Изобретение относится к области заготовительного производства машиностроительных предприятий и может быть использовано при резке сортового проката.
Известен штамп для сортового проката, содержащий основание . с размещенными на нем посредством направлякицих колонок обоймами, однд из которых установлена на колонке с возможностью поворота в горизонтальной плоскости и снабжена дополнительной направляющей, ножи и прижимы, механизмы дефференцированного зажима проката и отрезаемой заготовки и механизм регулировки зазора между ножами, размещенные в обоймах, .а также узел взаимного фиксиробания обойм в виде стяжек,.размещенных в пазах обой} 1, выполненных на- одних из боковых сторон каждой обоймы, подпружиненные толкатели, размещенные в расточках обойм, закрытых крышками, и упор 1.
В известном штампе длительна и затруднена смена ножей и прижимов механизмов дифференцированного зажима, а также требуются значительные усилия для поворота обоймы и возврата ее в исходное положение.
Цель изобретения - повышение производительности штампа и улучшение условий его обслуживания путем сокрас щения времени замены ножей и прижимов механизмов дифференцированного зажима.
С этой целью штамп для резки сортового проката, содержащий основание
10 с размещенными на нем посредством направляющих колонок обоймами, одна из которых установлена на колонке с возможностью поворота в горизонтальной плоскости и снабжена допол 5 нительной направляющей, ножи и прижимы механизма дифференцированного зажима проката и отрезаемой заготовки и механизм регулировки зазора между ножами, размещенные в обоймах, а также узел взаимного фиксирования обойм в виде стяжек, размещенных в пазах обойм,выполненных на одних из боковых сторон каждой обоймы, подпружиненные толкатели, раз-мещенные в расточках . обоймг закры25тых крышками, и упор, снабжен установленными в расточках обойм и охватывающими подпружиненные толкатели стаканами, на одних концах которых выполнены бурты, расположенные с воз30можностью взаимодействия с ножами.
а на других концах - резьбовые поверхности, при этом крьпики снабжены фиксаторами осевого перемещения и выполнены с внутр.енними резьбовыми поверхностями, образующими с резьбеВЕ ми поверхностями соответствующих им стаканов винтовые пары, а дополнительная направляющая поворотной обойг л выполненав виде установлен ной в обойме колонки с фланцем, опирающимся на поверхность основания и подпружине({ным относительно обоймы. Для обеспечения возможности резки проката при изменении направлени его подачи, на других боковых сторонах каждой из обойм выполнены дополнительные пазы под стяжки, а отверстия в основании под направляющую колонку и дополнительную : направляющую поворотной oбoй выполнены одинаковыми.
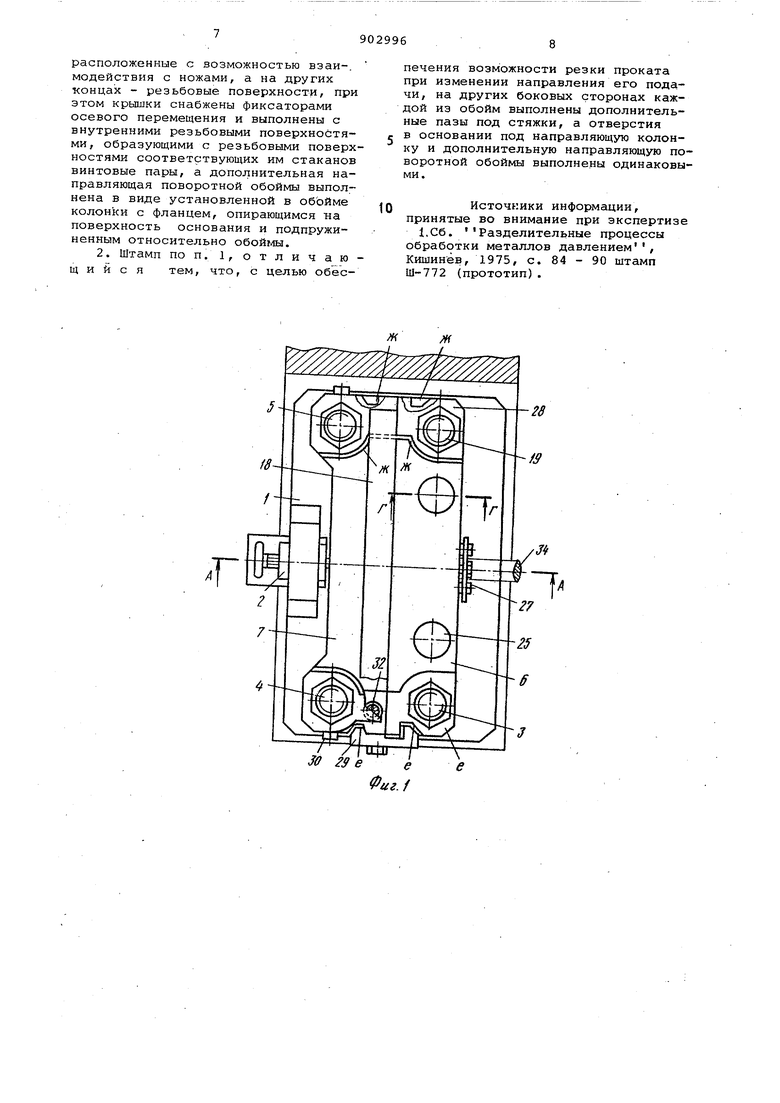
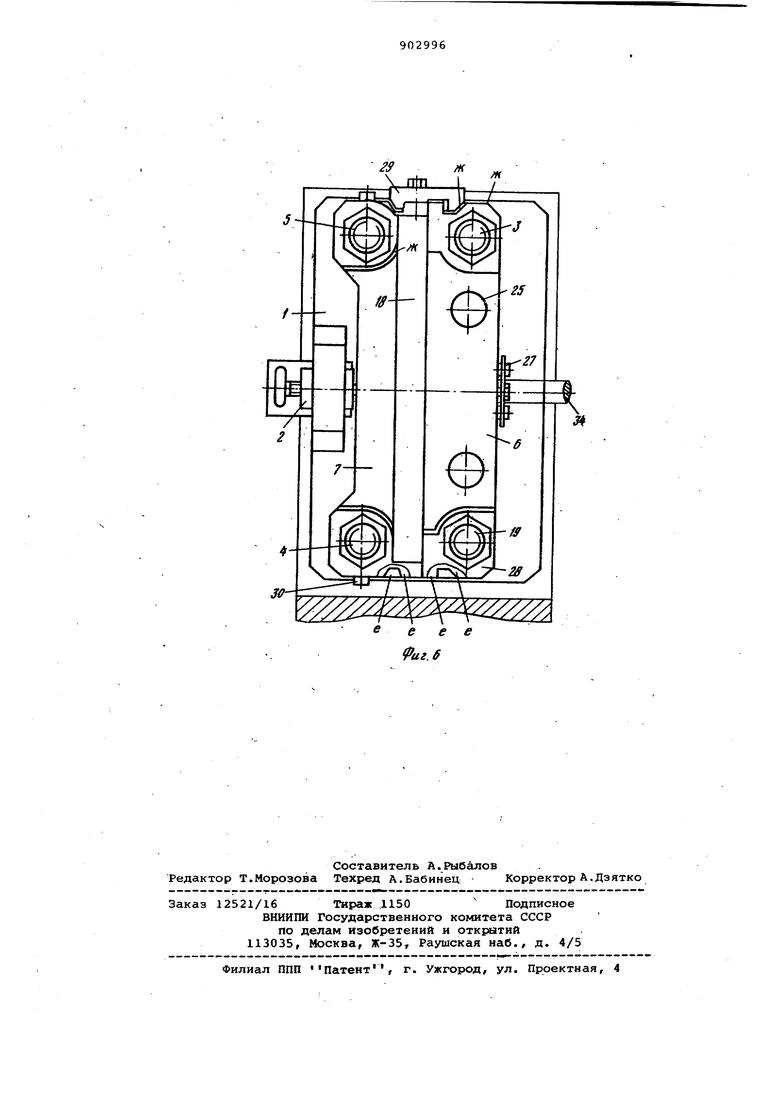
На фиг, 1 схематически изображен предлагаемый штамп, план; на фиг.2сечение А-А на фиг, 1; на фиг. 3 сечение Б-Б на Фиг, 2; на фиг 4 сечение В-В на фиг, 2; на фиг. 5 сечение Г-Г на фиг, 1; на фиг. б вариант исполнения штампа при изменении направления подачи проката, общий вид в плане.
Штамп содержит основание 1 с закрепленными на нем упором 2 и направляющими колонками 3, 4 и 5, на которых подвижно установлены обоймы б и 7, Обойма 6 установлена на колонке 3, вокруг которой она может поворачиваться, обойма 7 с пружинами 8 возврата - на колонках 4 и 5. В каждой обойме размещены ноле 9, прижим 10, стаканы 11 с толкателями 12 и пружинами 13, крышки 14, зафиксированные от осевого перемещения при вращении фиксаторами в виде стопорных колец 15, клиновой механизм, состоящий из вертикальных 16 и горизонтальных 17 клиньев и планок 18, соединенных с торцами вертикальных клиньев 16. Клиновые механизмы служат для перемещения клиньями 16 и 17 прижимов 10 к ножам 9. Клинья 16 и 17 размещаются в пазах обойм, планки 18 - вне обойм. Подпружиненные толкатели 12 предназначены для крепления прижимов 10 и отведения их от ножей 9. Крышки 14, а также стаканы 11 с охватываемыми или подпружиненными толкателями 12 помещены в расточках а обойм. На одном конце каждого стакана 11 выполнен бурт б для крепления ножа 9, на другом конце резьба для навинчивания крышек 14, закрывающих расточки а обойм.
Поворотная обойма 6 служит для зажима проката и, помимо колонки 3 подвижно соединена с колонкой 19, которая является дополнительной направляющей и опирается нижним торцом на основание 1. Обойма 6 поддерживается пружинами 20 и 21, надетыми на колонки 3 и 19. Пружина 21 поджимается к обойме 6 фланцем в колонки 19 с помощью гайки 22. В отверстия обоймы 6 сверху вложены пруг жины 23 с шайбами 24, сжатые винтами 25 и гайками 26. В этой же обойме 6 размещен механизм 27 регулировки зазора между ножами в виде отжимных винтов, регулировочных винтов и Q стопорной планки.
Обойма 7 служит для зажима отрезаемой .части проката и соединена с обоймой 6 верхней стяжкой 28 и боковой стяжкой 29, которая в то же
г время является направляющей. Пружины 8 расположены внутри колонок 4 и 5 и соединены с обоймой 7 болтами 30 и опорами 31. Верхняя планка 18 через пальцы 32 опирается на
л пружины 33, размещенные в обойме 7.
В основании 1 и обоймах 6 и 7
имеются следующие отверстия и выборки, расположенные симметрично относительно вертикальной плоскости подачи проката: в основании 1 - отверстия гид под направляющую колонку 3, в обоймах - выборки е и ж под стяжки 28 и 29.
Штамп устанавливается на любой пресс, развивающий требуемое усилие
0 резки и имеющий необходимые размеры штампового пространства, крепится к столу пресса и работает следующим образом.
Пруток 34 подается до упора 2.
Ползун пресса при ходе вниз давит на верхнюю пл&нку 18 и торцы винтов 25, благодаря чему первоначально опускаются обе обоймы 6 и 7.
Обойма 6 под действием пружин 23 и собственного веса преодолевает
сопротивлениепружин 20, 21 и опускается. При этом стоящие неподвижно вертикальные клинья 16 своими скосами смещают горизонтальные клинья 17 относительно обоймы 6 навстречу
5 друг другу и верхний прижим 10 перемещается навстречу ножу 9. Выбрав зазор между прутком и верхним прижимом 10 и зажав пруток 34, обойма 6 останавливается, удерживаемая клиновым механизмом, а ползун пресса, продолжая движение, сжимает пружины 23. При этом пруток 34 остается зажатым усилием пружин 23 в сумме с весом обоймы 6 (за вычетом усилия
5 пружин 13, 20 и 21). Это предварительное усилие зажима прутка, необходимое для того, чтобы предотвратить опрокидывание прутка в самый начальный момент реза, когда механизм дефференцированного зажима в
0 силу противодействия сил трения и пружин 8 возврата еще не успел зафиксировать пруток.
Обойма 7 опускается, сжимая пружины 8. Клинья 16 и 17 неподвижны
5 относительно обоймы 7 до тех пор.
пока верхний нож 9 не упрется в пру ток 34, предварительно зажатый к этому моменту в обойме 6. Как только верхний нож 9 упирается в пруток 34, обойма 7 останавливается. Верхняя планка 18, продолжая опускаться вместе с ползун-ом пресса, через пальцы 32 сжимает пружины 33, .а через вертикальные клинья 16 и горизонтальные клинья 17 перемещает нижний прижим 10 к верхнему ножу 9, сжимая пружины 13 через толкатели 12. Как только нижний прижим 10 и верхний нож 9 смыкаются н.а отрезаемой части прутка, под действием непрерывно движущегося ползуна возобновляется опускание обоймы 7 вместе с инструментом и зажатой в инструменте отрезаемой частью прутка. А так как остальная часть прутка остается неподвижно зажатой п обойме 6, то обойма 7 стремится сдвнуть заготовку относительно прутка, т. е.отрезать ее. При этом чем больше сопротивление прутка срезу, тем с большим усилием прижимается нижний прижим 10 к отрезаемой заготовке, т. е. осуществляется дифференцированный зажим заготовки.
Сопротивление прутка срезу, воспринимаемое нижним ножом 9, передается на обойму 6, а через нее на клинья 17, которые, опираясь скосами на вертикальные клинья 16 и верхний прижим 10, передают это. усилие на пруток 34. Чем больше сопротивление прутка срезу, тем болшее усилие передается на нижний нож 9 и далее на клинья, прижим и пруток. Так осуществляется дифференцированный зажим прутка в процессе реза.
Как -только происходит полное отделение заготовки от прутка, усилие дифференцированного зажима автоматически снимается. Более того, под действием упругой отд;ачи - ползуна пресса, массы обоймы7 to усилия пружин 13, 33 сразу же раскрывается инструмент (в результате более ускоренного движения обоймы 7 вниз по сравнению с ползуном пресса), т.е. нижний прижим 10 отходит вниз от ножа 9, освобождая заготовку. Если заготовка длинная, то она сразу падает на наклонную поверхность обоймы 7 и далее на склиз, а если короткая, то остается лежать на нижнем прижиме 10 до возврата обоймы 7 в исходное (верхнее) п оложение и выталкивается прутком при подаче иа очередной рез. Обойма 7 поднимается в исходное положение с раскрытым инструментом под действием пружин .8 вслед за подъемом ползуна пресса.
После разделения прутка давление на нижний нож снимается, т. е. снимается и усилие дифференцированного
зажима прутка. Но пруток остается зажатым усилием описанного предварительного зажима, пока ползун пресса при подъеме не отделится от винтов 25. После этого пруток освобожс дается и подается до упора 2.
Штамп готов к очередному резу.
Для смены инструмента снимается боковая стяжка 29 и поворачивается обойма 6, открывая доступ к инструIQ менту. Крепление инструмента в обоймах ослабляется вращением крышек 14. При отвинчивании крышки 14 ослабляется крепление ножа 9, при завинчивании ее (без ножа 9) ослабляется крепление прижима 10.
15
При сборке штампа для использования его на прессе с подачей проката справа направляющая колонка 3 устанавливается в отверстие г основания 1, как и показано на фиг. 1 20 и 3f а стяжки 28 и 29 монтируются в выборках е обойм 6 и 7, как изображено на фиг. 1-5. При сборке штампа для использования его на прессе с подачей проката слева ко5 ловки 3 и 19 в отверстиях обоймы 6 меняются местами (т. е. колонка 3 вставляется в отверстие д основания 1), а стлжки 28 и 29 крепятся в выборках ж обойм 6 и 7 (фиг. 6). 0 Использование описанного изобретения позволит повысить производительность работы и улучшить условия обслуживания штампа для резки сортового проката.
5
Формула изобретения
1. Штамп для резки сортового проката, содержащий основание с размещенными на нем посредством направляющих колонок обоймами, одна из которых установлена на колонке с возможностью поворота в горизонтальной
5 плоскости и снабжена дополнительной направляющей, ножи и прижимы, ме-, ханизмы дифференцированного зажима Проката и отделяемой заготовки и механизм регулировки зазора между
Q ножами, размещенные в обоймах, а также узел взаимного фиксирования обойм в виде стяжек, размещенных в пазаху выполненных на одних из бо ковых сторон каждой обоймы, подпружиненные толкатели, размещенные
5 в расточках обойм, закрытых крышками, и упор, отличающийся тем., что, с целью повьвиения производитгельностй и улучшения условий обслуживания штампа путем сокращения
0 времени замены ножей и прижимов механизмов дифференцированного зажима, он снабжен установленными в расточках обойм и охватывающими подпружиненные толкатели стаканами, на одних концах которых выполнены бурты,
расположенные с возможностью взаи-. модействия с ножами, а на других концах - резьбовые поверхности, при этом крышки снабжены фиксаторами осевого перемещения и выполнены с внутренними резьбовыми поверхностями, образующими с резьбовыми поверхностями соответствующих им стаканов винтовые пары, а дополнительная направляющая поворотной обоймы выполнена в виде установленной в обойме колонки с фланцем, опирающимся на поверхность основания и подпружиненным относительно обойг-ш.
2. Штамп ПОП.1, отличающийся тем, что, с целью обеспечения возможности резки проката при изменении направления его подачи, на других боковых сторонах каждой из обойм выполнены дополнительные пазы под стяжки, а отверстия с в основании под направляющую колонку и дополнительную направляющую поворотной обоймы выполнены одинаковыми,
Q Источники информации,
принятые во внимание при экспертизе
1.С6. Разделительные процессы обработки металлов давлением , Кишинев, 1975, с. 84 - 90 штамп Ш-772 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА | 1972 |
|
SU354948A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для резки проката | 1981 |
|
SU967694A1 |
| ШТАМП ДЛЯ МНОГООПОРНОЙ РЕЗКИ ПРОКАТА | 2004 |
|
RU2278767C1 |
| Пресс-ножницы | 1981 |
|
SU984729A1 |
| Штамп для резки проката | 1982 |
|
SU1058725A1 |


m
J
/«
6 I в
- r-//
7 /ff IS 18 №
б / Фиг. 2
22
fSfg
Фиг.З
/«
б
Z5 26
Фаг.
2
Ж
-
ее ее иг. 6
