Изобретение относится к транспортным средствам, в частности к покрышкам автомобильных пневматических шин с экранирующим слоем из текстильного корда.
Известны пневматические шины, включающие экранирующий слой, выполненный из армированных деталей, состоящих из предварительно обрезиненных (каландрированных) полос текстильной кордной ткани необходимой ширины.
Известна пневматическая шина, в частности ее армированные детали, получаемая из предварительно обрезиненной (каландрированной) текстильной кордной ткани, разрезанной на полосы необходимой ширины. (см. В.В.Рагулин «Технология шинного производства», Химия, 1970). Пневматическая шина состоит из обрезиненных слоев - каркаса, брекера с наложенным на них экранирующим слоем необходимой ширины. Способ изготовления такой шины состоит в наложении (намотке) в процессе сборки шины на брекерный барабан последовательно обрезиненных слоев брекера, на который накладывают экранирующий слой необходимой ширины. (а.с. СССР №1421545, 1988 г.; №1648806, 1991 г.). Однако в настоящее время такие способы применяется только при использовании старого оборудования и изготовлении низкоскоростных шин. При изготовлении высокоскоростных шин с жесткими требованиями по однородности для изготовления экранирующего слоя используют узкую армированную ленту, накладываемую намоткой на верхний слой брекера. Узкую армированную обрезиненную ленту получают из разрезанного исходного обрезиненного рулона кордной ткани (ширина 1350-1500 мм) на ленты шириной 40-60 мм, которые в дальнейшем разрезают на ленты шириной 10-14 мм (производится в 2 этапа). При производстве получается большой процент брака, т.к. сложно сделать разрез, не задевая основные нити, которые не видны в обрезиненном состоянии, кроме того, намотанная на бобины узкая лента из невулканизированной резины не может храниться более 2-3 дней. Также приходится часто останавливать линию раскроя экранирующего слоя для смены режущих ножей, срок службы которых ограничен, что в конечном итоге ведет к удорожанию и усложнению процесса производства шин.
Известны пневматические шины, содержащие экранирующий слой из обрезиненных лент, полученных из монокорда. Обрезиненные ленты изготовляют на специальном каландре из одиночного пропитанного и термообработанного корда. В этом случае отходы существенно меньше, но монокорд имеет значительно более высокую стоимость, чем кордная ткань в полотне, в связи с чем заметно возрастает себестоимость шин (Патент ФРГ №2853006, 1978 г.).
Известна пневматическая шина, имеющая экранирующий слой брекера из необрезиненного клейкого материала, образованного из предварительно пропитанных и термообработанных сдвоенных кордных нитей. Этот слой изготавливается практически без отходов, и материал для брокера имеет длительный срок хранения (патенты РФ №2242372, 2004 г.; №2269419, 2004 г.). Использование сдвоенных нитей указанного материала ограничивает возможность получения материала высокой жесткости, необходимой для шин с высокой разрешенной скоростью (210 км/ч и более), и невозможно для текстильных материалов с очень жесткими нитями (например, для арамидных нитей).
Техническая задача, на решение которой направлено заявляемое изобретение, состоит в возможности использования в экранирующем слое нитей любой жесткости, в том числе арамидных при одновременном снижении массы беговой части шины за счет уменьшения количества используемой резиновой смеси.
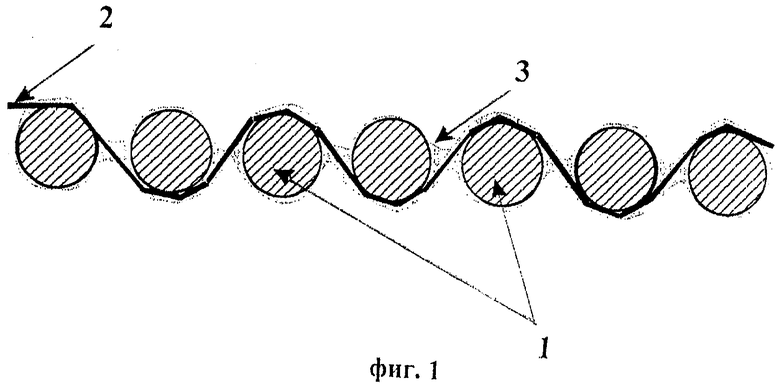
Поставленная техническая задача решается тем, что в качестве экранирующего слоя брекера используют необрезиниваемый текстильный материал, изготавливаемый на традиционном ткацком оборудовании для производства текстильных тканей для шинной промышленности, состоящий из основной и уточной нитей, не связанных друг с другом. Полученный текстильный материал (ленту) покрывают клейким составом, который склеивает нити утка и основную нить между собой и обеспечивает клейкость к невулканизованной резине (фиг.1). Ширина ленты может изменяться в пределах 7-20 мм в зависимости от конструкции шины. Покрытие клейким составом производится либо одновременно с пропиткой пропиточным составом, либо отдельной операцией прохождения материала через жидкую среду клейкого состава. Прочность приклеивания нитей должна обеспечить необходимую прочность для операций разрезки ткани из ленты и нанесения (намотки) в процессе изготовления экранирующего слоя покрышки шины.
Полученную клейкую кордную ленту накладывают непосредственно в процессе выполнения экранирующего слоя на сборочном станке путем намотки (навивки) его на верхней слой брекера шины. После этого на необрезинненый клейкий кордный текстильный слой накладывают заготовку протектора и осуществляют вулканизацию.
Затекание резины между нитями и формирование связи резина-корд происходит непосредственно в процессе вулканизации резиной прилегающих деталей шины за счет давления диафрагмы в пресс-форме и высокой температуры. Полностью исключаются какие-либо операции по подготовке материала для экранирующего слоя брекера на шинном производстве (обрезинивание текстильного материала, разрезка обрезиненного материала на ленты за два этапа, транспортировка между технологическими операциями).
Технический результат, достигаемый реализацией всей заявляемой совокупностью существенных признаков, состоит в:
- возможности использования в экранирующем слое нитей любой жесткости, в том числе арамидных, что обеспечивает стабильность брекера для высокоскоростных шин. Для шин, рассчитанных на скорость выше 210 км/час, чтобы удержать края брекера, которые выгибаются под действием центробежной силы, требуется окружная намотка из малорастяжимых (жестких) нитей, (чем выше скорость - тем жестче);
- снижении массы шины за счет исключения веса резиновой смеси, которая шла на обрезинивание текстильного материала экранирующего слоя (150-500 г в зависимости от размера шины);
- повышении однородности готового изделия (снижении силовой и геометрической неоднородности шины за счет снижения массы беговой части шины);
- снижении рабочей температуры брекерно-протекторной зоны за счет снижения массы беговой части шины;
- снижении потерь на качение и расхода топлива за счет снижения массы резины беговой части шины;
- упрощении процесса изготовления экранирующего слоя шин, благодаря использованию материала, готового к применению на сборочном станке. (Это достигается за счет возможности исключения операций обрезинивания и предварительного раскроя резино-кордного материала);
- обеспечивается механическая прочность ленты для экранирующего слоя, достаточная для производства шин за счет склеивания между собой нитей утка и основных нитей при малом количестве клейкого материала, при обеспечении адгезии резины к текстильному материалу (в процессе намотки лента движется по сложной системе направляющих роликов с высокой скоростью и ускорением);
- текстильный необрезиниваемый материал для экранирующего слоя может производиться на традиционных для шинных материалов ткацких станках.
Достигаемый положительный эффект заключается также в повышении эффективности производства за счет экономии энерго- и трудоресурсов и снижения амортизационных отчислений ввиду исключения операций обрезинивания и раскроя резино-кордного материала при снижении расхода резины и, соответственно, снижении веса шины и повышении потребительских качеств готового изделия. Кроме того, за счет использования традиционных для шинных текстильных материалов ткацких станков не требуется смена станочного парка для производства данного материала, при его применении не возникает проблем с усталостной адгезионной прочностью за счет малой толщины клейкого вещества.
Сущность изобретения поясняется рисунком, где на фиг.1 представлена структура армированной ленты с уточной нитью и клейким веществом со следующими позициями:
1 - кордные нити основы;
2 - нить утка;
3 - клейкое покрытие.
В таблице 1 приведены данные испытаний шины 195/55VR15, изготовленной существующим и предлагаемым способами.
| название | год | авторы | номер документа |
|---|---|---|---|
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2802826C1 |
| Пневматическая радиальная легковая шина | 2021 |
|
RU2797455C2 |
| Пневматическая радиальная легковая шина и легкогрузовая шина | 2021 |
|
RU2793770C2 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797706C1 |
| Пневматическая радиальная легкогрузовая шина (варианты) | 2023 |
|
RU2809312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения брекерно-протекторной части) | 2024 |
|
RU2828340C1 |
| Грузовая цельнометаллокордная пневматическая шина с усиливающим бандажом | 2017 |
|
RU2671111C1 |
Изобретение относится к покрышкам автомобильных пневматических шин с экранирующим слоем из текстильного корда и способу их производства. Техническим результатом заявленного изобретения является повышение стабильности брекера для высокоскоростных шин, снижение массы шины, повышение однородности готового изделия, снижение рабочей температуры брекерно-протекторной зоны, упрощение процесса изготовления экранирующего слоя шин, повышение механической прочности. Технический результат достигается в покрышке пневматической шины, которая включает экранирующий слой брекера, выполненный из необрезиненного текстильного материала, покрытого клейким к резине веществом. При этом текстильный материал выполнен в виде ленты, образованной из одиночных крученых нитей, приклеенных к уточным нитям и покрытых клейким к резине веществом. 2 н.п. ф-лы, 1 ил., 1 табл.
1. Покрышка пневматической шины, включающая экранирующий слой брекера, выполненный из необрезиненного текстильного материала, покрытого клейким к резине веществом, при этом текстильный материал выполнен в виде ленты, образованной из одиночных крученых нитей, приклеенных к уточным нитям и покрытых клейким к резине веществом.
2. Способ изготовления покрышки пневматической шины, включающий наложение в качестве экранирующего слоя брекера ленты, выполненной из одиночных крученых нитей с нанесенным на нее клейким веществом, помещение на экранирующий слой брекера заготовки протектора и вулканизацию резиной, при этом механическая прочность ленты обеспечивается за счет приклеивания основной нити к нити утка клейким веществом.
| Способ подготовки к разворсовке и крашению ворсовых тканей | 1953 |
|
SU99378A1 |
| RU 2006105416 A, 10.10.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ ДЛЯ ТРАНСПОРТНЫХ СРЕДСТВ И ШИНА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2230664C2 |
| US 20020066512 A1, 06.06.2002 | |||
| EP 1660312 B1, 08.10.2008 | |||
| US 6592704 B1, 15.07.2003. | |||

