Предлагаемое техническое решение относится к области энергомашиностроения, в частности турбостроения, и может быть использовано при проектировании диафрагм паровых турбин.
В современных конструкциях паровых турбин одной из технических проблем являются отклонения геометрических размеров диафрагм от теоретических, что приводит к снижению внутреннего относительного КПД паровой турбины, а также к снижению вибрационной надежности и, соответственно, прочности диафрагм паровых турбин и рабочих лопаток. Также существует проблема обеспечения удовлетворительной ремонтопригодности диафрагм.
Диафрагмы паровых турбин - это неподвижные конструкции, содержащие сопловую решетку, представляющую собой совокупность направляющих лопаток и поверхностей, ограничивающих с корневой и периферийной сторон аэродинамических профилей направляющих лопаток пространство для прохождения пара. Пространство между соседними аэродинамическими профилями образует сопловой канал. В сопловых каналах происходит преобразование потенциальной энергии пара в кинетическую. Для обеспечения высокой эффективности и вибрационной надежности сопловые каналы должны иметь высокую точность исполнения, что обуславливается соблюдением точности геометрических размеров диафрагм. В процессе эксплуатации в диафрагмах возникают значительные напряжения и деформации вследствие действия на них перепада давлений, динамического напора потока пара и реактивного крутящего момента. При неравномерном прогреве диафрагм и узлов, в которых они установлены, иногда наблюдаются деформации, приводящие к раскрытию горизонтального разъема и соответствующему увеличению протечки пара мимо сопловых каналов. Искажение геометрических размеров диафрагм может приводить к ухудшению вибрационного состояния рабочих лопаток, и, следовательно, к снижению прочности паровой турбины. Прогибы диафрагм в осевом направлении должны находиться в строго ограниченных пределах во избежание задеваний о ротор. В процессе эксплуатации могут иметь место повреждения отдельных элементов диафрагм вследствие воздействия абразивных частиц, воздействия инородных тел, забросов воды, что делает актуальным вопрос ремонтопригодности диафрагм, в частности возможности замены одного из составляющих элементов без полной замены узла. Таким образом, актуальной является проблема сохранения удовлетворительной прочности и геометрических параметров, при условии воздействия вышеуказанных факторов в течение длительного времени.
Широкое распространение получили сварные диафрагмы паровых турбин. Их недостатком является наличие термических деформаций при сварке, приводящих к искажению геометрии сопловых каналов, затруднения при контроле дефектов сварных швов, особенно дефектов, залегающих в глубине сварных швов, крайне ограниченные возможности ремонта сопловых каналов, подвергшихся износу в процессе длительной эксплуатации (срок службы диафрагм - 50 лет и более). Возможности ремонта сварных диафрагм при помощи восстановительных наплавок ограничены тем, что:
- при сварочных работах возникает остаточная намагниченность диафрагм;
- происходят термические деформации диафрагм;
- восстановление профильных поверхностей направляющих лопаток затруднительно из-за недоступности многих участков сопловых решеток, а также из-за недостаточной надежности восстановленных поверхностей в местах малой толщины аэродинамических профилей.
Альтернативой применению сварных диафрагм является применение наборных диафрагм, выполненных без применения сварки и допускающих сборку и разборку диафрагм, состоящих из механически обработанных деталей, имеющих меньшие размеры и более простую конфигурацию по сравнению со сварными конструкциями, и поэтому более адаптивными к контролю, а при необходимости, к замене.
Известно изобретение «Наборная сопловая диафрагма и способ ее сборки» (патент JP 4040922, МПК F01D 9/02, F01D 9/04, F01D 25/24, опубл. 30.01.2008). Согласно изобретению, сборная сопловая диафрагма с горизонтальным разъемом состоит из верхней и нижней половин. Каждая из половин содержит внутренний и наружный ободья с пазами, в которые установлены неподвижные направляющие лопатки. Сопловые каналы сборной диафрагмы образуются направляющими лопатками, каждая из которых имеет аэродинамический профиль, а также наружную бандажную полку с цапфой, выполненную с его периферийной стороны и внутреннюю бандажную полку с хвостовиком, выполненным с его корневой стороны. Направляющие лопатки своими цапфами заводятся в открытые с торцов кольцевые пазы, выполненные в наружном ободе, а хвостовиками - в открытые с торцов кольцевые пазы, выполненные во внутреннем ободе. Цапфы и хвостовики имеют прямоугольный профиль сечения. Причем зазоры между цапфами, хвостовиками и ободьями минимальны (0,03-0,12 мм). Внутренний и наружный ободья представляют собой полукольца, причем наружный обод выполнен заедино с козырьком со стороны паровыхода. Направляющие лопатки пригоняются друг к другу и образуют половины сопловых решеток. Возможен вариант, при котором несколько направляющих лопаток объединены в пакет, имеющий общую для этих лопаток наружную и внутреннюю бандажные полки. Предлагаются различные варианты крепления направляющих лопаток во внутреннем и наружном ободьях: шпонки, зафиксированные резьбовыми деталями, предотвращающие тангенциальный проворот направляющих лопаток относительно ободьев, осевые штифты, входящие в цапфы, хвостовики и ободья для той же цели. Также предлагается плотная установка вставок прямоугольного сечения между цапфами, хвостовиками и ободьями для исключения взаимных перемещений этих деталей при работе. Предлагается фиксация половин диафрагмы относительно друг друга болтами, расположенными перпендикулярно горизонтальному разъему, проходящими через верхнюю половину наружного обода и ввернутыми в нижнюю половину наружного обода.
Недостатками известного решения являются:
- необходимость больших трудозатрат для обеспечения удовлетворительной точности изготовления;
- отверстия под осевые штифты являются местами значительной концентрации напряжений при компактных размерах диафрагм, и, соответственно, цапф и хвостовиков направляющих лопаток, а также наличие в наружном ободе диафрагмы кольцевого паза для заводки цапф направляющих лопаток, что снижает прочность и жесткость конструкции диафрагм;
- болты, фиксирующие половины диафрагмы, недоступны для осмотра с целью определения их повреждений при ремонтах без демонтажа верхней половины, невозможен осмотр с целью определения повреждений цапф наружных бандажных полок направляющих лопаток без демонтажа лопаток, что ухудшает ремонтопригодность диафрагмы.
Наиболее близким техническим решением к предлагаемому техническому решению по совокупности существенных признаков и выбранным в качестве прототипа является изобретение «Наборная сопловая диафрагма для турбины» (патент KR 101796590, МПК F01D 9/02, F01D 9/04, F01D 25/28, опубл. 01.12.2017).
Согласно изобретению, сборная диафрагма паровой турбины с горизонтальным разъемом состоит из верхней и нижней половин, зафиксированных относительно друг друга устройствами фиксации. Каждая из половин содержит внутренний и наружный ободья с пазами, в которых установлены неподвижные направляющие лопатки. Каждая направляющая лопатка имеет аэродинамический профиль, при этом заодно целое с его периферийной стороной выполнена наружная бандажная полка с цапфой, а с его корневой стороной - внутренняя бандажная полка с хвостовиком. Устройства фиксации половин диафрагм выполнены в виде четырех штифтов, установленных перпендикулярно горизонтальному разъему, по два штифта на внутренние и наружные ободья. Направляющие лопатки установлены в открытые с торцов сквозные пазы ободьев, в паз наружного обода заводится цапфа т-образного профиля сечения, а в паз внутреннего обода заводится хвостовик, имеющий прямоугольный профиль сечения. Предлагается также вариант обратный вышеуказанному. Фиксация направляющих лопаток во избежание проворота в тангенциальном направлении относительно ободьев выполнена с помощью шпонок у горизонтального разъема, шпонки крепятся к ободьям потайными винтами. Направляющие лопатки пригнаны друг к другу с обеспечением геометрических характеристик сопловой решетки. Недостатками известного решения являются:
- большое количество поверхностей пригонки бандажных полок, цапф, хвостовиков, имеющих неизбежные отклонения геометрических размеров от теретических, затрудняет обеспечение удовлетворительной точности изготовления диафрагмы;
- возникновение при прогревании диафрагмы дополнительных напряжений в штифтах вследствие радиального расширения диафрагмы, что приводит к снижению прочности, а именно деформации или поломке штифтов, наличие единого паза в наружных ободьях, резьбовые соединения шпонок с наружными ободьями являются местами концентрации напряжений, что снижает прочность и жесткость диафрагмы;
- взаимная фиксация половин диафрагмы штифтами затрудняет разборку и сборку диафрагмы при ремонтах, конструкция диафрагмы не позволяет выполнить осмотр цапф наружных бандажных полок на предмет повреждений, что ухудшает ремонтопригодность;
- отсутствие конструктивных элементов, уплотняющих горизонтальный разъем, приводит к снижению КПД паровой турбины вследствие протечки пара через зазоры в разъеме.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в повышении точности изготовления за счет обеспечения геометрических размеров в заданных пределах, прочности, ремонтопригодности наборных диафрагм паровых турбин, повышении внутреннего относительного КПД паровой турбины.
Для достижения указанного выше технического результата наборная диафрагма паровой турбины с горизонтальным разъемом состоит из верхней и нижней половин, зафиксированных относительно друг друга устройствами фиксации. Каждая из половин содержит внутренний и наружный ободья с пазами, в которых установлены неподвижные направляющие лопатки. Каждая направляющая лопатка имеет аэродинамический профиль, при этом за одно целое с его периферийной стороной выполнены наружная бандажная полка с цапфой, а с его корневой стороной - внутренняя бандажная полка с хвостовиком.
При этом, согласно заявляемому изобретению, устройства фиксации половин диафрагмы в осевом направлении выполнены в виде уплотняющих шпонок, размещенных в установочных пазах, выполненных на горизонтальных разъемах внутренних ободьев верхней и нижней половин, а в радиальном направлении параллельно плоскости горизонтального разъема - в виде вертикальной шпонки, закрепленной на внутреннем ободе нижней половины со стороны паровхода и установленной в вертикальный паз, выполненный совместно в половинах диафрагмы.
Пазы наружных ободьев выполнены глухими, с радиальными и тангенциальными зазорами, с возможностью свободной посадки каждой цапфы направляющих лопаток в соответствующий глухой паз.
Направляющие лопатки зафиксированы в осевом направлении относительно наружных ободьев вставками, объединяющими по меньшей мере две направляющие лопатки в пакет, при этом вставки установлены в кольцевые пазы, выполненные совместно в наружных ободьях и наружных бандажных полках, а в тангенциальном направлении направляющие лопатки зафиксированы по меньшей мере одним установочным элементом, установленным в отверстие, выполненное совместно в наружном ободе и цапфе направляющей лопатки, входящей в пакет.
Цапфы имеют грибовидный профиль сечения, а хвостовики имеют профиль сечения типа «ласточкин хвост».
Выполнение устройств фиксации половин диафрагмы относительно друг друга в осевом направлении в виде уплотняющих шпонок, размещенных в установочных пазах, выполненных на горизонтальных разъемах внутренних ободьев верхней и нижней половин, повышает точность изготовления диафрагмы за счет обеспечения геометрических размеров в заданных пределах и предотвращения взаимного смещения половин диафрагмы в осевом направлении, способствует уплотнению горизонтального разъема, тем самым, предотвращает щелевую эрозию и уменьшает протечки пара мимо пространства между направляющими лопатками, соответственно, способствует повышению внутреннего относительного КПД паровой турбины, повышает ремонтопригодность за счет возможности несложной и недорогой замены этих шпонок на новые с целью полного восстановления уплотняющей способности, снижает уровень вибрации за счет увеличения контакта между половинами диафрагмы.
Выполнение устройства фиксации половин диафрагмы относительно друг друга в радиальном направлении параллельно плоскости горизонтального разъема в виде вертикальной шпонки, закрепленной на внутреннем ободе нижней половины со стороны паровхода и установленной в вертикальный паз, выполненный совместно в половинах диафрагмы, способствует повышению точности изготовления диафрагмы за счет предотвращения взаимного смещения половин диафрагмы в поперечном направлении и повышению ремонтопригодности за счет возможности несложной и недорогой замены вертикальной шпонки на новую.
Выполнение пазов наружных ободьев глухими, с радиальными и тангенциальными зазорами, с возможностью свободной посадки каждой цапфы направляющих лопаток в соответствующий глухой паз, повышает ремонтопригодность диафрагмы за счет отсутствия необходимости пригонки направляющих лопаток по цапфам, что способствует облегчению разборки и сборки после периода эксплуатации и при ремонтах. Радиальные и тангенциальные зазоры между цапфами и глухими пазами являются гарантированными зазорами, как минимум превосходящими взаимные перемещения направляющих лопаток и наружного обода вследствие разницы коэффициентов линейного термического расширения материалов этих частей диафрагмы. Пространства между глухими пазами в совокупности увеличивают прочность и жесткость диафрагмы, а также могут быть использованы для размещения различных конструктивных элементов.
Фиксация направляющих лопаток в осевом направлении относительно наружных ободьев вставками, установленными в кольцевые пазы, выполненные совместно в наружных ободьях и наружных бандажных полках, повышает ремонтопригодность, так как при удалении вставок становится возможным осмотр цапф со стороны паровхода на предмет повреждения в процессе эксплуатации; повышает прочность и снижает вибрацию за счет создания пакетной жесткости, так как каждая вставка, плотно установленная в кольцевом пазе, проточенном совместно в наружном ободе и наружных бандажных полках, объединяет в пакет несколько направляющих лопаток и присоединяет этот пакет к наружному ободу, закрепляя правильное взаимное положение направляющих лопаток и наружных ободьев в осевом направлении; повышает точность изготовления за счет предотвращения взаимного смещения направляющих лопаток, входящих в один пакет.
Фиксация направляющих лопаток в тангенциальном направлении по меньшей мере одним установочным элементом, установленным в отверстие, выполненное совместно в наружном ободе и цапфе направляющей лопатки, входящей в пакет, предотвращает проворот пакетов направляющих лопаток под действием крутящего момента, создаваемого паром, что обеспечивает необходимую прочность диафрагмы.
Грибовидный профиль сечения цапф позволяет ограничить взаимные радиальные перемещения направляющих лопаток и наружных ободьев. Профиль сечения хвостовика типа «ласточкин хвост» является наиболее простым из профилей, обеспечивающих радиальную и осевую фиксацию с точки зрения изготовления и наименьшее значение концентрации напряжений, за счет чего повышается прочность конструкции.
Предлагаемая конструкция наборной диафрагмы паровой турбины в раскрытой выше совокупности существенных признаков позволяет повысить точность изготовления за счет обеспечения геометрических размеров в заданных пределах обеспечить прочность, ремонтопригодность диафрагм, повысить внутренний относительный КПД паровой турбины.
Сущность предлагаемого технического решения поясняется графическими материалами.
Представленные графические материалы содержат пример конкретного выполнения наборной диафрагмы паровой турбины.
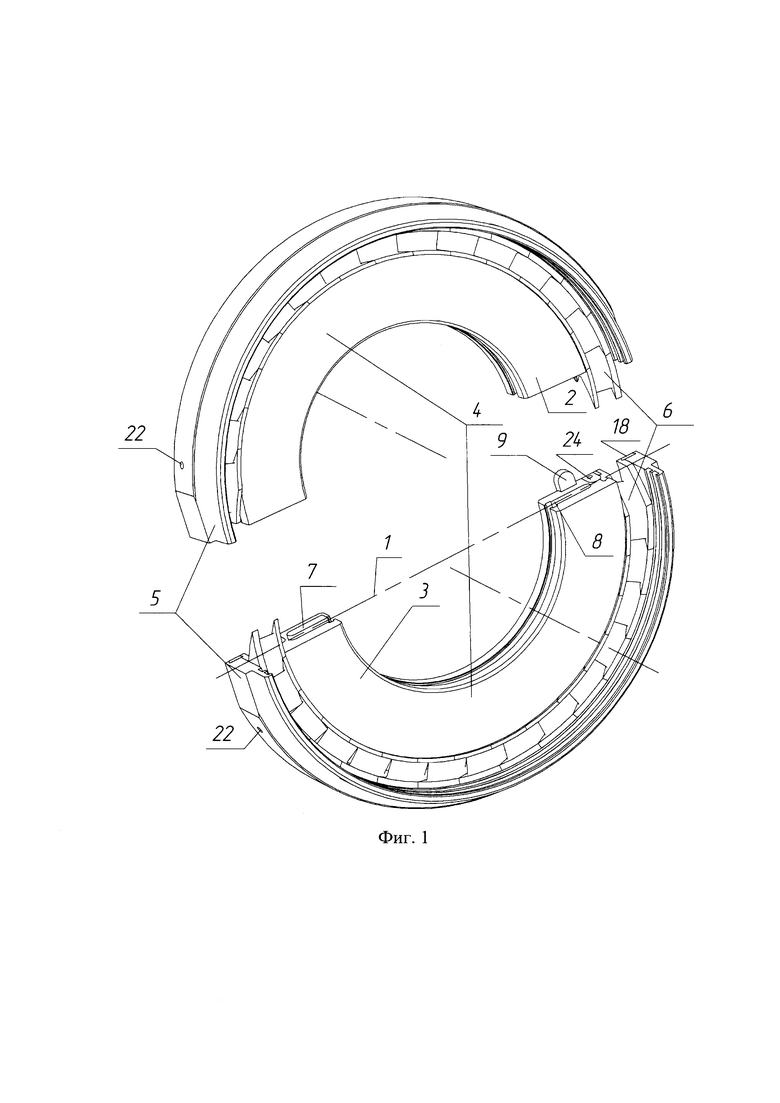
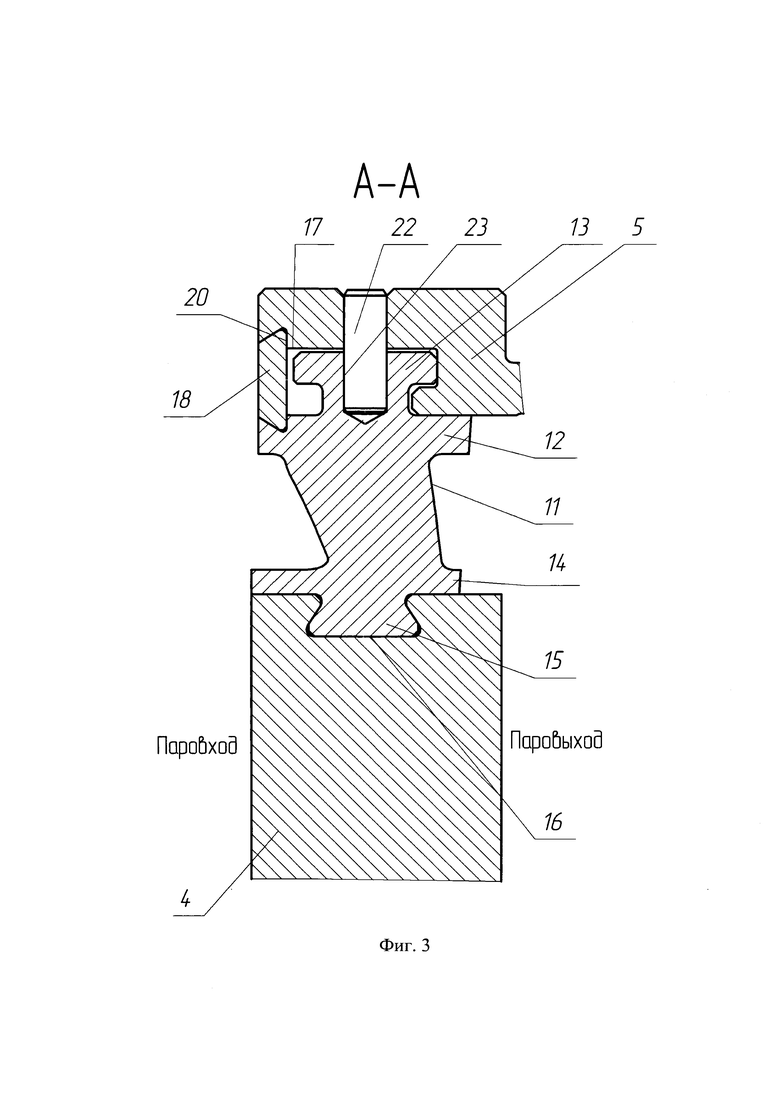
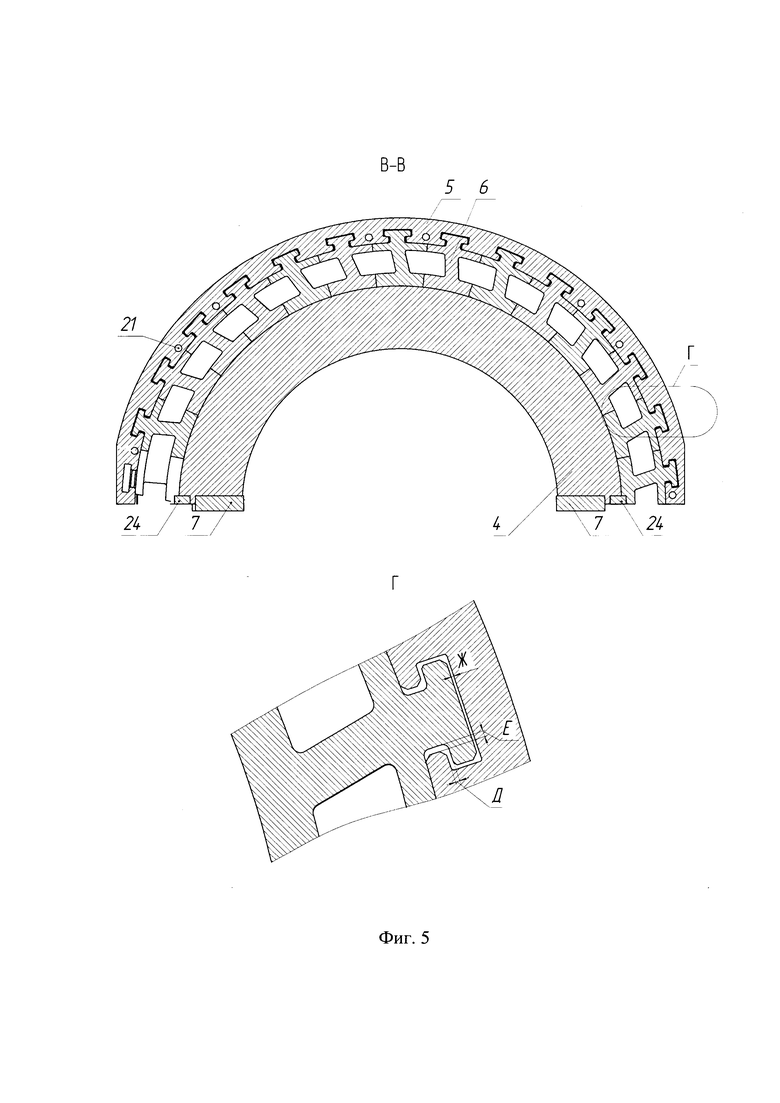
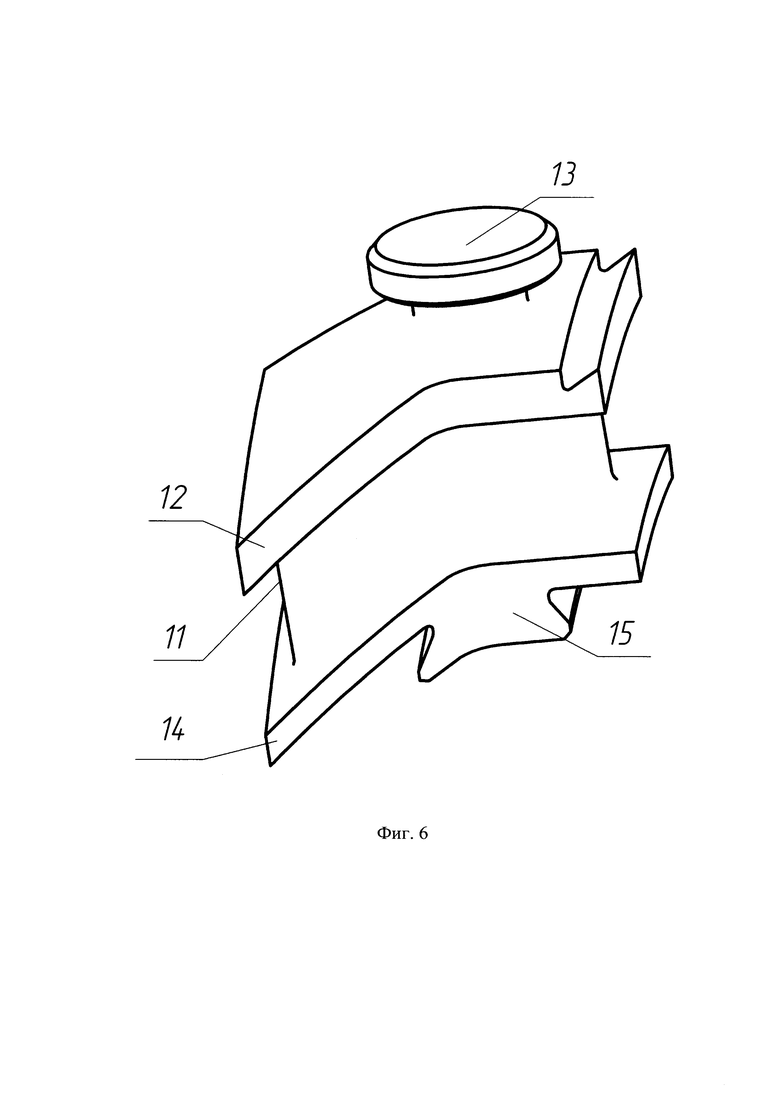
На фиг. 1 представлена наборная диафрагма паровой турбины с верхней и нижней половинами; на фиг. 2 - вид на паровход диафрагмы в сборе; на фиг. 3 - разрез А-А половины диафрагмы по месту размещения установочного элемента; на фиг. 4 - разрез Б-Б половины диафрагмы по месту крепления вставки крепежным элементом; на фиг. 5 - поперечный разрез В-В нижней половины диафрагмы и выносной элемент Г по месту заводки цапфы в наружный обод; на фиг. 6 - направляющая лопатка.
Наборная диафрагма паровой турбины с горизонтальным разъемом 1 состоит из верхней 2 и нижней 3 половин, зафиксированных относительно друг друга устройствами фиксации. Каждая из половин 2 и 3 диафрагмы содержит внутренний обод 4, наружный обод 5, неподвижные направляющие лопатки 6. Устройства фиксации верхней половины 2 и нижней половины 3 диафрагмы в осевом направлении выполнены в виде уплотняющих шпонок 7, размещенных в установочных пазах 8. Установочные пазы 8 выполнены на горизонтальных разъемах внутренних ободьев 4 верхней 2 и нижней 3 половин диафрагмы.
Устройство фиксации в радиальном направлении параллельно плоскости горизонтального разъема 1 выполнено в виде вертикальной шпонки 9. Вертикальная шпонка 9 закреплена на внутреннем ободе 4 нижней половины 3 со стороны паровхода и установлена в вертикальный паз 10, выполненный совместно в половинах 2 и 3 диафрагмы.
Неподвижные направляющие лопатки 6 являются цельными деталями, каждая направляющая лопатка 6 имеет аэродинамический профиль 11, за одно целое с периферийной стороной которого выполнена наружная бандажная полка 12 с цапфой 13, и за одно целое с его корневой стороной выполнена внутренняя бандажная полка 14 с хвостовиком 15.
Направляющие лопатки 6 своими хвостовиками 15 заведены в тангенциальном направлении с торцов в ответные открытые с торцов пазы 16 соответствующего профиля во внутренних ободьях 4 с минимально необходимым для сборки зазором. В конкретном примере выполнения хвостовик 15 имеет профиль сечения типа «ласточкин хвост».
В наружном ободе 5 выполнены глухие пазы 17, в которые в осевом направлении заведены цапфы 13, с возможностью свободной посадки каждой цапфы 13 в отдельный глухой паз 17 соответствующего профиля. Гарантированные радиальные зазоры Д и Ж и тангенциальные зазоры Е между цапфами 13 и глухими пазами 17 достаточны для удовлетворительной собираемости направляющих лопаток 6 с наружным ободом 5. В конкретном примере выполнения цапфы 13 имеют грибовидный профиль сечения. Цапфы 13 и хвостовики 15 могут иметь и другие профили сечений, например, г-образный, елочный и т.д.
Направляющие лопатки 6 зафиксированы в осевом направлении относительно наружных ободьев 5 при помощи упора цапф 13 в торцы глухих пазов 17, а также вставками 18, объединяющими по меньшей мере две направляющие лопатки 6 в пакет 19. Максимальное количество лопаток, объединяемых в пакеты 19, а также количество лопаток в разных пакетах, определяется значениями действующих на наборную диафрагму паровой турбины усилий и крутящих моментов и ограничивается количеством направляющих лопаток 6 в половине 2 и половине 3 диафрагмы. Вставки 18 установлены в кольцевые пазы 20 соответствующего профиля, выполненные совместно в наружных ободьях 5 и наружных бандажных полках 12 направляющих лопаток 6 и закреплены крепежными элементами 21, например, штифтами. Кольцевые пазы 20 под вставки 18 выполняются после сборки направляющих лопаток 6 с внутренним ободом 4 и наружным ободом 5. В конкретном примере выполнения вставки 18 имеют профиль сечения типа «ласточкин хвост», но может быть и другой профиль, например, т-образный, г-образный и т.д.
В тангенциальном направлении направляющие лопатки 6 зафиксированы по меньшей мере одним установочным элементом 22, например, штифтом. Установочные элементы 22 установлены в отверстие 23, выполненное совместно в наружном ободе 5 и цапфе 13 направляющей лопатки 6, входящей в пакет 19. Количество установочных элементов 22 определяется геометрическими размерами направляющих лопаток 6, а также значениями крутящего момента, действующего на диафрагму.
В тангенциальном направлении внутренние ободья 4 зафиксированы шпонками 24, поверхности которых совпадают с плоскостями горизонтального разъема 1.
Для изготовления направляющих лопаток 6, уплотняющих шпонок 7, вертикальной шпонки 9 могут быть использованы, в зависимости от температуры эксплуатации и действующих напряжений, стали 12X13, 15Х11МФ, 18Х11МНФБ, сплав ХН65 ВМТЮ, или их импортные аналоги.
Для изготовления внутреннего обода 4, наружного обода 5, шпонок 24, вставок 18 могут быть использованы, в зависимости от температуры эксплуатации и действующих напряжений, стали 12МХ, 15Х1М1Ф, 10Х9МФБ, сплав ХН65 ВМТЮ, или их импортные аналоги.
Для изготовления установочных элементов 22 и крепежных элементов 21 могут быть использованы, в зависимости от температуры эксплуатации и действующих напряжений, стали 25Х1МФ, 25Х2М1Ф, 20X1 Ml Ф1 TP, 20Х1М1Ф1БР, сплав ХН65 ВМТЮ, или их импортные аналоги.
Наборная диафрагма паровой турбины работает следующим образом.
В процессе работы паровой турбины водяной пар проходит последовательно через ряд ступеней, при этом давление пара снижается и возникает осевой перепад давлений на ступень, который в активных турбинах в основном срабатывается в сопловой решетке. Вследствие поворота потока в сопловых каналах и преобразования потенциальной энергии пара в кинетическую возникает крутящий момент, действующий на диафрагму. Данные факторы приводят к возникновению в диафрагмах значительных напряжений, а также деформаций - в первую очередь прогибов в осевом направлении. Диафрагмы паровых турбин работают при высоких температурах - до 620°С, что приводит к снижению прочностных и упругих свойств материала, а в ряде случаев - ползучести. Диафрагмы испытывают в процессе эксплуатации вибрацию, которая может привести к ослаблению крепления составляющих частей узла. Вследствие неравномерного прогрева, недопустимо большого прогиба или механических повреждений возможно разуплотнение горизонтального разъема 1, искажение радиальных размеров поверхностей бандажных полок 12 и 14, что ведет к снижению экономичности турбины.
В предлагаемой конструкции при работе паровой турбины осевое усилие от перепада давлений воспринимают цапфы 13 направляющих лопаток 6, упирающиеся в глухие пазы 17 в наружных ободьях 5, а также установочные элементы 22. Вставки 18, плотно установленные в кольцевых пазах 20 и закрепленные крепежными элементами 21, предотвращают осевое смещение и проворот этих деталей относительно друг друга. При этом, поскольку наружные ободья 5 жестко зафиксированы в сопряженном узле статора (на фиг. не показан), направляющие лопатки 6 плотно прижаты осевым усилием к вставкам 18, что приводит к демпфированию возможных колебаний направляющих лопаток 6 относительно друг друга. Крутящий момент, действующий на направляющие лопатки 6, воспринимается крепежными элементами 21, а также частично компенсируется моментом сил трения направляющих лопаток 6 по вставкам 18. Эти же силы способствуют предотвращению колебаний относительно друг друга направляющих лопаток 6 в тангенциальном направлении. Перемещение внутреннего обода 4 относительно направляющих лопаток 6 в осевом направлении предупреждается плотной установкой хвостовиков 15 направляющих лопаток 6 в пазах 16 внутренних ободьев 4. Проворот внутренних ободьев 4 относительно направляющих лопаток 6 предупреждается установкой шпонок 24. Установка вертикальной шпонки 9 фиксирует половины 2 и 3 диафрагмы относительно друг друга в радиальном направлении параллельно плоскости горизонтального разъема 1 во избежание возникновения коленчатости в этом направлении.
Уплотняющие шпонки 7 снижают протечку пара между верхней 2 и нижней 3 половинами диафрагмы.
Как показали результаты расчетно-экспериментальных исследований, проведенных авторами, выполнение согласно предлагаемому техническому решению в совокупности существенных признаков (по первому, независимому, пункту формулы) обеспечивает прирост внутреннего относительного КПД паровой турбины до 0,2-0,4%.
При сборке наборной диафрагмы паровой турбины наличие гарантированных зазоров Д, Е и Ж улучшает технологичность процесса сборки и, следовательно, повышает точность изготовления. При наличии значительной разности коэффициентов линейного термического расширения материалов направляющих лопаток 6 и наружных ободьев 5 целесообразно выбирать значение зазора Д таким, чтобы в процессе прогрева наборной диафрагмы это значение приближалось к нулю. Например, при изготовлении направляющих лопаток 6 из материала 18Х11МНФБ, а наружного обода 5 из материала 15Х1М1Ф, коэффициенты линейного термического расширения при температуре 500°С составляют соответственно, 11,7×10-6 1/°С и 13,5×10-6 1/°С. Разница коэффициентов обеспечивает уменьшение зазоров между цапфами 13 и глухими пазами 17, не приводящее к значительному заклиниванию с возможным искажением геометрии деталей. В случае контакта цапф 13 и глухих пазов 17 из-за радиальных перемещений без пластической деформации деталей, возникший контакт направляющих лопаток 6 и наружных ободьев 5 будет дополнительно демпфировать колебания.
Направляющие лопатки 6 в пределах половин 2 и 3 диафрагмы плотно пригнаны друг к другу по стыкам внутренних бандажных полок 14 и наружных бандажных полок 12 с обеспечением геометрических характеристик сопловой решетки (ширин сопловых каналов, высот сопловых каналов, шагов выходных кромок аэродинамических профилей 11 направляющих лопаток 6). В случае необходимости замены одной или нескольких направляющих лопаток 6, вследствие повреждений или недопустимого износа, выполняется демонтаж шпонок 24, высверливание крепежных элементов 21 и установочных элементов 22, разборка соответствующей половины 2 или 3 диафрагмы, сборка с использованием новых направляющих лопаток 6 при обеспечении геометрических характеристик сопловой решетки, рассверливание и развертывание существующих отверстий под крепежные элементы 21 и установочные элементы 22 на несколько большие диаметры, установка новых крепежных элементов 21 и установочных элементов 22. Пазы 20 на новых направляющих лопатках 6 выполняются до установки вставок 18 в диафрагму с возможной последующей слесарной пригонкой по месту.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная диафрагма паровой турбины | 2024 |
|
RU2827401C1 |
| ПОСЛЕДНЯЯ СТУПЕНЬ ВЛАЖНОПАРОВОЙ ТУРБИНЫ | 2014 |
|
RU2569789C1 |
| Последняя ступень паровой турбины | 2016 |
|
RU2614316C1 |
| Последняя ступень турбины | 2022 |
|
RU2790505C1 |
| Пакет рабочих лопаток паровой турбины | 2023 |
|
RU2825217C1 |
| НАПРАВЛЯЮЩИЙ АППАРАТ ГАЗОВОЙ ТУРБИНЫ | 2007 |
|
RU2375590C2 |
| Устройство для сборки рабочих лопаток на диске ротора осевой турбомашины | 2023 |
|
RU2820539C1 |
| Ротор турбины низкого давления (ТНД) газотурбинного двигателя (варианты), узел соединения вала ротора с диском ТНД, тракт воздушного охлаждения ротора ТНД и аппарат подачи воздуха на охлаждение лопаток ротора ТНД | 2018 |
|
RU2684355C1 |
| Рабочая лопатка паровой турбины | 2023 |
|
RU2815341C1 |
| Рабочая лопатка высоконагруженной ступени паровой турбины | 2023 |
|
RU2813717C1 |


Изобретение относится к области энергомашиностроения, в частности турбостроения, и может быть использовано при проектировании диафрагм паровых турбин. Наборная диафрагма паровой турбины с горизонтальным разъемом состоит из верхней и нижней половин, зафиксированных относительно друг друга устройствами фиксации, каждая из половин содержит внутренний и наружный ободья с пазами, в которых установлены неподвижные направляющие лопатки. Каждая направляющая лопатка имеет аэродинамический профиль, наружную бандажную полку с цапфой и внутреннюю бандажную полку с хвостовиком. Устройства фиксации половин диафрагмы в осевом направлении выполнены в виде уплотняющих шпонок, а в радиальном направлении параллельно плоскости горизонтального разъема - в виде вертикальной шпонки. Пазы наружных ободьев выполнены глухими, с радиальными и тангенциальными зазорами, с возможностью свободной посадки каждой цапфы направляющих лопаток в соответствующий глухой паз. Направляющие лопатки зафиксированы в осевом направлении относительно наружных ободьев вставками, объединяющими по меньшей мере две направляющие лопатки в пакет, а в тангенциальном направлении - по меньшей мере одним установочным элементом, установленным в отверстие, выполненное совместно в наружном ободе и цапфе направляющей лопатки, входящей в пакет. Достигается повышение точности изготовления за счет обеспечения геометрических размеров в заданных пределах, прочности, ремонтопригодности наборных диафрагм паровых турбин, повышение внутреннего относительного КПД паровой турбины. 1 з.п. ф-лы, 6 ил.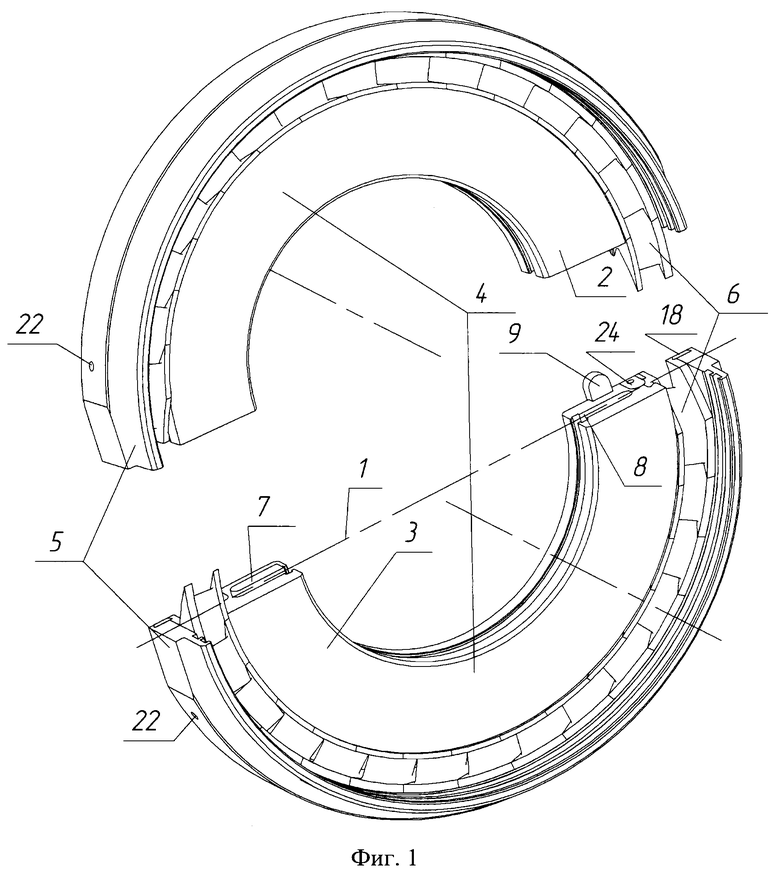
1. Наборная диафрагма паровой турбины с горизонтальным разъемом, состоящая из верхней и нижней половин, зафиксированных относительно друг друга устройствами фиксации, каждая из половин содержит внутренний и наружный ободья с пазами, в которых установлены неподвижные направляющие лопатки, каждая направляющая лопатка имеет аэродинамический профиль, при этом за одно целое с его периферийной стороной выполнены наружная бандажная полка с цапфой, а с его корневой стороной - внутренняя бандажная полка с хвостовиком, отличающаяся тем, что устройства фиксации половин диафрагмы в осевом направлении выполнены в виде уплотняющих шпонок, размещенных в установочных пазах, выполненных на горизонтальных разъемах внутренних ободьев верхней и нижней половин, а в радиальном направлении параллельно плоскости горизонтального разъема - в виде вертикальной шпонки, закрепленной на внутреннем ободе нижней половины со стороны паровхода и установленной в вертикальный паз, выполненный совместно в половинах диафрагмы, пазы наружных ободьев выполнены глухими, с радиальными и тангенциальными зазорами, с возможностью свободной посадки каждой цапфы направляющих лопаток в соответствующий глухой паз, направляющие лопатки зафиксированы в осевом направлении относительно наружных ободьев вставками, объединяющими по меньшей мере две направляющие лопатки в пакет, при этом вставки установлены в кольцевые пазы, выполненные совместно в наружных ободьях и наружных бандажных полках, а в тангенциальном направлении направляющие лопатки зафиксированы по меньшей мере одним установочным элементом, установленным в отверстие, выполненное совместно в наружном ободе и цапфе направляющей лопатки, входящей в пакет.
2. Наборная диафрагма паровой турбины по п. 1, отличающаяся тем, что цапфы имеют грибовидный профиль сечения, а хвостовики имеют профиль сечения типа «ласточкин хвост».
| WO 03008765 A1, 30.01.2003 | |||
| KR 101796590 B1, 01.12.2017 | |||
| US 5743711 A, 28.04.1998 | |||
| WO 2011018413 A1, 17.02.2011 | |||
| СОПЛОВОЙ АППАРАТ ДЛЯ ТУРБИНЫ, СПОСОБ УСТАНОВКИ ЛОПАТОК В СОПЛОВОЙ АППАРАТ И ПАРОВАЯ ТУРБИНА | 2011 |
|
RU2601069C2 |
| US 2020095878 A1, 26.03.2020 | |||
| Направляющий лопаточный венец для паровой турбины, многоступенчатая паровая турбина и способ изготовления лопаточного узла | 2012 |
|
RU2631852C2 |

