала осуществляют предварительное выдувание заготовки, которая в дальнейшем трансформируется в тару, затем собственно выдувание. Предварительное выдувание осуществляют при давлении примерно 10 бар, затем давление выдувания достигает 40 бар. Первым вариантом получения этих двух рабочих давлений является использование двух компрессоров, один из которых служит для создания давления в 10 бар, а другой - для создания давления в 40 бар. Однако использование двух компрессоров требует значительных первоначальных капитальных затрат для их закупки, а затем затрат по их обслуживанию.
В другом варианте используют только один компрессор, который сжимает газ до 40 бар, затем расширяют часть сжатого газа до 10 бар для операции предварительного выдувания. Этот способ тоже не является предпочтительным, так как требует затрат энергии для сжатия газа, давление которого затем снижают, не используя это давление в процессе производства.
Кроме того, после формирования тары выдуванием использованный сжатый газ (который находится под давлением примерно 40 бар) выпускают в атмосферу, что представляет собой непроизводительную трату энергии.
Поэтому возникла необходимость в усовершенствовании известного способа и известных машин для повышения производительности и сокращения непроизводительных энергетических затрат.
Из предшествующего уровня техники известны машины и способы для изготовления тары, в частности бутылок из ПЭТ, путем выдувания. Во французской патентной заявке 2662631, например, описаны такая машина и такой способ. Согласно описанному способу заготовку, закрепленную на устройстве подачи воздуха, помещают в форму, устройство соединяют с источником сжатого воздуха, при этом упомянутый воздух поступает в заготовку, прижимая стенки заготовки к краям формы и формируя, таким образом, требуемую тару. Согласно способу, описанному в этой заявке, используют также вытяжной домкрат, действие которого в сочетании с действием сжатого воздуха обеспечивает автоматическое регулирование баланса между осевой деформацией и поперечной деформацией заготовки, что и составляет комбинированный способ выдувания и вытягивания. В машине, описанной в указанной патентной заявке, сжатый воздух, нагнетаемый в заготовку, используют также для приведения в действие вытяжного домкрата. После формования тары сжатый воздух удаляется в атмосферу.
В известной публикации WO 96/25285 описан другой способ выдувания тары, например, такой как бутылки, из заготовки. Согласно известному способу предварительное выдувание осуществляют при давлении от 8 до 12 бар, затем производят собственно выдувание, нагнетая воздух под давлением в 40 бар. Согласно этому документу рабочий газ тоже удаляют в атмосферу после формования тары.
В патентной заявке ЕР 0039929 раскрывается способ выдувания литых изделий, в котором рабочий газ собирают и рециркулируют для повторного использования. В частности, согласно этой заявке рабочий газ используют также для обработки внутренней поверхности выдутой тары, в частности, для повышения непроницаемости упомянутой внутренней поверхности, и для этого он содержит соответствующий реактив. После выдувания/обработки рабочий газ собирают для дальнейшего использования при помощи продувочного газа, при этом упомянутый продувочный газ должен быть очищен от использованного реактива.
В патенте US 5173241 описаны способ и аппарат, обеспечивающие сбор рабочего воздуха в машине формования пластического материала для производства тары. Согласно этому известному решению по завершении выдувания нагнетаемый воздух собирают в сборный контейнер путем всасывания до получения отрицательного давления в выдутой таре.
Другие устройства и способы выдувания известны из публикаций US 5648026, US 5585066 и US 3400636.
В публикации WO 03/009993 описаны еще один способ и устройство, позволяющие собирать рабочий воздух. В этой выдувной машине и согласно этому способу операции осуществляют в следующем порядке:
- предварительное выдувание;
- выдувание; и
- снижение давления и одновременный сбор рабочего газа.
Наконец, в документе ЕР-А-1518658 используют первое давление для предварительного выдувания и второе давление для выдувания, в конце формования выдуванием осуществляют продувку тары изнутри под давлением, меньшим давления выдувания. В конце выдувания часть газа можно собрать в емкость для последующего использования.
Газ собирают при помощи сборного вентиля в сборную емкость и используют для приведения в действие вытяжных домкратов, механизмов-потребителей машины для производства тары или направляют в магистраль сжатого воздуха завода.
В системе сбора согласно WO 03/009993 только рабочий газ, такой как воздух предварительного выдувания, подается системой сбора, что связано с тем, что давление сбора превышает давление предварительного выдувания. Это позволяет подавать воздух после расширения в систему давления предварительного выдувания.
Поскольку давление выдувания всегда превышает давление сбора, то собранный воздух изначально нельзя использовать для выдувания.
Задачей настоящего изобретения является усовершенствование известных устройств и способов.
В частности, настоящее изобретение призвано предложить машину для выдувания и сбора рабочего газа с простым принципом работы и возможностью легкой регулировки.
Другой задачей настоящего изобретения является оптимизация сбора рабочего воздуха в машине и снижение потребляемой ею энергии, а также затрат на обслуживание.
Еще одной задачей настоящего изобретения является улучшение рециркуляции рабочего газа.
Настоящее изобретение предлагает использовать собранный газ, например, воздух, только для операций предварительного выдувания и выдувания и не предполагает его использования для других целей, как в известных решениях.
Способ в соответствии с настоящим изобретением содержит следующие этапы:
- предварительное выдувание газом при первом давлении (Р1);
- выдувание газом при втором давлении (Р2), превышающем первое давление (Р1);
- сбор газа в сборную емкость до получения заранее определенного давления в таре,
и отличается тем, что содержит следующие этапы:
- выдувание газом при третьем давлении (Р3), превышающем второе давление (Р2), перед этапом сбора газа в сборную емкость до получения заранее определенного давления в таре или в течение заранее определенного времени и использования собранного газа для осуществления операций предварительного выдувания и первого этапа выдувания;
- удаление в атмосферу газа, оставшегося в таре, во время и после фазы сбора.
Таким образом, в системе сбора в соответствии с настоящим изобретением собранный газ одновременно подают для операции предварительного выдувания и для части операции выдувания. Действительно, для этой части операции выдувания давление рабочего газа будет не больше давления сбора. После этого производят «дополнительную» подачу рабочего газа под высоким давлением для получения требуемого давления выдувания.
Иначе говоря, давление предварительного выдувания получают аналогично тому, как описано в патенте WO 03/009993, после чего в конце предварительного выдувания открывают первый вентиль выдувания и для первой фазы выдувания используют газ, содержащийся в сборном резервуаре. Как только в таре устанавливается заранее определенное давление выдувания или по истечении некоторого времени, открывают второй вентиль выдувания, и давление в выдуваемом изделии повышается и достигает конечного давления, необходимого для формования указанного изделия.
Преимуществом способа и системы в соответствии с настоящим изобретением является то, что количество рабочего воздуха или газа, поставляемое системой сбора, используют не только для предварительного выдувания, но также для осуществления части выдувания. В результате собранный газ используется лучше, а не расширяется до более низкого давления, для рециркуляции, например, в магистраль завода или для приведения в действие вытяжных устройств, а также уменьшается количество воздуха под высоким давлением, необходимое для достижения определенного конечного давления, так как вместо того, чтобы переходить от давления предварительного выдувания к конечному давлению выдувания, осуществляют промежуточный этап выдувания после предварительного выдувания, который осуществляют за счет собранного газа.
Другим преимуществом является то, что изобретение можно применять на уже существующих машинах, что снижает затраты, необходимые для модификации.
Обычно, согласно изобретению, предусматривают следующие значения давления:
- первое давление для предварительного выдувания - от 4 до 16 бар (Р1);
- второе давление для первой фазы выдувания (давление сбора) - примерно 18 бар (Р2 = максимальное давление сбора);
- третье давление для конечной фазы выдувания - примерно от 30 до 40 бар (Р3).
Таким образом, в известных решениях сначала необходимо было подать рабочий газ под давлением для перехода от давления предварительного выдувания Р1 к конечному давлению Р3. Этот газ получают при помощи компрессоров высокого давления, которые являются дорогостоящими и сложными в обслуживании.
В системе в соответствии с настоящим изобретением необходимо всего лишь произвести «добавку» между первой фазой выдувания, что осуществляют только за счет собранного газа, и конечным давлением порядка 30-40 бар. В данной установке это позволяет снизить расход энергии и даже уменьшить число используемых компрессоров, что приводит к существенной экономии.
Согласно изобретению способ выдувания газом тары в форме из заготовки и сбора рабочего газа содержит, по меньшей мере, следующие этапы:
- предварительное выдувание заготовки газом при первом давлении;
- выдувание заготовки газом при втором и третьем давлении для получения тары;
- сбор газа при втором давлении до получения в таре заранее определенного давления;
- поддержание собранного газа при давлении сбора;
- удаление в атмосферу газа, оставшегося в таре;
- использование расширенного газа для осуществления предварительного выдувания и для первого этапа выдувания.
Этап предварительного выдувания длится от 0,1 с до 0,3 с.
Этап выдувания при втором давлении длится до 0,3 с.
Этап выдувания при третьем давлении длится от 0,2 с до 2 с.
Настоящим изобретением предлагается также устройство для осуществления способа, предназначенное для выдувания тары, в частности бутылок, из заготовок в форме при помощи газа и для сбора упомянутого газа, содержащее, по меньшей мере, средства для подачи в устройство газа при первом давлении и при третьем давлении, средства вытяжки средств формования тары, средства сбора упомянутого газа, содержащие, по меньшей мере, одну сборную емкость, соединенную со сборным вентилем, средства управления упомянутыми средствами сбора и упомянутым вентилем и средства регулирования, позволяющие регулировать работу упомянутых средств управления, отличающееся тем, что устройство дополнительно содержит средства подачи рабочего газа при втором давлении из упомянутой сборной емкости.
Согласно варианту выполнения упомянутое устройство отличается тем, что средства подачи рабочего газа при втором давлении из упомянутой сборной емкости содержат вентиль и трубопровод.
Настоящее изобретение будет более очевидно из описания вариантов его осуществления, приводимого со ссылками на прилагаемые чертежи, в числе которых:
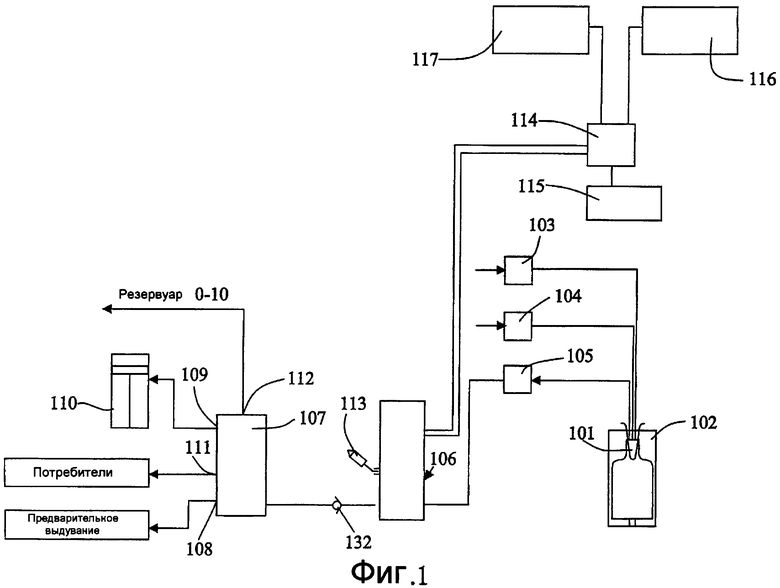
фиг.1 изображает принципиальную схему машины, известной из предшествующего уровня техники;
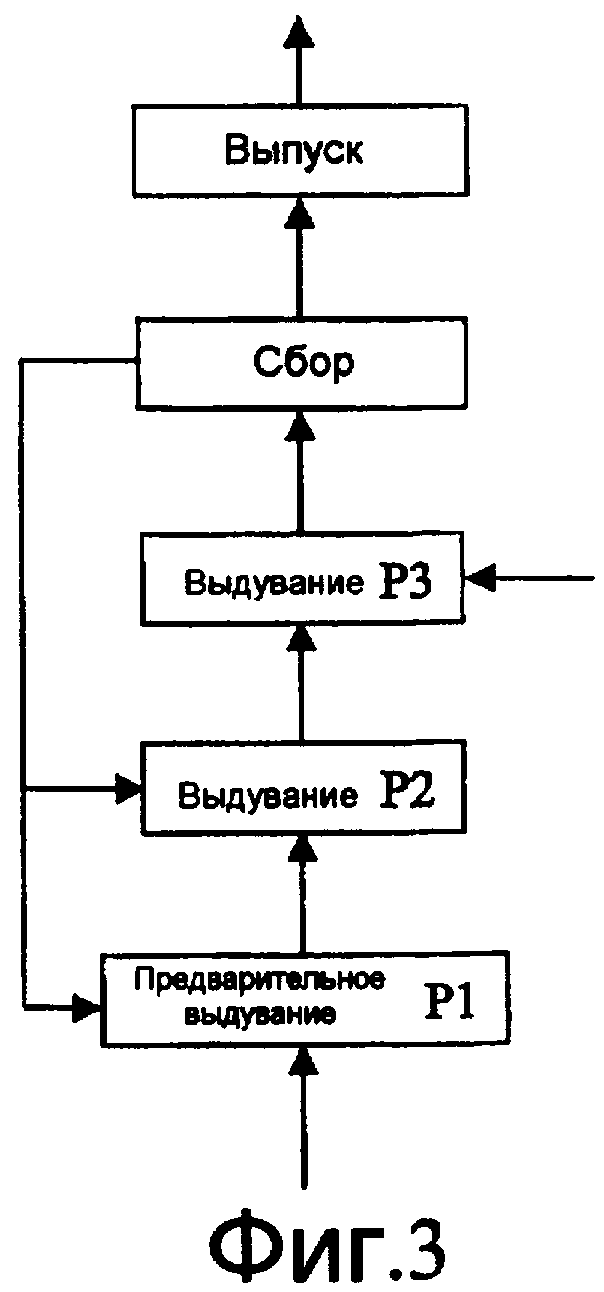
фиг.2 - кривую выдувания согласно способу изобретения;
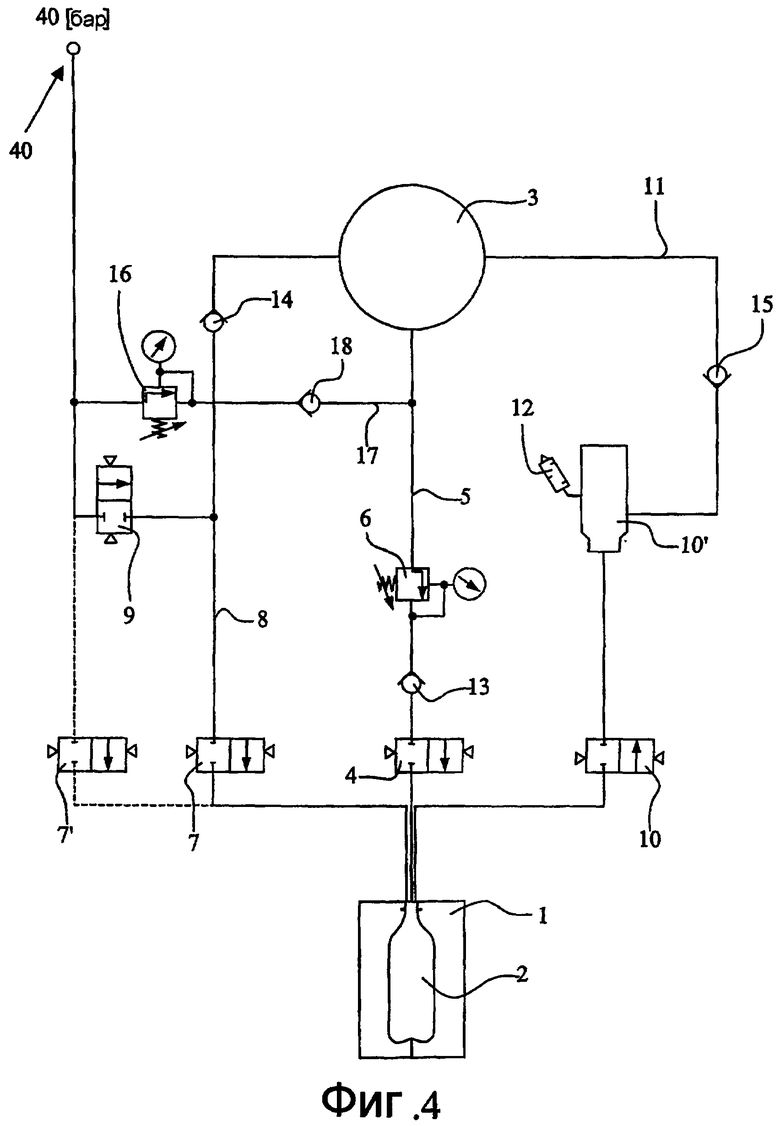
фиг.3 - блок-схему способа в соответствии с настоящим изобретением;
фиг.4 - выдувную машину в соответствии с настоящим изобретением.
На фиг.1 показана принципиальная схема известной выдувной машины, описанной в публикации WO 03/009993. В этой машине, как было указано выше, подают газ, например воздух, при первом давлении, называемом давлением предварительного выдувания и находящемся в пределах от 4 до 16 бар, для предварительного выдувания заготовки 101 в форме 102 через вентиль 103 предварительного выдувания, затем подают газ при втором давлении, называемом давлением выдувания, порядка 25-40 бар для выдувания самой тары в форме 102 через вентиль 104 выдувания. Давление выдувания зависит, в частности, от сложности выдуваемой тары: чем проще форма и чем меньше в ней специальных элементов, тем меньше может быть давление выдувания. После выдувания тары газ в таре, находящийся под давлением выдувания, собирают через разгрузочный вентиль 105 и сборный вентиль 106 в сборную емкость 107. Эта сборная емкость 107 может представлять собой резервуар или несколько резервуаров или трубопровод соответствующего объема, выполняющий функцию резервуара. Чтобы не замедлять производственный цикл машины, собирают только часть газа под давлением выдувания, а остальной газ удаляется через глушитель 113 вентиля 106 в атмосферу.
В известных машинах рабочий газ собирают, пока он не достигает давления примерно в 17 бар в сформованной таре, а остальную часть удаляют через глушитель 113 в атмосферу.
В известных технических решениях этот собранный газ рециркулируют с несколькими назначениями. Первым назначением является повторное использование этого газа под давлением для осуществления операции предварительного выдувания. Так, сборная емкость может быть соединена, с одной стороны, с контуром предварительного выдувания, обозначенным выражением «предварительное выдувание», и выходом 108, например, в резервуар предварительного выдувания, не показанный на фигуре, который может находиться перед вентилем 103 предварительного выдувания в магистрали машины. В зависимости от полученного среднего давления сбора и от давления предварительного выдувания, при котором работает машина, между сборной емкостью 107 и резервуаром предварительного выдувания необходимо установить редуктор, чтобы расширять рециркулируемый газ до реального давления предварительного выдувания. Эти параметры часто зависят от выдувной машины и подлежат корректировке в каждом конкретном случае.
Вторым назначением собранного газа может быть приведение в действие домкратов 110 для вытягивания заготовки. Как было указано выше, как правило, предварительное выдувание и/или выдувание комбинируют с продольным вытягиванием заготовки 101 при помощи упомянутого вытяжного домкрата, чтобы получить сочетание поперечной и осевой деформации заготовки. Эти домкраты приводятся в действие либо механически при помощи кулачка, либо газом под давлением, находящимся в пределах примерно от 7 до 10 бар. Таким образом, емкость может быть также соединена с контуром управления вытяжными домкратами 110, в случае необходимости, через редуктор (не показан) для подачи газа под необходимым давлением для приведения в действие домкратов 110. Это назначение схематически показано в виде выхода 109 сборной емкости 107 и домкрата 110.
Третьим назначением собранного газа является приведение в действие других элементов-потребителей выдувной машины, что показано словом «потребители» на фиг.1 и выходом 111 сборной емкости 107.
Четвертым назначением собранного газа является его подача в общие трубопроводы питания газом, в частности воздухом помещений, в которых установлены такие машины, а также для питания компрессора выдувной машины, обеспечивающего сжатие газа до 40 бар. Действительно, такие промышленные помещения всегда используют газ под давлением для приведения в действие различных машин и устройств, поэтому всегда есть потребность в сжатом газе. Это назначение показано на фиг.1 выходом 112 сборной емкости и выражением «Резервуар 0-10».
Известный способ выдувания содержит следующие этапы (представлены со ссылками на фиг.1):
- открывают вентиль 103 предварительного выдувания, осуществляют предварительное выдувание при первом давлении газа (например, от 4 до 16 бар) в заготовке 101 и закрывают вентиль 103;
- открывают вентиль 104, осуществляют выдувание при втором давлении газа (например, от 25 до 40 бар) в заготовке для получения тары и закрывают вентиль 104;
- открывают разгрузочный вентиль 105 и собирают газ под вторым давлением в сборную емкость 107 через сборный вентиль 106 до получения в сформованной таре заранее определенного третьего давления;
- после достижения заранее определенного третьего давления сборный вентиль 106 закрывают и оставшийся рабочий газ, еще находящийся под давлением в таре, удаляют в атмосферу.
После этого сформованную тару извлекают из выдувной машины и производственный цикл продолжается.
Как было указано выше, в способе в соответствии с настоящим изобретением собранный газ сохраняют для двух назначений: предварительного выдувания и части выдувания. Для этого рабочий газ собирают до получения давления порядка 20 бар в сборной емкости, чтобы этот газ можно было повторно использовать для части выдувания, не тратя его для других назначений, как в известных технических решениях.
Способ в соответствии с настоящим изобретением схематично представлен на фиг.2 в виде графика, на котором показана кривая выдувания давление/время машины в соответствии с настоящим изобретением, и в блок-схеме, показанной на фиг.3.
Прежде всего способ начинают с предварительного выдувания, как было описано выше, до получения давления Р1 порядка 4-16 бар в таре. Как правило, этот этап длится примерно t1 = от 0,1 с до 0,3 с.
Затем, после осуществления этого этапа, производят часть выдувания до получения давления Р2 порядка 20 бар при помощи собранного газа, поступающего из сборной емкости. Как правило, этот этап длится не более t2 = 0,3 с. Этот этап можно завершить либо после достижения определенного давления (например, 20 бар), либо по истечении определенного времени.
Наконец, выдувание тары завершают при помощи газа под высоким давлением, чтобы получить конечное давление Р3 выдувания порядка 36-40 бар. Как правило, этот третий этап длится примерно t3 = от 0,2 с до 2 с.
После получения давления Р3 выдувания или по истечении некоторого времени производят снижение давления газа в таре и его сбор при помощи сборных средств, описанных, например, в заявке WO 03/009993, для его использования в качестве рабочего газа, как было описано выше.
Далее со ссылками на фиг.4 следует описание выдувной машины, обеспечивающей осуществление способа в соответствии с настоящим изобретением.
Машина содержит форму 1, в которой находится тара 2, получаемая выдуванием, сборная емкость 3, в которую собирают рабочий газ, и средство 4 подачи газа под высоким давлением. В дальнейшем считается, что машина работает, и что сборная емкость содержит газ под давлением. Для предварительного выдувания вентиль 4 предварительного выдувания открыт и содержащийся в емкости 3 газ поступает по трубопроводу 5 через редуктор 6 в заготовку, которая впоследствии станет тарой 2.
После завершения операции предварительного выдувания вентиль 4 предварительного выдувания закрывают и открывают первый вентиль 7 выдувания, который обеспечивает подачу газа, содержащегося в сборной емкости 3, без прохождения через редуктор в частично сформованную тару, которая станет тарой 2. После завершения этой первой части выдувания открывают вентиль 9 выдувания и газ под высоким давлением (например, 40 бар) нагнетается в частично сформованную тару, которая станет тарой 2, при помощи средства 40 питания.
После завершения операции выдувания закрывают вентили 7 и 9 и открывают выпускной вентиль 10 и сборный вентиль 10', что обеспечивает сбор рабочего газа в сборную емкость 3 через трубопровод 11, как было описано в публикации WO 03/009993. После снижения давления до требуемого значения в таре 2 или по истечении некоторого времени остальной выпуск производится в атмосферу через глушитель 12.
Трубопроводы 5, 8, 11 содержат также обратные вентили 13, 14 и 15 для штатного перекрывания прохождения рабочего газа и в случае несинхронного срабатывания вентилей.
Для запуска машины, когда сборная емкость 3 не содержит собранного рабочего газа под достаточным давлением или когда система сбора не работает, питание для операций предварительного выдувания и выдувания происходит напрямую от средства 4 питания под высоким давлением через редуктор 16, который соединен с трубопроводом 5 через трубопровод 17. Этот трубопровод 17 тоже содержит обратный вентиль 18. Такой вариант работы позволяет создать давление во всей системе или поддерживать машину в режиме работы, даже если сбор не используют. Давление на входе редуктора составляет порядка 8 бар, что позволяет получить давление порядка 7 бар на выходе редуктора 6, необходимое для предварительного выдувания. В таком варианте работы выдувание производят при помощи одной операции.
После этого, когда машина работает, в системе сбора, в частности в сборной емкости 3, давление поднимается в ходе циклов, и постепенно давление в сборной емкости становится достаточным для обеспечения первой части выдувания, описанной выше.
На фиг.4 вентили 7 и 9 для выдувания при промежуточном давлении и при конечном давлении соединены последовательно. В варианте, показанном пунктирной линией, эти вентили 7 и 9 соединены параллельно.
В принципе различные вентили системы работают синхронно. Эти вентили являются вентилями стандартного типа и известны из предшествующего уровня техники. Кроме того, вентиль 10' может быть вентилем, описанным в публикации WO 03/009993.
Указанные вентили управляются известными механическими средствами, содержащими, например, кулачок, приводящий в действие распределитель, управляющий положением упомянутого вентиля.
Указанные средства управления могут быть механическими и/или соединенными с электрическими средствами и с датчиками.
Вытяжные средства и средства формования тары из заготовки тоже известны из предшествующего уровня техники.
Описанные выше варианты выполнения представлены в качестве неограничительных примеров и могут быть реализованы при помощи эквивалентных средств в рамках объема правовой защиты изобретения.
Например, значения давления, указанные для предварительного выдувания и выдувания, могут меняться по сравнению с приведенными значениями. Для предварительного выдувания можно предусмотреть значения порядка 4-16 бар, для выдувания при давлении Р1 - значения порядка 14-22 бар и для выдувания при давлении Р3 - значения порядка 30-40 бар.
Объектом настоящего изобретения является способ, предназначенный для выдувания газом тары из заготовки в форме и для сбора рабочего газа, содержащий следующие этапы: предварительное выдувание газом при первом давлении (Р1); выдувание газом при втором давлении (Р2), превышающем первое давление (Р1); выдувание газом частично сформованной тары при третьем давлении (Р3), превышающем второе давление (Р2); сбор газа в сборную емкость до получения заранее определенного давления в таре или в течение заранее определенного времени; использование собранного газа для осуществления операций предварительного выдувания и первого этапа выдувания и удаление в атмосферу газа, остающегося в таре, во время и после фазы сбора. Объектом изобретения является также устройство для осуществления указанного способа. Данный способ реализуется на устройстве, предназначенном для выдувания тары, в частности бутылок, из заготовок в форме при помощи газа и для сбора газа. Устройство содержит, по меньшей мере, средства подачи в устройство газа при первом давлении (Р1) и при третьем давлении (Р3), средства вытяжки средств формования тары, средства сбора газа, средства подачи рабочего газа при втором давлении (Р2) из сборной емкости, соединенной со сборным вентилем. При этом средства управления средствами сбора и вентилем и средства регулирования позволяют регулировать работу средств управления. Дополнительно оно содержит средства подачи рабочего газа при втором давлении (Р2) из сборной емкости. Технический результат, который достигается при использовании устройства по изобретению, обеспечивает упрощение процесса изготовления пресс-формы при изготовлении полимерных изделий, требующих удаления низкомолекулярных летучих продуктов на стадии формования, и повышение качества изделий сложной конфигурации. 2 н. и 5 з.п. ф-лы, 2 ил.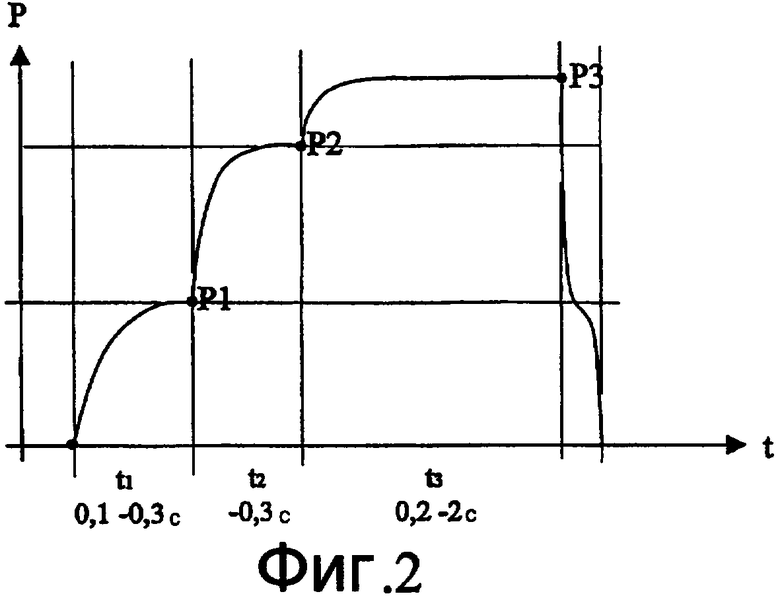
1. Способ, предназначенный для выдувания газом тары, такой, как бутылка, из заготовки в форме и для сбора рабочего газа, согласно которому осуществляют предварительное выдувание газом при первом давлении (Р1); производят выдувание газом при втором давлении (Р2), превышающем первое давление (Р1); обеспечивают сбор газа в сборную емкость до получения заранее определенного давления в таре,
отличающийся тем, что производят выдувание газом при третьем давлении (Р3), превышающем второе давление (Р2), перед этапом сбора газа в сборную емкость до получения заранее определенного давления в таре или в течение заранее определенного времени и используют собранный газ для осуществления операций предварительного выдувания и первого этапа выдувания, удаляют в атмосферу газ, остающийся в таре, во время и после фазы сбора.
2. Способ по п.1, отличающийся тем, что первое давление составляет от 4 до 16 бар, второе давление составляет примерно 18 бар и третье давление составляет примерно от 30 до 40 бар.
3. Способ по п.1 или 2, отличающийся тем, что этап предварительного выдувания длится от 0,1 до 0,3 с.
4. Способ по п.1 или 2, отличающийся тем, что этап выдувания при втором давлении длится до 0,3 с.
5. Способ по п.1 или 2, отличающийся тем, что этап выдувания при третьем давлении длится от 0,2 до 2 с.
6. Устройство для осуществления способа по одному из пп.1-5, предназначенное для выдувания тары (2), в частности бутылок, из заготовок в форме (1) при помощи газа и для сбора упомянутого газа, содержащее, по меньшей мере, средства (3, 4, 5, 6, 8, 9, 40) подачи в устройство газа при первом давлении (Р1) и при третьем давлении (Р3), средства вытяжки средств формования тары (2), средства сбора (3, 10, 10', 11) упомянутого газа, содержащие, по меньшей мере, одну сборную емкость (3), соединенную со сборным вентилем (10'), средства управления упомянутыми средствами сбора и упомянутым вентилем и средства регулирования, позволяющие регулировать работу упомянутых средств управления, отличающееся тем, что дополнительно содержит средства (3, 7, 8) подачи рабочего газа при втором давлении (Р2) из упомянутой сборной емкости (3).
7. Устройство по п.6, отличающееся тем, что средства подачи рабочего газа при втором давлении (Р2) из упомянутой сборной емкости (3) содержат вентиль (7) и трубопровод (8).
| WO 03009993 A1, 06.02.2003 | |||
| Устройство для контроля биения колец подшипника | 1988 |
|
SU1518658A1 |
| ШВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - СПб.: Профессия, 2005, с.92-93, 98-99. | |||

