Область техники
Настоящее изобретение относится к внутренней обшивке крыши кузова, которая является компонентом транспортного средства, соответствующим потолку кузова транспортного средства. Функции внутренней обшивки крыши кузова состоят в защите кузова и поглощении ударной нагрузки на кузов транспортного средства, а также снижение шума внутри транспортного средства и украшение внутреннего пространства транспортного средства.
Уровень техники
Если не указано иное, содержание этого раздела не является предшествующим уровнем техники по отношению к пунктам формулы настоящего изобретения, и описание, приведенное в этом разделе, не должно рассматриваться, как предшествующий уровень техники.
Внутренняя обшивка крыши кузова защищает кузов транспортного средства, поглощает ударные нагрузки и украшает внутреннее пространство транспортного средства. Внутренняя обшивка крыши кузова обычно состоит из основы и ткани. Обычно основа защищает транспортное средство, функционируя в качестве каркаса, а ткань декорирует внутреннее пространство транспортного средства, закрывая основу. Обычно основа, которая представляет собой каркас крыши транспортного средства, имеет трехмерную форму. Традиционно внутренние обшивки крыши кузова изготавливают нанесением клейкой пленки на предварительно нагретую основу и наложением на клейкую пленку ткани. Клеящий материал традиционной внутренней обшивки крыши кузова наносят на трехмерную основу таким образом, чтобы клейкий слой, связывающий основу и ткань, был равномерным.
В качестве примера можно привести опубликованную корейскую патентную заявку No. 10-2001-0055370 (опубликованную 4 июля 2001 г.), в которой раскрыт способ изготовления звукоизолирующей обшивки крыши кузова транспортного средства, который включает стадию предоставления материалов для ламинирования, таких как клеящий материал и стекломат, и клеящий материал и нетканое полотно могут быть последовательно уложены на верхней и нижней поверхностях пенополиуретана; стадию предварительного нагревания предоставленных материалов для ламинирования с целью удаления влаги, содержащейся в этих материалах, и стадию ламинирования, состоящую в одновременном закреплении материалов для ламинирования на верхней и нижней поверхностях пенополиуретана с помощью валков. Поскольку ламинируемые материалы закрепляют на верхней и нижней поверхностях пенополиуретана одновременно, на одной стадии ламинирования, это упрощает способ изготовления и улучшает звукопоглощение. Кроме того, поскольку ламинируемые материалы закрепляют без доступа влаги, адгезия между компонентами многослойного материала может быть увеличена.
В другом примере, в опубликованной корейской патентной заявке No. 10-2018-0050463 (опубликованной 15 мая 2018 г.) описан способ изготовления формованного изделия, который включает стадию «а» получения многослойной основы ламинированием пенопропиленовой бумаги, заготовки А, термоплавкой пленки, вспененной пленки и заготовки В; стадию «b» транспортировки многослойной основы между верхней и нижней нагревательными пластинами для предварительного нагревания и стадию «с» формования и отделки предварительно нагретой многослойной основы. Заготовка А представляет собой сетчатое полотно, полученное смешиванием первого термопластичного полимера и натурального волокна, раскруткой спутанных волокон посредством проведения операции поперечного и продольного прочесывания и смешиванием указанных материалов с образованием непрерывного листового полотна, и последующим вязанием многослойного материала, в котором нетканое полотно из сложного полиэфира наносят ламинированием на лист, получая волокна, и пропусканием волокон через нагревательный валок и охлаждающий валок. Вспененная пленка включает термовспениваемые капсулы. Заготовка В представляет собой сетчатое полотно, полученное смешиванием второго термопластичного полимера и натурального волокна, раскруткой спутанных волокон посредством проведения операции поперечного и продольного прочесывания и смешиванием указанных материалов с образованием непрерывного листового полотна, и последующим вязанием многослойного материала, где нетканое полотно из сложного полиэфира нанесено ламинированием на лист, что приводит к образованию волокон, которые пропускают через нагревательный валок и охлаждающий валок.
В описанном выше способе изготовления для использования клейкой пленки требуется проведение отдельной стадии предварительного нагревания, и добавочное предварительное нагревание требуется для обеспечения липкости клейкой пленки, что приводит к большому расходу энергии. Кроме того, поскольку для обеспечения долговременной прочности сцепления требуется проведение прессования и охлаждения, осуществление способа требует много времени.
С другой стороны, известны отверждаемые под действием влаги клеящие материалы, которые относятся к типу клеящих материалов, в которых влага инициирует склеивание. Влагоотверждаемый клеящий материал может отверждаться под действием влаги; таким образом, при необходимости, влагоотверждаемый клеящий материал можно отверждать даже при комнатной температуре, и его можно использовать без избыточного предварительного нагревания контактной поверхности.
Патентные документы
Патентный документ 1: Опубликованная корейская патентная заявка No. 10-2001-0055370 (опубликована 4 июля 2001 г.)
Патентный документ 2: Корейский патент No. 10-1383780 (опубликован 10 апреля 2014 г.)
Краткое описание изобретения Настоящее изобретение относится к способу изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала, где обшивку можно получить при относительно низкой температуре, что позволяет экономить энергию благодаря отсутствия условия предварительного нагревания контактной поверхности до избыточно высокой температуры; изобретение также относится к изготовлению внутренней обшивки крыши кузова указанным способом.
Задачи настоящего изобретения не ограничены задачами, указанными выше, и очевидно, что другие задачи изобретения могут стать понятными после прочтения нижеследующего описания.
Одно из воплощений настоящего изобретения относится к способу изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала. Способ включает: нанесение на ткань покрытия из отверждаемого под действием влаги клеящего материала; отверждение отверждаемого под действием влаги клеящего материала распылением воды на отверждаемый под действием влаги клеящий материал; формирование элемента внутренней обшивки крыши кузова нанесением ткани с покрытием из отверждаемого под действием влаги клеящего материала на основу после отверждения, и после формирования прессование элемента внутренней обшивки крыши кузова, в результате чего происходит скрепление ткани с основой и одновременное придание формы элементу внутренней обшивки крыши кузова.
Согласно настоящему изобретению, нанесение покрытие может быть выполнено нанесением отверждаемого под действием влаги клеящего материала на ткань способом, включающим использование валков.
Преимущества способа изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала и внутренней обшивки крыши кузова, изготовленной способом согласно воплощениям настоящего изобретения, состоят в упрощении способа изготовления и снижении разброса параметров в способе благодаря устранению стадии предварительного нагревания, обязательной для традиционного способа изготовления.
Кроме того, использование отверждаемого под действием влаги клеящего материала уменьшает продолжительность отверждения клеящего материала, что приводит к уменьшению общей продолжительности процесса производства.
Кроме того, поскольку используют отверждаемый под действием влаги клеящий материал, нет необходимости нагревать скрепляемые поверхности до чрезмерно высокой температуры, и внутренняя обшивка крыши кузова может быть сформована при относительно низкой температуре, что может приводить к экономии энергии.
Преимущество способа изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала и внутренней обшивки крыши кузова, изготовленной способом согласно воплощениям настоящего изобретения, состоит в том, что клеящий материал может быть равномерно нанесен на ткань прямым нанесением, что приводит к повышению прочности сцепления ткани с основой.
Кроме того, благодаря высокой прочности сцепления между тканью и основой, ткань не может быть с легкостью отделена от основы, то есть внутренняя обшивка крыши кузова может быть достаточно долговечной.
Полезный эффект настоящего изобретения не ограничен перечисленными выше преимуществами, и другие, не указанные в описании полезные эффекты станут очевидны специалистам в данной области техники после ознакомления с прилагаемыми пунктами формулы изобретения.
Краткое описание чертежей
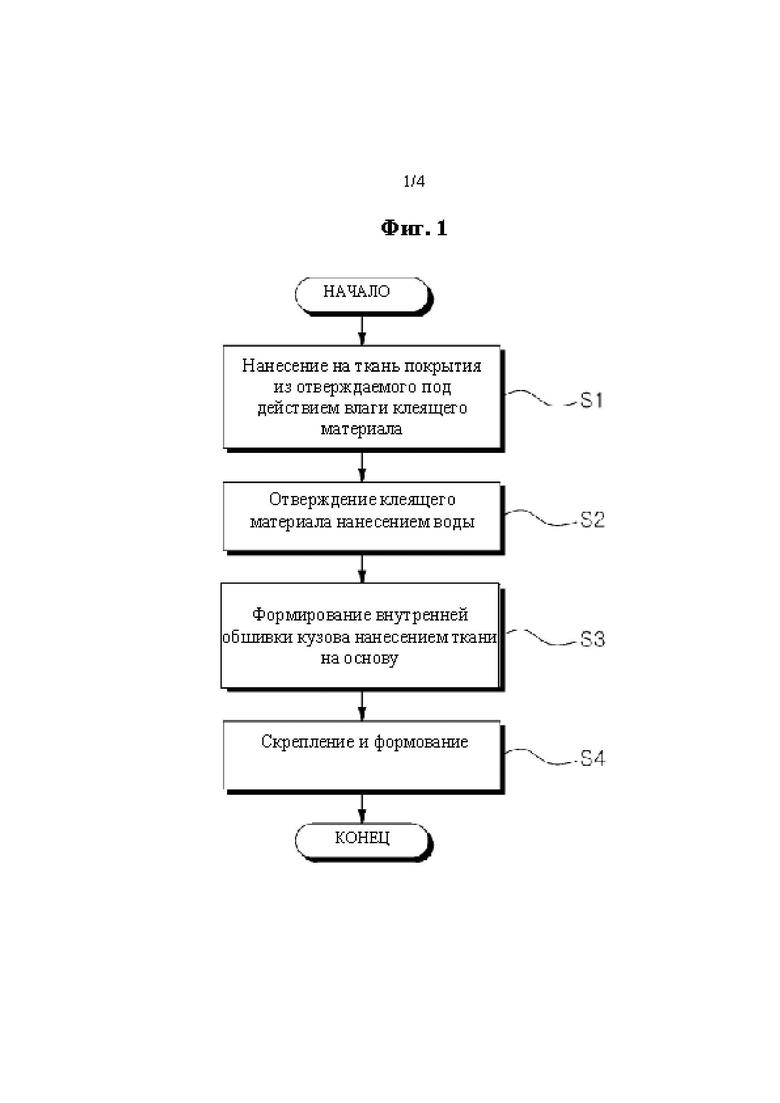
На фиг.1 представлена блок-схема способа изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно одному из воплощений настоящего изобретения;
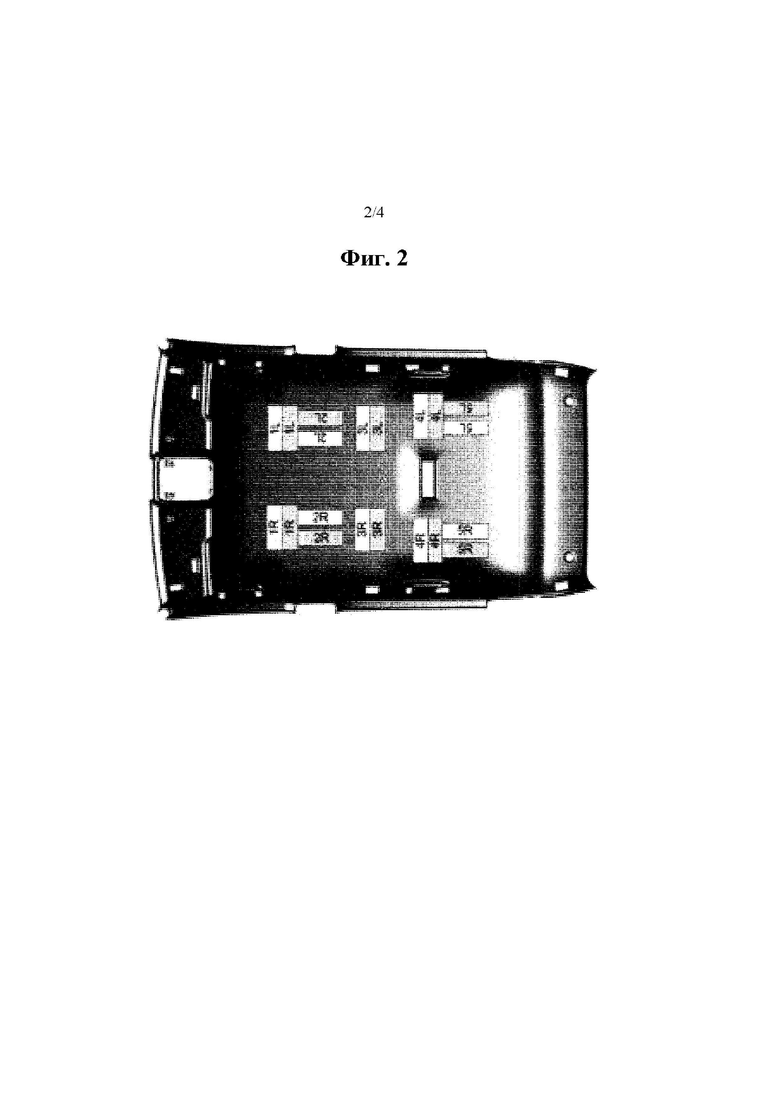
на фиг.2 представлена диаграмма, на которой показаны положения образцов, используемых в испытании на прочность на отрыв;
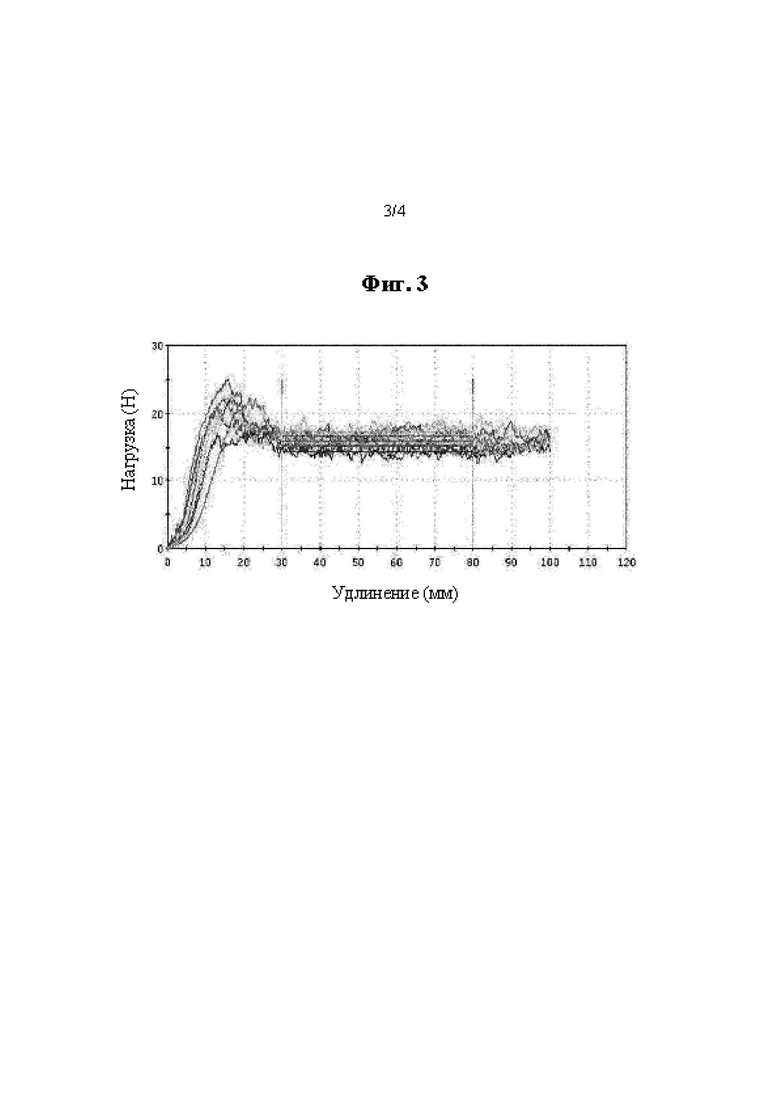
на фиг.3 представлен график, на котором показаны экспериментальные значения прочности на отрыв участков внутренней обшивки крыши кузова, изготовленной традиционным способом изготовления внутренней обшивки крыши кузова, и
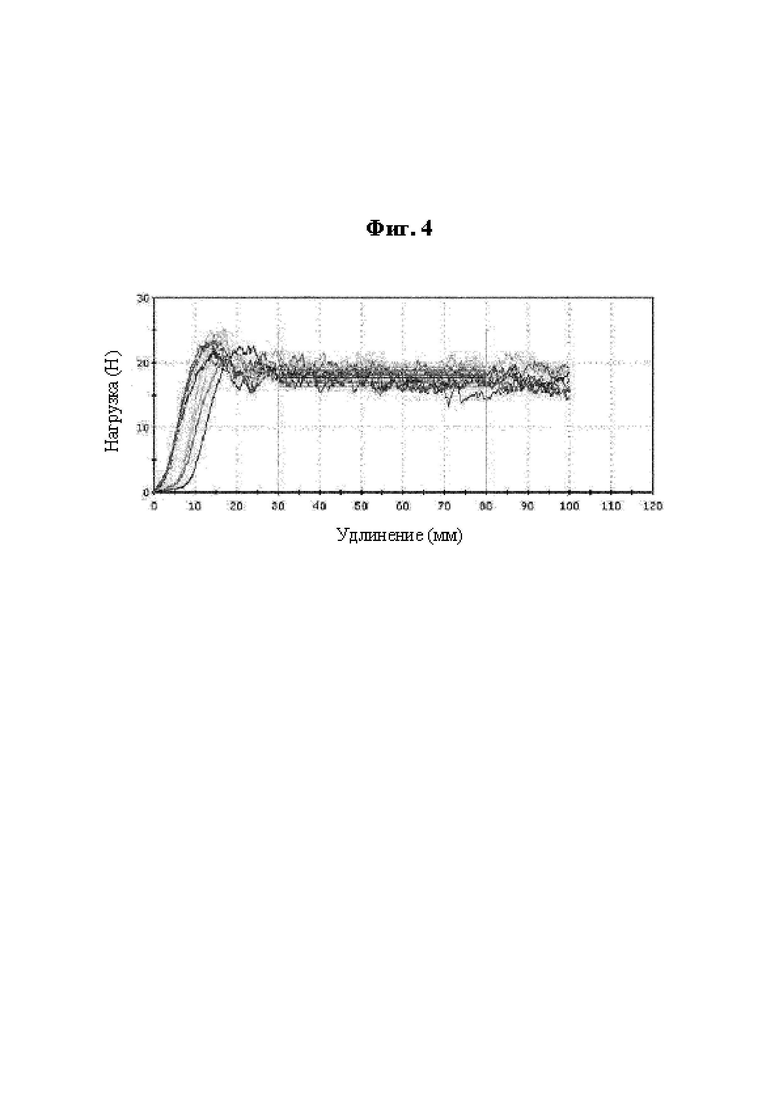
на фиг.4 представлен график, на котором показаны экспериментальные значения прочности на отрыв участков внутренней обшивки крыши кузова, изготовленной способом изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно одному из воплощений настоящего изобретения.
Описание предпочтительных воплощений
Ниже со ссылками на прилагаемые чертежи рассмотрены конфигурации и полезные эффекты предпочтительных воплощений описанного изобретения. При рассмотрении прилагаемых чертежей следует учитывать, что компоненты могут отсутствовать или быть показаны схематично для удобства и ясности, и размеры каждого из компонентов не обязательно приведены в масштабе. Кроме того, в настоящем описании одинаковые номера позиций относятся к одним и тем же компонентам, и номера позиций повторяющихся компонентов на отдельных изображениях опущены.
Как показано на фиг.1, способ изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно одному из воплощений настоящего изобретения включает: первую стадию S1 нанесения на ткань покрытия из отверждаемого под действием влаги клеящего материала; вторую стадию S2 отверждения отверждаемого под действием влаги клеящего материала распылением воды на влагоотверждаемый клей; третью стадию S3 формирования элемента внутренней обшивки крыши кузова нанесением ткани с покрытием из отверждаемого под действием влаги клеящего материала на основу после проведения второй стадии S2; и выполняемую после проведения третьей стадии S3 четвертую стадию S4 прессования элемента внутренней обшивки крыши кузова, в результате чего происходит скрепление ткани с основой и одновременное придание формы элементу внутренней обшивки крыши кузова.
На первой стадии S1 на ткань наносят покрытие из отверждаемого под действием влаги клеящего материала. На первой стадии S1 для повышения прочности сцепления между тканью и основой клеящий материал непосредственно наносят на ткань, а не на основу. Если клеящий материал непосредственно наносят на ткань, а не на основу, то клеящий материал может быть нанесен равномерно. Это позволяет повысить прочность сцепления между тканью и основой. Кроме того, благодаря повышению прочности сцепления между тканью и основой, формование внутренней обшивки крыши кузова на четвертой стадии S4 можно проводить при более низкой температуре, чем в традиционном способе изготовления внутренней обшивки крыши кузова.
Клеящий материал представляет собой отверждаемый под действием влаги клеящий материал. Отверждаемым под действием влаги клеящим материалом называют клеящий материал, отверждение которого инициируется в присутствии влаги или влажностью. Рассматриваемый отверждаемый под действием влаги клеящий материал также может включать отверждаемый под действием влаги термоотверждающийся клеящий материал. Отверждаемым под действием влаги термоотверждающийся клеящим материалом называется клеящий материал, который может отверждаться под действием влаги или нагревания.
Отверждаемый под действием влаги клеящий материал отверждается быстрее, чем типичный термоотверждаемый клеящий материал. Поэтому способ изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно настоящему изобретению позволяет уменьшать время производства внутренней обшивки крыши кузова по сравнению с традиционным способом. Кроме того, поскольку использование отверждаемого под действием влаги клеящего материала устраняет необходимость выполнения стадии предварительного нагревания и стадии прессования после формования, которые являются неотъемлемыми стадиями традиционных способов, способ изготовления может быть упрощен, и могут быть снижены колебания параметров в способе. Кроме того, использование отверждаемого под действием влаги клеящего материала позволяет экономить энергию благодаря отсутствию предварительного нагревания скрепляемых поверхностей до избыточно высокой температуры. Также, при использовании отверждаемого под действием влаги клеящего материала может быть снижено количество используемого клеящего материала по сравнению с использованием обычного термоотверждаемого клеящего материала. Это приводит к снижению производственных затрат на изготовление внутренней обшивки крыши кузова.
Нанесение отверждаемого под действием влаги клеящего материала предпочтительно производят с помощью валков. Под нанесением клеящего материала с помощью валков подразумевается равномерное нанесение клеящего материала на ткань с помощью трех валков. Первый валок вращается в зацеплении со вторым валком и при этом погружен в жидкий клеящий материал таким образом, что клеящий материал равномерно распределяется по первому и второму валкам. Третий валок вращается в зацеплении со вторым валком, и между вторым и третьим валками размещена ткань. При пропускании ткани между вторым валком и третьим валком происходит равномерное нанесение клеящего материала. Предпочтительно направление перемещения ткани до прохождения второго и третьего валков совпадает с направлением перемещения ткани после их прохождения. Использование валков позволяет упростить технологическое оборудование на первой стадии S1. Кроме того, как указано выше, клеящий материал может быть нанесен на ткань равномерно. Первый, второй и третий валки могут быть независимо друг от друга изготовлены из металла или каучука.
На первой стадии S1 количество нанесенного отверждаемого под действием влаги клеящего материала предпочтительно составляет от 10 г/м2 до 100 г/м2 и более предпочтительно от 20 г/м2 до 40 г/м2. Если количество нанесенного клеящего материала составляет менее 10 г/м2, то сцепление ткани и основы происходит неэффективно из-за меньшего количества клеящего материала, чем требуется, и поэтому они могут легко расслаиваться. С другой стороны, если количество нанесенного клеящего материала превышает 100 г/м2, то увеличивается время отверждения клеящего материала, что может приводить к увеличению продолжительности обработки. На четвертой стадии S4 клеящий материал может вытекать из промежутка между тканью и основой, что приводит к неровностям при окончательной обработке. Количество нанесенного клеящего материала, достаточное для достижения необходимой прочности сцепления между тканью и основой, а также достаточной эффективности способа, предпочтительно составляет от 20 г/м2 до 40 г/м2.
Предпочтительно вязкость отверждаемого под действием влаги клеящего материала при температуре от 40°С до 60°С составляет от 50 сПз до 1000 сПз и более предпочтительно от 100 сПз до 500 сПз. Если вязкость отверждаемого под действием влаги клеящего материала при температуре, составляющей от 40°С до 60°С, составляет менее 50 сПз, то клеящий материал может вытекать за края изделия, или после скрепления ткани и основы ткань может сморщиваться. Если вязкость отверждаемого под действием влаги клеящего материала при температуре, составляющей от 40°С до 60°С, превышает 1000 сПз, то клеящий материал не может быть равномерно нанесен на ткань.
Отверждаемый под действием влаги клеящий материал может быть получен из любого из следующих материалов: материала на основе сложного полиэфира, материала на основе простого полиэфира, материала на основе полиуретана, материала на основе эпоксида, материала на основе кремнийорганического полимера и материала на основе акрилового полимера.
Отверждаемый под действием влаги клеящий материал может включать от 30 до 40 масс, частей полиола, от 50 до 60 масс, частей 4,4'-дифенилметандиизоцианата и от 5 до 10 масс, частей этиленгликоля в качестве удлинителя цепи. Отверждаемый под действием влаги клеящий материал также может быть получен смешиванием октаноата DBU (1,8-диазабицикло[5,4,0]ундец-7-ена) в качестве сокатализатора и дилаурата дибутилолова в качестве катализатора.
Если отверждаемый под действием влаги клеящий материал получен из материала на основе сложного полиэфира, то полиол может представлять собой полиол, выбранный из группы, состоящей из полиэтиленадипата, полибутиленадипата, полигексиленадипата и полидиэтиленгликольадипата. Если отверждаемый под действием влаги клеящий материал получен из материала на основе простого полиэфира, то полиол представлять собой полиол, выбранный из группы, состоящей из полипропиленгликоля и полиэтиленгликоля.
На второй стадии S2 отверждаемый под действием влаги клеящий материал отверждают нанесением воды на верхнюю часть отверждаемого под действием влаги клеящего материала, и предпочтительно воду наносят на отверждаемый под действием влаги клеящий материал распылением. Нанесение воды другим способом, без распыления воды, может быть нежелательным, поскольку в этом случае точное регулирование количества воды может быть затруднительным.
На второй стадии S2 количество воды, наносимой на отверждаемый под действием влаги клеящий материал, предпочтительно составляет от 5 г/м2 до 100 г/м2. Если количество наносимой воды составляет менее 5 г/м2, то отверждение отверждаемого под действием влаги клеящего материала не может быть эффективным, поскольку количества воды недостаточно для его отверждения. С другой стороны, если количество наносимой воды превышает 100 г/м2, то ткань из-за избытка воды может становиться влажной. Для эффективного отверждения отверждаемого под действием влаги клеящего материала без намокания ткани количество наносимой воды предпочтительно составляет от 5 г/м2 до 100 г/м2.
На третьей стадии S3 элемент внутренней обшивки крыши кузова формируют наложением на основу ткани, на которую нанесено покрытие из клеящего материала. Перед скреплением ткани и основы ткань с покрытием из клеящего материала тщательно совмещают с основой.
На третьей стадии S3 при размещении на основе ткань переворачивают таким образом, что та сторона ткани, на которую нанесен отверждаемый под действием влаги клеящий материал, обращена к поверхности основы. Переворачивание ткани и ее размещение на основе позволяет рабочим производить операции, не касаясь клеящего материала.
На четвертой стадии S4 элемент внутренней обшивки крыши кузова прессуют для скрепления ткани и основы и формования элемента внутренней обшивки крыши кузова. На четвертой стадии S4 основу и ткань, на которую при выполнении третьей стадии S3 нанесено покрытие из клеящего материала, спрессовывают с двух сторон для скрепления друг с другом и одновременного формирования элемента внутренней обшивки крыши кузова.
Предпочтительно четвертую стадию S4 выполняют при температуре от 90°С до 150°С. Если температура на четвертой стадии S4 составляет менее 90°С, то скрепление и формование не могут быть проведены эффективно, и вода, добавляемая на второй стадии S2, может все еще оставаться в жидком состоянии. С другой стороны, если температура на четвертой стадии S4 превышает 150°С, то вязкость отверждаемого под действием влаги клеящего материала понижается, в результате чего элемент внутренней обшивки крыши кузова не может по окончании операций иметь гладкие края, и, кроме того, не сохраняются первоначальные свойства ткани и основы.
Несмотря на то, что, согласно предшествующему уровню техники, температура формования должна превышать 150°С, в способе изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно изобретению формование можно выполнять даже в диапазоне температур от 90°С до 150°С. Следует отметить, что формование при относительно низкой температуре позволяет экономить энергию.
Кроме того, после проведения формования традиционный способ должен включать прессование с охлаждением. Однако способ изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно изобретению не требует проведения отдельной операции после формования, что упрощает способ и уменьшает продолжительность обработки.
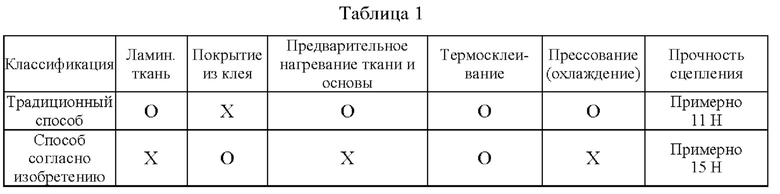
Ниже в таблице 1 представлено сравнение традиционного способа и способа изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно изобретению. В способе изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно изобретению могут отсутствовать операции предварительного нагревания и прессования, проводимые после формования, что упрощает способ. При этом внутренняя обшивка крыши кузова, изготовленная способом изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала согласно изобретению, имеет более высокую прочность сцепления между тканью и основой, чем у внутренней обшивки крыши кузова, изготовленной традиционным способом.
Эксперимент 1. Сравнительное испытание прочности на отрыв Ниже представлен эксперимент по определению прочности на отрыв внутренней обшивки крыши кузова, изготовленной с использованием термоотверждаемого клеящего материала, и внутренней обшивки крыши кузова, изготовленной с использованием отверждаемого под действием влаги клеящего материала.
Были изготовлены внутренняя обшивка крыши кузова, в которой использовали отверждаемый под действием влаги клеящий материал, и внутренняя обшивка крыши кузова, в которой использовали традиционный термоотверждаемый клеящий материал. Как показано на фиг.2, каждую полученную внутреннюю обшивку крыши кузова нарезали на образцы шириной 25 мм. В эксперименте 1 в соответствии со стандартом ASTM D903 определяли прочность на отрыв каждого образца.
Значения прочности на отрыв внутренней обшивки крыши кузова, включающей традиционный термоотверждаемый клеящий материал, представлены в таблице 2 и графически показаны на фиг.3.
Значения прочности на отрыв внутренней обшивки крыши кузова, включающей отверждаемый под действием влаги клеящий материал, представлены в таблице 3 и графически показаны на фиг.4.
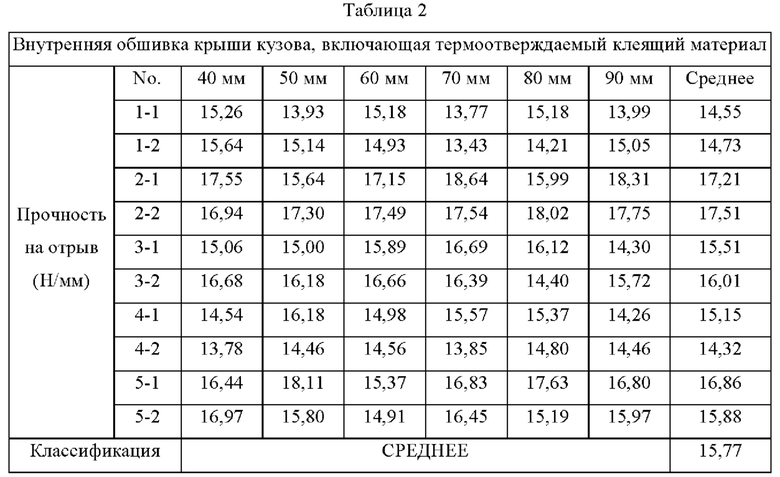
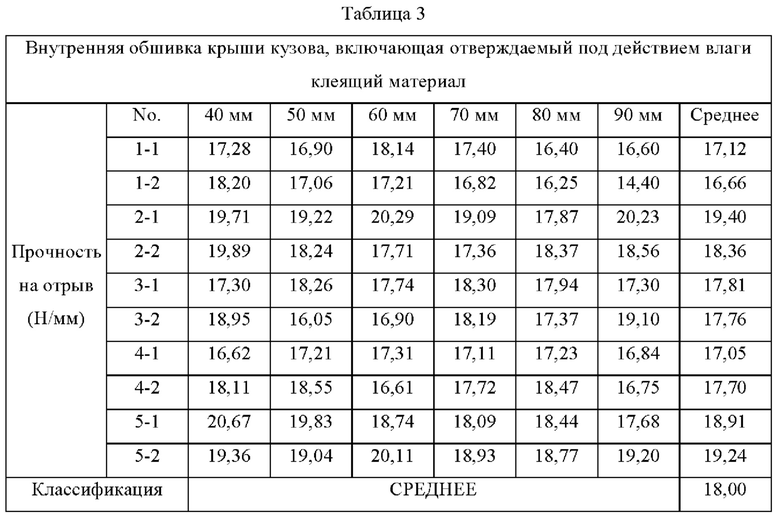
Чем выше прочность сцепления между тканью и основой, тем выше значение прочности на отрыв. Среднее значение прочности на отрыв внутренней обшивки крыши кузова, включающей традиционный термоотверждаемый клеящий материал, составило 15,77 Н/мм, и среднее значение прочности на отрыв внутренней обшивки крыши кузова, включающей отверждаемый под действием влаги клеящий материал, составило 18,00 Н/мм. Это указывает на то, что внутренняя обшивка крыши кузова, полученная с использованием отверждаемого под действием влаги клеящего материала, имеет более высокую прочность сцепления между тканью и основой, чем внутренняя обшивка крыши кузова, включающая традиционный термоотверждаемый клеящий материал.
Эксперимент 2. Сравнение продолжительности отверждения Ниже представлен эксперимент по сравнению продолжительности отверждения клеящего материала в традиционном способе изготовления внутренней обшивки крыши кузова с использованием термоотверждаемого клеящего материала и в способе изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала.
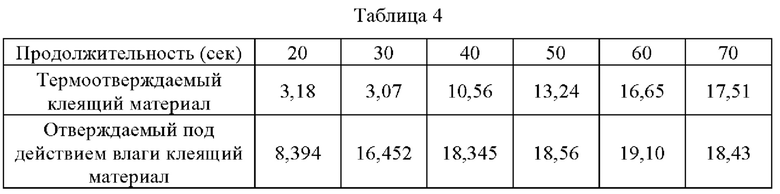
Были изготовлены внутренняя обшивка крыши кузова, в которой использовали отверждаемый под действием влаги клеящий материал, и внутренняя обшивка крыши кузова, в которой использовали традиционный термоотверждаемый клеящий материал. Как показано на фиг.2, каждый из образцов независимо вырезали из соответствующей готовой внутренней обшивки крыши кузова. В эксперименте 2 в соответствии со стандартом ASTM D903 измеряли прочность на отрыв каждого образца за один час. Величины прочности на отрыв за один час внутренней обшивки крыши кузова, включающей отверждаемый под действием влаги клеящий материал, и внутренней обшивки крыши кузова, включающей традиционный термоотверждаемый клеящий материал, представлены в таблице 4.
В эксперименте 2 чем больше времени протекает до достижения определенного уровня величины прочности на отрыв, тем дольше продолжительность отверждения.
Значения прочности на отрыв внутренней обшивки крыши кузова, включающей термоотверждаемый клеящий материал, постоянная величина была достигнута, спустя 60 секунд, а значение прочности на отрыв внутренней обшивки крыши кузова, включающей отверждаемый под действием влаги клеящий материал, постоянная величина была достигнута, спустя 40 секунд. Это показывает, что продолжительность отверждения внутренней обшивки крыши кузова, полученной с использованием отверждаемого под действием влаги клеящего материала, меньше, чем продолжительность отверждения внутренней обшивки крыши кузова, включающей традиционный термоотверждаемый клеящий материал.
Несмотря на то, что выше с помощью прилагаемых чертежей описаны предпочтительные воплощения настоящего изобретения, воплощения, описанные в настоящем документе, и конфигурации, показанные на чертежах, представляют собой лишь наиболее предпочтительные воплощения настоящего изобретения и соответствуют технической сущности настоящего изобретения. Следует понимать, что могут существовать различные воплощения и модификации, эквивалентные воплощениям, описанным в настоящем документе. Таким образом, следует понимать, что описанные выше воплощения являются полностью иллюстративными и никоим образом не ограничивают объем настоящего изобретения, который в полной мере раскрыт в прилагаемых пунктах формулы изобретения, а не в описании изобретения. Все изменения или модификации, созданные без отступления от сущности и объема, ограничиваемого пунктами формулы изобретения, а также их эквиваленты, должны быть включены в объем настоящего изобретения.
Группа изобретений относится к способу изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала и внутренней обшивке крыши кузова транспортного средства, изготовленной указанным способом. Обшивка может быть сформована при относительно низкой температуре, что позволяет экономить энергию благодаря отсутствию предварительного нагревания контактной поверхности до избыточно высокой температуры. Способ включает: нанесение на ткань покрытия из отверждаемого под действием влаги клеящего материала, отверждение отверждаемого под действием влаги клеящего материала распылением воды на отверждаемый под действием влаги клеящий материал, формирование элемента внутренней обшивки крыши кузова нанесением ткани с покрытием из отверждаемого под действием влаги клеящего материала на основу после отверждения и после формирования прессование элемента внутренней обшивки крыши кузова, в результате чего происходит скрепление ткани с основой и одновременное придание формы внутренней обшивке крыши кузова. Обеспечивается поглощение ударной нагрузки и снижение шума в кузове транспортного средства. 2 н. и 6 з.п. ф-лы, 4 ил., 4 табл.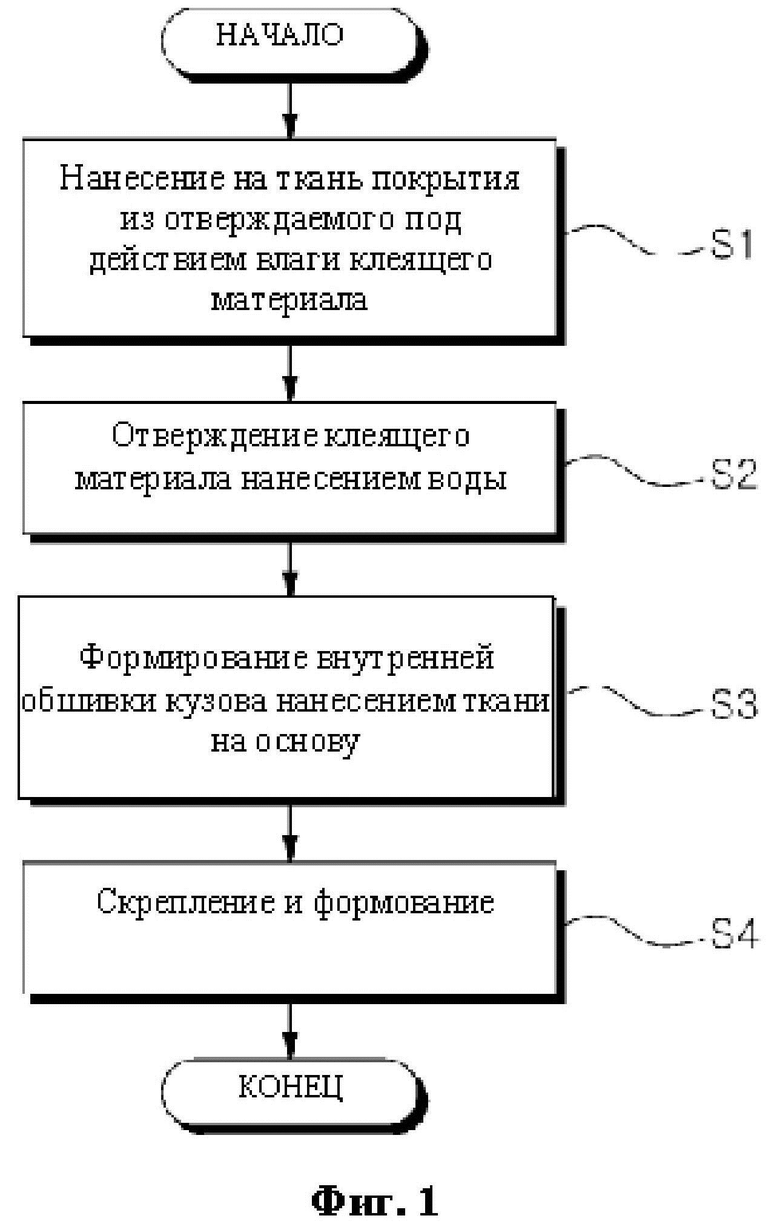
1. Способ изготовления внутренней обшивки крыши кузова с использованием отверждаемого под действием влаги клеящего материала, включающий:
нанесение отверждаемого под действием влаги клеящего материала на первую поверхность ткани;
распыление воды на верхнюю поверхность отверждаемого под действием влаги клеящего материала для отверждения отверждаемого под действием влаги клеящего материала;
размещение ткани на основе так, чтобы первая поверхность, имеющая нанесенное покрытие из отверждаемого под действием влаги клеящего материала, была обращена к основе, и
прессование ткани и основы, в результате чего происходит скрепление ткани с основой и одновременное формирование элемента внутренней обшивки крыши кузова.
2. Способ по п. 1, в котором при нанесении отверждаемого под действием влаги клеящего материала для его нанесения используют валок.
3. Способ по п. 1, в котором при нанесении отверждаемого под действием влаги клеящего материала его наносят в количестве, составляющем от 10 г/м2 до 100 г/м2.
4. Способ по п. 1, в котором при распылении воды ее распыляют в количестве, составляющем от 5 г/м2 до 100 г/м2.
5. Способ по п. 1, в котором при прессовании ткани и основы температуру устанавливают от 90°С до 150°С.
6. Способ по п. 1, в котором вязкость отверждаемого под действием влаги клеящего материала при температурах от 40°С до 60°С составляет от 50 сП до 1000 сП.
7. Способ по п. 1, в котором отверждаемый под действием влаги клеящий материал получен из любого из следующих материалов: материала на основе сложного полиэфира, материала на основе простого полиэфира, материала на основе полиуретана, материала на основе эпоксида, материала на основе кремнийорганического полимера и материала на основе акрилового полимера.
8. Внутренняя обшивка крыши кузова, изготовленная способом по любому из пп.1-7.
| KR 101383780 B1, 10.04.2014 | |||
| KR 20180050463 A, 15.05.2018 | |||
| KR 20010055370 A, 04.07.2001 | |||
| WO 2006112599 A1, 26.10.2006. |

