Изобретение относится к устройству для фиксации модуля электронной схемы и, в частности, к средствам не только для удержания модуля в корпусе, но и для обеспечения адекватной теплопередачи между модулем и корпусом теплообменника.
Известна конструкция из теплопроводящего материала, чаще всего из алюминиевого сплава, элементы которой могут перемещаться относительно друг друга с увеличением высоты конструкции и создающие усилие, которое удерживает элементы электронного устройства в направляющем пазу https://schroff.nvent.com/ru-ru/products/enca265hts-580et2l?selectionPath=0%7C0%7C0%7C0%7C0%7C0%7C0%7C0%7C.
Наиболее близким аналогом является фиксатор модуля, содержащий: центральный корпус, включающий первый наклонный конец и второй наклонный конец; прорезь в каждом из указанных наклонных концов указанного центрального корпуса; первый торцевой корпус, включающий направляющую для ввода, проходящую от нижней части наклонной торцевой поверхности указанного первого торцевого корпуса для вставки в указанный первый наклонный торцевой паз упомянутого центрального корпуса; второй торцевой корпус, включающий направляющую для ввода, проходящую от нижней части наклонной торцевой поверхности упомянутого второго торцевого корпуса для вставки во второй наклонный торцевой паз упомянутого центрального корпуса; и винт, проходящий через указанный первый торцевой корпус, указанный центральный корпус и указанный второй торцевой корпус, причем указанный второй торцевой корпус содержит резьбовое средство для затягивания указанного винта. При затягивании винта, через шайбу усилие передается на фронтальный уголок, который упирается в скошенную грань нижнего прижима, по мере вращения винта происходит выборка зазора и начинается смещение фронтального уголка, когда фронтальный уголок упирается плоскостью в ответную плоскость направляющего паза начинается смещение верхнего прижима по резьбе к винту и одновременно скольжению верхнего прижима по зубцам нижнего прижима, что приводит к смещению наружной плоскости верхнего прижима до его примыкания к плоскости направляющего паза и созданию фиксирующего модуль в пазу усилия, штифт обеспечивает линейность перемещения верхнего прижима относительно нижнего (US 4480287 A, H05K 7/14, 30.10.1984).
Недостатками аналогов являются:
1. Склонность конструкции к рассыпанию при выкручивании винта;
2. Склонность к самопроизвольному снижению усилия при вибрациях;
3. Недостаточный ресурс элементов подвижного резьбового соединения.
Технической проблемой, на решение которой направлено заявленного изобретения, является устранение указанных выше недостатков.
Техническим результатом заявленного изобретения является повышение надежности фиксации.
Технический результат заявленного изобретения достигается тем, что клиновой фиксатор электронных модулей для систем с кондуктивным отводом тепла от элементов электронного оборудования, содержащий верхний и нижний клиновые прижимы и фронтальный уголок, согласно изобретению он снабжен ограничительным винтом, установленным за зубьями верхнего и нижнего клиновых прижимов и обеспечивающим линейность перемещения верхнего клинового прижима относительно нижнего, при этом в верхнем клиновом прижиме закреплена без возможности вывинчивания изготовленная из высокопрочного материала шпилька с гайкой, соединяющая верхний клиновой прижим, фронтальный уголок и нижний клиновой прижим, при этом в нижнем клиновом прижиме за скошенной гранью, обеспечивающей упор фронтального уголка, выполнен направляющий паз с возможностью размещения в нем направляющего выступа, расположенного на верхнем клиновом прижиме, препятствующие смещению упомянутых прижимов друг относительно друга, причем количество зубьев на прижимах определяют из условия обеспечения самоторможения в соответствии с формулой:
n=(2*L*tan(α))/h, где
L – длина участка клинового фиксатора с зубьями, мм,
h – ширина зазора для размещения клинового фиксатора, мм,
α – угол наклона клина, град, причем α=2arctg(μ)/K, где
K – коэффициент запаса самоторможения,
μ – коэффициент трения материала прижимов.
Известно [1], что сила прижима клина к поверхности, а, следовательно, и надежность фиксации элементов конструкции выше при уменьшении угла наклона клина. Одновременно, при уменьшении угла наклона увеличивается необходимый ход гайки для смещения прижимов друг относительно друга, что негативно сказывается на габаритах фиксатора. Поэтому целесообразно ограничиваться углами наклона, обеспечивающими условие самоторможения прижимов. В общем случае, для обеспечения самоторможения соединения необходимо, чтобы угол скоса клина был меньше удвоенного угла трения (тангенс угла трения равен коэффициенту трения материалов конструкции прижимов).
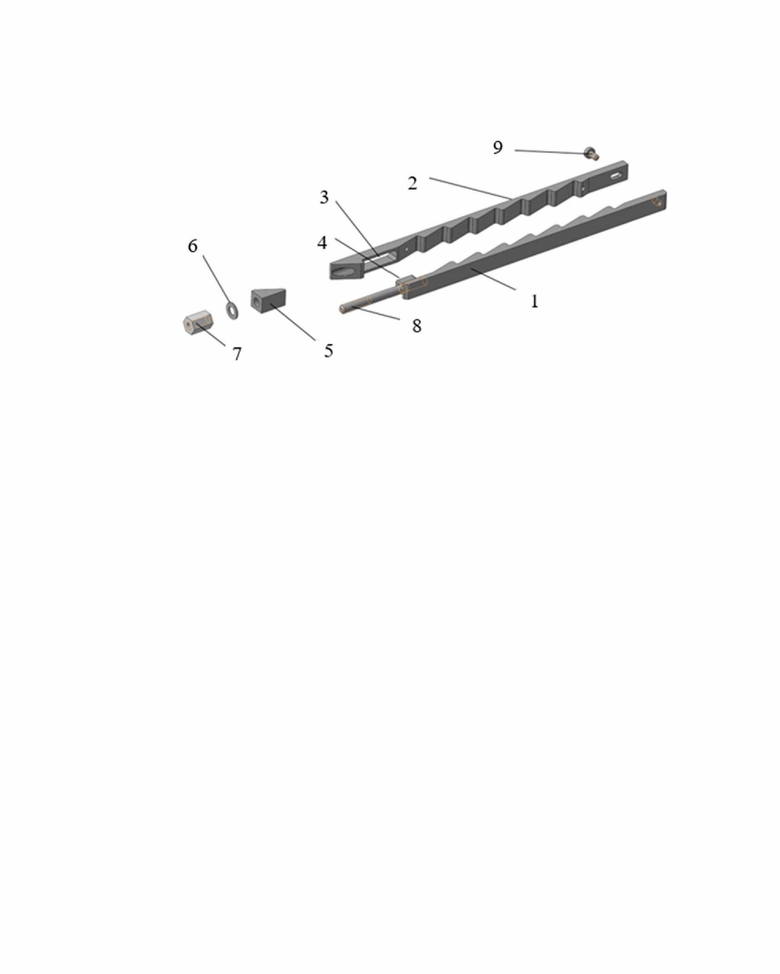
Клиновой фиксатор представлен на чертеже.
Клиновой фиксатор электронных модулей для систем с кондуктивным отводом тепла от элементов электронного оборудования содержит верхний (1) и нижний (2) клиновые прижимы и фронтальный уголок (5), которые выполняются из материалов с хорошей теплопроводностью (из алюминиевых или медных сплавов, например, АК6, 6082, Л62, БрА5).
Клиновой фиксатор снабжен ограничительным винтом (9). Ограничительный винт (9) установлен за зубьями верхнего (1) и нижнего (2) клиновых прижимов. Ограничительный винт (9) обеспечивает линейность перемещения верхнего (1) клинового прижима относительно нижнего (2).
В верхнем (1) клиновом прижиме закреплена без возможности вывинчивания (например, клеем, контргайкой или клепкой) изготовленная из высокопрочного материала шпилька (8) с гайкой (7). Посредством шпильки (8) соединяются верхний (1) клиновой прижим, фронтальный уголок (5) и нижний (2) клиновой прижим.
При полном отвинчивании гайки (7) не происходит полной разборки конструкции, что исключает рассыпание деталей фиксатора и облегчает восстановление его работоспособности.
Износ резьбы происходит в паре шпилька-гайка (7-8), которые могут быть выполнены из высокопрочных материалов с плохой теплопроводностью (из коррозионностойких сталей, например, 07Х16Н6, 09Х16Н4Б, 08Х17Т, 08Х22Н6Т, 12Х21Н5Т, 15Х25Т), что обеспечивает больший ресурс конструкции без ее удорожания.
В нижнем (2) клиновом прижиме за скошенной гранью, обеспечивающей упор фронтального уголка (5), выполнен направляющий паз (3) с возможностью размещения в нем направляющего выступа (4), расположенного на верхнем (1) зубчатом прижиме, препятствующие смещению упомянутых прижимов друг относительно друга.
Направляющий паз (3) и направляющий выступ (4) выполнены для усиления свойств сопротивляться вибрациям, что так же способствует увеличению надежности фиксации.
Уменьшено количество зубьев на прижимах, что позволяет уменьшить угол скоса, образуемого между прижимами клиньев и обеспечить условие самоторможения фиксатора, что повышает надежность фиксации модуля.
В прототипах число зубьев на прижимах выбрано без достижения условия самоторможения, что с одной стороны сокращает длину взаимного перемещение прижимов и, как следствие этого, уменьшает линейный размер конструкции, но при этом снижается надежность фиксации, особенно при воздействии вибрации.
Клин обладает свойством самоторможения, если угол клина меньше или равен сумме углов трения на наклонной поверхности клина и на его основании [1].
Чтобы конкретизировать условие самоторможения используют коэффициент запаса самоторможения K, который для клинового механизма с одинаковым коэффициентом трения равен: K=2arctg(μ)/α, где μ – коэффициент трения материала прижимов, α - угол наклона клина.
При проектировании клиновых фиксаторов следует выбирать К>1, а для условий с повышенной вибрацией рекомендуется К≥3.
Пример расчета числа зубьев:
Исходные данные: для средних условий эксплуатации по вибрации, принимаем K=2, длина участка клинового фиксатора с зубьями L=100 мм, ширина зазора для размещения клинового фиксатора h=5 мм, материал анодированный алюминий с коэффициентом трения μ=0,25.
Расчет:
Определяем угол клина: α=2arctg(μ)/K, α=14,0362°
Так как на каждый прижим приходится по половине зазора для размещения фиксатора, то число зубьев n определяется из зависимости: n=(2*L*tan(α))/h=7,1429, полученное значение округляем до ближайшего, получаем n=7 зубьев.
1. Краткий справочник конструктора нестандартного оборудования. В 2-x томах. Т. 2/ В. И. Бакуменко, В. А. Бондаренко, С. Н. Косоруков и др.; Под общ. ред. В. И. Бакуменко. -М: Машиностроение. 1997, с ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВОЙ ОТКЛОНИТЕЛЬ | 1999 |
|
RU2166058C2 |
| КЛИНОВОЙ ФИКСАТОР | 1991 |
|
RU2006689C1 |
| ОТКЛОНИТЕЛЬ КЛИНОВОЙ | 2004 |
|
RU2270909C2 |
| Штамп для пробивки отверстий | 1985 |
|
SU1319975A1 |
| Предварительно-напряженная прокатная клеть | 1984 |
|
SU1186302A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2012 |
|
RU2544043C2 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
| Опорно-поворотное устройство для быстрого монтажа и демонтажа антенны на мачте | 2020 |
|
RU2745208C1 |
Изобретение относится к устройству для фиксации модуля электронной схемы и, в частности, к средствам для обеспечения адекватной теплопередачи между модулем и корпусом теплообменника. Технический результат - повышение надежности фиксации. Технический результат достигается тем, что клиновой фиксатор электронных модулей для систем с кондуктивным отводом тепла содержит верхний и нижний клиновые прижимы и фронтальный уголок. Фиксатор снабжен ограничительным винтом, установленным за зубьями верхнего и нижнего клиновых прижимов и обеспечивающим линейность перемещения верхнего клинового прижима относительно нижнего. В верхнем клиновом прижиме закреплена без возможности вывинчивания изготовленная из высокопрочного материала шпилька с гайкой, соединяющая верхний клиновой прижим, фронтальный уголок и нижний клиновой прижим. В нижнем клиновом прижиме за скошенной гранью, обеспечивающей упор фронтального уголка, выполнен направляющий паз с возможностью размещения в нем направляющего выступа, расположенного на верхнем клиновом прижиме, препятствующий смещению упомянутых прижимов относительно друг друга. Количество зубьев на прижимах определяют из условия обеспечения самоторможения в соответствии с формулой n=(2*L*tan(α))/h, где L – длина участка клинового фиксатора с зубьями, мм, h – ширина зазора для размещения клинового фиксатора, мм, α – угол наклона клина, град, причем α=2arctg(μ)/K, где K – коэффициент запаса самоторможения, μ – коэффициент трения материала прижимов. 1 ил.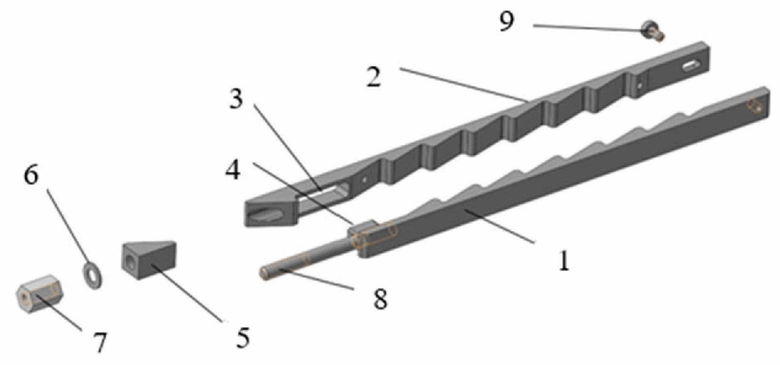
Клиновой фиксатор электронных модулей для систем с кондуктивным отводом тепла от элементов электронного оборудования, содержащий верхний и нижний клиновые прижимы и фронтальный уголок, отличающийся тем, что он снабжен ограничительным винтом, установленным за зубьями верхнего и нижнего клиновых прижимов и обеспечивающим линейность перемещения верхнего клинового прижима относительно нижнего, при этом в верхнем клиновом прижиме закреплена без возможности вывинчивания изготовленная из высокопрочного материала шпилька с гайкой, соединяющая верхний клиновой прижим, фронтальный уголок и нижний клиновой прижим, при этом в нижнем клиновом прижиме за скошенной гранью, обеспечивающей упор фронтального уголка, выполнен направляющий паз с возможностью размещения в нем направляющего выступа, расположенного на верхнем клиновом прижиме, препятствующий смещению упомянутых прижимов относительно друг друга, причем количество зубьев на прижимах определяют из условия обеспечения самоторможения в соответствии с формулой
n=(2*L*tan(α))/h,
где L – длина участка клинового фиксатора с зубьями, мм,
h – ширина зазора для размещения клинового фиксатора, мм,
α – угол наклона клина, град,
причем α=2arctg(μ)/K,
где K – коэффициент запаса самоторможения,
μ – коэффициент трения материала прижимов.
| US 4480287 A, 30.10.1984 | |||
| УСТРОЙСТВО ОТВОДА ТЕПЛА | 2011 |
|
RU2507614C2 |
| ШАССИ | 2011 |
|
RU2451437C1 |
| СИСТЕМА КОНДУКТИВНОГО ТЕПЛООТВОДА ОТ ЭЛЕКТРОННЫХ МОДУЛЕЙ СТЕКОВОГО ФОРМ-ФАКТОРА ДЛЯ КОРПУСНЫХ ИЗДЕЛИЙ ЭЛЕКТРОНИКИ | 2017 |
|
RU2713486C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

